锅炉检验试验计划(itp)
ITP检验与试验计划

ITP检验与试验计划1. 引言ITP(Inspection and Test Plan)是指对某项工作或项目进行检验和试验的计划。
在ITP检验与试验计划中,需要明确各项检验和试验的要求、方法、标准以及计划安排,以确保项目或产品的质量和符合规范要求。
本文档旨在描述ITP检验与试验计划的制定过程和所涉及的要点,以指导相关人员在项目中进行有效的检验与试验。
2. ITP检验与试验计划制定流程ITP检验与试验计划的制定通常包括以下流程:2.1 确定检验和试验的目标和要求在制定ITP检验与试验计划之前,需要明确项目或产品的检验和试验目标和要求。
这些目标和要求通常来自于相关的规范、标准或合同。
2.2 制定检验和试验的方法和标准根据检验和试验的目标和要求,制定相应的检验和试验方法和标准。
这些方法和标准应当具备科学性、准确性和可行性,以确保检验和试验结果的可靠性。
2.3 制定检验和试验计划安排根据项目的进度和其他相关因素,制定检验和试验的计划安排。
计划安排应当合理、可行,并且考虑到项目的紧急情况和风险管理。
2.4 审核与批准经过制定者的审核之后,将ITP检验与试验计划提交给相关的管理部门或项目负责人进行审批和批准。
审批和批准程序应当符合项目管理的相关流程和要求。
3. ITP检验与试验计划要点3.1 检验和试验项目的明确在ITP检验与试验计划中,需要明确每个检验和试验项目的名称、内容和要求。
这样能够确保各项检验和试验的执行人员清楚明白自己的任务和职责。
3.2 检验和试验方法和标准的准确性ITP检验与试验计划中所制定的检验和试验方法和标准应当准确无误。
这些方法和标准需要经过科学论证和实践验证,以确保其可行性和可靠性。
3.3 检验和试验计划的合理性和可行性ITP检验与试验计划中的计划安排应当合理、可行。
计划安排应考虑到项目的实际情况、进度、风险等因素,以确保检验和试验的顺利进行。
3.4 检验和试验结果的记录和分析ITP检验与试验计划要求对每个检验和试验的结果进行记录和分析。
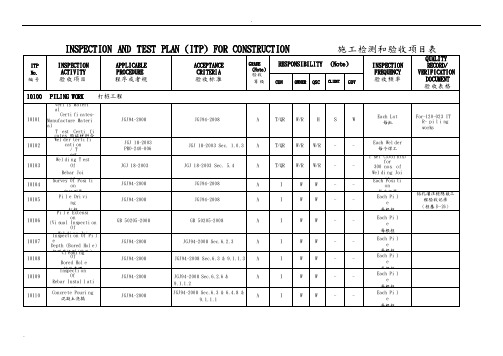
检验试验计划(ITP)中英文
验收频率
QUALITY
RECORD/VERIFICATION
DOCUMENT
验收表格
CON
OWNER
QSC
CLIENT
GOV
10100PILINGWORK打桩工程
10101
VerifyMaterial
Certificates-ManufactureMaterial
10112
AsBuiltSurvey
竣工测量
JGJ94-2008
JGJ94-2008Sec.9.1
A
I
W
W
-
-
EachPile
每根桩
10113
PileLoadingTest
(Vertical,Horizontal
&AntiExtractionTest)
桩荷载测试
Spec-120.0663.8
JGJ94-2008
JGJ94-94AppendixC,D,E
A
3rdT
W/R
W/R
-
SelectedPile
TestingReport
测试报告
10114
HighStrain&Low
StrainDynamicTest
大应变&小应变桩测试
Spec-120-0663.8JGJ/T106-
2002
JGJ/T106-2002Sec.3
验收项目
APPLICABLEPROCEDURE
程序或者规
ACCEPTANCECRITERIA
验收标准
GRADE(Note)验收等级
RESPONSIBILITY(Note)
锅炉施工过程检试验计划

R
质量评定资料
锅炉质量控制与检验计划
序号
控制项目
检验内容
检查方法
工程标准/规范
质量控制与检验
呈交见证资料
类别
停点
见证点
1
施工准备
1、设计图纸技术条件及合理性的审核
审阅图纸
相关标准
A
R
图纸审核汇记录
2、工艺文件正确性,完整性可行性,先进性的审核
审阅图纸
相关标准
A
工艺文件
3、焊接工艺评定中各参数据的审核
6
管道中间检查
试压前检查系统的完整性、正确性及质量隐患,资料完整准确
现场检查
审阅资料
GB 50235-2010
DL 5190.5-2019
A
R
记录技术文件
7
管道试验
1、管道压力试验压力符合设计和规范要求,分级缓慢升压,目测焊缝、法兰密封面及管子无泄漏和变形,不降压,试压后及时排除积水
现场检查
审阅资料
工艺管道质量控制与检验计划
序号
控制项目
检验内容
检查方法
工程标准/规范
质量控制与检验
呈交见证资料
类别
停点
见证点
1
施工准备
1、设计图纸技术条件及合理性的审核
审阅图纸
相关标准
A
R
图纸审核汇记录
2、工艺文件正确性,完整性可行性,先进性的审核
审阅图纸
相关标准
A
工艺文件
3、焊接工艺评定中各参数据的审核
检查评定报告Biblioteka 现场检查审阅资料A
H
R
管道压力试验记录
2、中间交接时检查工程漏项;质量;检验;记录;报告;试验记录;报告及资料的完整性
检试验计划ITP-

Inspection And Testing Plan For Steel structure Construction(T08205-C-ITP-004)Note: Grade :"A" means most important control point for quality control, construction subcontractor is required to send the inspection application to EPC,QSC and IPMT.等级“A“表示质量控制重要点,要求施工承包商发检查申请给总承包商、监理和项目管理组Grade :"B" means key control point for quality control,construction subcontractor is required to submit the inspection application to EPC ,QSC and IPMT等级“B”表示质量控制要点,施工承包商发检查申请给总承包商、监理和项目管理组Grade :"C" means control point for quality control,Construction subcontractor inspectand control quality themselves.等级“C”表示质量控制点,施工承包商检查和控制质量Grade :"I" means subcontractor inspect and document it等级“I”表示承包商自检并记录Grade :"W" means witness in random等级“W”表示随机进行检查Grade :"W/A" means witness and approval.等级“W/A”表示检查并批准Grade :"S" means Surveillance point.等级“S”表示巡检Grade :"R/C" means review and comments.等级“R/C”表示审查并返回意见。
ITP计划

T
W/R
I
1
交
工
阶
段
三查四定(查漏项、隐患、未完,定任务、人员、措施、时间)
整个工程
H
H
H
2
交工验收(质量评估、评定)
整个工程
H
H
H
H
3
交工技术文件(审签齐全,文件完整,数据真实、准确,评定合格)
整个工程
R
R
R
注:I—检查T—试验R—审查(资料 Nhomakorabea查)SW—随机见证和检查W—见证
H—停止S—旁站
每个单元工程
T
W/R
I
17
模板安装验收
每个单元工程
I
H/R
H
18
防雷接地验收
每个单元工程
I
H
I
19
首层(屋面)钢筋验收(设计、质检、监理、施工)
每个单元工程
H
H/R
H
H
20
混凝土浇筑(试压件见证取样送检、砼塌落度试验)
每个单元工程
T/I
W/S
SW
21
主体结构验收(实体检测、施工资料)
每个单元工程
H
H/R
T/R
H/R
H
H
12
回填(地基承载力不小于150Kpa、压实度系数不小于0.97
每个单元工程(每1000m2取三点)
T
H/W
H
13
垫层浇筑(试压件见证取样送检、砼塌落度试验)
每个单元工程
T
W/S
SW
14
支模架验收
每个单元工程
I
H
H
15
进场材料(见证取样送检)
ITP(Inspection and Test Plan检验检测计划)
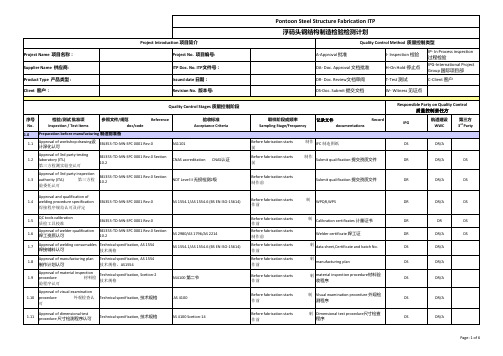
1.14
Approval of steel materials 钢材原材料认可
Technical specification,Design drawing 技术规格,设计图纸
AS3678/AS3679/ AS 4100,
1.15
Approval of Blasting abrasive 喷 砂介质认可
Approval of workshop drawing设 计深化认可
EBJ353-TD-MN-SPC 0001 Rev.0
Approval of 3rd party testing laboratory (ITL) 第三方检测实验室认可
BEJ353-TD-MN-SPC 0001 Rev.0 Section 10.2
Before painting starts 装前
Before galvanizing starts 锌前 Before galvanizing starts 锌前
During fabrication
Before fabrication starts 制作前
制
Mill certificate and 3rd party test certificate 提交钢厂证书及 第三方检
Technical specification技术规格
AS 1627.4
1.16
Approval of paint material 漆材料认可
油 Technical specification技术规格
1.17
Approval of Galvanizer 锌厂家认可
镀 Technical specification技术规格
料证书,外观检查
3679
制作开始前
质量检验计划ITP

4
筒节校圆
1、焊缝外观尺寸,符合GB150得要求;
2、不圆度、棱角度检验,不圆度≤1%Di、且≤25mm,棱角度≤δs/10+2mm、且≤5mm
E
5
RT检测
20%RT,NB/T47013、2-2015,Ⅲ级合格。
H
6
抛光
Ra≤ 0、4μm
E
7
酸洗
按工序过程卡要求进行酸洗钝化。
E
8
PT检测
按NB/T47013、5-2015,100%PT,内表面I级无缺陷合格。
监检类别
监检员/日期
6
酸洗
外表面酸洗钝化
E
六
接管与法兰组对
1
接管下料
核对下料尺寸及表面质量。
2
组对接管法兰
尺寸符合图样要求
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
七
总装
1
环缝组焊
按焊接工艺规程(WPS)
E
2
抛光
Ra≤ μm
E
3
RT检测
按NB/T47013、2-2015,20%RT,Ⅲ级合格
H
4
PT检测
E
19
铭牌
符合《固容规》及GB150规定。
E
20
资料审核
质量证明文件符合《固容规》要求、需有监检证书。
R
E
9
外观检验
符合图纸与GB150得规定
E
10
补强圈气密
按图样要求进行气密试验。
E
11
水压试验
水压试验压力MPa,水温≥5℃;符合《固容规》、GB150与图纸规定。
H
12
油漆
质量检验计划ITP
质量计划
INSPECTION & TEST PLAN
0
版本
说明
日期
编制
审核
批准
项目名称
产品名称
项目编号
产品编号
容器类别
图 号
设计压力
MPa
设计温度
℃
主体材料
壳体直径
mm
介质
试验压力
MPa
备注/Remarks:
1、控制点(H:停止点E:检查点 R:审查点 C:资料确认 SE:抽查点NA:不需应用)
监检类别
监检员/日期
6
酸洗
外表面酸洗钝化
E
六
接管与法兰组对
1
接管下料
核对下料尺寸及表面质量。
2
组对接管法兰
尺寸符合图样要求
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
七
总装
1
环缝组焊
按焊接工艺规程(WPS)
E
2
抛光
Ra≤ μm
E
3
RT检测
按NB/T47013、2-2015,20%RT,Ⅲ级合格
H
4
PT检测
E
二
材料检验(含外协、外购件检验)
1
入库检验
核对材料标记、材料质量证明书、材料外观、尺寸,符合GB24511-2009要求。
H
2
材料复验
核查材料复验报告,符合GB24511-2009要求。
R
3、
材料代用
出具材料代用单并审批。
R
三
封头制造
1
下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样与工艺
H
最新如何编制质量检验和试验计划ITP
如何编制质量检验和试验计划I T P如何编制质量检验和试验计划(ITP)秦宫 2012.61. 什么是质量检验计划所谓质量检验计划,是指以书面的形式对检验工作所涉及的总体和具体的检验活动、程序、资源等做出的规范化安排,以便于指导检验活动,使其有条不紊地进行。
检验计划是产品生产者对整个检验和试验工作进行的系统策划和总体安排的结果,确定检验工作何时、何地、何人(部门)做什么,如何做的技术和管理活动,一般以文字或图表形式明确地规定检验站(组)的设置,资源的配备(包括人员、设备、仪器、量具和检具),选择检验和试验方式、方法和确定工作量,它是指导各检验站(组)和检验人员工作的依据,是产品生产者质量管理体系中质量计划的一个重要组成部分,为检验工作的技术管理和作业指导提供依据。
2. 质量检验计划的编制目的产品形成的各个阶段,从原材料投入到产品实现,有各种不同的复杂生产作业活动,同时伴随着各种不同的检验活动。
这些检验活动是由分散在各生产组织的检验人员完成的。
这些人员需要熟悉和掌握产品及其检验和试验工作的基本知识和要求,掌握如何正确进行检验操作,如产品和组成部分的用途、质量特性、各质量特性对产品功能的影响,以及检验和试验的技术标准、检验和试验项目、方式和方法,检验和试验场地及测量误差等。
为此,需要有若干文件做载体来阐述这些信息和资料,这就需要编制检验计划来给以阐明,以指导检验人员完成检验工作,保证检验工作的质量。
现代工业的生产活动从原材料等物资投入到产品实现最后交付是一个有序、复杂的过程,它涉及不同部门、不同作业工种、不同人员、不同过程(工序)、不同的材料、物资、设备。
这些部门、人员和过程都需要协同有机配合、有序衔接,同时也要求检验活动和生产作业过程密切协调和紧密衔接。
为此,就需要编制检验计划来予以保证。
3. 质量检验计划的作用检验计划是对检验和试验活动带有规划性的总体安排,它的重要作用有:(1)按照产品加工及物流的流程,充分利用企业现有资源,统筹安排检验站、点(组)的设置,可以降低质量成本中的鉴别费用,降低产品成本。
锅炉检验实施方案
锅炉检验实施方案一、检验前的准备工作。
在进行锅炉检验之前,首先需要对锅炉进行彻底的清洗和排污工作,确保锅炉内部没有杂物和污垢。
同时,还需要对锅炉的各个部件进行全面检查,确保没有损坏或者老化的部件存在。
另外,还需要准备好检验所需的工具和设备,以及相关的检验记录表格和文件。
二、检验过程。
1. 检查锅炉的外部情况,包括锅炉壳体、烟囱、阀门等部件的完好性和密封情况。
2. 对锅炉的燃烧系统进行检查,包括燃烧器、燃烧室、燃烧风机等部件的工作状态和清洁情况。
3. 检查锅炉的水位控制系统,确保水位控制器、水位计、排污阀等部件的正常工作。
4. 对锅炉的安全阀进行检验,确保安全阀的启闭灵活可靠,压力调整准确。
5. 对锅炉的排烟系统进行检查,包括烟囱、烟气净化设备等部件的清洁和完好情况。
6. 对锅炉的控制系统进行检验,包括控制器、传感器、执行器等部件的工作状态和调节准确性。
三、检验后的处理。
1. 根据检验结果,及时对发现的问题进行修复和处理,确保锅炉的安全运行。
2. 对检验过程中使用的工具和设备进行清洁和维护,做好下次检验的准备工作。
3. 对检验过程中产生的记录和文件进行整理和归档,以备日后的参考和查阅。
四、注意事项。
1. 在进行锅炉检验时,一定要遵守相关的安全操作规程,确保检验过程中不发生任何安全事故。
2. 在检验过程中,要注意保护好锅炉的各个部件,避免在检验过程中对锅炉造成任何损坏。
3. 在检验过程中,要严格按照检验方案和程序进行操作,确保检验结果的准确性和可靠性。
五、总结。
锅炉检验是保障锅炉安全运行的重要环节,只有做好了锅炉的定期检验工作,才能确保锅炉的安全性和可靠性。
因此,在进行锅炉检验时,一定要严格按照检验方案和程序进行操作,确保检验工作的全面和细致,及时发现并解决问题,确保锅炉的安全运行。
检查和试验计划管理
检查和试验计划管理目录1目的 (2)2适用范围 (2)3定义 (2)4引用文件 (2)5责任 (2)6行动要求 (3)6.1 ITP规划原则 (3)6.2 ITP的编制 (4)6.3控制点分类及选点 (6)6.4 ITP审查 (6)6.5 ITP执行 (7)6.6 ITP修订 (10)6.7质量记录 (10)6.8 ITP的关闭 (10)6.9调整和返工 (11)6.10ITP控制点验证记录 (11)7附录 (11)1目的为明确检查和试验计划的编、审、批流程,规范ITP的实施活动,特编制本程序。
2适用范围适用于项目部(以下简称“项目部”)在***工程(以下简称“本工程”)施工中的ITP 管理活动。
3定义3.1 ITP:检查和试验计划。
3.2典型ITP:针对相同施工专业,并且施工工序相同的工作编制的ITP模板,在实际施工中典型ITP不作为具体的ITP使用。
3.3执行ITP:按照相应典型ITP套用的具体施工活动质量控制的ITP。
3.4 特殊ITP:又称专项ITP,针对典型ITP不能覆盖的特殊施工活动而编制的ITP。
3.6 质量控制点:作业过程中要求的与质量控制相关的需要检查的作业/工艺点。
质量控制点分为见证点(W点)、停工待检点(H点)和审核点(R点)三类。
3.7 见证点(W点):为了确认某活动是否正确执行。
结果是否满意,某方可设W点,表示计划在该活动进行时在场见证。
3.8 停工待检点(H点):若某方要求施工承包商停止施工以进行某项检查或验证,可设H 点。
对关键施工活动或按照检查试验规范、程序要求下步工序会影响检验时,也应设H点。
H点不可越点施工,任何停工待检点的后续施工活动不可在停工待检点消点前进行,除非已获得设点方的书面放弃确认。
3.9 记录检查点或审核点(R点):若某方计划在ITP关闭前审核某份文件记录,可设R点。
若下一步施工须在该文件审批后开始,那么R点应和H点一起选定。
4引用文件5责任5.1各专业工程处➢负责根据施工进展情况,结合ITP规划清单编制、报审典型、执行、特殊ITP,组织外部对ITP各工序设点;➢负责工序/控制点过程结果的复检,并形成真实、齐全、正确的记录,配合后续检查工作;➢负责ITP实施阶段的日常管理,打开ITP,填写“可追溯(跟踪)的文件、记录、报告、资料”栏和有关记录,为ITP的关闭收集、整理相关资料。
外资工厂检验试验计划ITP(Inspection Test Plan)

I
R
I/R
Each monomer
每个单体
TJ4.5.1.1
1. 102
Inspectionoffoundationpit
地基验槽
GB50202-2018
GB50202-2018Sec.6.
A
I
I/R
I/R
Each monomer
每个单体
TJ2.6. 14
1. 103
Foundation soil replacement
0.011
Commencementreport
开工报告
Contractspecification合同要求
ChineseBusinessLaw政府相关法规
A
I/R
R
R
R
Beforecommencement开工前
Review Record
报审报告
0.012
Qualitysupervision/Safetysupervision质检安检报审
工程定位测量
GB50026-2007
GB50026-2007Sec.8.
H
I
R
I/R
每个单体
TJ2.2. 1
1.002
MaterialSiteAcceptance
材料进场
GB50204-2015
GB50204-2015Sec.3.
A
T/QR
I/R
W/R
EachBatch
每批
Review Record报审报告
B
I
R
I/R
EachFoundation
每个基础
TJ4.4.3.2~TJ4.4.3.3
1. 111
(整理)如何编制质量检验和试验计划ITP.

如何编制质量检验和试验计划(ITP)秦宫2012.61. 什么是质量检验计划所谓质量检验计划,是指以书面的形式对检验工作所涉及的总体和具体的检验活动、程序、资源等做出的规范化安排,以便于指导检验活动,使其有条不紊地进行。
检验计划是产品生产者对整个检验和试验工作进行的系统策划和总体安排的结果,确定检验工作何时、何地、何人(部门)做什么,如何做的技术和管理活动,一般以文字或图表形式明确地规定检验站(组)的设置,资源的配备(包括人员、设备、仪器、量具和检具),选择检验和试验方式、方法和确定工作量,它是指导各检验站(组)和检验人员工作的依据,是产品生产者质量管理体系中质量计划的一个重要组成部分,为检验工作的技术管理和作业指导提供依据。
2. 质量检验计划的编制目的产品形成的各个阶段,从原材料投入到产品实现,有各种不同的复杂生产作业活动,同时伴随着各种不同的检验活动。
这些检验活动是由分散在各生产组织的检验人员完成的。
这些人员需要熟悉和掌握产品及其检验和试验工作的基本知识和要求,掌握如何正确进行检验操作,如产品和组成部分的用途、质量特性、各质量特性对产品功能的影响,以及检验和试验的技术标准、检验和试验项目、方式和方法,检验和试验场地及测量误差等。
为此,需要有若干文件做载体来阐述这些信息和资料,这就需要编制检验计划来给以阐明,以指导检验人员完成检验工作,保证检验工作的质量。
现代工业的生产活动从原材料等物资投入到产品实现最后交付是一个有序、复杂的过程,它涉及不同部门、不同作业工种、不同人员、不同过程(工序)、不同的材料、物资、设备。
这些部门、人员和过程都需要协同有机配合、有序衔接,同时也要求检验活动和生产作业过程密切协调和紧密衔接。
为此,就需要编制检验计划来予以保证。
3. 质量检验计划的作用检验计划是对检验和试验活动带有规划性的总体安排,它的重要作用有:(1)按照产品加工及物流的流程,充分利用企业现有资源,统筹安排检验站、点(组)的设置,可以降低质量成本中的鉴别费用,降低产品成本。
最新质量检验计划ITP资料

下料
1、标记移植检查;
2、下料尺寸、坡口尺寸符合图样和工艺
E
2
卷制成形
组对检查,错边量≤mm
E
3
焊接
按WPS焊接,焊缝外观及尺寸合格。
E
4
抛光
Ra≤μm
E
5
PT检测
按NB/T47013.5-2015,100%RT,表面无缺陷I级合格
H
序号
工序项目
检验与验收要求
本厂
监检
备注
控制点
检验员/日期
监检员/日期
一
准备
1
图纸审查
《固容规》GB150
R
2
设计变更
设计更改单或图样上有更改标识及签名。
E
3
工艺准备
工艺过程合理,合理设置质量控制点。
E
4
焊接工艺评定
NB/T47014-2011。
R
5
焊接工艺规程
(含返修)
设计图样、PQR、NB/T47015-2011。
R
6
焊工资质
施焊焊工需持有相应项目的资质。
按NB/T47013.5-2015,100%PT,部门无缺陷I级合格。
H
5
划线开孔
按图纸方位、角度划线开孔,开孔处打磨光滑;
E
6
装配接管
开孔坡口、装配方位、接管高度、装配间隙符合工艺要求。
E
7
焊接
按WPS焊接,焊缝外观及尺寸合格。
E
8
管口方位、尺寸复核
符合图纸和GB150、JB/T4731-2005的规定
监检类别
监检员/日期
锅炉工程质量检验计划
锅炉工程质量检验计划1. 引言本质量检验计划旨在确保锅炉工程施工过程中的质量符合标准要求,并且为质量控制提供详细和全面的指导。
通过制定合理的检验计划,可以及时发现和解决潜在的质量问题,确保锅炉工程的安全运行和长期可靠性。
2. 背景为了保证锅炉工程质量,有必要制定全面的检验计划。
本项目的锅炉工程包括以下方面的检验内容:- 材料检验:包括锅炉主体材料、焊材和绝缘材料等的检验。
- 焊接工艺检验:对焊接工艺进行评估和检测,以确保焊接质量符合标准要求。
- 施工工艺检查:对施工工艺进行验证,包括焊接、安装和试压等。
- 过程检验:对施工过程中的一些关键节点进行检查,以确保按照标准操作。
- 确保检验:对锅炉工程完工后进行全面的检验,包括终检、试压和故障测试等。
3. 检验方法为了保证准确性和全面性,本质量检验计划将采用以下主要的检验方法:- 目视检查:通过目视观察和检查,对锅炉工程的施工质量进行初步评估。
- 非破坏性检测(NDT):采用超声波、磁粉、渗透等检测方法对焊缝和材料进行检验,以检测隐蔽缺陷。
- 化学分析:对焊材、锅炉材料等进行化学成分分析,以验证其符合标准要求。
- 试验验证:对锅炉进行压力测试、泄漏测试和故障启动测试等,以验证其性能和安全性。
4. 检验频次为了确保质量的全面控制,本计划将确定以下检验频次:- 材料检验:对运输、存储和开箱的材料进行100%的检验。
- 施工过程检查:针对关键工艺和节点,采用抽样的方式进行检验,频次不低于每天一次。
- 焊接检验:采用焊接工艺评定和抽样检验相结合的方式,对焊缝进行检验。
- 确保检验:对锅炉工程完工后进行全面的终检,确保符合验收标准。
5. 质量记录为了追踪和记录质量检验过程,本计划将建立详细的质量记录,包括但不限于以下内容:- 检验清单:记录每个检验项的细节和结果,包括材料、施工和验收等环节。
- 问题记录:对于发现的质量问题,将详细记录,并及时进行整改和复查。
- 检验报告:对每个阶段的检验进行总结和评估,形成相应的检验报告。
ITP 检试验计划在现场检验中的应用和实施

● Dim ens ional Ins pection Reports QS/CSE 25.04.07
(M)
W/R M/R
2.4 Fit-up ins pection
● Preparation of edge, Piece No., WPS No., Tack weld, ● Alignm ent and s traightnes s , ● As s em bly dim ens ion, Weld buttering
QS/CSE 25.04.09
M/R
M/R
2.3 Rolling
● Piece No. ● Dimension ● Vis ual
● Shop drawings and Specification ● API Specification 2B ● Pipe Fabrication Procedure
● Shop drawings ● Client's Specification: ● AWS D1.1
● Schedule of ins pection
(M/H②)
M
M
● MPI Reports
2.5 Welding Control
● Welders /welding operators qualification, WPS approved, ● Client's Specification
14.Post Weld Heat Treatment Procedure
15.Heat Straightening Procedure 16.WPS & PQR 17.Welding Control Procedure for structure
锅炉检验试验计划(ITP)

W
1.16
表面清理和油漆
Surface preparation and painting
表面处理和油漆程序
Surface preparation and paintingprocess
/
W
W
1.17
标记和包装确认
Marking&packing verification
发货清单
Packing list
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
W
W
2.5
对接焊缝无损探伤
DNE for butt weld
图纸
Drawing
检验记录
Inspection record
W
R
2.6
焊接管接头
Welding nozzles
图纸、工艺
Drawings&Procedure
水压试验
Hydrostatic test
水压试验程序
Hydraulic testprocedure
水压试验报告
Hydrostatic test report
H
W
2.11
表面清理和油漆
Surface preparation and painting
表面处理和油漆程序
Surface preparation and painting process
both internally and externally
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量证明书
Quality Certificate
H
H
1.2
原材料及焊材入厂验收
Entrance inspection of raw martial and welding material.
JB/T3375
材料入厂检验报告
&材质传递卡
Entrance inspection report
both internally and externally
图纸、工艺
Drawings&Procedure
检验记录
1.14
水压试验
Hydrostatic test
水压试验程序
Hydraulic testprocedure
水压试验报告
Hydrostatic test report
H
H
1.15
最终尺寸检查
Finaldimensional inspection
图纸
Drawings
检验记录
The Inspection record
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
W
W
2.5
对接焊缝无损探伤
DNE for butt weld
图纸
Drawing
检验记录
Inspection record
W
R
2.6
焊接管接头
Welding nozzles
图纸、工艺
Drawings&Procedure
测试和检查项
Reference Document andAcceptance Norm
参考文件及验收标准
Format of Record
记录形式
Inspection检验点
WHBC
HDS
Cambodia
1.
汽包
Drum
1.1
原材料及焊材质量证明书
Quality certificate of raw martial and welding material
循环流化床锅炉检验&试验计划
ITP for CFB Boiler
Edited by:HuangXiaoyan
编制:黄小燕
Approved by: Zhang Minxian
批准:张敏娴
无锡华光锅炉股份有限公司
WUXI HUAGUANG BOILER CO.,LTD.
2011
No.
序号
Test and ExaminationsItem
&Material Travelling Sheet
H
H
1பைடு நூலகம்3
切割、标识移植
Cutting and Material marking transferring
JB/T3375
/
R
R
1.4
封头成型
The forming of the head
图纸、工艺
Drawings&Procedure
封头成型记录
The forming record of the head
图纸、工艺
Drawings&Procedure
无损探伤报告
NDE report
H
R
1.9
划线和钻孔
Layout and drilling holes
图纸
Drawings
检验记录
The Inspection record
W
R
1.10
装配管接头和下降管
Fitting up and welding nozzles and downcomers
H
R
2.3
集箱管、端盖的下料、钻孔、加工和标记移植
Cutting, drilling, machining of headers ends and headers
图纸
Drawing
/
W
R
2.4
装配、焊接集箱本体及端盖
Fit-up and welding header to header or header to flat end
检验记录
Inspection record
W
W
2.7
角焊缝无损探伤
DNE of nozzles welds
图纸
Drawing
无损探伤报告
NDE report
R
R
2.8
最终内部及外部焊缝及母材的外观检查
Final visual inspection for all welds and materials
W
R
1.5
筒体卷制
The Rolling of the shell
图纸、工艺
Drawings&Procedure
检验记录
TheInspectionrecord
W
W
1.6
焊接工艺检查
welding procedure inspection
图纸、工艺
Drawings&Procedure
WPS、PQR
R
R
both internally and externally
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
H
W
1.13
焊后热处理
PWHT
热处理工艺
Heat treatment procedure
热处理报告
Heat treatment report
H
R
1.7
纵、环缝装配、焊接(对接间隙、坡口、尺寸、表面质量等)
Fit-up and welding for longitudinal&circumferential weld
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
W
W
1.8
焊后无损探伤
NDEafter welding
W
W
1.16
表面清理和油漆
Surface preparation and painting
表面处理和油漆程序
Surface preparation and paintingprocess
/
W
W
1.17
标记和包装确认
Marking&packing verification
发货清单
Packing list
图纸、工艺
Drawings&Procedure
检验记录
The Inspection record
W
W
1.11
焊后无损探伤
NDE after welding
图纸、工艺
Drawings&Procedure
无损探伤报告
NDE report
H
R
1.12
最终内部及外部焊缝及母材的外观检查
Finalvisual inspection for all welds and materials
/
H
W
2.
集箱
Header
2.1
钢管材料质保书
Quality certificate of steel pipe
JB/T3375
质量证明书
Quality Certificate
H
R
2.2
钢管入厂验收
Entrance inspectionreportof pipe
JB/T3375
材料入厂检验记录
Entrance inspection record