QC成果减少邯钢连铸连轧厂麻点缺陷率
QC成果降低棒二分厂连轧区域电气故障率

2020年5月29日星期五
•
• 2007年7月 宝钢特材条钢厂 从国外引进了一 条高温合金棒材 连轧生产线,连 轧机形式为16连 轧,机架成45度 角布置,重点生 产军工产品。
•课题背景
•
• 从2011年开始, 由于市场需求,公 司产品结构调整等 因素,棒二分厂普 通钢种的生产比例 加大。军品主要为 无水轧制,普通钢 种为有水轧制,造 成现场的空气湿度 会明显增加。
•
•选题 •理由
•现场 •调查
•目标
•原因 •分析
•要因 •确认
•制定 •对策
•对策 •实施
•效果 •检查
•标准 •化
•下步 •打算
• 目标值确定为将电气故障率由原来的4.98%下降至0.76%。
•
•选题 •理由
•现场 •调查
•目标
•原因 •分析
•要因 •确认
•制定 •对策
•对策 •实施
•效果 •检查
• 2.制定要因确认计划表:
•
•选题 •理由
•现场 •调查
•目标
•原因 •分析
•要因 •确认
•制定 •对策
•对策 •实施
•效果 •检查
•标准 •化
•下步 •打算
•3.要因确认:
•×
• 在4月20日以前,对现场连轧线航空盒扣子进行了调查,合计检查 了全部的16机位航空扣子的完好情况,统计表显示全部完好。计算后( 16台-16×100%=0,符合标准≤20%的损坏标准。
• 计算表1显示,下降电气故 障停机时间的80%,是无法完成 设管室2011年对作业区设备故障 停机时间的考核指标480分钟/月 。
•
河北钢铁股份公司邯郸分公司连铸连轧厂“”机械伤害事故

河北钢铁股份有限公司邯郸分公司连铸连轧厂“3·18”机械伤害事故一、事故发生企业概况事故发生单位为邯钢连铸连轧厂。
连铸连轧厂设有安全生产技术科、设备动力科、武装保卫科和综合办公室等4个科室和连铸车间、轧钢车间、精整车间、维修车间和运行车间等5个车间,共有员工557人。
其主要生产工艺为:薄板坯连铸连轧,产品为钢卷板。
事故发生的地点位于连铸连轧厂精整车间钢卷打捆机处。
二、事故发生经过与救援情况3月18日16时,连铸连轧厂精整工段甲班班长谭新衡组织所属人员进行生产作业。
作业内容为:将从生产线下线的钢卷吊运到精整车间运输链后,经过开卷、平整、分卷和再次卷起后到打捆机处进行打捆入库;17时20分左右,谭新衡发现1号步进梁运送的钢卷到达打捆机处后打捆机不工作,于是就打电话告知负责维修打捆机的机械班维修工冯文军打捆机发生故障;17时30分左右,谭新衡看到冯文军来到现场,就从主控室走到打捆机旁的操作面板处,配合冯文军检修打捆机。
冯文军在打捆机两侧查看了一会,就站在打捆机机头西侧继续检查;17时40分,打捆机机头突然动作,将冯文军挤压在钢卷和机头之间。
站在打捆机旁操作面板处的谭新衡看到这一情况,立即按下操作面板上的打捆机急停按钮并呼叫附近人员前来救助。
稍后,谭新衡与先后赶来的付洪涛、赵崇先合力将打捆机机头扳回原位,把冯文军救出后送往邯钢医院抢救,冯文军经抢救无效于当日18时40分死亡。
三、事故发生的原因和性质(一)事故直接原因。
机械维修工冯文军违反规定检查、判断打捆机故障,由于其站位不当,当打捆机机头突然动作时,将冯文军挤压在打捆机机头和钢卷之间,致使其受伤死亡。
(二)事故间接原因。
1.安全培训教育不到位。
对员工的安全教育流于形式,职工安全意识薄弱,长期存在违规作业现象。
2.安全管理不到位。
连铸连轧厂安全管理人员不足,日常安全监管检查工作不到位。
(三)事故性质。
事故调查组认定,该事故是一起因违章作业而造成的一般生产安全责任事故。
优秀获奖QC课题-降低桥式起重机故障率

累计(%)
1000 800 600 400 200 0
80
87
92
97
100
重量显示故障
传动机构故障 限位、开关故障
钢丝绳报废
其他故障
120 100 80 60 40 20 0 故障时间(h) 累计(%)
制图人:XXX, 制表时间 :2016.3.15
问题点 桥式起重机重量显示故障影响分段显示的实际重量和联抬 时各桥式起重机重量的分布情况,影响分段制作的效率, 以及吊装的安全性,所以解决此故障刻不容缓。
XX
2016.4.20
2
查看线路板,超载 超载常闭触点无其他触点串 超载触点直接外接 触点有无限制,是 现场检查 联合厂房 入,电源断开对其无影响。 否直接外接 工作环境温度过高 温度是否在说明书标准范围 测量显示屏工作环 现场测量 联合厂房 境温度 低于60℃以下。
XXX
2016.4.25
3
XX
2016.4.28
188
166
137
128
119
102
840
制表人:XX ,制表时间:2016.3.30
结论:通过以上数据进行计算得出桥式起重机重量显示的故障率为 840h/13023h*100%=6.45%。
二、现状调查
现状调查二:
以上6个月桥式起重机重量显示故障台时为840小时,小组成员查阅维修记录,对 重量显示故障原因作出了如下统计,并做出了排列图:
1、切割区电磁吊的额定重量20T,从切割区单次运输的切割后钢板托盘重量不能 超过20T,小于标准32T。
切割区电磁吊
切割区 后钢板 及托盘
桥式起重机吊装托盘
确认地点:联合厂房 确 认 人:XXX 确认时间:2016.5.20
QC小组活动成果发布降低GM-BSC21-26型给煤机故障率(锅炉送粉班)

降低GM-BSC21-26型给煤机故障率探路者QC小组小组名称探路者QC小组成立日期2010-02-01 发布人秦军毅所在部门华电潍坊发电有限公司小组类型现场型组长葛卫波注册号001-2010 登记日期2010-02-01 P成员人数11人TQC教育学习情况人均48学时活动次数4次/月活动时间1年小组成员姓名性别年龄文化程度职务及职称项目分工刘升刚男39 大专锅炉主任指导王玉亮男47 大专锅炉副主任指导范晓明男37 大专专工技术指导辛志刚男34 大专专工技术指导李斌男39 大专专工技术指导葛卫波男37 大专班长组织协调王洪斌男32 大专副班长项目实施刘文德男45 中专工作负责人项目执行公伟男40 中专工作负责人项目执行孙传亮男36 中专工作负责人项目执行秦军毅男35 大专技术员组织实施二、选题理由:华电潍坊发电有限公司二期#3、4炉配臵的24台给煤机是由沈阳华电电站工程有限公司生产的GM-BSC21-2型称重式计量给煤机,其作用是根据锅炉负荷及磨煤机的需要,调节给煤量,把原煤均匀的送入磨煤机。
自201(年二月以来,公司#3、4炉给煤机发生故障较多,多次出现给煤机运行中断事故,锅炉检修人员常常半夜三更都被叫到公司里抢修给煤机。
由于给煤机故障频发,使锅炉运行工况变化频繁,锅炉经济性极差。
这对于企业内部挖潜增效极为不利。
我们锅炉探路者QO小组积极响应公司近年提出的“内部挖潜增效活动”确定本次课题名称为一一降低GM-BSC21-2型给煤机故障率。
三、活动简况:表一:QC小组活动简况表制表人:秦军毅制表时间:2011.02制四、现状调查与分析针对所选课题,QC小组成员按计划利用一个月的时间对#3、4炉给煤机故障原因进行了调查,根据班组2008年三月至2010年三月给煤机设备检修记录得知24台给煤机两年来共发生故障1087次,需要停磨煤机检修的有247次(给煤机故障引起得频繁启、停磨煤机,会造成厂用电增加和运行参数的波动,进而使锅炉效率下降),计算后得出,需停磨煤机检修平均5.15台次/年,我们总结了给煤机常见故障原因如下表:表二:给煤机常见故障列表2 给煤机皮带卡涩、拒动5 0.45% 涨紧机构未涨紧或滚筒沾煤较厚3给煤机电机及减速箱震动大7 0.6% 需及时处理4 给煤机皮带打滑100.9% 需及时处理5 给煤机清扫链断裂15 1.4% 需停磨处理6 给煤机调节丝杆脱扣21 1.9%造成皮带无法调节,需停磨处理7 给煤机被动滚筒磨损严重54 4.9% 磨损后发生轴向位移,极易造成皮带裙边与两侧金属框架划伤直至报废,需及时处理,8 给煤机异物卡塞187 17.2% 严重时需要停磨煤机处理9给煤机清扫器主动轴处漏粉245 22.5% 影响现场文明卫生和设备经济性10 给煤机清扫器卡涩、拒动258 23.7% 需及时调整11 给煤机皮带跑偏282 25.9% 需及时调整合计1087 100%图一:故障比例图制表人:秦军毅制表时间:2010.03制I故障1IB故障2 丨故障3I故障4 'I故障5 ■故障6 'I故障7 ■故障8 ■故障9 -I故障10 L故障11图二:主要故障比例图故障1故障2故障3故障4故障5—故障6故障7 _1故障8故障9故障10故障11制表人:秦军毅制表时间:2010.03制由以上图表可以看出,序号为& 9、10、11四种类型的故障占比例较大,接近90%如能有效解决这四种故障,就让大幅降低给煤机故障率成为可能。
运用QC方法提高成品风管加工制作的质量

运用PDCA循环方法提高成品风管加工制作的质量“威斯汀酒店”QC小组作者:××西安威斯汀博物馆酒店项目部运用PDCA循环方法提高成品风管加工制作的质量随着市场经济的不断完善,人们对建筑产品的质量要求提高了认识。
机电安装工程能否一次通过中间验收,体现我们的技术措施和管理水平。
因此机电安装工程施工质量在一定程度上影响公司的形象。
西安威斯汀博物馆酒店项目部决定成立QC小组,针对提高该项目机电安装工程中成品风管加工制作的质量,消除风管加工制作中铆钉脱落、风管法兰连接不方、风管法兰翻边宽度不一等一些质量通病,从而顺利一次通过中间验收,树立公司形象。
一、小组简介小组名称威斯汀酒店QC小组本次课题提高成品风管加工制作的质量活动时间2010年9月20日-2010年11月12日成立时间2010年9月15日课题类型现场型小组人数5人小组组长××活动频率7天/1次人均QC教育6小时小组口号追求品质创造价值姓名性别部门职务组内分工××男工程技术部小组组长全面负责项目统筹、协调,总结规划。
××男质量安全部组员负责指导课题选定、制定对策、设定目标。
××男工程技术部组员负责对影响成品合格率的问题进行原因分析,制定对策实施。
××男施工生产部组员负责现场调查、数据收集、效果检查。
××男施工生产部组员负责现场调查、数据收集、对策实施、原因分析、巩固措施。
二、活动计划三、课题选定根据合同要求,我司所承建的威斯汀博物馆酒店综合机电安装工程质量总体目标为符合国家和行业现行验收标准,确保一次性验收合格,确保获得西安市优质安装工程(长安杯),争创“鲁班奖”。
为了保证该目标的最终实现,在工程开工不久,经项目部开会讨论决定,成立QC活动小组,严格控制施工生产中各个环节所产生的质量通病,保证分部分项工程一次验收合格率100%。
QC成果降低1930铸机漏钢报警率

1930铸机宽、窄面一冷水进回水温差,1月23~30日,对铸机拉速为1.0m/min时,1930
铸机结晶器宽、窄面一冷水宽、窄面回水温度变化开展现场调查见表6:
表6:优化前一冷水宽、窄面温差
进水温 度
28.5
内弧回 水温度
32.2
内弧温 差
3.7
外弧回 水温度
32.3
外弧温 差
3.8
左侧回 水温度
34.3
左侧温 差
5.8
右侧回 水温度
35
右侧温 差
6.5
28.6
32.6
4
32.5
3.9
34.1
5.5
35
6.4
时间:1月23日~30日 地点:浇钢平台 负责人:赵启云
是否要因:是
末端原因:
2
插入深度不合理
标准(目标):水口的最优插入深度为125mm~175mm
确认方法: 现场测量
验证过程:浸入式水口插入越深,对于坯壳(尤其是初生坯壳)冲击洗涮的力度越 大,也不利于保护渣的熔化效果,从而容易引起初生坯壳与结晶器铜板之间的粘结,结 合重庆大学《结晶器水口水模实验报告》,浸入式水口的最优插入深度为125mm~ 175mm控制,为调查时间段1与时间段2的浸入式水口插入深度,对换下水口的插入深度 进行了现场测量(见图表6)。
粘连的几率。
图5:浸入式水口中夹杂
图:6:浸入式水口中夹杂
时间:1月1日~10日 地点:浇钢平台 负责人:冯松
是否要因:是
末端原因:
6
操作技能差
确认方法: 现场检查
标准(目标):按照培训科要求,职工总体记录进行调查,发现全车间的职工整体参培率为100%, 小组成员对在岗的36名职工理论知识和操作技能进行摸底考试,合格率仅为90%,能满足 要求。
QC成果降低轧制油消耗

撇油能力≥机械油漏油量
李能钢、赵刚
2011.3.15
3
排杂油方式不合理
现场调查循环系统排杂油 情况
现场调查系统排杂油是否 有效,排杂油后的乳化液 皂化值是否满足工艺标准
皂化值≥150mgKOH/g
刘光辉 2011.2.28
4
反冲洗过滤系统无 现场调查反冲洗过滤系统
回收
合理性
现场调查反冲洗过滤器冲 洗后的乳化液有无回收
武钢股份冷轧总厂二酸轧车间 “舞龙”QC小组
降低轧制油消耗
课题类型
现场型
2010年12月29日
活动时间 2011年1月-2011年10月
11人
QC教育时间 年人均组内分工
专科
乳化液班长
组长
全面负责
本科
质量主管
组员
要因分析
本科
主任助理
组员
组织策划
本科
乳化液主管
组员
工艺改进
反冲洗乳化液排放量为0
罗军
2011.3.31
5
操作人员技能不达 标
调查职工操作技能水平
调查人员持证上岗情况
100%职工获得高级工以上 证书
李名钢
2011.2.28
6
工艺纪律违规
调查操作人员工艺纪律执 调查操作人员有无工艺纪
行情况
律违规现象
工艺纪律违规为0
肖晟
2011.2.28
7
磁棒过滤器功能不 现场调查磁棒过滤器功能 现场跟踪磁棒过滤器功能
2010年6月轧制油消耗达到0.282kg/t的最好 水平。
四、目标设定
一年预计可减少工艺原
材料成本4.76%,完成 厂部下达的3%目标
邯钢2250mm生产线减少麻点麻面实现高速钢轧辊使用

邯钢2250mm生产线减少麻点麻面实现高速钢轧辊使用作者:陈福兰来源:《商品与质量·学术观察》2013年第08期摘要:自2008年建厂以来麻点麻面缺陷一直是困绕表面质量提高的难题,为了降低麻点麻面一级品改判率、提高带钢表面质量、降低质量损失,因此研究解决了这一难题,同时实现了高速钢轧辊的正常使用。
关键词:麻点麻面化学成分高速钢轧辊简介邯钢集团邯宝公司热轧厂拥有一条具有当代国际先进水平的2250mm常规热连轧带钢生产线,年设计产能450万吨。
热炉由法国斯坦因公司设计,主轧线由德国西马克公司设计配以日本TMEIC公司电气控制系统。
整条生产线采用了加热炉数字化燃烧、定宽机大侧压、中间坯边部加热、精轧机组多手段板型控制和大功率交直变频传动等先进技术,具有轧机轧制能力大、生产工艺先进、设备配置合理、轧机能力大和控制手段齐全等特点。
产品可涵盖厚度范围从1.2毫米至25.4毫米,宽度最大可达2130 mm的汽车用钢、船体用结构钢、高耐候性结构钢以及高强度管线钢等,产品的主要特点集中在宽断面、高精度、品种多、强度高等方面。
1、前言自2250mm投产以来特别是随着冷轧备料量的增加麻点麻面和氧化铁皮缺陷一直是困扰一级品率提高的难题;下道工序也多次提出我厂备料存在麻点麻面质量问题,在冷轧过程中不能纠正因而产生降级改判;2012年外部用户提出麻点麻面异议共9起,通过二项过程能力分析2012年麻点麻面缺陷一级品改判率0.68%,给公司造成损失。
目前面对严峻的市场形势,公司生产经营转型力度、坚持“品种、质量、效益型”道路,大力压减非计划产品,全面提高过程控制能力和产品实物质量。
解决麻点麻面缺陷势在必行。
2、麻点麻面缺陷的特性:根据对去年所有麻点缺陷钢卷信息进行统计分析,发现其分布存在以下明显特征:2.1基本都是在SS400薄规格轧制计划中产生,大部分为冷轧备料,规格偏薄,厚度多分布在2.0-3.5mm;2.2麻点麻面缺陷75%以上发生在下表面;下线后轧辊表面均有明显氧化膜剥落,表面粗糙,下辊尤为明显。
132 降低5#连铸机铸坯不合格品率

河北钢铁集团承钢公司提钒炼钢一厂连铸工段QC小组降低5#铸机铸坯不合格品率发表人:孙力一小组概况小组名称:提钒炼钢一厂连铸工段QC 小组成立日期:2008年1月小组组长:乔海林小组人数:11人小组成员:乔海林何顺民党海龙孙力康微微何海山马广田于建波宋广军陈文杰温国龙小组成员结构:27%55%18%干部一线工人技术人员小组部分成员简介姓名性别文化程度岗位/职称分工组内分工乔海林男大学工程师组长全面负责何顺民男大学工程师组员负责工艺检查和设备指导党海龙男大专工程师组员孙力男大学助理工程师组员负责数据统计及各项措施的实施、检查康微微女大学助理工程师组员何海山男中技技师组员负责日常操作马广田男中技高级工组员于建波男中技高级工组员宋广军男中技高级工组员陈文杰男中技高级工组员温国龙男中技高级工组员负责设备维护和改造二选题理由系统顺行生产现状课题选定质量对比5#铸机处于系统生产线的咽喉位置2009年3#铸机不合格品率为0.13%2009年5#铸机不合格品率为0.14%降低5#连铸机铸坯不合格品率三小组活动计划时间项目2010-32010-42010-52010-62010-72010-82010-92010-102010-112010-12P 课题选择现状调查设定目标原因分析要因确认制定对策D对策实施C效果检查A标准化遗留问题及下一步打算四设定攻关目标0.14%0.12%五实现目标的可行性分析(一)5#铸机生产现状调查为了了解造成5#机铸坯不合格品率高的产生原因,本小组根据2009年5#铸机不合格品产生情况进行统计,见表4和图1。
表4 2009年5#机铸坯废品情况序号废品项目年产生量t比例累计百分比62.26%62.26%1弯曲13322缩孔323 15.09%77.35%3气泡162 7.55%84.90%4脱方121 5.66%90.56%5裂纹106 4.93%95.49%6劈头97 4.51%100%合计2141从表中可以看出,2009年5#机共产生废品铸坯2141吨(09年5#机产量为116万吨,不合格品率为0.14%),产生废品的主要原因是弯曲和缩孔,占整个废品产生比例的77.35%,若解决弯曲、缩孔的80%,则废品产生量减少到1324吨,不合格品率降低为0.11%,小于预定目标。
邯钢CSP麻点麻面质量缺陷原因分析及质量控制
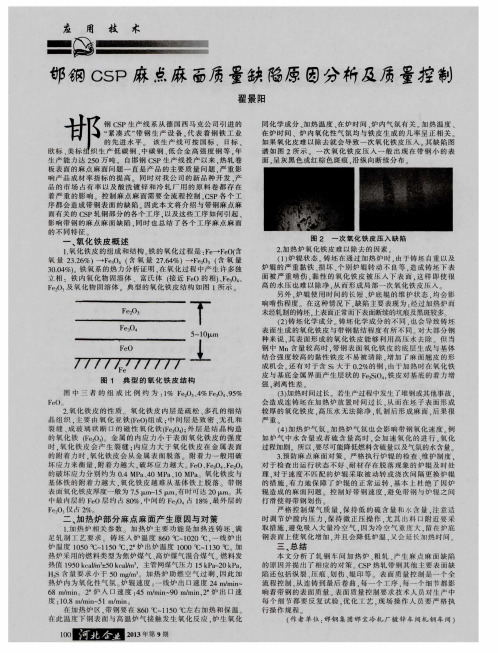
2 . 氧 化 铁 皮 的 性 质 氧 化 铁 皮 内 层 是 疏 松 、 多 孔 的 细 结 品组织 , 主要由氧 化亚铁( F e O ) 组成; 中 间层 是 致 密 、 无 孔 和 裂缝 、 成玻 璃 状 断 口 的 磁 性 氧化 铁 ( F e 0 ) ; 外 层 是 结 晶 构 造 的 氧 化铁 f F e , 0 。金 属 的 内 应 力 小 于 表 面 氧 化铁 皮 的 强 度 时. 氧化铁皮会产 生裂缝 : 内 应 力 大 于 氧 化 铁 皮 在 金 属 表 面 的附着力时 . 氧 化 铁 皮 会 从 金 属 表 面 脱 落 。附 着 力一 般 用破 坏应力来衡量 , 附 着 力越 大 , 破 坏 应 力越 大 。 F e 0、 F e 0 、 F e : 0 的 破 坏 应 力分 别约 为 0 . 4 MP a 、 4 0 MP a 、 1 0 M P a 。氧 化铁 皮 与 基体铁的附着力越大 . 氧化 铁 皮 越 难 从 基 体铁 上脱 落 带 钢 表 面氧 化 铁 皮厚 度一般 为 7 . 5 I x m~ 1 5 m, 有 时可 达 2 0 m。其 中最 内层 的 F e 0层 约 占 8 0 %, 中 间的 F e 0 占 l 8 %, 最 外 层 的 F e 2 O 3 仅占 。
F e 2 03
Fe 3 04
F e O
图 1 典 型 的氧化 铁 皮结构
图 中 三 者 的 组 成 比例 约 为 : l % F e 2 0 4 %F e 0 、 9 5 %
年河北省冶金行业QC成果点评

8、要因确认。
部分小组确认要因时缺少事实和数据,凭主 观判定。还有的小组缺少用具体数据与确认标准 进行对比。如中钢邢机降低轧辊装环尺寸返修率 成果,只用了简单的有确认内容和确认方法的一 张表,表中没有确认标准,确认方法是现场验证, 但表中也没有体现验证的依据。如针对缺少针对 性的教育与培训末端因素,确认内容是工人质量 意识较强,确认方法是现场验证,确认结论非要 因。
(1)部分小组没有严格按照对策表中的内容 进行实施。如22冶高压水除磷QC小组,对策表中 措施制定的很详细,在实施阶段没有按照对策表 去实施。 (2)还有的小组无具体实施改进过程的描述, 使用“小组对……进行了调整(改进)”等,无 法了解怎样做、怎样解决的,体现不出实施难度, 没有把时间、地点、人物、做了什么详细地交待 清楚。如首秦的提高烧结矿一级品率成果。
(3)不少小组只制定了巩固措施,而没有巩 固期的数值。本小组达到了目标,这一效果是否 巩固下来而没有反弹,必须用2-3个月的巩固期来 检查。
13、现状调查的时间段和效果检查的时间 段不一致;现状调查的数据、效果检查的 数据来源没有依据。
(1)部分小组现状调查的时间段和效果检 查的时间段不一致,造成可比性不强。如宣钢 的提高烧结矿碱度稳定率成果,现状调查08年 7-12月6个月均值,效果检查是09年7-9月3个月 均值。 (2)部分小组现状调查的数据以及效果检 查的数据来源没有依据,只有随时间而变化的 百分数,百分数怎么来的也就是说子母项是多 少没有交待,数据太没有说服力了。
(4)通过现状调查,找出症结所在,预计 解决程度,测算能达到的水平。在对主要问题 的测算时,小组成员凭大家的经验,通过讨论 分析认为主要问题可全部解决或解决80%(90%) (70%),这里强调一下,不应该用如果(假 定)解决80%(90%)(70%)或全部,来预算 目标值。如邢钢的减少过热蒸汽超温次数成果。 (主要问题解决85%即可达到目标)。
国家电网电厂-降低不锈钢桥架生锈率 QC小组成果汇报

序 号
项目
1
不锈钢板在折弯时与模具 接触部位压痕生锈
频数 (次)
累积数(次) 累积百分数(%)
201
201
66.11
2
桥架表面粘附墙壁的碱水、 石灰水,引起局部腐蚀。
51
252
82.8
3
安装环境的湿度、酸碱性 气体引起化学腐蚀
41
293
4 不锈钢板表面损伤
6
299
5 其它
5
304
(201‐201*80%﹢51﹢41﹢6﹢5)*3.6% =1.6%
304
1.6%
电气制造班
2015.04
6
原因分析
人
操作波动大 操作技术水平低 培训不到位
压 痕 质
设备
设备不匹配
模具凹、凸模上的 铁分子压入桥架材
压痕渗入铁 分子
量
质内
不
合 要
原料
表面生锈
求
原材料质量 差
模具清扫不及时
模具杂质粘到不 锈钢桥架上。
96.38 98.35
100
合计
304
100
电气制造班
2015.04
3
现状调查
影响不锈钢桥架生锈率的因素排列图:
96.38%
98.35%
100%
82.8%
66.11%
201 次
51次
41次
6次
5次
桥架折弯时 与模具接触 部位压痕生 锈
桥架表面粘 附有墙壁的 碱水、石灰 水,引起局
部腐蚀
安装环境 的湿度、 酸碱性气 体引起化 学腐蚀
不锈钢 板表面 损伤
其他
成果减少邯钢连铸连轧厂麻点缺陷率

成果减少邯钢连铸连轧厂麻点缺陷率导言连铸连轧是一种常见的钢铁生产工艺过程,在生产过程中,麻点缺陷是影响产品质量的主要问题之一。
邯钢连铸连轧厂作为中国重要的钢铁生产基地,不可避免地面临着麻点缺陷率高的问题。
本文将讨论该厂如何有效地减少麻点缺陷率。
麻点缺陷的定义和影响麻点缺陷是指连铸连轧过程中,钢坯或钢材表面出现的小圆形或长条形黑点。
这些黑点会降低钢材的外观质量,甚至可能导致产品的安全性能下降。
麻点缺陷对产品的质量和外观造成明显的不良影响,降低了产品市场竞争力。
麻点缺陷的原因分析邯钢连铸连轧厂麻点缺陷率高的主要原因有以下几点:1.原料质量不稳定:原料中的杂质含量较高,特别是硫、氧、硅等,容易促使麻点缺陷的生成;2.过程控制不精准:连铸连轧的复杂工艺需要经过多个环节的控制,其中温度、压力、速度等因素的变化容易引起麻点缺陷;3.轧辊磨损严重:轧辊的磨损会降低轧制精度,进而导致麻点缺陷的生成;4.轧制油质量不佳:轧制油中的杂质和不纯物质会在钢材表面形成麻点缺陷。
麻点缺陷的解决方案针对以上分析的原因,邯钢连铸连轧厂可以采取以下方案来减少麻点缺陷:1.严格控制原料质量:厂区应加强对原料的筛选,排除掺杂过多的原料,并通过合理的熔炼工艺降低原料中杂质的含量;2.加强过程控制:引入先进的自动化控制系统,精确控制温度、压力、速度等参数,避免过程中的突发变化;3.定期检修和更换轧辊:定期对轧辊进行检修和维护,及时更换磨损严重的轧辊,保证轧制精度;4.改善轧制油质量:对轧制油进行定期的过滤和更换,确保其质量的稳定和纯净。
成果展示邯钢连铸连轧厂在实施以上措施后,取得了显著的成果。
经过实验数据的对比分析,麻点缺陷率明显下降,产品的质量和外观都得到了明显的改善。
同时,产品的市场竞争力也得到了提升。
结论麻点缺陷对连铸连轧生产过程中的钢铁产品质量和外观有重要影响。
针对邯钢连铸连轧厂麻点缺陷率高的问题,通过严格控制原料质量、加强过程控制、定期检修和更换轧辊以及改善轧制油质量等措施,可以有效地减少麻点缺陷率,提升产品的质量和市场竞争力。
降低不锈钢管道连接口的返修率---QC成果报告

焊机输出电压、电流检测表:
序号 焊机编号
电压比率(%) 电流比率(%) 累计百分比(%)
1
1号焊机
90、89、91、90 91、90、91、92
90.5
2
2号焊机
92、91.93..90 89.90.91.90
90.75
3
3号焊机
93、92、91、92 91、90、92、90
91.38
4
合计
91.3
现场 黄伟雄
1、对班组进行专项
技术交底;
2、根据管径、阀门
重量安装吊支架;
3、管道转弯处加装 支架;
现场 李祖超
4、不定时对现场安
装的支吊架进行抽查
。
日期:2009年6月19日
完成 时间
2009/ 6/18
2009/ 6/18
十、对策实施
对策实施一:解决焊接口没有打磨坡口即进行焊 接问题
实施时段:2009年6月18日至2009年10月10日。 负 责 人:黄伟雄 具体措施:1、检查焊接工序,发现焊接口存在未打磨成为
60°坡口时,要求班组必须采用手提沙轮机进行打磨,达 到要求后才进行焊接。 2、由专职焊工技师根据议定方案对班组进行质量技术交底。 3、黄伟雄每天对焊接口是否按标准打磨进行不定时监督、检 查,凡没按标准打磨的班组进行处罚,对已按标准打磨的 班组进行奖励。 设立奖罚措施;
每周评比一次,违反规定的个人处以20元/次的处罚, 班组处以50元每次的处罚,连续两周没有出现违反规定的, 给予100至200元/两周的奖励。
累计频率(%)
31
100
频数(点)
95.42%
90
25
85.72%
80
QC成果降低宽厚板吨钢外损

QC成果降低宽厚板吨钢外损引言宽厚板是一种广泛应用于船舶、桥梁、建筑和能源领域的重要钢材。
然而,宽厚板在生产和运输过程中往往会出现外损现象,给企业带来经济损失并影响产品质量。
QC〔质量控制〕是企业实现产品质量管理的关键手段之一。
本文将重点介绍如何通过QC成果来降低宽厚板生产过程中的吨钢外损。
什么是QC成果QC成果是指在质量控制过程中取得的具体效果和成果。
它可以通过各种指标来衡量,如产品质量合格率、首件合格率、检验合格率等。
通过提高这些指标,企业可以降低宽厚板生产过程中的吨钢外损。
降低宽厚板吨钢外损的QC方法1. 制定严格的质量标准和检验要求制定严格的质量标准和检验要求是降低吨钢外损的关键。
通过与客户充分沟通,明确宽厚板产品的质量要求,并制定相应的检验标准。
这样可以从生产的开始就明确质量目标,有利于在整个生产过程中进行有效的质量控制。
2. 完善生产工艺流程生产工艺流程是宽厚板生产过程中的关键环节。
通过对生产工艺流程进行优化和改良,可以降低外损现象的发生。
例如,合理安排各道工序的顺序,控制好每个环节的工艺参数,确保产品在生产过程中不会出现质量问题。
3. 引进先进的设备和技术引进先进的设备和技术是提高宽厚板生产效率和质量的重要手段。
通过采用先进的设备和技术,可以减少生产过程中的操作失误和人为因素,提高产品的一致性和稳定性,从而降低外损的发生率。
4. 加强员工培训和技能提升员工是质量管理的重要因素。
加强员工培训和技能提升,提高员工的专业水平和技术能力,可以有效地提高宽厚板生产过程中吨钢外损的控制能力。
培训的内容可以包括质量意识教育、生产工艺操作标准、质量检验技术等方面。
5. 建立健全的质量反响机制建立健全的质量反响机制可以帮助企业及时发现和解决宽厚板生产中的问题,进一步提高产品质量。
通过建立质量数据分析系统,对生产过程中的质量数据进行分析和汇总,及时发现问题并采取措施加以改良。
结论通过QC成果的降低宽厚板吨钢外损,可以提高产品质量,减少经济损失。
QC成果--降低剪切缺陷发生率PPT课件

2 剪刃头尾间隙偏差标定的相关要求 冯路路 SQZ085
2020/3/3
35
首秦钢板 首选之板
活动总结 下一步计划
在活动过程中,由于剪切毛刺缺陷引起的剪切缺陷 发生率得到了很好的改善,完成了预定目标。但是由于 剪切压痕引起的剪切缺陷发生率仍然有改善的潜力, QC小组将在下一步的活动中进行改善。
2020/3/3
效果检查
对2011年12月份生产的钢板进行了检验,共计检验18932
块钢板,剪切缺陷的钢板数量为291块,剪切缺陷的发生率为
1.54%。对291块剪切缺陷钢板进行了统计,剪切毛刺的数量百
分比大幅下降。
不合格种类 的 Pareto 图
300
100
250 80
200 60
150
40 100
50
20
合计 百分比
团队成员
姓名 性别 年龄
冯路路 男
30
组内分工 组长、全面组织
王传财 男
30
张跃飞 男
30
李延志 男
34
组织协调 技术指导 监督落实
齐兵
男
27 现场管理、现场实施
小组成员均为精整技 术骨干
周志强 男
35 数据统计、资料整理
2020/3/3
4
选题理由
首秦钢板 首选之板
08年 之前
08年 之后
高价格、高成本、高利润
确认结果:左边夹送辊标高为791mm, 右 边 夹 送 辊 标 高 为 803mm , 相 差 12mm , 大于标准要求的3mm。
结论:是要因。
2020/3/3
夹送辊标高测量
18
首秦钢板 首选之板
钢板未对中 剪刃振动
QC成果 减少生产影响时间

七、制定对策
序 号 1 要因 目标 对策 措施 完成时间 负责人
轴承固有 质量不稳定
保证上轧线的 轴承无预装缺 陷。 保证上轧线的 轧机无预装缺 陷。
保证轴承装配精度和 质量。
与厂家协调沟通提高内在 2011.1-2月 质量,修订个别技术参数。
王介双 张利彬
2
操作规程 执行不严
严格按工艺规程操作。
小组名称新兴铸管股份公司轧钢部高线qc小小组类型攻关型活动课题加强轧机装配管理减少生产影响时间小组成立日期19977活动时间20111201112tqc教育时间人均30小时以上活动次数平均每月10次小组成立时间1997年光辉业绩2002年全国优秀qc成果三等奖中质协2004年优秀qc成果2008200920102011年河北省冶金系统qc成果一等奖2008200920102011年河北省优秀qc成果奖小组成员表序号姓名文化程度职务技术等级组内分工本科段长工程师全面中专副段长技师组织实施硕士工程师助工组织实施中专班长高级工组织实施中专班长技师组织实施中专班长高级工调查统计高中班长技师制定方案中专班长技师组织实施一现状轧机生产工作条件恶劣温度高粉尘大而前期由于对设备性能不够了解对轧机轴承的安装和维护不到位常常出现轧机轴承烧损现象而不得不临时重新装配轧机严重影响了高线的生产
小组成员表
序号 1 2 3 姓名 王介双 裴军良 龚汉涛 岗龄 男 男 男 文化程度 本科 中专 硕士 职务 段长 副段长 工程师 技术等级 工程师 技师 助工 组内分工 全面 组织实施 组织实施
4
5 6 7 8
赵敬涛
李志勇 张立 翟有祥 张立斌
男
男 男 男 男
中专
中专 中专 高中 中专
班长
班长 班长 班长 班长
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吨数
596
623
417.5585
比例
0.256% 0.268% 0.179%
完成情况 完成
完成
完成
吨数
962.5
582.5 387.8837
比例
0.433% 0.262% 0.175%
完成情况 未完成
完成
完成
吨数
1365
666
625.5
比例
0.606% 0.296% 0.278%
完成情况 未完成
完成
2 缺主陷要利率益相预关方计愿意可尝达试新0的.技2术6改7进%方案
1
3
有1进、一步从工艺7优-化1的2可月能份麻点缺缺陷按 陷照来钢看种统 ,计2的 01P0ar年et下o图半年8月2 、10月麻
4 目点标明缺确并陷有1数率.0据支均撑低于0.3%的目标值,所以我们够满足生产实际需要并具有一定经济效益 0.8
活动实施
活动实施
二、工艺和麻点缺陷介绍(1)
工艺简介
邯钢薄板坯连铸连轧厂生产线是我国“九五”期间国家 重点建设项目,是我国引进德国西马克公司研究开发的20世纪 90年代世界钢铁工业高新技术CSP(Compact Strip Production)三条生产线之一。本条生产线工艺流程图如下:
二、工艺和麻点缺陷介绍(2)
2 80
6
有团结、合作、勇于创新的团队成员
0.6
7
拥有十余年的CSP热轧带钢生产经验
2
60 2
8
厂领导同意并0愿.4意为项目提供支持
2
40
所占比率 百分比
9
小组能在 5个0月.2内完工
2
20
10 有QC质量专家的指导和帮助
完成 221 0.098% 完成 0 0.000% 完成 192 0.082% 未完成 0 0.000% 完成 491 0.218% 未完成 4
66.67%
四、选择课题
分厂要求
每月必须完成攻关目标,否则进行奖金考核。
存在问题
通过2010年下半年攻关组完成情况表统计出各攻关组上半年未完成
攻关目标次数如下:
吨数
1023
437
1592
比例
0.457% 0.195% 0.711%
完成情况 未完成
完成
未完成
吨数
548.3
860.7
1159.85
比例
0.243% 0.382% 0.514%
完成情况 完成
未完成
未完成
吨数
1382
571
463.5
比例
0.619% 0.256% 0.207%
完成情况 未完成
完成
完成
完成
完成月数
2
5
4
完成比例 33.33% 83.33% 66.67%
卷型 0.174%
279 0.125%
完成 46.3 0.021% 完成 100 0.045% 完成 109.86 0.047% 完成 133 0.060% 完成 54 0.024% 完成
6 100.00
%
划伤 0.028%
0 0.000%
减少邯钢连铸连轧厂麻点缺陷率
五、现状调查
2010年下半年麻点分布情况
钢 冷轧备 种 料 SPHC
SS4
0 0 其他
合计
数 量 3923
965 564 424 5876
比
16.42 9.60 7.22 100.00
例 66.76%
%
%%
%
赵艳 制表人: 良 时间: 2011.1
结论:造成麻点缺陷量多的主要症结是冷轧 备料麻点缺陷多
各攻关组的目标完 9月份
成情况进行奖金的
考核,下表显示了
各质量攻关组2010 10月
年下半年质量目标
份
完成情况
11月 份
12月 份
统计 数据
产量 223897 225434 223380 232887 222163 225367
2010年7-12月份攻关组完成情况
组别
麻点
纵裂
板型
目标
0.311% 0.299% 0.376%
六、目标确定-目标的制定
经过小组成员共
同的调查、分析、
讨论,确定本QC 小组攻关目标是
0.45%
麻点质量缺陷率
0.40%
由2010年下半年 平均水平0.436%
0.35%
降低到0.30%以
0.30%
下。
0.25%
0.20%
0.15%
0.10%
0.05%
0.00%
现状, 0.436%
目标, 0.30%
麻点缺陷介绍 麻点是热轧板带表面呈带状或弥散状分布的灰褐色小点 缺陷,酸洗后呈弥散状黑点,冷轧后钢带表面呈现为密集的灰 色或黑色的点、线条或燕尾状。其形态如照片所示:
热轧板面
三、制定活动计划
四、选择课题 月份
7月份
自从2007年以来,
连铸连轧厂成立了5
个质量攻关组,并 8月份
分别设定了各自攻
关目标,每月根据
现状
目标
我们有信心! YH!
六、目标确定-可行性分析
3、小组人员对以下项目进行了风险评估,得出的结论目标可以实现
项目
成功的预测
等级/优先
2、从Pareto图来看,麻点缺陷中有66.76%是有冷是轧=2备, 局料部=1, 否=0
1 产项生目是,个战假略重设点,我与们公司单201单1年目降标要低求该相一钢致 种造成缺陷的40%,2则麻点
QC成果发布材料
减少邯钢连铸连轧厂麻点缺陷率
发布人: 赵艳良 河北钢铁集团邯钢分公司连铸连轧厂 2012年6月
减少邯钢连铸连轧厂麻点缺陷率
一. 二. 三. 四. 五. 六. 七. 八. 九. 一○. 一一. 一二. 一三.
小组及小组成员简介 工艺和麻点缺陷介绍 制定活动计划 选择课题 现状调查 目标确定 分析原因 确定主要原因 制定对策 对策实施 效果验证 巩固措施 总结和下一步打算
一、小组及小组成员简介
小组名称
课题名称 小组类型
组长 注册号 活动时间 运用工具 活动次数
序号 1 2 3 4 5 6 7 8
连铸连轧厂轧钢车间QC小组
减少邯钢连铸连轧厂麻点缺陷率
攻关型
小组人数
8人
杨付勇
成立日期
2004年1月
ZG-2011-01
2011年1月——2011年12月
统计表、调查表、排列图、对策表、柱状图
组别
麻点
纵裂
板型
卷型
划伤
完成月数 2
5
4
6
4
完成比例 33.33% 83.33% 66.67% 100.00% 66.67%
从上表统计可以看出,10年下半年的麻点攻关组完成较差,完成 率仅为33.33%。 而且10月份大修,产量较低,所以攻关组完成较容易,故我们将 以减少麻点缺陷作为本次活动的主题
选择课题
15次
出勤率
98%
小组成员一览表
姓名
杨付勇 邱清臣 赵艳良 王立旗 王春生 张红杰
田吉祥
屈明友
性别
男 男 男 男 男 男
男
男
年龄 平均年龄
35岁
文化程度
大学 大学 大学 大学 大学 大学
大学
大学
QC职务
组长 辅导员
组员 组员 组员 组员
组员
组员
组内分工
编辑指导 组织策划 组织协调 活动实施 活动实施 活动实施