以焊剂涂面或作芯的贱金属条或丝(钎焊或气焊…(HS 831130)2017 秘
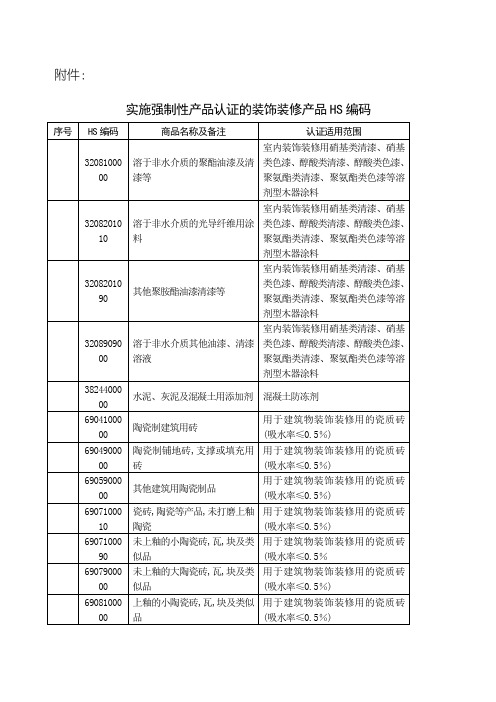
实施强制性产品认证的装饰装修产品HS编码
用于建筑物装饰装修用的瓷质砖(吸水率≤0.5%)
6908900000
上釉的大陶瓷砖,瓦,块及类似品
用于建筑物装饰装修用的瓷质砖(吸水率≤0.5%)
3208201090
其他聚胺酯油漆清漆等
室内装饰装修用硝基类清漆、硝基类色漆、醇酸类清漆、醇酸类色漆、聚氨酯类清漆、聚氨酯类色漆等溶剂型木器涂料
3208909000
溶于非水介质其他油漆、清漆溶液
室内装饰装修用硝基类清漆、硝基类色漆、醇酸类清漆、醇酸类色漆、聚氨酯类清漆、聚氨酯类色漆等溶剂型木器涂料3824400000Fra bibliotek附件:
实施强制性产品认证的装饰装修产品HS编码
序号
HS编码
商品名称及备注
认证适用范围
3208100000
溶于非水介质的聚酯油漆及清漆等
室内装饰装修用硝基类清漆、硝基类色漆、醇酸类清漆、醇酸类色漆、聚氨酯类清漆、聚氨酯类色漆等溶剂型木器涂料
3208201010
溶于非水介质的光导纤维用涂料
室内装饰装修用硝基类清漆、硝基类色漆、醇酸类清漆、醇酸类色漆、聚氨酯类清漆、聚氨酯类色漆等溶剂型木器涂料
6907100010
瓷砖,陶瓷等产品,未打磨上釉陶瓷
用于建筑物装饰装修用的瓷质砖(吸水率≤0.5%)
6907100090
未上釉的小陶瓷砖,瓦,块及类似品
用于建筑物装饰装修用的瓷质砖(吸水率≤0.5%
6907900000
未上釉的大陶瓷砖,瓦,块及类似品
用于建筑物装饰装修用的瓷质砖(吸水率≤0.5%)
6908100000
水泥、灰泥及混凝土用添加剂
混凝土防冻剂
6904100000
镍基焊条的hs编码

镍基焊条的hs编码一、什么是HS编码HS编码是全球范围内通用的商品编码系统,由世界关税组织(WTO)制定和管理,用于沟通不同国家和地区之间的贸易数据。
HS编码包含6个数字,分别代表着商品的不同种类、用途、材质等,是国际间贸易征税的重要依据。
二、镍基焊条的HS编码拥有丰富的矿产资源,中国是世界上重要的镍产业国家之一,而镍作为重要的稀有金属,在航空、航天、军工等领域有着广泛的应用。
而在进行钢铁制品的焊接时,镍基焊条就具备了不可替代的重要作用。
那么,镍基焊条应该属于哪个HS编码呢?根据《2017年中国行邮税号税则》,镍基焊条的HS编码应该是83112000。
其中,“83”代表着金属制品,该编码主要适用于各类金属制品,包括钢铁制品、金属制管、金属制压力容器等。
而“1120”则表示焊接材料,它包括钎焊材料、电焊材料、喷焊材料以及激光焊材料等多种类型,而镍基焊条属于电焊材料的一种。
最后两个“00”则表示细分品类,一般用于某些特殊的情况。
三、HS编码的重要性HS编码的正确性不仅仅关乎到税收征收的公正性与合理性,更是和进出口商品质量和国内外安全标准有着密切联系。
在进行海关的验放时,如若出现HS编码错误,将会导致成品收费不准,甚至对国家通关产生严重影响,同时也会使企业面临更多的税收、商业妨碍等问题。
四、总结镍基焊条的HS编码属于83112000,这不仅是对于相关出口企业的一种方便和规范,同时也使消费者在购买时可以对所选产品有更准确的了解,从而进行更合理的选择。
HS编码作为贸易征税的重要依据,将在全球范围内产生重大的推动作用,并进一步降低生产成本、便于企业管理和全球贸易的有序进行,为全球贸易与发展做出有力推动。
SMT焊接检验标准

SMT产品焊接外观检验标准_ 参IPC-A-610C
目
录
第一部分_ IPC-A-610C相关术语和定义 . . . . . . . . . . . .4 1.1 分级 . . . . . . . . . . . . . . . . . . . . . . 4 1.2 用户责任 . . . . . . . . . . . . . . . . . . . . .4 1.3 验收条件 . . . . . . . . . . . . . . . . . . . . .4 1.3.1 目标条件 . . . . . . . . . . . . . . . . . .4 1.3.2 可接受条件 . . . . . . . . . . . . . . . . .4 1.3.3 缺陷条件 . . . . . . . . . . . . . . . . . .4 1.3.4 过程警示条件 . . . . . . . . . . . . . . . .4 1.3.5 未涉及的条件 . . . . . . . . . . . . . . . .5 1.4 板面方向 . . . . . . . . . . . . . . . . . . . . .5 1.4.1 主面 . . . . . . . . . . . . . . . . . . . .5 1.4.2 辅面 . . . . . . . . . . . . . . . . . . . .5 1.4.3 焊接起始面 . . . . . . . . . . . . . . . . .5 1.4.4 焊接终止面 . . . . . . . . . . . . . . . . .5 1.5 电气间隙 . . . . . . . . . . . . . . . . . . . . .5 1.6 冷焊连接 . . . . . . . . . . . . . . . . . . . . .5 1.7 浸析 . . . . . . . . . . . . . . . . . . . . . . .5
焊条基本介绍
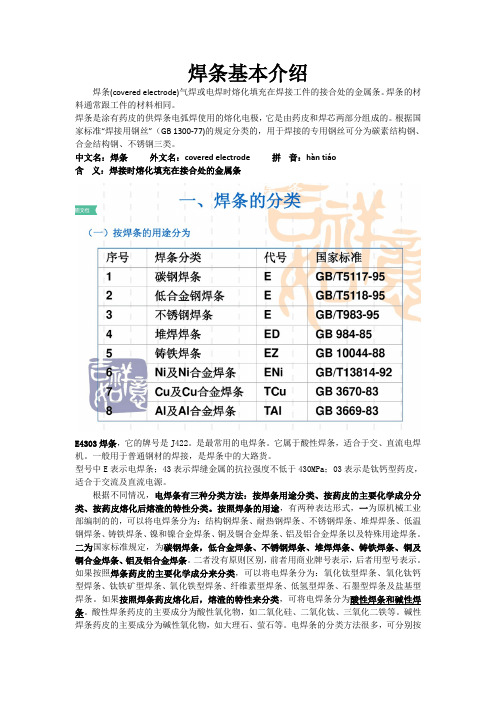
焊条基本介绍焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
根据国家标准“焊接用钢丝”(GB 1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、合金结构钢、不锈钢三类。
中文名:焊条外文名:covered electrode 拼音:hàn tiáo含义:焊接时熔化填充在接合处的金属条E4303焊条,它的牌号是J422。
是最常用的电焊条。
它属于酸性焊条,适合于交、直流电焊机。
一般用于普通钢材的焊接,是焊条中的大路货。
型号中E表示电焊条;43表示焊缝金属的抗拉强度不低于430MPa;03表示是钛钙型药皮,适合于交流及直流电源。
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。
二者没有原则区别,前者用商业牌号表示,后者用型号表示。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。
酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。
碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。
电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。
焊接工艺评定报告中英文对照

4.晶间腐蚀、硬度、金相、角焊缝、焊缝化学成份检验记录表
EXAMINATION RECORD FOR INTERGRANULAR CORROSION、HARDNESS、
METALLOGRAPHY、FILLET WELD AND WELD CHEMICAL COMPOSITIONS………...( 5 )
审核人REVIEWED BY
焊材WELDING MATERIAL
牌号
TRADE
规格
SIZE
炉批号
LOT NO
检验编号
EXAM. NO
烘干温度及烘烤时间
DRYING TEMP. & TIME
备 注
REMARKS
接头形式GROOVE TYPE:
焊接顺序(WELDING):
焊接方法WELDING PROCESS: 焊接位置WELDING POSITION:
侧弯SIDE BEND
/
/
/
渗透PT
/
/
磁粉MT
/
/
冲击试验
IMPACT
TEST
焊缝热影响区
HEAT AFFECTED ZONE OF WELD SEAM
/
/
/
焊缝金属化学成份
.OF WELD
/
/
接头硬度检验
HARDNESS EXAM. OF JOINT
/
/
/
/
/
/
金 相
METALLOGRAPHY
任务来源TASK SOURCE:
页PAGE of
焊接方法WELDING PROCESS:
铝钎焊材料的hs编码_概述说明

铝钎焊材料的hs编码概述说明1. 引言1.1 概述铝钎焊材料作为一种重要的焊接材料,广泛应用于工业生产和制造领域。
在国际贸易中,对铝钎焊材料进行准确分类并标识其相关编码是至关重要的。
HS编码(Harmonized System Code)作为一种全球通行的统一商品编码系统,被广泛应用于国际贸易中。
本文将对铝钎焊材料的HS编码进行详细概述与说明。
1.2 文章结构本文共分为5个部分,分别是引言、铝钎焊材料的HS编码、HS编码在国际贸易中的应用、HS编码更新与变化趋势分析以及结论。
通过对这些内容的探讨,旨在全面了解和解析铝钎焊材料HS编码在国际贸易中的重要性以及未来发展趋势,并提供相关研究意义和建议。
1.3 目的本文旨在通过对铝钎焊材料HS编码进行概述说明,深入探讨其在国际贸易中所起到的重要作用。
同时,通过对HS编码更新机制及其影响因素以及铝钎焊材料HS编码的变化趋势进行分析,为进一步研究该领域的学者提供可供参考的展望和建议。
通过本文的撰写,将推动对铝钎焊材料HS编码及其在国际贸易中的应用价值的深入了解和认识。
2. 铝钎焊材料的HS编码:2.1 HS编码的定义和作用:在国际贸易中,海关根据世界关税组织(World Customs Organization,简称WCO)制定的分类商品和代号系统——“商品及其服务决定性(Harmonized Commodity Description and Coding System, 简称HS编码)”,对所有进出口商品进行分类、标识和编号。
HS编码是由6位数字组成的全球通用代码,它具有普遍性和可比性,可以确保不同国家间贸易数据的一致性。
对于铝钎焊材料来说,HS编码主要起到了以下几个方面的作用:首先,HS编码能够提供一个统一的分类体系和标准术语,便于各国之间商务文件、合同签订以及产品信息交流。
通过使用同一个HS编码标识铝钎焊材料,可以消除由于语言差异而导致的误解和混淆。
贱金属或硬质合金制的丝、(HS8311 )进出口分析报告

2012-2016年 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以焊剂为芯,用于焊接或沉积 金属、硬质合金;贱金属粉粘聚而成的丝或条,供金属喷镀用进口数量统计
二、 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以 焊剂为芯,用于焊接或沉积金属、硬质合金;贱金属粉粘聚而成的丝或条,供金 属喷镀用(HS8311 )出口数据分析
2012-2016年 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以焊剂为芯,用于焊接或沉积 金属、硬质合金;贱金属粉粘聚而成的丝或条,供金属喷镀用出口数量统计
从出口金额方面来看,千数网数据显示,2016年我国 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂
面或以焊剂为芯,用于焊接或沉积金属、硬质合金;贱金属粉粘聚而成的丝或条,供金属喷镀用出口金额达到77269.08万美元。 与去年同期相比降低了-0.35%。
2012-2016年 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以焊剂为芯,用于焊接或沉积 金属、硬质合金;贱金属粉粘聚而成的丝或条,供Байду номын сангаас属喷镀用出口金额统计
二、 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以 焊剂为芯,用于焊接或沉积金属、硬质合金;贱金属粉粘聚而成的丝或条,供金 属喷镀用(HS8311 )出口数据分析
从出口数量方面来看,千数网数据显示,2016年我国 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂
面或以焊剂为芯,用于焊接或沉积金属、硬质合金;贱金属粉粘聚而成的丝或条,供金属喷镀用出口数量达到479947472千克。 与去年同期相比增长了16.44%。
一、 贱金属或硬质合金制的丝、条、管、板、电极及类似品,以焊剂涂面或以 焊剂为芯,用于焊接或沉积金属、硬质合金;贱金属粉粘聚而成的丝或条,供金 属喷镀用(HS8311 )进口数据分析
ROHS指令简介及常见问题问答

与“RoHS”指令相关知识的介绍鉴于欧盟将在2006年7月1日开始正式实施“ROHS”指令,届时使用或含有镉(Cd)、铅(Pb)、汞(Hg)、六价铬(Cr6+)等四种重金属,以及多溴联苯(PBB)、多溴二苯醚(PBDE)作为阻燃剂的电子电器产品将不允许进入欧盟市埸,世界各国政府及大型跨国集团己积极应对,现将所搜集到一些相关资料整理如下,算是投石问路,以便中心相关人员学习参考。
共分七个部分1.开展和实施欧盟“ROHS”指令(标准)目的2.“ROHS”指令(标准)中实施环境管理物质适用范围3.有关环境管理物质术语和定义4 对环境管理物质的一般介绍5.世界各国和地区环境管理物质使用实施的法律法规6 环境管理物质的详细信息7.“ROHS”指令的实施信息:1.开展和实施欧盟“ROHS”指令(标准)目的:开展和实施欧盟“ROHS”指令(标准)其根本在于防止电子、电气设备的部件、材料、包装材料或设备中含有环境管理物质中禁止使用物质、计划废除物质以及削减物质(通常指:有害物质)的混入、遵守法令(各国或当地法令禁止使用或限制使用,必须按照其法令执行)、保护地球环境以及减轻对生态系统日益恶化的影响。
2.“ROHS”指令(标准)中实施环境管理物质适用范围2.1电子、电气设备★白色家电如:电冰箱、洗衣机、微波炉、电饭煲、空调、电风扇、热水器、煤气灶等;★黑色家电如:各种音频、视频产品;电视接收机、微机系统(含:电脑主机、显示器、打印机、扫描仪等)、DVD、CD、各类IT产品、各类通信产品等★各类电动工具、电动电子玩具、电子医疗设备及其它电子、电气设备等。
2.2部件和材料★半成品(功能单元、模块、板组件等的组装部件等)★部件(电气部件、机构部件、半导体设备、印刷电路板、记录介质、包装材料、包装部件)★螺丝★附件(遥控器、鼠标、AC适配器等为设备使用而配套的附属品等)★产品所使用的附属材料(胶带、焊接材料、粘结剂等)等构成材料★操作说明书★服务部件(系指电子、电气设备的包装材料)木框、托架、导轨、杠秆、袋、缓冲材料、固定器具、薄板、绳索、硬纸箱、胶带、捆绑带、标签、印刷油墨及涂料等)3.有关环境管理物质术语和定义3.1含有含有系指无论是否有意,所有在产品的部件、设备或使用的材料中添加、填充、混入或粘附的物质(包括在加工过程中无意混入或粘附于产品中的物质)。
变电站用产品海关编码

名称HS 退税率
避雷器:853******* 17%
钢锌铝绞线:8544492100 17%
导电铜排:74199991 0% 反征
绝缘子输变电用:8546209001 17%
悬垂线夹:73269090 9%
UT型线夹 5%
海关HS编码:73181900
球头挂环73269090 9%
110KV电缆:85446011 13%
产品名称:电缆接头. 海关HS编码:85369000 17% 其他照明灯具和装置:9405409090 13%
配电箱. 海关HS编码:853*******
其他插座灯座插头85365000 17%
1KV 交练电缆39011000.00 13%
铜鼻. 海关HS编码:74199991 0%
难燃PVC线槽39259000 13%
PVC胶带. 海关HS编码:3919109913%
产品名称:防火包. 海关HS编码:38160000. 0%
角钢:72169900 0%
接线端子85369000 17%
变电站计算机监控系统8543709990 17%
打印机8443321200 17%
变电站电能计量计费系统海关HS编码:8543709990
电保护试验电源屏. 海关HS编码:8504401990
建筑排水用PVC-U管件. 海关HS编码:39174000. 13%
泡沫消火栓箱. 海关HS编码:84818090 15%
圆柱型不锈钢储水箱. 海关HS编码:73090000。
标准五金件表面处理代码表
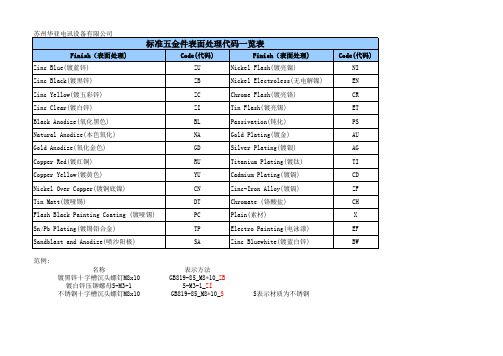
标准五金件表面处理代码一览表
Finish(表面处理) Zinc Blue(镀蓝锌) Zinc Black(镀黒锌) Zinc Yellow(镀五彩锌) Zinc Clear(镀白锌) Black Anodize(氧化黑色) Natural Anodize(本色氧化) Gold Anodize(氧化金色) Copper Red(镀红铜) Copper Yellow(镀黄色) Nickel Over Copper(镀铜底镍) Tin Matt(镀哑锡) Flash Black Painting Coating (镀哑锡) Sn/Pb Plating(镀锡铅合金) Sandblast and Anodize(喷沙阳极) 范例: 名称 镀黑锌十字槽沉头螺钉M8x10 镀白锌压铆螺母S-M3-1 不锈钢十字槽沉头螺钉M8x10 表示方法 GB819-85_M8*10_ZB S-M3-1_ZI GB819-85_M8*10_S Code(代码) ZU ZB ZC ZI BL NA GD RU YU CN DT PC TP SA Finish(表面处理) Nickel Flash(镀亮镍) Nickel Electroless(无电解镍) Chrome Flash(镀亮铬) Tin Flash(镀亮锡) Passivation(钝化) Gold Plating(镀金) Silver Plating(镀银) Titanium Plating(镀钛) Cadmium Plating(镀镉) Zinc-Iron Alloy(镀镉) Chromate (铬酸盐) Plain(素材) Electro Painting(电泳漆) Zinc Bluewhite(镀蓝白锌) Code(代码) NI EN CR ET PS AU AG TI CD ZF CH X EF BW
焊接及相关工艺英文缩写
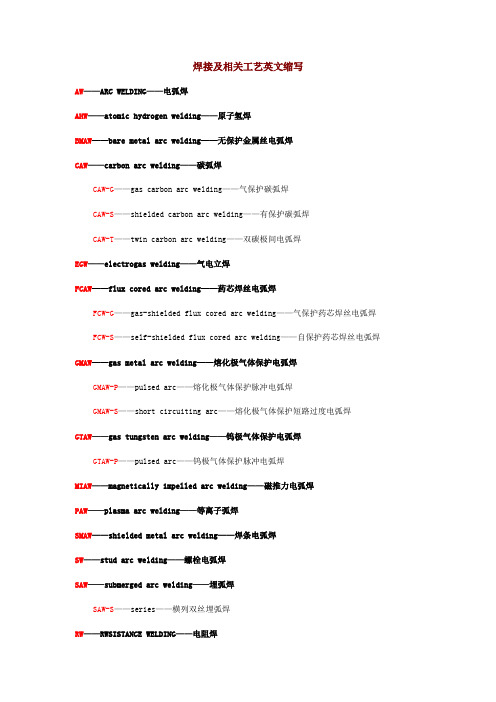
焊接及相关工艺英文缩写AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割(完)。
压力容器安全技术监察规程

压力容器安全技术监察规程质技监局锅发[1999]154号第一章总则第 1 条、为了保证压力容器的安全运行,保护人民生命和财产的安全,促进国民经济的发展,根据《锅炉压力容器安全监察暂行条例》的有关规定,制定本规程。
第2条、本规程适用范围如下:1、本规程适用于同时具备下列条件的压力容器:(1)、最高工作压力(P w)(注1)大于等于0.1Mpa(不含液体静压力,下同);(2)、内直径(非圆形截面指其最大尺寸)大于等于0.15m,且容积(V)(注2)大于等于0.25m3;(3)、盛装介质为气体液化气体或最高工作温度高于等于标准沸点液体。
(注3)2、本规程第三章、第四章和第五章适用于下列压力容器;(1)、与移动压缩机一体的非独立的容积小于等于0.15m3的储罐、锅炉房内的分气缸;(2)、容积小于0.25m3的高压容器;(3)、深冷装置中非独立的压力容器、直燃型吸收式制冷装置中的压力容器、空分设备中的冷箱;(4)、螺旋板换热器;(5)、水力自动补气气压给水(无塔上水)装置中的气压罐,消防装置中的气体或气压给水(泡沫)压力罐;(6)、水处理设备中的离子交换或过滤用压力容器、热水锅炉用膨胀水箱;(7)、电力行业专用的全封闭式组合电器(电容压力容器);(8)、橡胶行业使用的轮胎硫化机及承压橡胶模具。
3、本规程适用于上述压力容器所用的安全阀、爆破片装置、紧急切断装置、安全联锁装置、压力表、液面计、测温仪表等安全附件。
4、本规程适用的压力容器除本体外还应包括:(1)、压力容器与外部管道或装置焊接连接的第一首环向焊缝的焊接坡口、螺纹连接的第一个螺纹接头、法兰连接的第一个法兰密封面、专用连接件或管件连接的第一个密封面;(2)、压力容器开孔部分的承压盖及其紧固件;(3)、非受压元件与压力容器本体连接的焊接接头。
第3条、本规程不适用于下列压力容器:1、超高压容器。
2、各类气瓶。
3、非金属材料制造的压力容器。
4、核压力容器、船舶和铁路机车上的附属压力容器、国防或军事装备用的压力容器、真空下工作的压力容器(不含夹套压力容器)、各项锅炉安全技术监察规程适用范围内的直接受火焰加热的设备(如烟道式余热锅炉等)。
EN25817标准(丹麦标准)
附录A(指导性)本标准对使用范围中列出的各种电弧焊、厚度在3mm~63mm的钢件焊缝三个质量的要求作了规定。
本标准也可用于其它焊接方法及焊缝厚度。
实际中,用于不同场合的不同部件常常会有相似的要求,因此,对不同厂家生产的相同部件应作同样的要求。
以确保产品符合同一个标准,对于焊接构件统一使用本标准是质量保证体系的根本基石。
表1中,第26号的多种缺陷示意图表示了各种缺陷重迭的理论可能性,这种情况下,各个质量等级所容许的缺陷总和必须严格遵循标准中的规定值,有时,单个缺陷的尺寸就可能超过Σh,例如单个气孔。
本标准可以与能表示各个质量等级容许缺陷的实际尺寸的实物图册结合使用,图册中应包含焊缝正反面的照片,对线底片的复制片及截面的宏观照片等,评定缺陷时可以以该图为参考,在实际中对缺陷的容许尺寸出现不同观念时也可以用该图作帮助。
本标准经过下列国家批准:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、保加利亚、西班牙、瑞典、瑞士及英国。
引言本标准应作为起草应用规程和/或其它应用标准的参考标准,可用于整个焊接质量控制体系。
本标准提供三组数据供具体使用时选择,设计者应与制造商、用户及其它相关机构一起确定每一种场合的质量等级并在应用标准中给予规定。
质量等级必须在制造之前给予确认,最好在询价或订货时就给予确认。
特殊情况下,应给出更详细的规定。
本标准中给出的质量等级旨在提供基本参考数据而不涉及任何具体应用场合。
它们只适用于各种焊缝而不适用于整体产品或部件本身。
对于同一产品或部件的某一条焊缝可以采用不同的质量等级。
质量等级如表0-1。
表0-1 焊接缺陷质量等级三个质量等级人为地定义为D、C和B,实际应用中的绝大多数情况均含在其中;一般情况下希望一条焊缝采用一个缺陷质量评定等级。
但在有些场合,例如某些钢种和构件以及用于疲劳载荷或密闭状态,有可能需要同一条焊缝采用不同的质量等级或附加要求。
可焊性检验操作规范

文件编号:受控状态:分发编号:保密状态:B可焊性检验操作规范发布日期:实施日期:编制:审核:批准:张家港泰盛科技有限公司Zhangjiagang MHP Industry CO.,LTD1.目的为了确保公司产品从原材料接收到成品出货整个产品实现过程中涉及的原材料、半成品、成品的可焊性满足客户的标准要求,特制定本规范。
2.范围适用于公司所有产品从研发到试产、量产全过程的材料、半成品与成品的可焊性测试、判定。
3.定义:无4.作业内容4.1操作流程:要求对每批次焊接材料进行抽检,每批次随机抽取5pcs 检测试样,每个材料的所有焊端均须测试。
所有测试的样品都应保持通常焊接条件,测试样品的夹持不应导致污染,测试的焊端不应被擦拭、清洁和磨损,不允许用手指或其它污染物触焊端,抽样后按以下流程进行操作:可焊性检验4.2 PCB要求:采用边缘浸焊测试进行试验,如下图所示操作4.2.1 焊料:Sn/Cu0.7 锡铜无铅焊锡。
助焊剂:CF-8000无铅助焊剂,助焊剂在室温下均匀一致涂布测试表面。
焊接温度:255±5℃。
试样应当是被测试板的一部分或整板(如在尺寸允许范围内),浸入锡炉的面积不小于可焊面积的一半。
浸入时间不大于5秒。
焊料表面清洁:样品即将浸入前用不锈钢刮板刮去熔融焊料表面上的氧化层、残渣以及助焊剂燃烧后的残留物。
4.3 结构件及线束:采用烙铁焊接法进行试验。
4.3.1 焊料:Sn/Cu0.7 锡铜无铅焊锡丝。
烙铁温度400±20℃,焊接时间不大于5秒。
4.4 可焊性评估:4.4.1 放大镜要求: 放大倍数>=10倍;4.4.2 评估标准:4.4.2.1 合格标准:每一个焊端表面被焊料润湿连续、良好,有95%以上的表面积被焊料覆盖,焊料润湿可以是不规则外形。
IPC6012规范中文版要点

刚性印制板资格认证和性能规范IPC资格认证和性能规范体系图(6012系列)前言本规范旨在提供刚性印制板性能判据的详细资料。
本规范是对IPC-RB-276的补充,并作为对该文件的修订。
本规范所包含的资料也是对IPC-6011一般要求的补充。
当同时使用时,这些文件将使供需双方对可接受性达成一致条款。
IPC的文件编制策略是提供着眼于电子封装目的方面的特殊文件。
在这一点上,成套文件是用来提供与专用的电子封装主题相联系的全部资料。
一套文件是以四个以0为结尾的数字表示的(如:IPC-6010)。
包含在本章文件的一般资料是包含在本套文件的第一个文件中,总规范是由一个或多个性能文件作支撑,其中每一个文件对所选择的主题或技术提供某一方面的具体规定。
在生产印制板前没有取得全部有效信息可能会在可接受性方面引起矛盾。
当技术发生变化时,性能规范将会升级,或者在文件系列中增加新的具体规范。
IPC欢迎在文件中增加新的有效性的内容,并鼓励需方通过填写附在每个文献后的“改进建议”来对此做出反应。
1.范围1.1 范围本标准包括刚性印制板的资格认证和性能。
这里指的印制可以是有或没有镀覆孔的单面板、双面板,有镀覆孔的多层板,有或没有盲/埋孔的多层板,和金属芯板。
1.2 目的本规范的目的是提供刚性印制板的资格认证和性能的要求。
1.3 性能级别和类型1.3.1 级别本标准认为,刚性印制板应基于最终使用的性能要求的差异分级。
印制板的性能为分阶1,2或3级。
其定义见IPC-6011印制板总规范。
1.3.2 印制板类型没有镀覆孔的印制板(1型)和有镀覆孔的印制板(2-6型)分类如下:1型-单面板2型-双面板3型-没有盲孔或埋孔的多层板4型-有盲孔或埋孔的多层板没有盲孔或埋孔的金属芯多层板-型56型-有盲孔或埋孔的金属芯多层板1.3.3 采购选择为了采购的目的,在采购文件中应规定性能级别。
该文件应向供应方提供足够的资料使之能够生产所订购的印制板并且使用方得到所需要的产品。
印制电路板清洗质量检测

印制电路板清洗质量检测质量要求1〕锡铅焊料压力加工锡铅焊料的化学成分需符合GB/T31311的要求。
铸造锡铅焊料的化学成分需符合GB/T8012的要求。
2〕焊剂关于焊剂质量,应该从焊剂的外瞧、物理稳定性和颜色、不挥发物含量、粘性和密度、水萃取电阻值、卤素含量、固体含量、助焊性、枯燥度、铜镜腐蚀性、尽缘电阻、离子污染等方面进行检测。
如免洗类液态焊剂要求:1〕外瞧:液体透明、均匀,无杂质、沉淀、异物和强烈刺激性气味;2〕固体含量:不大于10%;3〕卤素含量:无卤素离子;4〕助焊性:扩展率不小于80%;5〕铜镜腐蚀:铜镜应无穿透性腐蚀;6〕尽缘电阻:〔焊后〕大于1*10Ω;7〕离子污染等级及要求符合表1的规定。
表 1再如松香基液态焊剂按GB/T9491的要求:1〕外瞧:焊剂质量应均匀一致,透明,无沉淀或分层现象、无异物;2〕物理稳定性和颜色:焊剂应维持透明和无分层或沉淀现象;或R型焊剂的颜色应不深于铁钻比色计的色阶编号11,RMA型的颜色应不深于铁钻比色计的色阶编号13;3〕不挥发物含量:不小于15%;4〕粘性和密度:粘性在50C时,应能被医用吸管迅速吸进;密度在25033;5〕水萃取电阻值:R型和RMA型焊剂的水萃取液平均电阻率不小于1*105Ω,RA型焊剂的水萃取液平均电阻率不小于5*105Ω;6〕卤素含量:R型和RMA型焊剂不应使铬酸银试纸颜色呈白色或浅黄色,RA型焊剂的卤素含量应为0.07%-0.20%或符合有关规定;7〕助焊性:焊剂扩展率R型应不小于75%,RMA型应不小于80%,RA型应不小于90%;8〕枯燥度:焊剂残渣外表应无粘性,外表上的白垩粉应轻易被往除;9〕铜镜腐蚀:RA型焊剂应全然无变化,RMA型焊剂不应使铜膜有穿透性的腐蚀;10〕尽缘电阻:焊接前后的尽缘电阻应不小于表2中的值。
表 2IPC-SF-818对助焊剂外表尽缘电阻规定见表3。
目前我国电子行业对作为最终产品的印制电路板还未形成统一的清洗质量标准。
镀层结合力检测错刀法标准编号

镀层结合力检测错刀法标准编号
镀层是指涂在某些金属物品表面涂上的一层塑料,或者是一层稀薄的金属或仿造某种贵重金属,为了物品好看或容易储藏,在普通金属的表面镀上这种贵重金属的薄层。
复合镀层的制备是在镀液中加入一种或几种不溶性固体颗粒,使固体颗粒与金属离子共沉积的过程,它实际上是一种金属基复合材料。
镀层检测范围:
电镀层、金属镀层、耐磨减摩复合镀层、耐高温复合镀层、不锈钢镀层、装饰防护性复合镀层、电子复合镀层等。
镀层检测项目:
结合力检测,成分检测,厚度检测,性能检测,强度检测,内应力检测,电导率检测,孔隙率检测,附着力检测,六价铬检测,硬度检测,常规元素分析,成分分析,金属元素分析,断口分析,腐蚀分析等;
镀层检测标准编号:
JB/T7101-1993继电器及其装置金属镀层和化学处理分类代号标注。
QB/T3814-1999轻工产品金属镀层和化学处理层的外观质量测试方法。
CB/T3764-1996金属镀层和化学覆盖层厚度系列及质量要求。
QB/T3815-1999轻工产品金属镀层的厚度测试方法计时液流法。
QB/T3834-1999轻工产品金属镀层和化学处理层的厚度测试方法磁性法。
SJ20130-1992金属镀层附着强度试验方法。
YB/T4475-2015钢板及钢带锌和铝金属镀层分析辉光放电原子发射光谱法。
QB/T3816-1999轻工产品金属镀层和铝氧化膜的厚度测试方法测重法。
QB/T3831-1999轻工产品金属镀层和化学处理层的抗变色腐蚀试验方法硫化氢试验法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
click to get more information
ቤተ መጻሕፍቲ ባይዱ
瀚闻资讯 Dalian Infobank Co., Ltd.
秘鲁 2017 年度真实 买家/进口商/收货人/采购商 排名 PERU Active and Exact Importers 更多买家信息、采购信息、进出口交易记录、进出口贸易数据、真实交易记录、请与瀚闻资讯联系 Please visit our website to get more import and export trade information
全球最大的贸易统计数据库 – GTA2017 年终统计结果显示:2017 年 1-12 月 以焊剂涂面或作芯的贱金属条 或丝(钎焊或气焊用) (商品编码 831130)秘鲁进口商共计 47 个 GTA (Global Trade Analysis System), the world's largest trade intelligence database shows that there are 47 PERU Importers of COATED RODS AND CORED WIRE FOR WELDING THE TORCH. OF BASE METAL. (HS CODE 831130) in 2017
登录 查询更多贸易大数据
click to get more information
瀚闻资讯 Dalian Infobank Co., Ltd.
数据来源:全球最大贸易统计数据库—GTA
登录 查询更多贸易大数据
以焊剂涂面或作芯的贱金属条或丝 (钎焊或气焊用) (HS 831130) 秘鲁 (47 个)进口商排名(按进口额排名) COATED RODS AND CORED WIRE FOR WELDING THE TORCH. OF BASE METAL. (HS 831130)2017 PERU Importer Rankings
按采购金额排序 Ranked by import amount
排名 Rank 1 2 3 4 5 6 7 8 9 10 公司名称/Company Name ABIMPORTACIONES INDUSTRIALES SAC MOVIGAS SAC CORREA INGENIERIA APLICADA SAC CEMENTOS PACASMAYO SA A CORREA INGENIERIA APLICADA SAC. PROYECTOS EJECUCION Y MONTAJES INDST.SA GRUPO SAINCA SAC ARESCOM IMPORT SAC. ARESCOM IMPORT SAC AQP WELDING SOLUTIONS EIRL