降低卡钳支架加工过程报废
设备改装及降级、报废管理制度
设备改装和降级、报废管理制度1 设备的改装(改进)1.1 设备的改装(改进)是指应用现代化的技术成果和先进经验,根据公司生产的需要,改变原有的设备的结构,或给旧设备增加新部件、新装置,以改善设备的技术性能,提高经济效益,使其局部达到先进设备水平。
1.2 设备的改装(改进),要有科学根据,应经过周密研究和试验,并进行经济技术评价,根据经济效益的初步估算择优实施。
1.3 设备改装(改进)如结合设备大修理计划进行,由设备制造(维修)部门负责。
设备改装难度小、改装费用低,并且使用部门具备改装能力的,可由使用部门组织进行。
自制设备的重大改装,可由设备制造(维修)部门负责。
1.4设备改装(改进)均须由使用部门填写设备改装(改进)建议书,并附改装(改进)方案,交工艺部门论证后,交工程部门办理审批手续,由工程部门下达改装任务单(注:工程部门下达的任务单可自行组织委外改装或下达设备分厂实施),重大的改进改装项目须经公司分管领导批准。
1.5 设备改装(改进)所需费用,如结合大修理进行时,不超过大修理费用30%可在大修理资金中开支,超过30%从折旧基金或企业技术改造资金中安排解决。
设备改装(改进)后新增的价值,用大修理基金开支的不办增值,用折旧基金等开支的应办理增值手续。
1.6 设备改装(改进),不得拆除或挪用其它设备的附件及附属设备,改装后原设备不用的附件应保存,以免丢失。
1.7 设备改装完成后须进行生产验证和评价,达到设计要求者,由改装部门组织有关单位(工艺、使用部门)进行验收,验收后的一切技术资料交工程部门归档。
1.8 设备改装后,如性能用途改变,则需改变固定资产编号,并重新核算复杂系数,调整帐册。
原设备资产编号一般无法更改,需与财务部门协商实施。
2 设备的降级、报废2.1 设备降级2.1.1 经过两次以上大修理的老旧设备,严重损坏的设备或设备本身有严重缺陷,可以根据工艺要求,适当放宽允差,制定具体的大修理质量标准。
汽车制动卡钳支架加工过程图解
拉床 Broach Machine
2019/3/12
4
2 支架加工过程/Machining Process of Anchor
工序号 NO. 加工方式 Process 加工内容 Content 加工图示 Fotos 设备 Device
20
铣削 Milling
组合铣刀铣削安装孔端 面Milling the end surface of fixing holes with Combination Milling Cutter
2019/3/12
10
汽车制动卡钳支架加工过程图解
Machining Process of Anchor(Bake Caliper)
XXX XXX-XXXX-XXXX
目录/Index
1 制动卡钳主要部件/ Caliper Components 2 支架加工过程/Machining Process of Anchor
Front Axle Brake
2019/3/12
2
1 制动钳主要部件/Cຫໍສະໝຸດ liper Work Components
1. 导向销盖 Bushing Cap 2. 缓冲套管 Bushings 3. 导向销 Guiding pin 4. 5. 6. 7. 8. 9. 防尘帽 Dust cap 放气螺栓 Bleeding screw 支架 Anchor 壳体 Housing 活塞 Piston 密封圈 Seal ring
钻铣复合刀具钻导向销 孔底孔及铣端面Boring the base and milling the end surface hole of piston holes with Combination Cutter
数控加工中心 CNC Machining Center
制动器卡钳铣干涉夹具巧改善解急难[论文]
![制动器卡钳铣干涉夹具巧改善解急难[论文]](https://img.taocdn.com/s3/m/32f987fef61fb7360b4c654f.png)
制动器卡钳铣干涉夹具巧改善解急难【摘要】针对汽车制动器部件中卡钳的夹具机加工中存在的技术问题,进行了深入细致的分析,提出了切实、有效的夹具改善方案,满足了另一款卡钳加工的急切需求。
【关键词】夹具制动器卡钳干涉偏心定位心轴经济效益我公司一种型号制动器da05卡钳铣干涉夹具形状及尺寸如图1所示。
该卡钳零件形状大致如夹具图中所示,零件材料为qt600-3。
零件应加工部位都巳加工到尺寸,产品检验合格。
但由于有的客商要求铣去图中11(干涉处,固有的客商需求的卡钳,就得增加一道工序,卡钳零件上普通铣床,在此夹具上铣去干涉。
夹具工作原理为:将夹具用压板固定在普通铣床工作台面,将产品卡钳零件两支耳孔插入两定位轴件5,向前推动产品,使卡钳后部平面与件3平面靠牢,在螺杆上装上u形压板件4,用扳手拧紧螺母a,锁紧产品,装夹无误后,即可进行铣干涉加工;铣干涉加工完后,卸下工件时反向操作即可。
1 问题提出公司另一型号制动器da06b,营销公司接到一笔较大订单有800件,交付日期很紧,只有10天,公司da06b卡钳正好有加工好的足够库存,能满足公司装配线的生产,满足订单交付;但客商同样要求da06b卡钳要同da05卡钳一样,铣去相同部位如图1所示处的干涉。
两卡钳形状不一样,好多尺寸都不同,关健定位尺寸都不一样,公司当时没相对应的铣干涉夹具,若开新夹具决对是要误订单交付期的,误订单对公司是有巨大损失的,不但严重地影响我们公司产品的经济效益,更重要的是严重地损坏公司声誉、形像,以后谁还会给你订单!这样没办法,只有在da06b卡钳夹具上想办法、动脑筋,做改善来满足da06b卡钳产品的生产需求!2 两型卡钳形态具体分析经过仔细查对两型卡钳的产品图纸,找出了两者的异同处。
(1)相同处:两型卡钳产品使用功能相同,外形形状相同,铣干涉处位置、角度都相同。
(2)不同处:两型卡钳产品,产品尺寸都不相同,外形尺寸相差不大,只相差1—2mm左右,与夹具定位无关;其主要是定位孔中心距不同,一个卡钳是260(0.10mm,一个卡钳是264(0.10mm;两用作定位的支耳孔大小也不同,一个卡钳是(35+ 0.04mm,一个卡钳是(40+0.04 mm;两长度方向定位尺寸相差 1.00mm,与夹具定位相关不大。
工业设备安全拆解和报废管理制度
工业设备安全拆解和报废管理制度概述本制度旨在确保工业设备的安全拆解和报废,以保障员工的人身安全,减少环境污染,并合法合规地处理废弃设备。
安全拆解程序1. 设备管理部门负责制定拆解计划,并确保所需工具和设备的可用性。
2. 在拆解过程中,应使用符合安全标准的个人防护装备,如手套、护目镜等。
3. 拆解前应进行安全检查,确保设备断电、排空液体等准备工作已完成。
4. 拆解时要小心谨慎,遵循操作手册或相关指导文件。
5. 拆解完成后,必须彻底清理工作现场,将拆解产生的废弃物进行妥善处理。
报废管理程序1. 设备使用部门在设备完全失去功能或无法修复时,应及时报废。
2. 报废申请需要提供设备信息、报废原因和相关证明文件。
3. 设备管理部门收到报废申请后,进行评估并决定是否批准。
4. 批准报废的设备将进行标记,并及时从设备清单中移除。
5. 报废的设备必须由指定的收购商或废物处理公司接收和处理。
6. 对于涉及敏感信息的设备,必须确保数据的安全销毁。
相关责任- 设备管理部门负责制定和执行安全拆解和报废管理制度,并提供必要的培训和指导。
- 设备使用部门负责及时报废设备并提供相关信息。
- 所有员工都有责任遵守安全拆解和报废管理制度,并积极参与相关培训。
法律合规性- 本制度遵守国家和地方的法律法规,确保拆解和报废行为符合法律要求。
- 相关文件和证明文件按法律要求进行保存和归档。
- 如有需要,制度将根据法律变化进行及时修订。
总结本制度为工业设备的安全拆解和报废提供了明确的程序,确保了员工的人身安全和环境的保护,同时符合法律合规要求。
所有相关部门和员工都应积极遵守和落实该制度,共同维护企业的可持续发展。
机械加工过程中减少假废品的措施

机械加工过程中减少假废品的措施作者:胡传松鲍家定来源:《中国新技术新产品》2009年第10期摘要:对于机械零件加工过程中常出现的假废品现象进行了较为细致的分析,提出了判别和减少假废品的方和措施,对于保证加工精度、降低成本有一定实用价值。
关键词:工艺尺寸链;假废品;精度前言在机械加工过程中,经常会出现按工艺尺寸链换算后的工序尺寸进行检验超差的零件在实测各组成环尺寸后仍为合格品的现象--即假废品现象。
假废品的出现增加了加工成本。
减少假废品成为一个重要的工艺问题。
1 假废品产生的原因在单件小批量生产中,零件的尺寸是工人直接试切加工得到的,无需进行尺寸换算。
但是在成批、大量生产时,为提高生产效率,多是按调整法加工。
在机械加工过程中常会遇到按设计尺寸无法测量的情况,此时就必须通过测量其它相关尺寸来间接保证设计要求,即需进行工艺尺寸链的换算。
图1(a)所示为一机床主轴箱体,箱体中I轴和II轴轴承孔中心距为127±0.07mm,在加工过程中该尺寸不便直接测量,常采用游标卡尺直接测量两孔内侧或外侧母线之间距离来间接保证中心距要求。
现拟采用内卡测量两孔内侧母线之间距离,其尺寸为L3。
已知II轴孔直径为¢650+0.030mm,I轴孔直径为¢80 mm。
图1(b)为尺寸链图,其中L0为设计尺寸,是最后得到且为间接保证因此为封闭环。
L1=40mm L2=32.5mm, L3为待求测量尺寸。
按极值法求得工序尺寸L3为54.5 , 公差为0.114mm比设计尺寸公差值0.14mm减小了0.026 mm。
零件加工后若测量尺寸落在54.553~54.459mm之间,则按工序尺寸判为合格,若超出54.553~54.459mm之间则判定为废品。
上述认定废品的依据是经尺寸换算后公差带缩小的工序尺寸,但按该计算结果超差的工件却不一定都是废品。
本例中,如两孔的直径都为公差的上限,即半径尺寸分别为 L1'=32.515mm、L2'=40.002mm则L3的尺寸可以做成L3=54.5-0.087mm,此时此时L0=L1+L2+L3=126.93mm恰好是中心距设计尺寸的下限尺寸。
关于送维修降低公司报废金额改善

运营成本。
减少能耗和资源消耗
02
及时维修可以降低设备的能耗和资源消耗,有助于公司实现可
持续发展目标。
提高员工工作效率
03
减少设备故障和停机时间,可以减轻员工的工作负担,提高他
们的工作效率。
06
结论与建议
Chapter
结论总结
经过对送维修流程的详细分析,我们发现了一些关键问 题,这些问题导致了公司报废金额的增加。
关于送维修降低公司报废金额改善
目录
• 引言 • 报废现状分析 • 维修可行性分析 • 维修策略制定与实施 • 预期效果与收益预测 • 结论与建议
01
引言
Chapter
背景介绍
01
公司近年来面临设备报废金额持续高企的问题,给公司财务带来较大压力。
02
设备维修成本较高,且部分设备维修后性能仍无法满足生产要求,导致频繁更换 新设备,进一步增加了报废金额。
问题陈述
• 如何通过优化设备维修流程,降低设备报废 率,从而降低公司报废金额,提高公司经济 效益。
02
报废现状分析
Chapter
报废原因分析
01
02
03
设备老化
随着设备使用年限的增加 ,设备性能逐渐下降,导 致维修成本增加,最终不 得不报废。
意外损坏
由于操作失误、意外事故 等原因,设备损坏严重, 无法修复。
公司报废金额。
05
预期效果与收益预测
Chapter
预期降低报废金额
减少资产损失
通过及时维修和保养,可以延长资产使用寿命,降低因设备故障 或老化而产生的报废损失。
节约更新成本
减少更换新设备的频率,降低采购成本,同时节省因设备不匹配或 技术不兼容而产生的额外成本。
如何降低报废物品的数量
如何降低报废物品的数量在现代社会中,报废物品已经成为一个严重的环境问题。
大量的废弃物品对环境造成严重的污染,同时也浪费了宝贵的资源。
为了解决这个问题,我们需要采取措施来降低报废物品的数量。
本文将探讨几种有效的方法来实现这一目标。
1. 延长产品寿命延长产品的使用寿命是减少报废物品数量的最直接的途径之一。
为了实现这一目标,制造商可以采用更耐用的材料和制造工艺,确保产品质量的同时,延长其寿命。
消费者也应该选择优质的产品,并妥善保养和使用它们,以延长其使用寿命。
此外,制造商和消费者还可以通过修复和维修来延长产品的使用寿命,而不是立即将其报废。
2. 加强产品回收和再利用回收和再利用废弃物品是降低报废物品数量的重要途径。
制造商应该设计可回收的产品,并建立回收体系,以确保废弃物品得到有效处理。
同时,政府可以出台政策和法规来鼓励和促进废弃物品的回收和再利用。
消费者也应该积极参与废弃物品的回收,将其投放到指定的回收容器中,以便进一步处理和再利用。
3. 提倡共享经济模式共享经济模式可以有效地减少废弃物品的数量。
通过共享经济模式,一个产品可以被多个人共同使用,从而减少了对新产品的需求。
例如,共享办公空间、共享单车和共享汽车等模式都可以减少废弃物品的产生。
政府和企业可以通过支持共享经济模式的发展来进一步推动这一趋势。
4. 推广可持续消费观念鼓励可持续消费观念也是减少报废物品数量的关键。
消费者应该树立环保意识,购买环保产品,避免购买一次性使用的产品。
此外,消费者还可以通过减少浪费和精打细算,避免食物和其他商品的浪费,从而减少废弃物品的产生。
教育机构和媒体也应该加大宣传力度,提高公众对可持续消费的认识和意识。
5. 强化企业责任企业在减少报废物品数量方面承担着重要责任。
企业应该制定并执行可持续发展的战略,优化生产过程,减少废弃物品的产生。
同时,企业还可以开展废弃物品的再加工和再利用,以减少资源的浪费。
政府可以通过奖励和惩罚的方式来引导企业履行社会责任,推动其积极参与减少报废物品的行动。
精加工生产报废措施

精加工生产报废措施1. 简介在精加工生产过程中,由于各种原因,可能会出现产品报废的情况。
为了保障生产效率和产品质量,需要制定相应的报废措施。
本文档将详细介绍精加工生产报废的原因和常见的处理措施。
2. 报废原因精加工生产过程中,导致产品报废的原因主要包括以下几个方面:2.1 加工误差加工过程中出现的误差是导致产品报废的主要原因之一。
加工误差可能是由于设备的不稳定性、操作人员技术不熟练或者材料质量等多种因素综合作用导致的。
2.2 设备故障设备故障也是导致产品报废的重要原因之一。
设备故障可能导致加工参数失控,进而影响产品的质量和尺寸精度,最终导致产品报废。
2.3 材料质量问题材料的质量问题也是导致产品报废的原因之一。
如果使用的材料质量不合格,可能导致产品维度不稳定、表面质量差或者材料性能不达标。
2.4 操作失误操作人员的失误也是导致产品报废的常见原因。
例如,操作不当、参数设置错误或者忽视了关键步骤等,都可能导致产品质量问题,进而导致报废。
3. 报废措施针对上述报废原因,可以采取以下措施来降低产品报废率:3.1 加强质量控制在精加工生产过程中,应严格按照质量控制标准操作,确保工艺参数的控制稳定和产品质量的可靠性。
通过优化加工工艺,减小加工误差,并采取必要的检测手段,及时发现并修正加工过程中的问题。
3.2 设备维护保养定期对设备进行维护保养,确保设备的正常运转和准确度。
及时修复设备故障,避免因设备问题导致产品报废。
3.3 加强材料管理严格控制原材料的质量,确保原材料符合要求,并建立完善的供应商管理体系。
加强对原材料的检测和筛查,杜绝使用不合格原材料。
3.4 培训操作人员加强对操作人员的培训和教育,提高其专业技能和操作水平。
确保操作规程的标准化执行,减少人为因素对产品质量的影响。
3.5 强化岗位责任明确每个岗位的责任和任务,并建立相应的考核机制。
加强对责任人的监督和评估,确保每个环节都能够严格按照规定执行,减少操作失误。
钢板吊钳的报废标准

钢板吊钳的报废标准摘要:一、钢板吊钳的报废标准概述二、钢板吊钳的报废标准详细内容1.钢板吊钳的报废分类2.各类钢板吊钳的报废标准3.钢板吊钳报废标准的实际应用正文:钢板吊钳是工业生产中常用的起重设备之一,它的使用对于提高工作效率和保障工作安全具有重要意义。
然而,钢板吊钳在长期的使用过程中,会因为磨损、老化、损坏等原因导致性能下降,甚至危及安全。
因此,了解钢板吊钳的报废标准,对于及时更新和更换吊钳,确保起重工作的安全进行至关重要。
一、钢板吊钳的报废标准概述钢板吊钳的报废标准主要包括以下几个方面:一是吊钳的磨损程度;二是吊钳的老化程度;三是吊钳的损坏程度。
当吊钳的磨损、老化或损坏程度达到一定的标准时,就需要对吊钳进行报废处理。
二、钢板吊钳的报废标准详细内容1.钢板吊钳的报废分类钢板吊钳的报废主要分为两类:一是强制报废,即吊钳达到规定的报废标准,必须进行报废处理;二是建议报废,即吊钳未达到规定的报废标准,但已经出现明显的性能下降,建议进行报废处理。
2.各类钢板吊钳的报废标准各类钢板吊钳的报废标准主要包括以下几个方面:(1)对于普通钢板吊钳,当其磨损程度达到名义尺寸的5% 时,应进行报废处理;(2)对于合金钢板吊钳,当其磨损程度达到名义尺寸的10% 时,应进行报废处理;(3)对于吊钳的其它部件,如吊耳、螺纹等,当其损坏程度达到一定的标准时,也应进行报废处理。
3.钢板吊钳报废标准的实际应用在实际工作中,钢板吊钳的报废标准的应用主要体现在以下几个方面:(1)定期检查吊钳的磨损、老化、损坏情况,及时发现吊钳的性能下降;(2)根据吊钳的性能下降情况,及时进行报废处理,确保起重工作的安全进行;(3)合理制定吊钳的保养计划,延长吊钳的使用寿命,降低吊钳的报废率。
总之,钢板吊钳的报废标准对于确保起重工作的安全进行具有重要意义。
明锐刹车卡钳支架拆卸教程
明锐刹车卡钳支架拆卸教程在日常驾驶中,汽车刹车系统的性能对行车安全起着至关重要的作用。
而刹车系统中的卡钳支架则是刹车系统中的一个重要组成部分。
本文将为大家介绍明锐刹车卡钳支架的拆卸教程,帮助车主更好地了解车辆的刹车系统,并掌握一些简单的维修技能。
首先,拆卸明锐刹车卡钳支架前,需要将车辆稳妥停放在平坦的地面上,并拉紧手刹,以确保车辆的固定性。
第一步,使用牙刷或刷子清洁卡钳和刹车片。
刹车片上可能会附着有灰尘或污垢,用刷子清洁后,可有效提高刹车片的工作效能。
第二步,准备好工具和备件。
拆卸卡钳支架所需要的主要工具有车轮扳手、扳手、螺丝刀等。
此外,备一些清洁剂和润滑剂也是必要的。
根据车辆的型号和年份,备件可能有所不同,需要提前查询明锐刹车系统的规格和配件信息。
第三步,开始拆卸卡钳支架。
首先,使用车轮扳手将车轮螺丝松开,以便以后更容易拆卸轮胎。
然后,使用千斤顶将车辆抬起,并将支撑档块放置在车辆下方,确保车辆的安全。
第四步,拆卸卡钳支架的螺栓。
通常,卡钳支架的螺栓位于卡钳的顶部或侧面,使用扳手和螺丝刀来拆卸螺栓。
在拆卸过程中,需要注意力量的适度,以免损坏卡钳或螺栓。
第五步,拆卸卡钳和刹车片。
拆下卡钳支架后,可以看到卡钳上的刹车片。
使用扳手或螺丝刀将刹车片松开,并小心地将其从卡钳上取下。
在拆卸过程中,需要注意刹车片的位置和方向,并留意刹车片的磨损情况。
第六步,清洁和润滑。
拆卸下来的卡钳支架可以清洗并涂抹适量的润滑剂,以确保刹车系统的顺畅运作。
使用清洁剂将卡钳和刹车片上的污垢清洗干净,并用干净的布擦拭干燥。
第七步,安装新的刹车片和支架。
在装配新的刹车片时,需要确保其与卡钳和刹车盘的接触面均匀,并且正确安装在卡钳支架上。
安装卡钳支架时,先将螺栓固定,然后 tighten the bolts gradually in a diagonal pattern,以均匀分布力量,避免扭曲或损坏卡钳。
第八步,安装轮胎并将车辆放下。
制动器卡钳铣干涉夹具巧改善解急难

制动器卡钳铣干涉夹具巧改善解急难在机械加工生产中,制动器是一种重要的零件,常用于车辆和机械设备上。
而制动器卡钳,则是制动器系统中的一个重要部件,它能够控制车辆或设备的制动效果。
但是,在制动器卡钳的制作中,往往会出现卡钳铣干涉的情况,使得卡钳不能正常工作,甚至产生危险。
因此,我们需要一种有效的解决方案,来解决这一问题。
本文将介绍一个“制动器卡钳铣干涉夹具巧改善解急难”的方案,这是一种简单而实用的方法,可帮助您轻松解决制动器卡钳铣干涉问题。
首先,我们需要明确卡钳铣干涉产生的原因。
通常,铣削刀具在进行铣削时,设备会因为误差而产生一定的偏差,这会对卡钳的安装位置、尺寸以及形状产生影响。
这些偏差可能会导致卡钳无法正常工作,甚至产生影响车辆安全的隐患。
因此,我们需要对制动器卡钳铣干涉进行特别处理。
针对以上问题,我们可以通过一种特殊的夹具,来解决制动器卡钳铣干涉问题。
这种夹具可以在卡钳安装前,对卡钳进行精密测量,然后将其与对应夹具精密安装,以确保卡钳能够正常工作。
这种夹具能够精确控制卡钳的尺寸、位置和形状,使卡钳能够正确安装,同时,确保卡钳不被偏差所影响。
此外,这种夹具还能够防止切削刀具在铣削时产生过多的侧向压力,减少卡钳的干涉情况。
这种特殊的夹具可以在机械加工过程中大量节省时间和金钱。
它可以在卡钳的设计初期使用,因为它能够提供高精度、高鲁棒性的解决方案,可确保卡钳在不同的制造条件下均能正常工作。
此外,这种夹具的工作原理非常简单,只需将卡钳摆动到特定位置,并使用轻力推入特殊的夹具内即可。
通过采用这种简单而实用的夹具解决卡钳铣干涉问题,可以有效地提高工作效率和生产率,节约时间和成本。
而这种夹具还可以保证卡钳在安装后能够正常工作,在保证质量的同时,还能防止卡钳运行时产生危险,保障车辆和机械设备的安全性。
综上所述,制动器卡钳铣干涉夹具巧改善解急难的方案,可视为是一种非常有效的方法。
它可以有效地解决卡钳铣干涉问题,提高生产效率和工作质量,同时确保车辆和机械设备的安全性。
某汽车制动器支架扭转刚度有限元分析
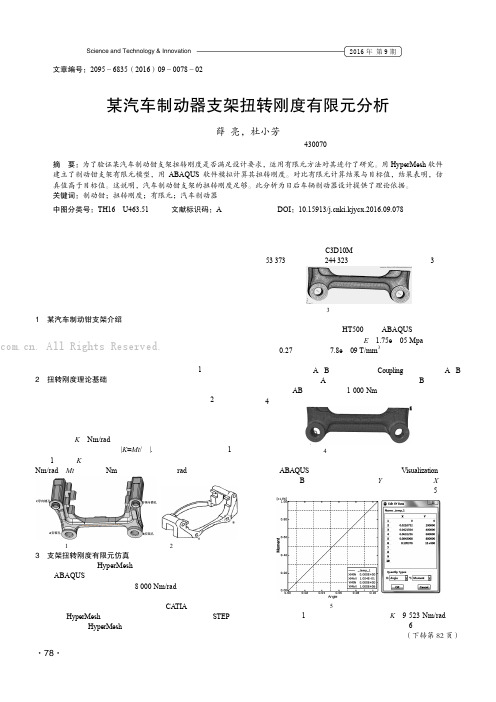
文章编号:2095-6835(2016)09-0078-02某汽车制动器支架扭转刚度有限元分析薛 亮,杜小芳(武汉理工大学汽车工程学院,湖北武汉 430070)摘 要:为了验证某汽车制动钳支架扭转刚度是否满足设计要求,运用有限元方法对其进行了研究。
用HyperMesh软件建立了制动钳支架有限元模型,用ABAQUS软件模拟计算其扭转刚度。
对比有限元计算结果与目标值,结果表明,仿真值高于目标值。
这说明,汽车制动钳支架的扭转刚度足够。
此分析为日后车辆制动器设计提供了理论依据。
关键词:制动钳;扭转刚度;有限元;汽车制动器中图分类号:TH16;U463.51 文献标识码:A DOI:10.15913/ki.kjycx.2016.09.078汽车制动性能是影响汽车行驶安全的重要指标。
制动钳支架是轿车盘式制动器的一部分,它是汽车制动时制动力的承载者,但却是一个容易被人忽略的部件。
制动钳支架的扭转刚度是盘式制动器的重要力学性能指标,扭转刚度过低,容易导致汽车制动时支架出现较大变形,制动力矩分配不均,制动噪声过大,进而影响行车安全。
在汽车设计中,试验法是研究刚度的传统方法,但是,随着计算机辅助设计技术的成熟,越来越多的国内外专家在汽车设计中运用计算机仿真方来代替试验法,从而降低成本,缩短设计时间,节省大量的资金。
因此,本文对某汽车的制动钳支架进行了有限元仿真模拟。
1 某汽车制动钳支架介绍浮动钳盘式制动器的制动钳和支架是滑动接触的,制动钳附着在支架上滑动,而制动摩擦片与制动钳固定在一起。
制动时,在液压的作用下,活塞将摩擦片推至滑出,制动盘与摩擦片形成摩擦副,摩擦片对活塞的反作用力使制动钳发生轴向滑动,最终使制动盘两边的压力达到动态平衡。
制动钳支架的几何模型如图1所示。
2 扭转刚度理论基础汽车在某些工况下制动时,制动钳支架会受到绕安装孔轴线转矩的影响,使支架发生扭转变形,受力情况如图2所示。
在此,可以用扭转刚度评价结构抵抗这种变形的能力,具体计算方法是:假设卡钳支架是一个直杆,并且具有均匀的扭转刚度,然后根据材料力学教材中的公式计算扭转刚度。
工具报废及处置方案怎么写

工具报废及处置方案怎么写工具作为生产力的一种重要手段,不同于消耗品,其具有很长的使用寿命。
但是随着时间的推移,部分工具会因为各种原因导致不能继续使用,这时候,我们就需要采取合适的方式进行报废和处置。
本文将介绍工具报废及处置方案应该如何进行撰写,以及需要注意的细节。
工具报废的原因工具报废的原因有很多种,最主要的有以下几点:•工具的寿命到期:随着使用时间增长,工具的磨损和老化程度也会增大,达到一定程度后,就不能再继续使用了。
•工具的失灵:在使用过程中可能会出现工具失灵的情况,例如电机烧坏、传动装置损坏等,这时候就无法继续使用该工具了。
•工具的升级:随着科技的不断发展,新型工具的性能往往会比旧型工具更为优越,这时候就需要将旧型工具报废,更新为新型工具。
工具报废及处置方案的撰写在进行工具报废及处置方案的撰写时,我们需要考虑以下几个因素:1.报废的标准:根据不同的工具种类和使用环境,我们会制定不同的报废标准。
比如,对于铁锤等手工工具,其磨损和老化程度相对较慢,可以使用较长的时间,而对于电钻等电动工具,由于使用强度较大,磨损和老化程度比较快,报废标准就应该相对较高。
2.报废的流程:在报废工具的过程中,我们需要制定完整的报废流程,包括报废前的检查、报废标准的严格执行、报废的记录和汇总等,确保所有工具的报废都有据可查,避免后续产生问题。
3.处置的方式:对于废弃的工具,我们需要采取合适的方式进行处置,例如回收利用、销售、退库等,需要对其进行分类并详细说明。
撰写工具报废及处置方案时,需要考虑到以上因素,并且遵守相应的法律法规和公司规定,确保方案的可行性和合法性。
需要注意的细节在进行工具报废及处置方案的撰写时,还需要注意以下几个细节:1.简明扼要:文字表达要简练明了,避免出现过于冗长或纷繁复杂的语句,方便读者快速理解。
2.充分考虑:需要考虑到所有可能出现的情况,以及相应的处置办法,避免出现考虑不充分的情况。
3.具体可行:方案一定要具体、可行,注重实用性和可操作性,避免流于泛泛之谈,不切实际。
明锐刹车卡钳支架拆卸教程
明锐刹车卡钳支架拆卸教程
明锐刹车卡钳支架拆卸教程
如果您需要更换或维修明锐的刹车卡钳支架,以下是拆卸步骤的简要说明。
这仅适用于明锐前轮刹车卡钳支架。
所需工具:
- 气动扳手或扳手套筒
- 大号扳手
- 橡胶锤
步骤1:将车辆停放在平坦的地面上,并确保紧急刹车松开。
步骤2:找到车轮附近的刹车卡钳,它位于刹车盘的顶部,两边都有。
步骤3:使用适当大小的扳手套筒或气动扳手拆下轮胎上的螺栓,以解除刹车盘。
步骤4:使用大号扳手松开刹车卡钳支架上的两个螺栓。
这些螺栓通常位于卡钳支架的顶部和底部,用于固定卡钳支架。
步骤5:使用橡胶锤轻轻敲击卡钳支架,以松动它。
请确保松动力度适度,以免损坏刹车系统的其他部件。
步骤6:一旦卡钳支架松动,您可以将其从刹车盘上取下。
重要提示:
- 在拆卸刹车卡钳支架之前,请确保已放松刹车系统中的压力。
您可以轻踩刹车踏板数次以实现此目的。
- 在拆卸刹车卡钳支架之前,确保您有足够的经验和技能。
如果您不确定自己是否能完成此任务,最好请专业技术人员进行拆卸和安装。
- 在重新安装卡钳支架之前,确保清洁刹车盘和其他相关组件,以确保良好的连接并避免未来的问题。
这是一个简要的明锐刹车卡钳支架拆卸教程,以帮助您进行基本的维护和更换。
拆卸刹车卡钳支架需要一定的技术和经验,如果您不
确定自己的能力,最好寻求专业人士的帮助。
切记安全第一,并遵循所有相关的安全操作。
车辆卡钳问题解决方案

车辆卡钳问题解决方案车辆卡钳是汽车制动系统中的一个重要组成部分,负责制动车轮以达到减速、停车的目的。
然而,车辆卡钳在长期使用中可能会出现一些问题,需要及时进行解决以确保行车安全和制动性能。
本文将介绍车辆卡钳常见问题及其解决方案。
一、车辆卡钳常见问题1.卡钳油尘堵塞随着汽车使用时间的增长,车辆卡钳内部会积累大量的油尘和污垢,导致卡钳无法正常工作。
具体表现为制动不灵敏或制动失效。
2.卡钳内部缺陷车辆卡钳内部的零件会因受力影响或其它原因而产生裂纹、变形等缺陷,此时卡钳失去其本来的刹车效能,行车安全问题随之产生。
3.卡钳阻塞车辆卡钳工作时会产生高温和高压力,长时间使用可能会导致卡钳内部发生阻塞,刹车失效,车辆出现严重安全隐患。
4.刹车时异响车辆在行驶过程中,如果发现刹车时存在异常响声,那么很可能是卡钳柔性管路橡胶老化或防尘罩破损所引起的,此时需要对车辆进行检查和维修。
二、车辆卡钳问题解决方案针对不同的车辆卡钳问题,有不同的解决方案,我们可以根据具体情况进行选择。
下面我们将针对车辆卡钳常见问题提供解决方案:1.卡钳油尘堵塞如果是卡钳油尘堵塞,可以通过以下方法进行解决:•清洗:将卡钳拆卸,清洗卡钳内部的污垢和油渍,并对卡钳内部零件进行检查和清理。
•更换:如果清洗不彻底或卡钳本身存在磨损、局部腐蚀等问题,需要更换全新的卡钳。
2.卡钳内部缺陷如果是卡钳内部缺陷,需要将卡钳进行更换,一般不能进行修复。
3.卡钳阻塞如果是卡钳阻塞,可以通过以下方法进行解决:•借助气动刹车清洗器清洗卡钳;•靠专业人士用热水清洗卡钳,然后上涂耐高温脂;•更换卡钳。
4.刹车时异响如果是刹车时异响,可以通过以下方法进行解决:•更换卡钳柔性管路橡胶及防尘罩;•用防水刹车片代替原刹车片;•对车辆进行调整和改装,以降低刹车时的响声。
三、注意事项在维修卡钳前,需要注意以下事项:1.安全第一,维修车辆前一定要停好车,拉起手刹,并卸下车轮。
维修车辆时一定要佩戴防护手套、口罩等个人防护用品。
车辆卡钳改造方案怎么写

车辆卡钳改造方案怎么写1.背景介绍车辆卡钳是车辆制动系统的重要组成部分,对行驶安全具有重要的保障作用。
但是,普通的车辆卡钳易受到磨损和高温的影响,降低了制动系统的效率,甚至会导致发生故障。
为了保证汽车高效安全的行驶,有必要对车辆卡钳进行改造和升级。
本文将介绍一些可行的车辆卡钳改造方案。
2.改造方案2.1 更换高性能卡钳更换高性能卡钳是车辆卡钳改造的常见方法。
高性能卡钳采用铝合金制造,具有更好的散热和耐磨损性能,能够有效地提高汽车制动的效率。
同时,高性能卡钳还有更好的外观设计,可以在车辆外观上提高档次。
2.2 安装卡钳散热盘安装卡钳散热盘是车辆卡钳改造的另一种方法。
卡钳散热盘采用铝合金材质制造,可以增加公路安全性,防止制动过程中出现高温现象,保持制动系统的效率不降低。
与更换高性能卡钳相比,安装卡钳散热盘的成本较低,同时车辆外观不会产生太大改变。
2.3 调整卡钳间隙调整卡钳间隙是改进汽车制动性能的最低成本方案之一。
卡钳间隙是卡钳与制动碟轮之间的距离,在正常情况下应该适当调整以保证卡钳与碟轮之间良好的接触,以提高汽车制动的效率。
卡钳间隙过大或过小,将会影响制动效能,甚至影响安全行车。
2.4 安装高级衬垫安装高级衬垫是汽车制动改进的另一个可行方案。
高级衬垫有着更好的耐磨损性能和更强的制动能力,同时可以在制动过程中减少噪音的产生,提高驾乘的舒适性。
市场上有各种材质的高级衬垫可供选择,消费者可以根据自己的需求来选择。
3.总结车辆卡钳改造是提升汽车制动性能的一种重要方法。
不同的车辆使用不同的改造方案,可以根据车辆的实际情况来选择。
无论选择哪种方案,车主都应该选择合适的材质和档次,以确保安全性和长期的使用效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A:1 原材料质量不稳定 Casting quality is not stable
˙˙˙˙˙˙
B:1 部分W尺寸过程能力无法达到1.33
Some “W” dimension CPK can not achieve 1.33
˙˙˙˙˙˙
C:1 支架B面加工报废率较高
这是我的项目关注点 This my project focus
Anchor B load scrap is higher
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
7
3. Process Flow – SIPOC
Suppliers 供方 HR CHR
JSM /SSH IE
ZISS
Inputs 输入 Operator 4-Station Casting WI Measurement
Process 过程
Anchor B Load
Machining
Outputs 输出
Anchor after B load CMM report
Department Name | Author Name © CHBSC
6
2.Customer Requirements – CTQ tree CTQ 树
VOC
Key topic
CTQ tree
Anchor machining problem
Casting Quality 原材料质量
CPK 过程能力
加工面台阶报废 Step on the end surface of fixing hole
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
4
1. Project Statement项目描述
500 0
Project PPM Mission Statement
2,051 1800
TRW, 1800
950
TRW是我们的主要竞争对手 TRW is our major competitors
Baseline
Goal
Sender Information Internal
10 August 2019
PPM
项目负责人Project Leader
改善之前值(基准值)Before Value(base line)
2051
改善目标值Target Value
基准值统计起止日期Baseline data collect start and end date 起From
2018/11/1
止To
预测版本Forcast version
2
1. Project Statement项目描述
› Anchor Machining Process Introduction支架机加工艺介绍
支架B面加工机床(四工位加工中 心)Anchor B Load Machining (CHR 4 Station Machine)
支架A面加工机床(畅尔拉削加工 中心)Anchor A Load Machining
February
March
April
May
June
W1 W2 W3 W4 W1 W2 W3 W4 W1 W2 W3 W4 W1 W2 W3 W4 W1 W2 W3 W4
Define
Planning Actual
Planning Measure
Actual
Planning Analyze
Actual
Planning Improve
2019/1/31 2377802 2019/7/17 2020/7/1
NA
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
11
Measure Phase测量阶段
5. Data Collection数据收集
NA
折旧年限 Depreciation years
简述计算的基本逻辑(见注释)Brief
introduction
to
the
basic
logic
of
calculation(
年划节约=(改善前PPM-改善后PPM)/(1000000)*单件报废成本*项目结束后12个月产量 年划节约=(2051-950)/1000000*16.5*2377802
10 August 2019
Department Name | Author Name © CHBSC
5
1. Project Statement项目描述
› Mission Statement (Baseline & Goal)愿景描述(基准线&目标)
PPM
2,500 2,000 1,500 1,000
Actual
Planning Control
Actual
Note:
Planning Actual
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
10
4.Business Case – Potential Saving潜在节约
FC 6+6
项目结束过后12个月的预测量12month forcast Volume
预计项目结束日期 Estimated project closed date
2019/6/30
计算日期Calculate date
项目收益期 起From
2019/7/1
止To
项目总投资Total project investment
3 Boring the base hole of fixing holes
4 Taping the fixing holes
7 Unloading and visual check
Sender Information Internal
6 Taping the piston holes
5 Boring base and milling end surface of piston holes
Bitte decken Sie die schraffierte Fläche mit einem Bild ab. Please cover the shaded area with a picture. (24,4 x 7,6 cm)
Business Unit Hydraulic Brake Systems
(Tango Broach Machine)
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
3
1. Project Statement项目描述
› Anchor B Load Scrap type Introduction支架B面报废类型介绍
3. Process Flow过程流
-SIPOC
4. Business Case商业案例
-Project Team项目团队 -Project Schedule项目计划 -Potential Saving潜在节约
Sender Information Internal
10 August 2019
Department Name | Author Name © CHBSC
10 August 2019
Department Name | Author Name © CHBSC
14
Analyze Phase分析阶段
7. Identification of Potential Causes
8
4.Business Case – Project team项目团队
IE engineer:xxx
Champion: xxx
Project Leader:xxx
我需要他的技术支持 I need his technical support
Maintenance Supervisor:xxx
Line leader:xxx
项目潜在年化节约计算(项目启动阶段)Project Potential Annualized Cost Saving Calculation(Project kick off )
项目名称Project Title
Reduce the Anchor B Load Machining Scrap
项目指标Project Metric
刀检导致加工不全 Incomplete processing
装夹不良导致过切 End surface of fixing hole overcut
安装孔对称度超差报废 Fixing holes deviation
活塞孔偏移报废 Piston holes deviation
震刀纹报废 Shake marks on fixing hole
1. Project Statement项目描述
-Background背景 -Problem Statement问题描述 -Mission Statement (Baseline & Goal)愿景描述(基准线&目标)
2. Customer Requirements客户要求
-CTQ Tree CTQ树