探伤设备(磁粉探伤)考评检查表
机械制造企业安全质量标准化考核评级办法

机械制造企业安全质量标准化考核评级办法一、为贯彻落实《国务院关于进一步加强安全生产工作的决定》(国发〔2004〕2号),指导全国机械制造企业开展安全质量标准化活动,切实加强基层和基础工作,促进企业建立自我约束、持续改进的安全生产长效机制,制定本考核评级办法。
二、本考核评级办法适用于各类机械制造企业。
三、机械制造企业安全质量标准化考核评级,应当按照《机械制造企业安全质量标准化考核评级标准》的要求,采用资料核对、抽查考核和现场查证的方法进行。
其中:基础管理考评部分,对人员抽查考核数量不少于现场(或在册)人数的10%;设备设施安全考评部分,按设备设施及物品的拥有量(H)比例抽样:1.H≤10,抽100%。
2.10<H≤100,抽10台。
3.100<H<500,抽10%。
4.500≤H≤1000,抽50台。
5.H>1000,抽5%。
四、机械制造企业安全质量标准化考核得分以1000分为满分。
被考核企业的得分计算方法:各项目实得分之和×[1000÷(1000-各空项分之和)]五、安全质量标准化机械制造企业分为三个等级:一级:安全质量标准化考核得分不少于900分;二级:安全质量标准化考核得分不少于800分;三级:安全质量标准化考核得分不少于600分。
各空项分之和超过200分的,不得评为一级安全质量标准化机械制造企业。
六、考核评级的程序:1.按照《机械制造企业安全质量标准化考核评级标准》的要求,企业成立由主要负责人任组长,各相关职能部门以及工会参加的小组进行自评。
2.企业自评后,形成自评报告,向承担安全质量标准化复评任务的机构(以下简称复评机构)提出复评申请(申请表格式见附件1)。
申请一级安全质量标准化机械制造企业的,应当向中国机械工业安全卫生协会(以下简称中机安协)提出复评申请。
3.复评机构收到企业的复评申请后,应按照《机械制造企业安全质量标准化考核评级标准》的要求进行复评,向企业和安全生产监督管理部门提交复评报告(复评报告格式见附件2)。
磁粉探伤-日常点检
运行准备 机床空运行动作是否正常
泵电机 电源指示
灯 送料、退
料按扭
退磁旋扭
喷液按扭
正常转动,喷淋回路是否有 杂质阻塞
设备通电,电源指示灯亮
手动状态下,按下送料、退 料按扭,传送带能送料、退
料 退磁线圈工作灯亮,工件能
退磁 手动状态下,按动喷液按 扭,喷淋系统或者手动喷枪
能喷淋
ห้องสมุดไป่ตู้夹紧按扭
手动状态下,按下夹紧按 扭,气缸能推进将工件夹紧
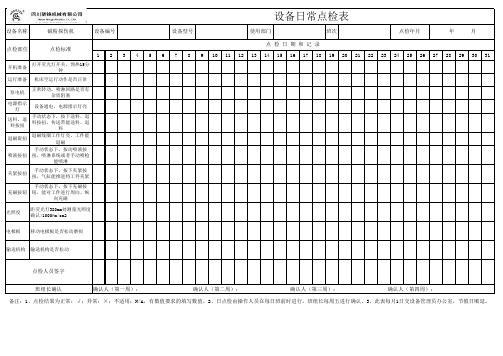
设备日常点检表
设备名称
磁粉探伤机
设备编号
设备型号
使用部门
班次
点检年月
年
月
点检部位
点检标准
点检日期和记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
开机准备
打开荧光灯开关,预热15分 钟
手动状态下,按下充磁按 充磁按钮 钮,能对工件进行周向、纵
向充磁
光照度
距荧光灯380mm处测量光照度 确认>1000µm/cm2
电极板 移动电极板是否松动磨损
输送机构 输送机构是否松动
点检人员签字
班组长确认
确认人(第一周):
确认人(第二周):
确认人(第三周):
确认人(第四周):
备注:1、点检结果为正常:√;异常:×;不适用:N/A,有数值要求的填写数值。2、日点检由操作人员在每日班前时进行,班组长每周五进行确认。3、此表每月1日交设备管理员办公室,节假日顺延。
机械安全标准
机械安全标准柳州五菱汽车工业有限公司安全生产标准化自评检查表专专业:机机械探伤设备(磁粉探伤)考评检查表部门:NO、232-1序号考评项目考评要点考评方法应得分实得分问题说明1行程探头行程探头应有可靠得自锁与联锁,确保通电磁后不造成对人体得伤害.一处不合格扣该项目应得分值12制动器机体与绕线外壳得“绝缘”良好,PE线接线正确可靠。
0、753油管连接油箱、油管连接可靠无渗漏现象。
0、75计分方法及结果合计2、5计分方法:实得分=2、5-(不合格台数÷评价总数)某0、075某100-(各台、处因不规范得扣分之与)评审组会签:起重设备考评检查表部门:NO、233序号考评项目考评要点考评方法应得分实得分问题说明1钢丝绳1)末端压板应≥2个或用楔块固定在卷筒等构件上,当取物装置处于最低位置时,钢丝绳在卷筒一处不32上得缠绕圈数除固定绳尾得外不少于2圈.2)在一个捻节距内断丝数不超过总丝数得10%。
3)表面磨损量或锈蚀量不超过原丝径得40%。
4)无扭结、死角、硬弯、塑性变形、麻芯脱出等严重变形。
符,即判该台设备不合格△2滑轮与护罩1)光洁平滑,转动灵活,无损伤钢丝绳得缺陷.2)轮槽不均匀磨损达3mm,轮槽壁厚磨损达原壁厚得20%,轮槽底部直径减小量达钢丝绳直径得50%及出现其它损害钢丝绳得缺陷。
当出现以上情况之一,轮槽报废。
3)防止钢丝绳跳出轮槽得滑轮护罩等装置安装牢靠,无损坏或明显变形。
同下注有△条款要求3吊钩等取物装置1)吊钩不许铸造、焊补,转动灵活,固定螺母得定位螺栓、开口销等紧固件牢固。
2)吊钩需要有防脱钩得保险装置。
3)危险断面磨损<原尺寸得10%。
4)开口度比原尺寸增加量〈15%,扭转变形〈10°。
5)板钩衬套磨损〈原尺寸50%,心轴磨损〈原尺寸5%。
一处不符,即判该台设备不合格4制动器1)制动器松开时,闸瓦与制动轮各处间隙基本相等,制动带最大开度(单侧)<1mm.2)杠杆、拉杆、制动臂或套板等零件无裂纹,弹簧无塑性变形.3)制动力矩适宜,大车制动距离双梁起重机约为6-11m,单梁起重机为2-6m;小车约为0、5-5m,起升机构得距离s=[1/80(重级)、1/100(中级)、1/120(轻级)]某起升速度,约为20-100mm。
二级安全检查标准

机械制造企业安全质量标准化考评检查表一、基础管理考评检查表液化气站考评检查表No.204煤气站考评检查表No.205制氧站考评检查表No.206乙炔发生站考评检查表No.208锅炉与辅机考评检查表No.209铸造熔炼炉考评检查表No.217酸碱油槽考评检查表No.218工业炉窑考评检查表No.220探伤设备(磁粉探伤)考评检查表No.232-1探伤设备(射线探伤)考评检查表No.232-2探伤设备(着色探伤)考评检查表No.232-3探伤设备(超声波探伤)考评检查表No.232-4注塑机考评检查表No.240(略)公司无安全生产责任制考评检查表No.1014.每年组织的安全专题会议不少于4次,且解决有关安全生产的重大问题,缺少一次扣1分。
1.有文本,覆盖企业内所有单位和部门,缺少一个单位扣0.5分。
2.现场抽查部分单位的职责履行情况,一个部门不合格扣1分。
1.有文本,涵盖企业内各级管理者(班组长),且与行政管理职能相符。
一处不符合扣0.5分。
2.现场抽查各类人员的职责履行情况,有措施、有效果。
一处不符合扣0.5分。
15职业安全健康规章制度考评检查表No.102合计2建立各职能部门的安全职责43建立各级各类人员的安全职责4序号考评内容考评说明应得分1.规划有文本,内容针对性强,且有配套的检查、考核办法,每种不合格扣1分。
2.规划滚动执行,抽查执行情况,每种不合格扣2分。
3.三年均未能完成目标扣全分。
1.计划有文本,内容中有考核指标体系和安全措施技术改造项目,且有配套的检查、管理办法,每种不合格扣1分。
2.抽查执行情况,有实施进度和分析,每种不合格扣1分,未完成扣2分。
1.年度资金预算中有具备安全生产条件所必需的资金投入(安措费)。
无项目扣3分。
2.安措费的使用有针对性,且有名称、实施进度、条件评估、责任单位(人)等内容,每种不合格扣1分。
3.抽查执行情况,每项未完成扣1分。
15划与年度计划考评检查表No.103合计年度工作计划53劳动保护措施经费(安措费)管理621企业长远规划中有安全健康内容4序号考评内容考评说明应得分1.企业建有统一协调安全健康问题的组织机构,未建立扣2分,未开展工作扣1分。
机械制造行业三级标准化评分标准
机械制造企业安全质量标准化考核评级办法一、为贯彻落实《国务院关于进一步加强安全生产工作的决定》(国发〔2004〕2号),指导全国机械制造企业开展安全质量标准化活动,切实加强基层和基础工作,促进企业建立自我约束、持续改进的安全生产长效机制,制定本考核评级办法。
二、本考核评级办法适用于各类机械制造企业。
三、机械制造企业安全质量标准化考核评级,应当按照《机械制造企业安全质量标准化考核评级标准》的要求,采用资料核对、抽查考核和现场查证的方法进行。
其中:基础管理考评部分,对人员抽查考核数量不少于现场(或在册)人数的10%;设备设施安全考评部分,按设备设施及物品的拥有量(H)比例抽样:四、机械制造企业安全质量标准化考核得分以1000分为满分。
被考核企业的得分计算方法:各项目实得分之和×[1000÷(1000-各空项分之和)]五、安全质量标准化机械制造企业分为三个等级:一级:安全质量标准化考核得分不少于900分;二级:安全质量标准化考核得分不少于800分;三级:安全质量标准化考核得分不少于600分。
各空项分之和超过200分的,不得评为一级安全质量标准化机械制造企业。
六、考核评级的程序:1.按照《机械制造企业安全质量标准化考核评级标准》的要求,企业成立由主要负责人任组长,各相关职能部门以及工会参加的小组进行自评。
2.企业自评后,形成自评报告,向承担安全质量标准化复评任务的机构(以下简称复评机构)提出复评申请(申请表格式见附件1)。
申请一级安全质量标准化机械制造企业的,应当向中国机械工业安全卫生协会(以下简称中机安协)提出复评申请。
3.复评机构收到企业的复评申请后,应按照《机械制造企业安全质量标准化考核评级标准》的要求进行复评,向企业和安全生产监督管理部门提交复评报告(复评报告格式见附件2)。
符合相应等级安全质量标准化机械制造企业标准的,由安全生产监督管理部门核准;不符合的,由企业按照复评报告的要求进行整改。
机械制造企业安全质量标准化考核评级标准

机械制造企业安全质量标准化考核评级标准机械制造企业安全质量标准化考评检查表一、基础管理考评检查表安全生产责任制考评检查表职业安全健康规章制度考评检查表No.102划与年度计划考评检查表No.103机构与人员考评检查表No.104职业安全健康教育考评检查表No.105事故管理考评检查表No.106No.107No.108注:累计少于80分为不合格班组,发生轻伤以上事故扣全分。
计分方法:实得分=安全操作规程考评检查表No.109特种设备及人员安全管理考评检查表相关方安全管理考评检查表No.113危险源管理考评检查表No.114安全健康档案考评检查表No.115二、设备设施安全考评检查表工业气瓶考评检查表No.201危险化学品库考评检查表No.202No.203No.204No.205No.206No.207No.208锅炉与辅机考评检查表No.209空压机考评检查表No.210工业管道考评检查表No.211木料场所考评检查表No.212工厂建筑考评检查表No.213涂装作业场所考评检查表No.214No.216铸造熔炼炉考评检查表No.217酸碱油槽考评检查表No.218工业梯台(直梯)考评检查表No.219-1实得分=工业梯台(斜梯)考评检查表No.219-2No.219-3工业梯台(轮式移动平台)考评检查表No.219-4No.219-5目应得分值,得分1.6以下判不合格。
工业炉窑考评检查表No.220厂内机动车辆考评检查表No.221运输(输送)机械考评检查表No.222变配电系统考评检查表低压电气线路(固定线路)考评检查表No.224-1低压电气线路(临时线路)考评检查表No.224-2动力(照明)配电箱(柜、板)考评检查表电网接地系统考评检查表在第一条符合要求的情况下,对每一个防雷接地装置考评检查表电焊机考评检查表手持电动工具考评检查表No.229移动电气装备考评检查表No.230电气试验站(台、室)考评检查表探伤设备(射线探伤)考评检查表No.232-2探伤设备(着色探伤)考评检查表No.232-3实得分=金属切削机床考评检查表No.234。
磁粉探伤检验规范(含表格)
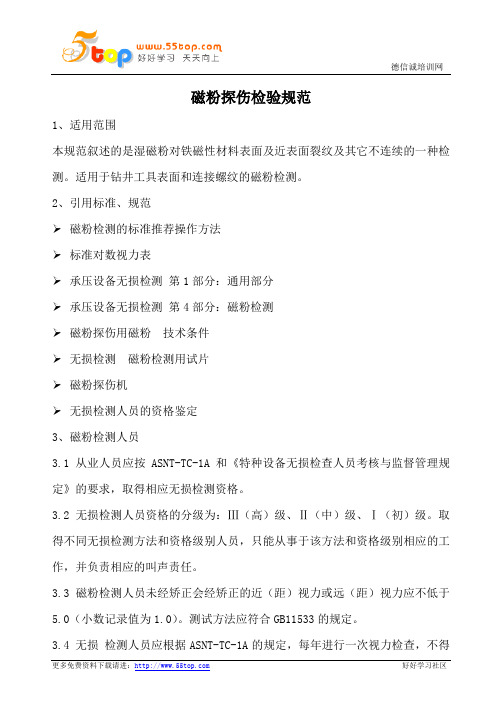
磁粉探伤检验规范1、适用范围本规范叙述的是湿磁粉对铁磁性材料表面及近表面裂纹及其它不连续的一种检测。
适用于钻井工具表面和连接螺纹的磁粉检测。
2、引用标准、规范➢磁粉检测的标准推荐操作方法➢标准对数视力表➢承压设备无损检测第1部分:通用部分➢承压设备无损检测第4部分:磁粉检测➢磁粉探伤用磁粉技术条件➢无损检测磁粉检测用试片➢磁粉探伤机➢无损检测人员的资格鉴定3、磁粉检测人员3.1 从业人员应按ASNT-TC-1A和《特种设备无损检查人员考核与监督管理规定》的要求,取得相应无损检测资格。
3.2 无损检测人员资格的分级为:Ⅲ(高)级、Ⅱ(中)级、Ⅰ(初)级。
取得不同无损检测方法和资格级别人员,只能从事于该方法和资格级别相应的工作,并负责相应的叫声责任。
3.3 磁粉检测人员未经矫正会经矫正的近(距)视力或远(距)视力应不低于5.0(小数记录值为1.0)。
测试方法应符合GB11533的规定。
3.4 无损检测人员应根据ASNT-TC-1A的规定,每年进行一次视力检查,不得有色盲。
4、检测设备、器材和材料4.1磁粉探伤机磁粉探伤机,在有效适用期内应良好的保养。
交流电磁轭应有45N的提升力,直流电磁轭至少应有177N的提升力。
检测周期为6个月一次。
4.2磁悬液磁悬液浓度应根据磁粉种类、力度、施加方法和被检工件表面状况等因素来确定。
用于完全润湿工件表面的油机介质,如出现不完全润湿,要从新进行清洗或添加更多磁粉或添加更多润湿剂。
4.3退磁装置➢退磁装置应能保证退磁后,表面剩磁不大于0.3mT(240A/m)。
4.4辅助设备➢磁场强度计➢标准试片A1(或CX)➢磁场指示器➢磁悬液浓度测试仪(管)➢2~10倍放大镜。
5、被检工件表面清洁被检工件表面,不得有油脂、铁锈、氧化皮或其他粘附磁粉的物质。
被检工件表面不规则状态,不得影响检测结果的正确性和完整性。
6、检测操作规程及工艺6.1用磁悬液浓度沉淀管或浓度测试仪测量磁粉浓度,浓度范围见表1。
探伤设备(超声波探伤)安全检查表
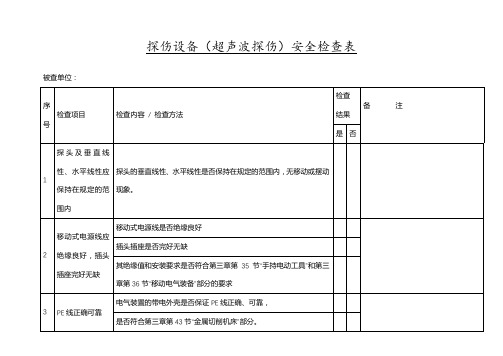
PE线正确可靠
电气装置的带电外壳是否保证PE线正确、可靠,
是否符合第三章第43节“金属切削机床”部分。
探伤设备(超声波探伤)安全检查表
被查单位:
序号
检查项目
检查内容/检查方法
检查
结果
备注
是ቤተ መጻሕፍቲ ባይዱ
否
1
探头及垂直线性、水平线性应保持在规定的范围内
探头的垂直线性、水平线性是否保持在规定的范围内,无移动或摆动现象。
2
移动式电源线应绝缘良好,插头插座完好无缺
移动式电源线是否绝缘良好
插头插座是否完好无缺
其绝缘值和安装要求是否符合第三章第35节“手持电动工具”和第三章第36节“移动电气装备”部分的要求
磁粉探伤记录表
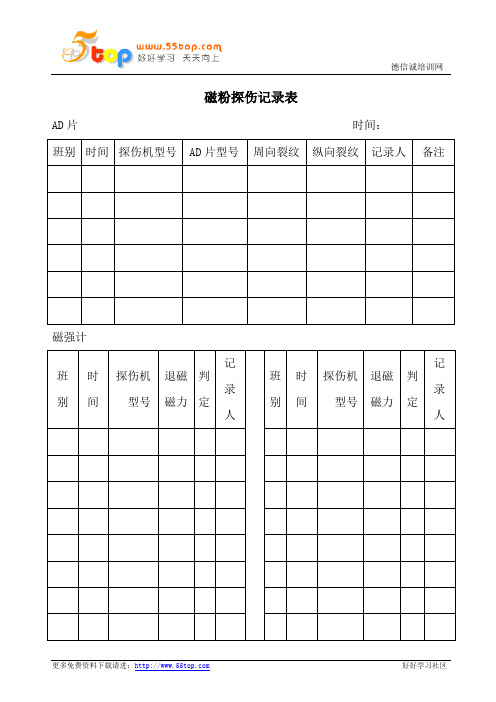
磁粉探伤记录表
AD片时间:
班别
时间
探伤机型号
AD片型号
周向裂纹
纵向裂纹
记录人
备注
磁强计
班别
时间
探伤机型号
退磁磁力
Hale Waihona Puke 判定记录人
班别
时间
探伤机型号
退磁磁力
判定
记
录
人
数量
班别
品名
批号
数量
毛坯不良
探伤总数
记录人
备注
加工
铸造
裂纹
良品
磁粉
班别
时间
探伤机型号
磁粉型号
磁粉添加量
记
录
人
班别
时间
探伤机型号
磁粉型号
磁粉添加量
记
录
人
审核:
工业探伤检查表汇总7完美版
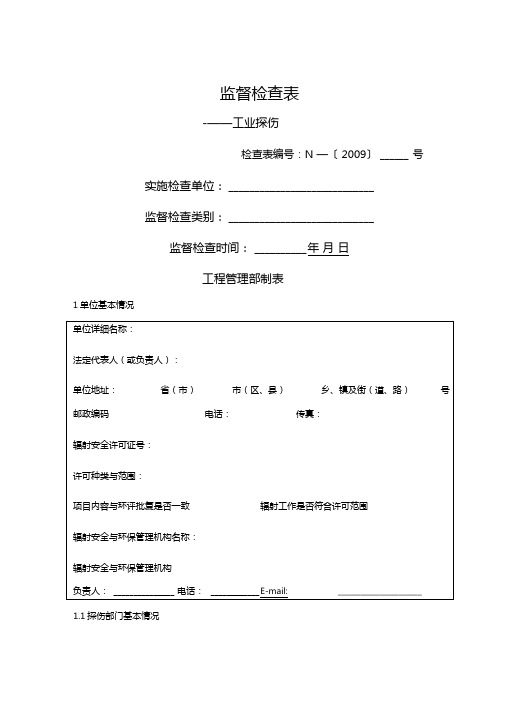
监督检查表
-——工业探伤
检查表编号:N —〔 2009〕 ______ 号实施检查单位: ____________________________
监督检查类别: ____________________________
监督检查时间: __________ 年月日
工程管理部制表
1单位基本情况
1.1探伤部门基本情况
1.2 丫射线探伤机和放射源基本情况(每台探伤机填1份下表)
1.3 X射线探伤机基本信息
2管理制度项目与与执行情况
3. 1探伤机安全系统
3.2探伤检查表
虽然在学习的过程中会遇到许多不顺心的事,但古人说得好一一吃一堑,长一智。
多了一次失败,就多了一次教训;多了一次挫折,就多了一次经验。
没有失败和挫折的人,是永远不会成功
的。
快乐学习并不是说一味的笑,而是采用学生容易接受的快乐方式把知识灌输到学生的大脑里。
因为快乐学习是没有什么大的压力的,人在没有压力的情况下会表现得更好。
青春的执迷和
坚持会撑起你的整个世界,愿你做自己生命中的船长,在属于你的海洋中一帆风顺,珍惜生命并感受生活的真谛!老师知道你的字可以写得更漂亮一些的,对吗,智者千虑,必有一失;愚者
千虑,必有一得,学习必须与实干相结合学习,就要有灵魂,有精神和有热情,它们支持着你的全部!灵魂,认识到自我存在,认识到你该做的是什么;精神,让你不倒下,让你坚强,让你不
畏困难强敌;热情,就是时刻提醒你,终点就在不远方,只要努力便会成功的声音,他是灵魂与精神的养料,它是力量的源泉。
磁粉探伤机始业点检表

记录符号:正常打√或者记录数字;异常打×或者用红色圆圈将数字圈起;对异常处理完毕打○
设备名称
资产编号
设备型号
点检时间:每班作业前和首次作业中,停电后再来电的,需对相关项目再次点检。
半自动荧光磁粉探伤机
JC-T-0目
点检方法
点检基准
201年月份
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
设备表面及周围有无灰尘、油污等
眼看、手摸
无
2
设备配管有无漏气现象
眼看、手摸
无
3
设备安装环境温度
查看温度湿度计
不低于-20℃不高于+45°
4
空气相对湿度
查看温度湿度计
不大于85%
5
电源电压
眼看
380V±10%
6
气源气压
眼看
0.4~0.6MPa
7
机器有无振动、异常声音及发热现象
耳听、眼看、手摸
无
备注:发现异常立即终止,报告上司,报告主管部门,排除异常并经确认后方可再开机;每班结束时须对检测设备及周围环境整理、整顿、清扫、清洁。
点检实施者
主管确认