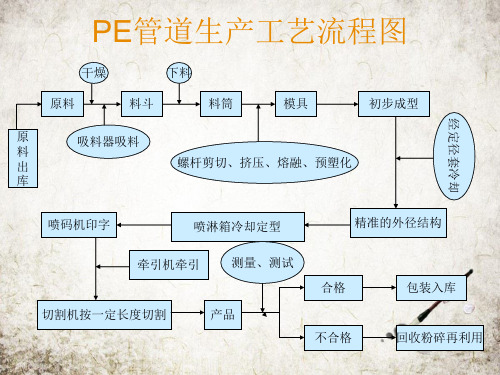
PE管道生产工艺流程图(1)
聚乙烯PE给水管管道设计

聚乙烯PE给水管管道设计本文转载自PE管材/聚乙烯给水管是以优质聚乙烯树脂为主要原料,添加必要的抗氧剂、紫外线吸收剂等助剂,经挤出加工而成的一种新型产品。
能广泛应用于工作压力0.32Mpa~1.6Mpa、工作温度在—20℃~40℃内的市政给水、排水、石油化工、矿山、农田灌溉、排污、砂浆输送、垃圾填埋等各种管道工程中。
1、聚乙烯压力管道的三个发展阶段:分子式—(—CH2=CH2—)—n第一阶段20世纪40年代——60年代采用线性低密度聚乙烯(LDPE),密度只有0.910~0.925g/cm3。
运用PE32和PE40,强度和刚性较低。
第二阶段20世纪60年代~80年代末采用中密度聚乙烯(MDPE),密度为0.925~0.940g/cm3。
运用PE80材料,改变和保证、PE管耐蠕变、开裂。
第三阶段20世纪80年代末期至今采用高密度聚乙烯(HDPE),密度为0.940~0.965g/cm3。
运用PE100材料,防止PE管发生快速开裂、危险破坏、耐蠕变性好。
2、聚乙烯管颜色分类;PE给水管GB13663规定,给水用聚乙烯规定为蓝色或黑色加蓝条PE聚乙烯燃气管GBl5558.1规定,燃气用聚乙烯管道的颜色为黄色或黑色加黄条3、.聚乙烯管的分类根据应用分:室外给水管、建筑给水管、建筑排水管、埋地排水管、燃气管、电工套管、农业用管、工业用管、热水采暖、排污管等;根据材料密度分:高密度聚乙烯管、中密度聚乙烯管、低密度聚乙烯管;根据材料分级分:PE100、PE80、PE63、PE40、PE32;根据结构分:光滑壁聚乙烯管、双壁波纹管、螺旋缠绕管等;根据材质分:交联聚乙烯管、铝塑复合管、铜塑复合管、钢塑复合管等4、聚乙烯管的分类根据应用分:室外给水管、建筑给水管、建筑排水管、埋地排水管、燃气管、电工套管、农业用管、工业用管、热水采暖、排污管等;根据材料密度分:高密度聚乙烯管、中密度聚乙烯管、低密度聚乙烯管;根据材料分级分:PE100、PE80、PE63、PE40、PE32;根据结构分:光滑壁聚乙烯管、双壁波纹管、螺旋缠绕管等;根据材质分:交联聚乙烯管、铝塑复合管、铜塑复合管、钢塑复合管等6、管件的分类根据管件的生产方式分:注射管件、焊接管件大部分管件都可用注射成型的方法制造。
给水用聚乙烯(PE)管材生产工艺
杭州通都实业有限公司工艺文件ZSF-SF-205-2011给水用聚乙烯(PE)管材生产工艺编制:黄德世批准:李敏福受控状态:受控20111-11-15发布2011-11-15实施杭州通都实业有限公司发布给水用聚乙烯(PE)管材生产工艺1.范围给水用聚乙烯(PE)管材(以下简称给水管)是以聚乙烯(PE)树脂为主要原料,加以生产及产品最终用途所必需的助剂,经配方混合和挤出成型的产品。
本生产工艺规定了配料、物料混合、供料、塑化、挤出、真空冷却定型、牵引、切割等的工艺要求,以确保在生产过程中的产品质量。
2.术语塑化:成型物料由挤出机料斗加入到挤出机机筒,要机筒温度和螺杆的旋转压实及混合作用下,物料有粉状或粒状固体,转变成为具有一定流动性的均匀连续熔体过程。
挤出:热塑性树脂及各种助剂混合均匀后,在挤出机料筒内受到机械剪切力,磨擦热和外热的作用使之塑化融熔,再在螺杆向前的推送下,熔融物料通过滤板或连接器进入不同种类的成型模具,而制成连续长度的各种制品的成型方法。
3.要求3.1原辅材料的检验3.1.1对进厂的原辅材料由质检科进行检验。
3.1.2只有经检验合格的产品才能投入生产。
3.2配料3.2.1配料必须严格按配方卡进行称量配制,称量前应对称量器具进行清理,校验。
3.2.2所用物料不能结块、受潮及含有杂质,发现问题及时通知公司技术部门予以处理。
3.2.3物料称量应按配方卡顺序依次单独称量,经称量后的物料放入塑料桶或塑料袋内。
3.2.4为进一步确保配料称量准确,必须对配方后的物料进行复称,控制精度应在配方卡数量的0.05kg范围内。
3.3物料混合3.3.1按配方卡数量,将树脂和配方料倒入搅拌机内,倒树脂前,应将树脂包装袋外的杂质等去掉。
3.3.2低速开启机器,通过机器的搅拌将树脂和配方料混合均匀。
混合均匀的物料放入贮料箱内。
3.4供料3.4.1通过真空输送器将贮料箱内的物料输送至各挤出机恒温干燥箱内。
3.5塑化、挤出3.5.1升温3.5.1.1机筒、模头:各机筒、模头温度升温至140℃,保温1小时,再按工艺要求升温至设定值。
pe生产工艺流程图
pe生产工艺流程图PE(聚乙烯)是一种广泛使用的热塑性塑料,用于制造各种物品,如瓶子、袋子、管道和电缆等。
PE的生产工艺流程包括原料准备、聚合、造粒和成型等步骤。
首先,PE的生产工艺流程开始于原料准备。
原料通常是石油或天然气中提取出的乙烯,乙烯是一种气体,需要进行液化处理。
液态乙烯被输送到聚合反应器中。
接下来是聚合的步骤。
聚合是将乙烯分子连接起来形成长链高分子的过程。
聚合反应器中添加了聚合催化剂和稳定剂。
聚合催化剂帮助乙烯分子结合在一起,形成聚乙烯链。
稳定剂用于防止聚乙烯链之间的交联,提高聚乙烯的稳定性。
聚合过程中需要控制反应温度和压力,确保聚合反应的顺利进行。
完成聚合后,聚乙烯链被送入造粒机。
造粒是将聚乙烯连续切割成小颗粒的过程。
造粒机将聚乙烯链通过刀片切割成小块,然后通过筛网分离出所需颗粒的大小。
造粒过程可以根据需要进行调整,以获得不同尺寸的聚乙烯颗粒。
最后,聚乙烯颗粒被送入成型机进行成型。
成型机是一台热塑性塑胶加工机械,它通过加热和压力将聚乙烯颗粒熔融,并注入模具中。
模具根据所需产品的形状而设计,如瓶子、袋子、管道或电缆等。
一旦聚乙烯熔融并填充到模具中,它被冷却并硬化成所需的形状。
整个生产工艺流程需要严格控制温度、压力和时间等各种参数,以确保聚乙烯产品的质量。
在生产过程中,需要定期检查聚乙烯的密度、拉伸强度和耐热性等物理性能。
产品质量经过检验合格后,可以进行包装和出货。
总结起来,PE的生产工艺流程包括原料准备、聚合、造粒和成型等步骤。
这个工艺流程旨在将乙烯分子连接起来,形成聚乙烯链,并通过切割和成型,最终制造出各种聚乙烯产品。
这个流程中需要严格控制各种参数以确保产品质量。
PE 管、管道施工方案
PE 管,管道安装工程施工方案1、施工准备1.1 PE管道工程施工流程图工程施工工艺流程图准备工作——测量放样——探管及地下管线标识——沟槽开挖及打支撑——整平、复测——垫层施工——复测管基——水管检查——安管——管座施工——接口及检查井施工——闭水实验及检查验——回填夯实。
1.2 开工前准备及测量放线(1)施工全过程做到“六落实”即施工负责人、施工员、质安员“三位一体”人员落实;施工方案、施工技术措施落实;施工机具设备、检测手段落实。
对现场有关管理人员、班组长、操作人员的技术交底及施工规范、质量验收标准交底落实,各级人员的岗位职责落实,安全质量奖惩制度落实。
(2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况,并以书面报告的形式提出具体的解决办法,报请监理工程师批准后方可开工。
(3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置和标高。
施工放样记录以书面形式上报监理工程师,待监理工程师检查认可后方进行下一道工序施工。
(4)管道运到现场,可采用目测法,对管道是否有损伤进行检验,并做好记录与验收手续。
如发现管道有损伤,应将该管道与其它管道分开,立即通知管道供应厂家。
进行检查,分析原因并作出鉴定,以便及时妥善处理。
2、沟槽开挖本工程沟槽开挖施工,拟采用挖掘机进行开挖,自卸汽车运土至土场卸土,清除路面施工完毕后,进行开挖。
基坑开挖时按《槽底最小宽度表》开挖,并保持沟槽两侧土体稳定,以确保“管—土共同作用”;同时严格控制槽底高程,不超挖或扰动基面,开挖至槽底高以上大约0.2-0.3m时,即停挖,待下一工序开工时再用人工清理至设计标高。
如果局部超挖或发生扰动,不回填泥土,回填最大粒径10-15mm的天然级配砂石料或最大粒径小于40mm 的碎石,并整平夯实。
槽底如有坚硬物体立即清除,用砂石回填。
槽底最小宽度表管径D(mm)槽底宽度B(mm)150<De≤300 ≥De+400450≤De≤800 ≥De+600注:有支撑沟槽的支撑宽度未计入内。
pe管材生产线工作原理
pe管材生产线工作原理
PE管材生产线主要由以下几个工序组成:物料加料、塑化挤出、冷却定型、切割和堆垛等。
1. 物料加料:原料颗粒通过自动上料装置送入PE管材生产线
的物料加料系统。
在物料加料系统中,根据所需的管材规格和配方比例,通过量具精确称量并混合不同的原材料。
2. 塑化挤出:混合均匀的原料颗粒被输送到塑化挤出机的进料口。
塑化挤出机内部设有一根螺杆,螺杆驱动原料颗粒的挤出和塑化过程。
在螺杆的作用下,原料颗粒在高温和高压下被塑化并挤出成管状。
挤出机头部可根据需要配备不同的模具,以生产不同规格和形状的PE管材。
3. 冷却定型:挤出的PE管材通过传动系统被送入冷却定型装置。
冷却定型装置内部通有冷却水,将热塑性的挤出管材迅速冷却至固化温度,使其保持所需的形状和尺寸稳定。
冷却定型装置通常采用真空冷却方式,通过吸附冷却的方式,使管材内部和外部同时冷却。
4. 切割和堆垛:冷却固化后的PE管材被传送到切割装置。
通
过切割装置将管材按照所需长度进行切割。
切割完成后,PE
管材通过输送系统被送入堆垛装置,以便于后续包装和存储。
整个PE管材生产线的工作原理是通过不同的装置和传动系统,将原料颗粒经过加热、塑化、挤出、冷却和定型等工序,最终
生产出符合规格要求的PE管材。
每个工序之间通过传输设备进行连接,形成一个完整的生产线,实现自动化连续生产。
PE施工工艺

PE施工工艺标题:PE(聚乙烯)施工工艺详解一、引言PE(Polyethylene,聚乙烯)作为一种广泛应用的热塑性塑料材料,在管道建设、电缆套管、给排水系统等领域具有显著优势,如耐腐蚀、抗老化、强度高、施工便捷等。
本文将详细介绍PE施工工艺流程及其关键控制点。
二、PE材料准备与检查1. 材料选择:根据设计要求和工程实际需求,选用符合国家标准或行业标准的PE管材及管件,确保材质、规格、压力等级均满足施工规范。
2. 材料检查:在施工前,对PE管材进行外观检查,确认无明显划痕、凹陷、杂质等缺陷,并核查管材出厂合格证及相关性能检测报告。
三、PE管道连接施工工艺1. 热熔连接:首先清理待连接部位的杂质和水分,使用专用热熔对接焊机,按照规定的时间、温度和压力参数进行加热、加压、冷却操作,确保接口处形成牢固的分子链结合。
2. 电熔连接:对PE管件进行清洁处理后,安装上电熔套筒,通过电熔焊机按设定程序进行焊接,使套筒内部的电热丝发热融化PE管材表面,从而实现可靠连接。
3. 承插连接:适用于大口径PE管道,先将承口和插口清理干净,然后借助机械力将插口插入承口中,确保紧密结合。
四、PE管道敷设与回填1. 管道敷设:依据设计图纸和测量数据,采用人工或机械方式将PE管道铺设至预定位置,同时保证管道弯曲半径不小于规定值,防止管道受力变形。
2. 固定与保护:在必要位置设置固定支架,防止管道因外力产生过大的位移。
同时,应采取措施避免管道与尖锐硬物接触,防止损伤。
3. 回填作业:管道试压合格后进行回填,回填土需分层夯实,且不得含有石块、砖瓦等硬物,以防损伤管道。
同时,应根据设计要求做好管道顶部和两侧的覆土厚度控制。
五、质量验收与后期维护施工完成后,要严格按照相关规范和设计要求进行隐蔽工程验收和整体工程竣工验收,包括管道连接质量、回填密实度、管道坡度等各项指标。
此外,还需建立健全的后期维护管理制度,定期对PE管道进行巡查,确保其长期稳定运行。
聚乙烯工艺流程图(1)
聚乙烯的性质
一、物理性质
1 聚乙烯为白色、蜡状半透明材料,具有优越的介 电性能。
2 易燃烧,且离火后继续燃烧。 3 透水率低,对有机蒸汽透过率则较大。 4 透明度随结晶度增加而下降,在一定结晶度下,
透明度随分子量增加而提高。 5 高密度聚乙烯熔点范围为132~135℃,低密度聚
乙烯熔点较低﹙112℃﹚且范围宽。 6 常温下不溶于任何已知溶剂中,70℃以上可少量
H 扬子石油化工股份有限公司 D 塑料 厂 P 燕山石化有限公司化工一厂
北京助剂二厂(UHMWPE)
E 上海金菲石化有限公司
兰州石化公司石油化工厂
77.53
97.3
小计
2010
2009
2010 2006 2004 2003
装置能力
设计 00.3 3.5
现有 0.8 7
14 24
14 14
14 16
使用技术
低压淤浆法(国内技术) 德国Hoechst淤浆法 三井油化淤浆法聚合工 艺 UCC气相流化床工艺
三井油化淤浆法聚合工艺
14 14
淤浆法(国内技术)
1
1
10 13.5 Philips环管淤浆法
7
7
淤浆法(国内技术)
聚乙烯国内外状况
最新进展和发展趋势
茂金属催化剂: 降低成本 链转移反应,生成长支链 非茂高性能催化剂高活性 高活性和单一活性中心 具有齐聚功能 双峰生产技术 熔体混合法(掺混) 多个反应器串联 复配两种以上的催化剂
聚乙烯工艺流程图PPT课件(57页)
700
600
其它地区
中东
500
亚洲
400
300
200
100
0 2010年 2011年 2012年 2013年 2014年 2015年
18
(二)世界聚乙烯工业现状及预测
未来世界聚乙烯需求则主要来自亚洲:2010年后世界聚乙烯需求则主要 来自亚洲,2015年世界聚乙烯需求为8365亿吨,较2009年增加1760万吨,其 中亚洲需求增长量约占世界需求总增量的50%以上。
数据来源:SRI
8
(一)世界乙烯工业发展概况
6.乙烯贸易相对较少,未来中东乙烯出口会明显增加 欧美地区乙烯贸易基本上集中在本地区,近年来中东出口乙 烯明显增加,而接受地基本为亚洲地区。
中东乙烯贸易趋势
140.0 120.0
进口
出口
100.0
80.0
60.0
40.0
20.0
0.0 2002年 2003年 2004年 2005年 2006年 2007年 2008年 2009年
亚洲为世界最大的乙烯生产地。中东为全球产能增长最快的地区。 亚洲为乙烯净进口地区,西欧和中东为最主要的净出口地区。
5
(一)世界乙烯工业发展概况
3.金融危机导致世界乙烯需求出现萎缩,开工率大幅下降。 世界乙烯需求在2008年-2009年期间出现萎缩,致使2009年平均 开工率大幅下降。
数据来源:SRI
数据来源:经研院
12
主要内容
(二)世界聚乙烯工业现状及预测
聚乙烯:供应稳步增长,需求在2008年-2009年期间出现萎缩,致使 2009年平均开工率下降到80%以下的水平。
14
(二)世界聚乙烯工业现状及预测
PE管道生产工艺流程图-(1)

• d. 机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用 是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要 的成型压力,塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型 模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连 续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流 套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装 置,便于调整和校正模芯和模套的同心度。
第一章、原料
• 一、我们公司目前生产常使用的原料
• 根据PE原料的类型和分级数我公司所用材料有PE80、 PE100。根据厂家可分为:
• 1、中国石化 PRD 0528-2013; • 2、中国石油JHMGC100S; • 3、日本合成化学工业 SOARNOL DC3203FB; • 4、美国卡博特CABOT XS6389A; • 5、美国卡博特CABOT PE6269; • 6、法国阿科玛
输油管道生产工艺流程介绍
浙江瑞森路政设施有限公司
输油管道生产工艺流程图
干燥
下料
原料
料斗
料筒
模具
初步成型
经
原
吸料器吸料
料
定 径
出 库
螺杆剪切、挤压、熔融、预塑化
套
冷
却
喷码机印字
喷淋箱冷却定型
精准的外径结构
牵引机牵引
测量、测试
切割机按一定长度切割
产品
合格 不合格
包装入库
聚乙烯工艺流程图(1)

▪ 编辑本段结构式
▪
CH2=CH2+CH2=CH2+······→—CH2—CH2—CH2—
CH2······
▪
简写:nCH2=CH2→—[—CH2—CH2—CH2—CH2—]—
▪
聚合压力大小:高压、中压、低压;
▪
聚合实施方法:淤浆法、溶液法 、气相法;
▪
产品密度大小:高密度、中密度、低密度。
聚乙烯是半结晶热塑性材料。它们的 化学结构、分子量、聚合度和其他性 能很大程度上均依赖于使用的聚合方 法。聚合方法决定了支链的类型和支 链度。结晶度取决于聚合物的化学结 构和加工条件。
中低压聚乙烯:以注射成型制品、中 空制品为主。
超高压聚乙烯:由于超高分子聚乙烯 优异的综合性能,可作为工程塑料使 用。
聚乙烯的用途——薄膜
聚乙烯的用途—吹塑
聚乙烯的用途—管材
聚乙烯的用途—注塑
聚乙烯的用途—片材
聚乙烯的用途—滚塑
聚乙烯的用途—土工膜
聚乙烯的用途—电缆
返回
乙烯聚合基本原理
2、茂金属催化剂一般是由三个组分组成的:有机 金属络合物、助催化剂、载体;在溶液聚合中不 需要载体,有机金属络合物是由过渡金属与各种 有机物取代基相结合构成的,其重量占催化剂重 量的1-2%。助催化剂具有强化过渡金属系统的作 用,与有机金属络合物相比,常常被过量应用, 通常用铝氧化物和氟化有机硼酸盐混合物做为助 催化剂。
主要生产工艺
▪ 反应压力:高压和低压 ▪ 反应器:管式、釜式、流化床、
环管 ▪ 物料状态:气相、本体、溶液
(浆)
聚合反应器
聚合反应器的凸镜垫
高压循环气冷却器
高压管式法的特点
自由基聚合反应:链引发、链增长、链终 止
PE、PU工艺流程图及工艺简介

一、工艺流程图:
二、工艺流程说明:
1、根据不同的产品牌号,由技术部门根据需要设计配方,并严格按照配方要求领料称量,将原料投入反应釜中,搅拌均匀;
2、升温酯化反应:根据举止多元醇操作规程进行升温酯化反应,期间严格控制工艺参数,酯化反应结束后进入下一步;
3、真空酯交换反应:当反应釜内物料达到要求温度时,开启真空泵,开始抽真空反应,期间取样分析物料的酸值、羟值,合格后降温,经过过滤灌桶或者用送料泵送入储罐。
一、工艺流程图:
二、工艺流程说明:
1、PE车间生产的合格的聚酯多元醇(PE),是PU生产中重要的中间体。
PU生产车间根据研发技术部门设计的配方的要求,将所需的PE、DMF、添加剂等投入到反应釜中,并搅拌均匀;
2、聚合反应:根据PU生产操作规程进行升温聚合扩链反应,控制好各种工艺参数,待粘度、固含量在设定范围内的时候,终止反应,并调整好粘度、固含量,将体系降温至60℃以下;
3、包装:将生产好的PU树脂经过过滤,定量计量,装入200L包装桶中,期间取样留待质检检验,合格后成品入库。
PE管道生产工艺流程介绍课件
..............................................76 ❖ 4、各职能工艺调整权限.........................
.........................................79 ❖ 5、工艺指导卡以及生产过程中前岗位工艺记录表单介绍
..................81 ❖ 第六章、原料出库与产品入库
..............................................................86
4
第一章、原料
❖ 一、我们公司目前生产常使用的原料
❖ 根据PE原料的类型和分级数我公司所用材料有 PE80、PE100。根据厂家可分为:
…………………………………………….…...13 ❖ 2、各设备的组成与作用以及注意要点
.............................................14 ❖ 第三章、螺杆、模具与定径套
............................................................44 ❖ 1、螺杆的结构与介绍................................................
PE给水 D90-D250 ——
PE给水 PE燃气 PE燃气 PE护套
D315及以上 ESC1-01
PE80
EQC-01
PE100 EQC-02
所有
——
优选主原料牌号
YGH041+2%色母 YGH041、P600、8001、
PE管道生产工艺流程图ppt课件

21.6kg/ ——
(熔流比
5kg
)
4 热稳定性 210℃ min
5
挥发分含 量
105℃
mg/k g
6 水分含量
——
mg/k g
PE100
大韩油 化P600
可编辑课件PPT
4
第一章、原料
❖ 一、我们公司目前生产常使用的原料
❖ 根据PE原料的类型和分级数我公司所用材料有 PE80、PE100。根据厂家可分为:
❖ 1、上海石化YGH041及YGH041T;
❖ 2、大韩油化P600;
❖ 3、台塑8001;
❖ 4、北欧化工ME3440与HE3490;
❖ 5、菲纳XS10B
PE管道生产工艺流程图
干燥
下料
原料
料斗
原 料
吸料器吸料
出
库
喷码机印字
料筒
模具
初步成型
经
定
径
螺杆剪切、挤压、熔融、预塑化
套
冷
却
喷淋箱冷却定型
精准的外径结构
牵引机牵引
测量、测试
切割机按一定长度切割
产品
可编辑课件PPT
合格 不合格
包装入库 回收粉碎再利用2
目录
❖ 第一章、原料………………………………………………………….….5 ❖ 1、我们公司目前使用的原料……………………………………….….5 ❖ 2、原料各种指标要求与各种原料之间对比……………………….…10 ❖ 3、本色料与混配料的区别…………………………………………….11 ❖ 4、本色料、色母料、回料的掺比情况………………………….……12 ❖ 第二章、设备...……………………………………………………...…...13 ❖ 1、PE生产所需的设备…………………………………………….…...13 ❖ 2、各设备的组成与作用以及注意要点.............................................14 ❖ 第三章、螺杆、模具与定径套............................................................44 ❖ 1、螺杆的结构与介绍................................................ ......................44 ❖ 2、模具与定径套的结构及介绍.........................................................51 ❖ 3、模具与定径套的配套,及模具与定径套的通用性.........................57 ❖ 4、模具与定径套的设计原则. ............................................................59 ❖ 5、模具与定径套的安装. ...................................................................62
PE管道生产工艺流程图ppt课件

干燥,经过干燥后再吸进料斗中。 ❖ 吸料器吸料时要防止吸料口堵住,以免吸不出料而
导致生产断料,因此吸料口要经常进行清理。
14
❖ 2、干燥设备
❖ 主要由脱湿器、加热器、烘干箱组成。 ❖ 原料经过加热器加热后的空气在烘干箱中烘干,水
上海石化YGH041及YGH041T
❖ 该材料主要用于 PE 的所有给水管 材
6
❖北欧化工ME3440与HE3490
❖ 用于燃气管材 ❖ ME3440为PE80级 ❖ HE3490为PE100级
❖菲纳XS10B
❖ 用于生产PE燃气管材,PE80级
9
❖二、原料各种指标要求与各种原料之间对比
序 号
18
❖ d. 机头和模具:机头由合金钢内套和碳素钢外套 构成,机头内装有成型模具,机头的作用是将旋转 运动的塑料熔体转变为平行直线运动,均匀平稳的 导入模套中,并赋予塑料以必要的成型压力,塑料 在机筒内塑化压实,经多孔滤板沿一定的流道通过 机头脖颈流入机头成型模具,模芯模套适当配合, 形成截面不断减小的环形空隙,使塑料熔体在芯线 的周围形成连续密实的管状包覆层。为保证机头内 塑料流道合理,消除积存塑料的死角,往往安置有 分流套筒,为消除塑料挤出时压力波动,也有设置 均压环的。机头上还装有模具校正和调整的装置, 便于调整和校正模芯和模套的同心度。
PE管道生产工艺流程图
干燥
下料
原料
料斗
料筒
模具
初步成型
经
原
吸料器吸料
料
定 径
出 库
螺杆剪切、挤压、熔融、预塑化
套
冷
却
喷码机印字
聚乙烯工艺流程图(1)ppt课件

聚乙烯的用途—片材
15
聚乙烯的用途—滚塑
16
聚乙烯的用途—土工膜
17
聚乙烯的用途—电缆
返回
18
乙烯聚合基本原理
19
聚合反应
聚合反应是由单体合成聚合物的反应过程。 有聚合能力的低分子原料称单体,分子量较 大的聚合原料称大分子单体。若单体聚合生 成分子量较低的低聚物,则称为齐聚反应, 产物称齐聚物。一种单体的聚合称均聚合反 应,产物称均聚物。两种或两种以上单体参 加的聚合,则称共聚合反应,产物称为共聚 物。
万吨年品种企业名称投产日期装置能力使用技术设计现有北京助剂二厂200800308低压淤浆法国内技术辽阳石化分公司2009357德国hoechst淤浆法大庆石化分公司塑料厂20101424三井油化淤浆法聚合工艺返回hdpe齐鲁石化股份公司塑料厂20101414ucc气相流化床工艺扬子石油化工股份有限公司塑料厂20091416三井油化淤浆法聚合工艺燕山石化有限公司化工一厂20101414淤浆法国内技术北京助剂二厂uhmwpe200611上海金菲石化有限公司200410135philips环管淤浆法兰州石化公司石油化工厂200377淤浆法国内技术小计7753973聚乙烯国内外状况最新进展和发展趋势?茂金属催化剂
320°C 反应接近平推流,夹套撤热 单程转化率:20—40% 密度范围:0.916—0.936g/cm³ 分子量:10万—50万
31
高压聚乙烯生产流程图
7
乙烯
1
2
1 一次压缩机 2 二次压缩机 3 反应器 4 分离器 5低压贮 6 造控机 7料助压缩机
5 聚乙烯 去干燥
32
二次压缩机
1985年UCC公司开发出超冷凝工艺聚乙烯的发明始 于1933年的一次试验失败,1942年开始聚乙烯的 工业化生产。经过60多年的发展,聚乙烯因其优 良的性能已经发展成为世界上产量最大、应用最 为广泛的合成材料之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 热稳定性 210℃ min
>30
4.3
4
5
挥发分含 量
105℃
mg/k g
6 水分含量
——
mg/k g
≤350 ≤300
4.4
5
4.5
6
10
❖ 三、本色料与混配料的区别
❖ 本色料需要与色母等掺合混合使用,有的也需要混 合造粒后才可使用,混好后可以掺入一定的回料。
❖ 混配料为已混配造粒好的原料,可以直接投入生产 使用,也可参入一定的回料使用
❖ a.料口最后一道螺纹开始叫输送段:物料在此处要 求不能塑化,但要预热、受压挤实,过去老挤出理 论认为此处物料是松散体,后来通过证明此处物料 实际是固体塞,就是说这里物料受挤压后是一固体 象塞子一样,因此只要完成输送任务就是它的功能 了。
24
❖ b.第二段叫压缩段,此时螺槽体积由大逐渐变小, 并且温度要达到物料塑化程度,此处产生压缩由输 送段三,在这里压缩到一,这叫螺杆的压缩比-- 3:1,有的机器也有变化,完成塑化的物料进入到 第三段。
份通过脱湿器进行排放,从而使原料干燥的进入料 斗中 ❖ 干燥设备的温度需根据原料的挥发份进行设定,挥 发份越高温度设定相对较高
15
❖ 3、生产设备
❖ 生产设备主要引出装置由挤压系统、传动系统和 加热冷却系统、真空定型系统组成。
引出装置
16
(1)、挤压系统包括螺杆、机筒、料斗、机头、和 模具,塑料通过挤压系统而塑化成均匀的熔体,并 在这一过程中所建立压力下,被螺杆连续的挤出机 头。 a.螺杆:是挤塑机的最主要部件,它直接关系到 挤塑机的应用范围和生产率,由高强度耐腐蚀的合 金钢制成。
21
❖ b.冷却装置是为了保证塑料处于工艺要求的温度 范围而设置的。具体说是为了排除螺杆旋转的剪切 摩擦产生的多余热量,以避免温度过高使塑料分解、 焦烧或定型困难。机筒冷却分为水冷与风冷两种, 一般中小型挤塑机采用 风冷比较合适,大型则多采 用水冷或两种形式结合冷却;螺杆冷却主要采用中 心水冷,目的是增加物料固体输送率,稳定出胶量, 同时提高产品质量;但在料斗处的冷却,一是为了 加强对固体物料的输送作用,防止因升温使塑料粒 发粘堵塞料口,二是保证传动部分正常工作。
17
❖ b.机筒:是一金属圆筒,一般用耐热、耐压强度 较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的 复合钢管制成。机筒与螺杆配合,实现对塑料的粉 碎、软化、熔融、塑化、排气和压实,并向成型系 统连续均匀输送胶料,一般机筒的长度为其直径的 15~30倍,以使塑料得到充分加热和充分塑化为原 则。
❖ c.料斗:料斗底部装有截断装置,以便调整和切 断料流,料斗的侧面装有视孔和标定计量装置。
❖ 吸料设备由管路和气泵组成。 ❖ 吸料设备主要是把已混配好的原料吸入干燥器进行
干燥,经过干燥后再吸进料斗中。 ❖ 吸料器吸料时要防止吸料口堵住,以免吸不出料而
导致生产断料,因此吸料口要经常进行清理。
14
❖ 2、干燥设备
❖ 主要由脱湿器、加热器、烘干箱组成。 ❖ 原料经过加热器加热后的空气在烘干箱中烘干,水
11
❖ 四、本色料、色母料、回料的掺比情况
产品品种
规格/原料 等级
配方编 号
PE给水 D20-D75 ESC1-01
PE给水 D90-D250 ——
PE给水 PE燃气 PE燃气 PE护套
D315及以上 ESC1-01
PE80
EQC-01
PE100 EQC-02
所有
——
优选主原料牌号
YGH041+2%色母 YGH041、P600、8001、
19
❖ 挤塑机按照机头料流方向和螺杆中心线的夹角, 将机头分成斜角机头(夹角120o)和直角机头。机 头的外壳是用螺栓固定在机身上,机头内的模具有 模芯坐,并用螺帽固定在机头进线端口,模芯座的 前面装有模芯,模芯及模芯座的中心有孔,用于通 过芯线;在机头前部装有均压环,用于均衡压力; 挤包成型部分由模套座和模套组成,模套的位置可 由螺栓通过支撑来调节,以调整模套对模芯的相对 位置,便于调节挤包层厚度的均匀性。机头外部装 有加热装置和测温装置。
4
第一章、原料
❖ 一、我们公司目前生产常使用的原料
❖ 根据PE原料的类型和分级数我公司所用材料有 PE80、PE100。根据厂家可分为:
❖ 1、上海石化YGH041及YGH041T;
❖ 2、大韩油化P600;
❖ 3、台塑8001;
❖ 4、北欧化工ME3440与HE3490;
❖ 5、菲纳XS10B
5
22
❖ (4)真空定型系统 真空定型系统的作用主要是使 管材在真空箱中冷却的时候有一个更加精准的外径 尺寸,并且通过真空能使其管材不圆度更小,外表 更加光滑。
23
❖ (5)、生产设备——挤出机的工作原理
❖ 单螺杆一般在有效长度上分为三段,按螺杆直径大 小 螺距 螺深确定三段有效长度,一般按各占三分 之一划分。
上海石化YGH041及YGH041T
❖ 该材料主要用于 PE 的所有给水管 材
6
大韩油化P600
7
台塑8001
❖ 用于D90~D250规格的PE 给水管材
8
❖北欧化工ME3440与HE3490
❖ 用于燃气管材 ❖ ME3440为PE80级 ❖ HE3490为PE100级
❖菲纳XS10B
❖ 用于生产PE燃气管材,PE80级
9
二、原料各种指标要求与各种原料之间对比
技术要求
试
序 号
项目
试验参 单
PE100
数
位 上石化 大韩油 台塑 北欧
PE80
验 方
上海石化 北欧 菲纳
法
YGH04 化P600 8001 HE3490 YGM091 ME34 XS10B
1
40
1
密度(本 色料)
23℃ g/cm3
0.942-0.960
0.940-0.950
LH4100+2%色母 YGH041+2%色母
ME3440 HE3490、XS10B
PE袋造粒料
注:PE破碎回料及时按10%的比例回用到5mm以上壁厚给水管材中。
12
第二章、设备
❖ 一、PE生产所需的设备
❖ 1、吸料设备 ❖ 2、干燥设备 ❖ 3、生产设备 ❖ 4、辅助设备
13
❖ 二、各设备的组成与作用以及注意要点 ❖ 1、吸料设备
18
❖ d. 机头和模具:机头由合金钢内套和碳素钢外套 构成,机头内装有成型模具,机头的作用是将旋转 运动的塑料熔体转变为平行直线运动,均匀平稳的 导入模套中,并赋予塑料以必要的成型压力,塑料 在机筒内塑化压实,经多孔滤板沿一定的流道通过 机头脖颈流入机头成型模具,模芯模套适当配合, 形成截面不断减小的环形空隙,使塑料熔体在芯线 的周围形成连续密实的管状包覆层。为保证机头内 塑料流道合理,消除积存塑料的死角,往往安置有 分流套筒,为消除塑料挤出时压力波动,也有设置 均压环的。机头上还装有模具校正和调整的装置, 便于调整和校正模芯和模套的同心度。
3
❖ 第四张、生产工艺............................ ...................................................63 ❖ 1、各工艺的组成................................ ...............................................63 ❖ 2、各工艺的分类、以及各类别的定义、设定原则.............................64 ❖ 第五章、目前公司工艺管理办法......................................……....72 ❖ 1、工艺管理流程.................................................................72 ❖ 2、工艺执行规范............................................. ...................................75 ❖ 3、目前公司工艺管理办法各职能分工..............................................76 ❖ 4、各职能工艺调整权限......................... .........................................79 ❖ 5、工艺指导卡以及生产过程中前岗位工艺记录表单介绍..................81 ❖ 第六章、原料出库与产品入库..............................................................86 ❖ 1、入库流程............................................ ...........................................86 ❖ 2、生产入库流程图. ......................... .................................................89 ❖ 3、搬运记录表单.................................................. ..............................90
4.
1
2Leabharlann 熔体质量 流动速率190℃, 5kg
g/10 min
0.25 ±0.05
0.25 ±0.05
0.23 ±0.03
0.20 ±0.03
0.72 ±0.05
0.24± 0.40- 4.
0.03
0.55 2