喷涂用合金粉末
铝合金氟碳喷漆与常规粉末喷涂(聚酯粉末)特点对比及优势
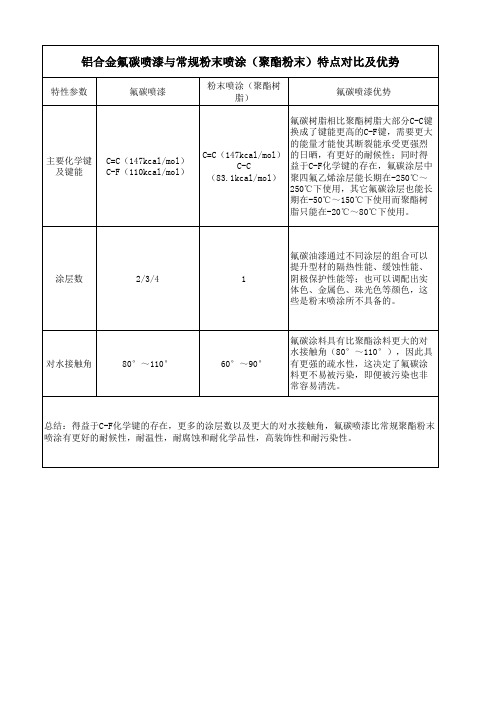
特性参数
氟碳喷漆
粉末喷涂(聚酯树 脂)
氟碳喷漆优势
主要化学键 及键能
C=C(147kcal/mol) C-F(110kcal/mol)
氟碳树脂相比聚酯树脂大部分C-C键
换成了键能更高的C-F键,需要更大
的能量才能使其断裂能承受更强烈
C=C(147kcal/mol) 的日晒,有更好的耐候性;同时得
体色、金属色、珠光色等对水接触角
80°~110°
60°~90°
氟碳涂料具有比聚酯涂料更大的对 水接触角(80°~110°),因此具 有更强的疏水性,这决定了氟碳涂 料更不易被污染,即便被污染也非 常容易清洗。
总结:得益于C-F化学键的存在,更多的涂层数以及更大的对水接触角,氟碳喷漆比常规聚酯粉末 喷涂有更好的耐候性,耐温性,耐腐蚀和耐化学品性,高装饰性和耐污染性。
C-C
益于C-F化学键的存在,氟碳涂层中
(83.1kcal/mol) 聚四氟乙烯涂层能长期在-250℃~
250℃下使用,其它氟碳涂层也能长
期在-50℃~150℃下使用而聚酯树
脂只能在-20℃~80℃下使用。
涂层数
2/3/4
氟碳油漆通过不同涂层的组合可以
提升型材的隔热性能、缓蚀性能、
1
阴极保护性能等;也可以调配出实
镍基合金粉末

镍基合金粉末1.JN-NiCrBSi镍基自溶性合金粉末关键词:镍基自熔性粉末、热喷涂合金粉末特点:JN-NiCrBSi是硬度高的一种合金粉末,粉末的自溶性、润湿性和喷焊性能好,喷焊沉积层耐蚀、耐磨、耐滑动磨损性用途:主要适合于汽车活塞环,气门、密封环、柱塞和轴等表面强化。
JN-NiCrBSi合金粉末化学成份wt%2.Ni15镍基自溶性合金粉末关键词:镍基自熔性粉末耐磨喷涂粉末镍基合金粉末特点:JN.Ni15是硬度较低的镍、硼、硅、铜合金粉末、自溶性、润湿性较好、易加工、耐蚀。
用途:适用于铸造件,模具等缺陷修复。
粉末熔融温度:1050~1150°C喷焊沉积层硬度:HB150~180粉末粒度范围:-150目(一步法)JN.Ni15合金粉末化学成份wt%3.Ni17镍基自溶性合金粉末关键词:镍基自溶性合金粉末耐磨喷涂粉末特点:JN.Ni17是较低硬度的合金粉末,粉末的自溶性和喷焊性能都好,喷焊沉积层耐蚀,易加工成形。
用途:适用于修复玻璃模具、铸铁、机床、轴等。
粉末熔融温度:1050~1150°C喷焊沉积层硬度:HB170~210粉末粒度范围:-150目(一步法)JN.Ni17合金粉末化学成份wt%4.Ni20镍基自溶性合金粉末关键词:镍基自溶性合金粉末耐磨喷涂粉末镍基合金粉末特点:JN.Ni20是较低硬度的合金粉末,粉末的自溶性、润湿性和喷焊性能好、喷焊沉积层耐蚀、耐高温氧化性能好、易加工成形。
用途:适用于修复玻璃模具、铸铁、机床、轴类等表面强化及修复。
粉末熔融温度:1040~1100°C喷焊沉积层硬度:HRC17~23Ni20合金粉末化学成份wt%5. Ni25镍基自溶性合金粉末关键词:镍基合金粉末、耐磨喷涂粉、自溶性镍基合金粉末特点:JN.Ni25是硬度低的合金粉末,粉末的自溶性、润湿性和喷焊性能好、喷焊沉积层耐蚀、耐急冷、耐热性能好、易加工等特点。
用途:适用于修复玻璃、塑料、橡胶等模具的表面强化及修复。
喷涂工艺详细介绍
喷粉:把塑料粉在静电场存在的条件下喷到工件表面,然后高温固化成保护层;喷涂:把合金粉末以加热的方式喷到工件表面,形成耐磨层或补上磨损的部分;喷漆:把漆料用压缩空气均匀的喷到工件表面。
喷涂大体上包括:喷(塑)粉和涂装(油漆)。
喷粉及喷粉设备简介(一)喷粉工艺【慧聪表面处理网】喷粉也称粉末涂装,是近几十年迅速发展起来的一种新型涂装工艺,所使用的原料是塑料粉末。
早在四十年代有些国家便开始研究实验,但进展缓慢。
1954年德国的詹姆将聚乙烯用流化床法涂覆成功,1962年法国的塞姆斯公司发明粉静电喷涂后,粉末涂装才开始在生产上正式采用,近几年来由于各国对环境保护的重视,对水和大气没有污染的粉末涂料,得到了迅猛发展。
粉末涂装工艺具有许多突出的优点:1、一次涂装可以得到较厚的涂层,例如涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。
涂层的耐腐性能很好。
2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。
3、采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。
4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。
粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。
我国自六十年代开始粉末涂装的实验研究,并在生产上得到应用。
发展到目前已广泛得到使用。
粉末涂装工艺1、流化床涂装法(又称沸腾床)。
它是由多孔隔板和容器组成,多孔隔板将容器分为上下两个部分。
其工作过程是这样的:向隔板以下的容器部分通入压缩空气、,压缩空气通过多孔隔板使上面粉末未受空气流的作用悬浮起来,并在上部容器内滚翻,呈现“沸腾”状态。
经预热的工件通过“沸腾”的粉末区达到涂覆的效果。
氧乙炔火焰喷焊工艺简介

注意:自容合金粉末中 B、Si 元素含量的变化,对粉末性能有明显影响,实 验结果表明在喷焊过程中,对涂层进行多次重熔后,将引起焊层中 B、Si、C 等
1 气雾化工艺生产,为氧乙炔火焰喷焊工艺特别定制;
2 NiCrBSi 系自熔合金,氧含量低,自熔性好,镜面清晰,焊层光滑;
3 粉末纯度高,无任何杂质,组织致密、均匀,无气孔、夹渣、疏松、裂纹等
缺陷,晶粒度小、硬度高,从而保证合金耐磨、耐腐蚀性较市场常用品牌高
30%-100%;
4 粉末球形性好,送粉通畅、稳定;
铸 宇 牌镍基 合金粉 末主要 包含 Ni-B-Si 、 Ni-Cr-B-Si、Ni-Cr-B-Si-P 、 Ni-Cr-B-Si-Cu-Mo、Ni-Cr-B-Si-W、Ni-WC 等系列,它不但具有优良的耐腐蚀、 抗氧化性能,而且在 500℃以下具有优异的耐低应力磨粒磨损和粘着磨损性能 等。该粉末应用工艺广泛,主要有氧乙炔火焰喷焊、超音速火焰喷涂(HVOF 或 HAVF)、等离子对焊、等离子喷涂、激光溶覆、感应重熔、离心浇铸、3D 打印和 粉末冶金。主要应用在闸板、球阀球面、阀座、柱塞、螺杆、机筒、玻璃模具、 层流辊道、拉丝滚筒、拉丝塔轮、抽油杆、风机叶片、螺旋输送器、金刚石工具 等工件。
化 学 成 分 (重量%)
C
Cr
B
Ni
Si
Fe
范ห้องสมุดไป่ตู้围 最小 Min 0.60 14.00 2.50
热喷涂材料
热喷涂材料封严涂层粉末封严涂层粉末牌号名称化学成分%粒度范围典型应用LF105铝硅氮化硼粉APSAl8Si20BN 包覆80/325目优质可磨涂层,用于喷气发压气机,工作温度可达48LF106铝硅石墨粉CFS Al8Si23C 包覆115目/5μm 压气机可磨涂层,工作温度480℃LF107铝硅石墨粉APS Al7Si26C 包覆80目/8μm 工作温度315-425℃,压气涂层LF108铝硅石墨粉APS Al5Si45C 包覆100目/8μm 工作温度315-425℃,压气涂层LF109铝硅聚酯粉APS Al12Si40 聚酯包覆115目/10μm工作温度325℃,压气机可LF110铝硅聚酰亚胺粉CFSAl12Si48 聚酰亚胺复合170/16μm工作温度350℃,压气机可LF132铝青铜粉CFSAPSCu10Al 包覆150/325目活塞导轨,拔叉,压气机气LF134铝青铜粉CFSAPSCu11.5Al1.5Fe 包覆125/25μm拔叉,压力配合面、支撑面LF137铝青铜聚酯粉APSCu9.5Al1Fe10 聚酯混合125/10μm可磨涂层,工作温度650℃LF138铝青铜聚酯粉APSCu9.5Al1Fe14 聚酯包覆125/15μm可磨涂层,工作温度650℃LF139铝青铜聚酯粉APSCu9.5Al1Fe5 聚酯混合125/15μm可磨涂层,工作温度650℃LF140铜铝二硫化钼粉APSCu9.5Al7.5(MoS2)包覆115/325目自粘结,自润滑,轴承及铜金修复LF141铜包石墨粉APS Cu30C150/325目电触头材料及低摩擦材料LF226镍包石墨粉CFS Ni15C 包覆170目/30μm工作温度480℃,压气机级LF227镍包石墨粉CFS Ni20C 包覆150/325目压气机级间可磨涂层LF228镍包石墨粉CFS Ni25C 包覆170目/30μm压气机级间涂层170目/20μmLF229镍铬铝包膨润土粉CFSNi4Cr4Al21 膨润土包覆100/325目可磨涂层,工作温度<815 LF230镍铬铝包膨润土粉CFSNi4Cr4Al21 膨润土100/200目可磨涂层,工作温度<815LF231镍铬铁铝氮化硼粉CFSNi14Cr8Fe5BN3.5 Al115/325目压气机,工作温度<480℃LF235镍包二硫化钼粉APSNi20-25(Mo S2 )200/400目动密封件,低摩擦材料纯金属粉末纯金属粉牌号名称化学成分粒度范围典型应用LF101铝粉CFS Al99依要求修复铝、镁基工件,屏蔽,抗蚀LF131铜粉CFS Cu99依要求修复铜基工件,屏蔽,导电LF145钼粉CFS Mo99.5170/400目活塞环,同步环,阀件,配合件LF152铬粉APS Cr99.5依要求靶材,抗蚀涂层LF225镍粉APS CFS Ni99.5200/325目修复镍基工件LF341钨粉APS W99200/325目-火箭发动机喷管、尾椎、耐火坩埚,抗金属熔涂层-也可用于靶材铁基粉铁基粉牌号名称化学成分粒度范围典型应用LF156铁铝钼粉APS Fe3Al3Mo3CB115/325目铁基体的修复,曲轴颈LF159铁铬钼粉HVOF Fe17Cr11Mo3Ni3Si3Cu4B45/6μm<650℃的条件下抗腐蚀涂层LF160铁钼碳粉CFS APS Fe18Mo3C170目/10μm硬面支撑涂层,低摩擦系数LF161铁钼碳粉HVOF Fe30Mo2C45/6μm 镀硬铬的低价代替品,耐磨损、硬支撑面微震LF162铁镍铝粉APS Fe37Ni6Al150/325目喷涂时放热反应,形成强冶金结合,涂加工,抗高温氧化LF163铁镍钼粉CFS Fe35NiMoAl115/325目柴油机点火板及气缸头LF165铁钨镍粉APS Fe14WNiCr115/325目剪切强度高,用于坦克与推土机的摩擦车同步器钼基粉钼基粉牌号名称化学成分粒度范围典型应用LF143钼碳粉APS Mo3C170/325目韧性好,硬度高,耐滑动磨损好LF144钼镍合金粉APS Mo25NiSF170/325目自熔性,耐磨性好,摩擦系数高低,抗擦伤,用塞环LF147钼镍合金粉APS Mo30NiSF170/325目自熔性,抗硬表面磨损,硬度高,抗擦伤镍基粉镍基粉牌号名称化学成分粒度范围典型应用LF201铝包镍粉CFS APS Ni5Al170/325目自粘打底粉,抗高温氧化,加工性能好,件LF203镍包铝粉APS Ni18Al115/325目抗氧化抗磨损,抗氧化涂层的打底层LF204镍包铝粉APS Ni20Al115/325目抗氧化涂层的打底层LF207镍铬粉APS Ni20Cr150/325目抗氧化抗腐蚀,陶瓷涂层打底粉LF210镍铬铁粉APS Ni16Cr8Fe150/325目修复抗蚀钢、镍基合金工件LF211镍铬铝钼粉CFS APS Ni9Cr5Al5Mo115/325目涂层自粘,加工性好,抗氧化抗腐蚀LF212镍铬铝粉APS(Ni20Cr)6Al115/325目抗氧化抗腐蚀,陶瓷涂层打底层LF213镍钴铬铝钇粉APS Ni17Cr5Al3CoY2O3115目/20μm自粘,抗氧化抗腐蚀,热障涂层打底层LF214镍铬铝钼粉CFS APS Ni18Cr7Al5Mo115/325目良好的抗氧化抗腐蚀性,自粘涂层LF223镍钼铝粉CFS APS Ni5Mo5.5Al170/325目自粘,韧性强,抗冲刷,抗冲击,保护机件承密封和阀件LF232镍硼碳粉HVOF Ni31B9C50/15μm 耐磨涂层,比Al2O3 Cr3C2及TiC所组成金属耐磨LF233镍包铜粉APS Ni30Cu150/325目耐腐蚀,耐高温,导热性好,用于机床导轨LF234镍包氧化铝粉APS Ni20-75Al2O3150/325目耐腐蚀,耐高温,抗氧化,抗热震LF235镍包二硫化钼粉APS Ni25MoS2200/400目减磨涂层,润滑性好,化学及热稳定性好,于动密封,低摩擦材料LF236镍包金刚石粉APS Ni(20-25)金刚石200/400目高硬度、耐磨、耐冲刷,作磨损及切割材料LF237镍包铬粉APS Ni50Cr150/325目抗高温氧化,抗硫钒腐蚀,应用于燃油燃煤防蚀,抗蚀性比LX45更佳碳化铬基粉碳化铬基粉牌号名称化学成分粒度范围典型应用LF301F碳化铬粉HVOF APS Cr3C2325目/10μm涂层光滑致密,抗高温耐磨,但韧性LF302碳化铬-镍铬粉HVOF APS Cr3C2 7(Ni20Cr)325目/5μm抗高温,抗微震,抗磨损LF303碳化铬-镍铬粉HVOF Cr3C2 10(Ni20Cr)325目/10μm抗高温耐磨涂层,用于飞机涡轮机LF304镍包碳化铬粉HVOF APS Cr3C2 17Ni325目/10μm 耐严重磨损和微震磨损,良好的抗气抗冲蚀和抗滑动磨损LF305碳化铬-镍铬粉HVOF APS Cr3C2 20(Ni20Cr)325目/5μm 包覆型结构,抗高温,抗磨损性能优积效率高LF306碳化铬-镍铬粉HVOF APS Cr3C2 20(Ni20Cr)325目/10μm 团聚烧结型,抗高温抗磨损,抗气蚀气腐蚀LF307碳化铬-镍铬粉HVOF APS Cr3C2 25(Ni20Cr)325目/10μm 团聚烧结型,良好的耐滑动磨损和冲损,耐腐蚀LF308碳化铬-镍铬粉HVOF APS Cr3C2 25(Ni20Cr)150目/10μm 混合型,耐冲蚀、气蚀及微震磨损,于燃杆芯轴、热成型盘、泵件、机件LF309碳化铬-镍铬粉HVOF APS Cr3C2 35(Ni20Cr)325目/10μm 团聚型,涂层致密,硬度较低,耐磨损冲蚀性好LF310碳化铬-镍铬粉HVOF APS Cr3C2 50(Ni20Cr)250目/10μm混合型,抗高温腐蚀及侵蚀涂层LF311碳化铬-镍铬粉HVOF APS Cr3C2 50(Ni20Cr)170目/5μm 包覆型,韧性更好、抗硬面磨损及磨损LF312碳化铬-镍合金粉HVOFAPSCr3C2 25(NiCrAlY)325目/15μm烧结型,抗氧化性更好,用于炉内输涡轮机部件等LF313碳化铬-镍铬粉HVOFAPSCr39Ni7C170目/10μm雾化混合型,抗高温,耐磨耐蚀,用阀、液压杆、炉管、排气管、透平机LF314碳化铬-铁合金粉APS Cr3C215(FeCrAlY)150目/10μm结合强度高,蒸汽透平转子和静子碳化钨基粉碳化钨基粉牌号名称化学成分粒度范围典型应用LF321碳化钨-钴粉HVOF APS WC12Co250目/10μm 烧结型,镀硬铬的替代涂层,涂层光滑坚硬、耐磨、用于轧钢辊、锉棒LF322碳化钨-钴粉HVOF APS WC12Co270目/10μm 45/10μm 包覆型,镀硬铬的替代涂层,耐磨粒冲蚀磨损、滑动磨损,用于泵套、风件LF323碳化钨钴镍合金粉HVOF APS(WC12Co)35NiSF250目/15μm 170目/15μm混合型,涂层已部分自熔,致密、耐于玻璃模具、装甲部件、油田高压泵模具LF326碳化钨-钴粉HVOF APS WC12Co45/10μm 团聚烧结型,细晶WC,用于油田、拉用扇和压气机、泵件和机架,适用于LF328碳化钨-钴粉HVOF AP S WC10Co45/10μm 镀硬铬的替代品,用于油田设备、拉丝风扇及压力机LF329碳化钨-钴粉HVOF APS WC17Co45/10μm 团聚型,高韧性,压应力涂层,抗微侵蚀,用于飞机起落架、泵密封、挤拔叉、排放阀,抗氧化及抗蚀性较差LF331碳化钨-钴粉CFS APS WC20Co53/10μm 烧结型,涂层致密,适用于牵引涂层辊LF332碳化钨-镍粉HVOF APS WC17Ni45/10μm包覆型,耐磨涂层,抗蚀性好于WC-LF334(碳化钨-钴)镍基合金粉APS(WC12Co)25NiSF75/45μm混合型,抗磨损抗冲蚀、排风机叶片LF335碳化钨-碳化铬粉HVOFAPSWC20Cr3C27Ni45/10μm团聚型,抗氧化性和耐蚀性高于WC-度高,微观结构好,用于闸门及阀件LF337碳化钨-碳化铬-镍铬粉HVOF APS(WC12Co)35(Cr3C220NiCr )45/6μm镀硬铬的替代品,抗蚀性耐磨、抗冲微震LF338碳化钨-钴-铬粉HVOFAPSWC10Co4Cr53/10μm团聚型,镀硬铬的替代品,涂层应压好的抗蚀性、耐磨性及耐冲蚀性,表度高,应用于湿的腐蚀环境、飞机起造纸工业、液压缸LF339碳化钨-钴-铬粉HVOFAPSWC10Co4Cr53/10μm烧结型,镀硬铬的替代品,抗腐蚀、耐抗湿环境腐蚀、适用于造纸工业等LF340碳化钨-钴-镍合粉APS(WC17Co)50NiSF63/33μm 混合型,耐侵蚀,耐磨损,用于玻璃杆、泵件、活塞、套筒、挤出螺杆、辊LF342碳化钨-铬-镍粉HVOFAPSWC20Cr7Ni45/10μm团聚型,涂层致密,高硬度,强韧性机酸及碱液有良好的抗蚀性,抗磨损油田设备、化工、压气机轴、液压机纸辊、气体输送设备LX343镍包铸造碳化钨WC/W2C12Ni200/325目与镍基自熔合金粉混合喷焊,焊层中分布均匀,耐磨性明显提高氧化铝基粉氧化铝基粉牌号名称化学成分粒度范围典型应用LF401SF氧化铝粉APS99.5Al2O333/5μm介电性强,耐酸碱、抗热、耐磨、抗高温侵蚀,磨损LF401氧化铝粉APS98Al2O345/15μmLF403F氧化铝-氧化钛粉APS Al2O3 3TiO222/5μm抗磨粒磨损、微震磨损、抗高温氧化,用于纺织人造纤维工业、酸碱介质中及造纸辊类LF403氧化铝-氧化钛粉APS Al2O3 3TiO245/15μmLF403C氧化铝-氧化钛粉APS Al2O3 3TiO275/33μmLF406氧化铝-氧化钛粉APS Al2O3 13TiO245/15μm类似于403,但介电性能及抗蚀性较差,用于纺织造纤维工业中引线辊、造纸辊类LF406C氧化铝-氧化钛粉APS Al2O3 13TiO275/30μmLF407氧化铝-氧化钛粉APS Al2O3 40TiO245/15μm 耐磨性及抗蚀性略低于LF406,抛光性好,抗纤维家用平底锅LF408氧化铝-氧化锆粉APS Al2O3 40ZrO245/15μm涂层韧性好,耐磨耐侵蚀,用于造纸工业氧化铬基粉氧化铬基粉牌号名称化学成分粒度范围典型应用LF417氧化铬-氧化钛粉APS Cr2O32TiO275/15μm 涂层致密,耐磨粒磨损、硬面磨损、颗粒冲蚀和损,不溶于酸类、碱类和醇类溶液,用于泵密封耐磨环、印刷花纹辊LF418氧化铬-氧化硅-氧化钛粉APSCr2O35SiO23TiO290/10μm韧性好,低摩擦特性及更高的耐机械冲击,高耐蚀性LF419氧化铬-氧化钛粉APS Cr2O3 25TiO245/15μm硬度较低、韧性好,用于对韧性高的磨损工件氧化钛基粉氧化钛基粉牌号名称化学成分粒度范围典型应用LF425氧化钛粉APS99TiO290/10μm 中等耐磨性,硬度较低,对酸碱之外的溶液保持稳不堆积静电LF426氧化钛-氧化铬粉APS TiO2 45Cr2O3115目/10μm耐磨性好,抗热抗腐蚀,用于电池、转鼓刮浆刀氧化锆基粉氧化锆基粉牌号名称化学成分粒度范围典型应用LF435氧化钙稳定型氧化锆粉APSZrO25Ca O90/30μm热障涂层,熔融金属液中抗腐蚀抗润于柴油机柱塞、阀门缸套头、铸模涂LF436氧化镁稳定型氧化锆粉APSZrO224Mgo90/10μm 70/10μm性能与LF435相近LF438氧化锆氧化钇氧化铈粉APSZrO225CeO2 2.5Y2O390/10μm热障性能更好,在钠、硫和氯的环境性更佳,抗高温性更好LF439氧化锆氧化钛氧化钇粉APSZrO218TiO210Y2O380/10μm抗擦伤性好、红硬性好、抗热冲性强,钠及氯的抗腐蚀性好LF440氧化钇稳定型氧化锆粉APSZrO28Y2O3125目/16μm只有在喷涂后,ZrO2才被Y2O3稳定热障涂层LF441氧化钇稳定型氧化锆粉APSZrO28Y2O3200目/45μm 200目/15μm球形,流动性好,化学均质行好,纯纳米结构,空芯形态,具有良好的热缘特性,用于透平燃烧室及机翼组件涂层LF442氧化钇稳定型氧化锆APSZrO220Y2O3150目/15μm适用于更高的温度,推荐用于845℃抗冲蚀,适用于火箭及喷气发动机的层LF443氧化锆氧化钇粉APS ZrO212Y2O3200目/15μm隔热性良好,热障涂层氧化钇基粉氧化钇基粉牌号名称化学成分粒度范围典型应用LF456氧化钇粉APS99.9 Y2O3250目/10μm耐高温、抗氧化,用于电子工业及硬质合金石墨其它金属陶瓷粉其它金属陶瓷粉牌号名称化学成分粒度范围典型应用LF461镍包碳化硼粉APS Ni75(B4C)170/325目涂层硬度高,比Al2O3、TiC、Cr2O3更耐磨,用磨损工件(泥砂泵柱塞)。
氧乙炔焰喷焊(镍基)合金粉末通用工艺规程

氧乙炔焰喷焊(镍基)合金粉末通用工艺规程编号:版本:编制:审核:批准:四川精控阀门制造有限公司1、目的合金粉末喷焊技术是金属表面强化的新技术之一,氧乙炔焰喷焊是利用氧乙炔焰所产生的热能,通过特制喷枪将合金粉末加热到熔融状态,高速地喷敷到经清洁粗糙化的工件表面上,使其形成一致密的金属合金焊层,达到表面强化之目的。
为了正确指导喷焊技术的实施,有效地控制喷焊质量,本工艺规程规定了氧乙炔焰喷焊(镍基粉末)工艺的粉末选择,基材要求,操作规范以及缺陷预防措施等。
2、适用范围本工艺规程适用于采油(气)井口装置中闸板、阀座的镍基喷焊,其它零件的喷焊可参照进行。
3、喷焊操作人员要求旋焊人员应有相应的焊接技术水平合格证书,并应遵守焊接工艺规程中确定的各种焊接参数,达到焊接工艺规程的要求。
4、合金粉末喷焊用合金粉末一般称为“自熔性合金粉末”。
4.1、镍基粉末选用原则:根据零件技术要求的硬度值来选择粉末。
4.2、粉末化学成份4.3、粉末的主要性能4.4、喷焊层性能A-优B-良5、粉末质量检查为保证喷焊质量,每批粉末在批量喷焊前应作好《质量跟踪表》的填写;并应作试件喷焊检查,试件合格后方可批量喷焊,试件按下表进行:6、喷焊工具及设备6.1、喷枪喷枪选用一般应根据工件喷涂面积大小、几何形状和合金粉末熔点以及喷焊工艺与方法选择。
一般采用中压射吸式喷枪。
根据井口装置中喷焊零件,喷焊阀座时,采用型号SPH-2/h;喷焊闸板时,选用型号为SPH-4/h。
6.2、设备及其它装置喷焊需要设备及装置有:氧气瓶、乙炔瓶以及减压器、流量计、过滤器、安全装置、可转单台、电动砂轮、粉末恒温干燥箱、箱形电阻炉以及无油污的钢丝刷、毛刷、刀等工具。
7、工作环境喷焊应在清洁明亮的场地进行。
施焊时空气干燥,温度不大。
8、火焰要求喷焊时在工件预热喷敷合金粉末过程中均须采用中性焰或微碳化焰,禁止使用氧化焰和碳化焰,同时应控制好火焰强度。
9、基体要求喷焊的阀座、闸板均应为锻件,基体锻后经调质处理,调质硬度如下:10、操作规程喷焊工艺流程一般为:焊前准备→工件表面预热处理→工件预热→喷敷底粉→重熔底粉工件加热升温→喷敷合金粉末→重熔→工件冷却→机加工10.1、焊前准备10.1.1、了解零件基本材料,以确定喷焊工艺参数。
铝合金粉末喷涂型材定义
铝合金粉末喷涂型材定义铝合金粉末喷涂型材是一种常见的表面处理技术,它可以为铝合金制品赋予良好的外观和耐腐蚀性能。
本文将从铝合金粉末喷涂的原理、工艺流程、应用领域等方面进行介绍。
一、铝合金粉末喷涂的原理铝合金粉末喷涂是通过将铝合金粉末均匀喷涂在型材表面,并在高温下使其熔化和固化,形成坚固耐用的外层涂层。
粉末喷涂的优势在于可以实现较高的涂层质量和较大的涂层厚度,同时不会对铝合金的内部结构造成损害。
二、铝合金粉末喷涂的工艺流程铝合金粉末喷涂的工艺流程主要包括准备工作、前处理、喷涂、烘干和固化等环节。
1. 准备工作:包括选择合适的喷涂设备和粉末,检查型材表面的净化程度,确保表面无油污、氧化物等杂质。
2. 前处理:铝合金型材在喷涂前需要进行预处理,常见的方法包括化学除氧、机械打磨和酸洗等,以提高涂层的附着力和耐腐蚀性。
3. 喷涂:将铝合金粉末通过喷涂设备均匀喷涂在型材表面,形成一层均匀的粉末覆盖层。
4. 烘干:将喷涂后的型材送入烘干设备,通过控制温度和时间,使粉末熔化并固化,形成牢固的涂层。
5. 固化:烘干后的型材需要进一步进行固化处理,常见的方法有自然固化和热固化两种,以进一步提高涂层的硬度和耐久性。
三、铝合金粉末喷涂的应用领域铝合金粉末喷涂广泛应用于建筑、汽车、航空航天等领域。
具体应用包括:1. 建筑领域:铝合金窗框、门框、阳台等建筑构件经过粉末喷涂后,不仅可以提升外观质量,还可以提高耐腐蚀性,延长使用寿命。
2. 汽车领域:铝合金车身和零部件经过粉末喷涂后,可以增加表面硬度,提高耐磨性和耐腐蚀性,同时也可以实现个性化的外观设计。
3. 航空航天领域:铝合金航空零部件经过粉末喷涂后,可以提高表面的抗氧化性能和耐高温性能,保证飞行安全和寿命。
四、结语铝合金粉末喷涂型材作为一种常见的表面处理技术,能够为铝合金制品提供出色的外观和耐腐蚀性能。
通过了解铝合金粉末喷涂的原理、工艺流程和应用领域,可以更好地理解和应用这项技术。
铝合金粉末喷涂工艺
铝合金粉末喷涂工艺铝合金粉末喷涂工艺是一种常用的表面涂装技术,可用于改善铝合金制品的外观和性能。
本文将介绍铝合金粉末喷涂工艺的原理、优点、应用和未来发展趋势。
一、铝合金粉末喷涂工艺的原理铝合金粉末喷涂工艺是将铝合金粉末通过静电吸附技术喷涂在铝合金制品表面的一种涂装方法。
其原理是利用静电作用将粉末均匀地吸附在制品表面,然后在高温下进行烘烤,使粉末熔化并与制品表面融合,形成坚固、耐磨的涂层。
1. 良好的外观效果:铝合金粉末喷涂可以实现丰富的颜色和纹理效果,使制品具有良好的外观质量,提高产品的附加值。
2. 良好的耐蚀性:通过粉末喷涂,可以形成一层致密的涂层,有效防止铝合金制品受到氧化、腐蚀等环境因素的侵蚀,延长使用寿命。
3. 高效的生产工艺:铝合金粉末喷涂工艺具有高效、快速的特点,可大幅提高生产效率,降低成本。
4. 环保健康:铝合金粉末喷涂不含有机溶剂,不产生有害气体和废水,符合环保要求,对人体健康无害。
三、铝合金粉末喷涂工艺的应用铝合金粉末喷涂工艺广泛应用于建筑、汽车、航空航天等领域。
具体应用包括:1. 建筑领域:铝合金门窗、幕墙、屋顶等的表面装饰和保护,提高建筑物的耐候性和美观度。
2. 汽车领域:汽车车身、轮毂、排气管等的表面装饰和防腐蚀涂层,提高汽车的整体质量和外观品质。
3. 航空航天领域:飞机外壳、发动机部件等的表面保护涂层,提高飞机的耐久性和飞行性能。
四、铝合金粉末喷涂工艺的未来发展趋势随着科技的发展和人们对产品质量的要求提高,铝合金粉末喷涂工艺也在不断创新和改进。
未来的发展趋势包括:1. 粉末材料的研发:研制新型的铝合金粉末材料,以提高喷涂涂层的耐磨性、耐腐蚀性和耐高温性。
2. 工艺技术的改进:改进喷涂设备和工艺流程,提高喷涂的均匀性和涂层的附着力,减少涂层的缺陷和气泡。
3. 智能化生产:引入自动化和智能化技术,实现铝合金粉末喷涂工艺的高效、精确控制,提高生产效率和质量稳定性。
铝合金粉末喷涂工艺是一种重要的表面涂装技术,具有良好的外观效果、耐腐蚀性和环保健康的特点。
常用喷涂熔覆粉末(如Ni65等)

①:Ni60镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中应用最广泛的一种。
具有优良的综合性能,耐腐蚀,抗氧化性,耐热,耐低应力磨粒磨损及良好的冲击韧性。
熔点低,固液相温度区间宽,对多种基体和WC颗粒等有强的润湿能力,操作简便。
主要用途及工艺:建议用于750°C以下耐磨,耐蚀,抗氧化的场合,如抽油泵柱塞,轴套,拉丝轮,风机叶片等部件的修复与预保护。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:规格 C B Si Cr Fe Ni HRC Ni60A 0.7〜1.1 3.0〜4.0 3.5〜5.0 15.0〜17.0 W5 余量58〜62Ni60B 0.7〜1.1 3.0〜4.0 3.5〜5.0 15.0〜17.0 <17 余量58〜②:Ni65镍基合金粉末特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末,较高含量的铬使镍基产生固溶强化,并增强其耐蚀性和抗高温氧化能力,过量的铬与C,B生成硬度极高的硬质相,弥散分布在基体中,大大提高了合金焊层的耐磨性能。
主要用途及工艺:建议用于耐高温冲蚀磨损,低应力磨粒磨损,硬面磨损等场合,如高压泵活塞杆,泥浆泵柱塞,炼油厂耐酸泵,烟道风机叶片,造纸机磨盘等部件表面硬化。
适用于氧-乙炔喷焊及高频重熔工艺,超音速喷涂等工艺。
化学成分与硬度:③:Ni60C镍基合金粉末特性说明:该粉末保留了Ni60A所有优良的综合性能,同时提高了铬的含量,加入少量的钼、铜、稀土,使晶粒细化,进一步提高了涂层的高温强度和红硬性,能显著提高合金在高温氧化物和高温硫化物以及在非氧化性酸、有机酸和海水等工矿条件下的在耐蚀能力。
主要用途及工艺:建议用于油田含硫化物较低的油井抽油泵柱塞表面处理及耐海水耐蚀的工况。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:④:Ni55镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中的一种。
镍基合金粉末

镍基合金粉末说明: DG.Ni20B 是在 DG.Ni 20A 的基础上为玻璃模具开发的镍铁铬硼硅合金粉末。
性能与 DG.Ni 20A 相似,但价格略低些。
适用于氧―乙炔火焰喷焊工艺,是根据玻璃模具特点开发的用于修复和预喷处理的喷焊合金粉末。
粉末化学成份( Wt% ) C Cr Si B Fe Ni< 0.1 2.0 ?C 5.0 2.0 -2.8 1.0 -1.3 < 15.0 余量粉末熔化温度:1050 ― 1150℃喷焊层硬度:HRC35 ― 22注意事项: 1. 请严格按氧―乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理( 120 ℃,保温 1 小时)。
说明: DG.Ni22AA 是具有较低硬度的镍基合金粉末。
特点是熔点低,润湿性和喷焊性能优良。
在大面积的表面实施一、二步法喷焊工艺均可,喷焊层耐蚀、耐磨,抗高温氧化,机械加工性能较好。
适用于氧―乙炔喷焊工艺,主要用于铸铁、玻璃模具的内腔抗氧化处理和其他金属零部件的强化和修复。
可作钎焊材料。
粉末化学成份( Wt% )C Cr Si B Fe Ni< 0.1 < 0.5 2.2 -2.8 0.9-1.5 < 0.1 余量粉末熔化温度:850 ― 950℃喷焊层硬度:HRC18 ― 24注意事项: 1. 请严格按氧―乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理( 120 ℃,保温 1 小时)。
DG.WC-Co17说明:DG.WC-Co是高硬度的钨基包覆粉,采用团聚烧结工艺.它是铸造碳化钨表面包覆一层作为保护和粘结用的金属钴层,具有极好的抗磨粒磨损和抗高温氧化的能力。
镍基合金粉末大全产品大全

镍基合金粉末大全产品大全一)、氧-乙炔火焰喷焊用合金粉末
(二)、氧-乙炔或等离子喷涂用合金粉末
(三)、等离子喷焊用合金粉末
(四)、说明
1、粉末推荐使用粒度:
氧-乙炔火焰喷焊用:-150+325目或-150目
氧-乙炔或等离子喷涂用:-140+325目
等离子喷焊用:-60+200目或-100+325目
2、粉末粒度也可由用户定货时确定。
3、氧-乙炔和等离子喷焊用合金粉,也适合于真空熔焊工艺。
4、粉末应存放在防潮、防氧化、防腐蚀的环境中。
5、粉末如有吸潮现象或存放期超过3个月,使用前应进行干燥处理(150度保温2小时)。
6、喷焊前应严格清除工件表面的氧化物和油污。
7、喷焊工艺应规范,以避免母材稀释过高。
8、绝不能把不同类型的粉末混合使用。
镁合金粉末喷涂工艺流程
镁合金粉末喷涂工艺流程英文回答:Magnesium alloy powder coating process involves several steps to ensure a successful and high-quality coating. Here is a step-by-step guide to the process:1. Surface Preparation: The first step is to prepare the surface of the magnesium alloy for coating. This involves cleaning the surface to remove any dirt, oil, or other contaminants. It is important to ensure that the surface is completely clean to promote good adhesion of the coating.2. Pre-treatment: After cleaning the surface, a pre-treatment process is carried out to enhance the adhesion of the coating. This can involve the application of a chemical conversion coating or a primer. The pre-treatment process helps to improve the corrosion resistance and durability of the coating.3. Powder Application: Once the pre-treatment is complete, the magnesium alloy is ready for powder application. The powder coating is applied using a spray gun or an electrostatic spray system. The powder particles are charged and attracted to the grounded surface of the magnesium alloy. This ensures an even and uniform coating.4. Curing: After the powder is applied, the coated magnesium alloy is cured in an oven or a curing chamber. The curing process involves heating the coated part to a specific temperature for a specific duration. This allows the powder to melt and flow, forming a smooth and durable coating. The curing process also helps to improve the adhesion and chemical resistance of the coating.5. Inspection and Finishing: Once the curing process is complete, the coated magnesium alloy is inspected for any defects or imperfections. This can include checking for any bubbles, cracks, or unevenness in the coating. If any issues are found, they can be repaired or touched up before the final finishing is done. The finishing process caninvolve sanding, polishing, or applying a clear topcoat to enhance the appearance and durability of the coating.中文回答:镁合金粉末喷涂工艺流程包括几个步骤,以确保涂层的成功和高质量。
镍基合金粉末喷涂工艺
镍基合金粉末喷涂工艺
1. 表面准备,在进行喷涂之前,需要对待涂层的金属表面进行
清洁和处理。
这包括去除油脂、污垢和氧化物,通常使用化学清洗、砂轮打磨或喷砂等方法。
2. 粉末喷涂,在表面准备完成后,使用专用的喷涂设备将镍基
合金粉末均匀地喷涂在金属表面上。
喷涂设备通常是静电喷涂或火
焰喷涂系统。
3. 热处理,喷涂完成后的工件通常需要进行热处理,以熔化和
固化喷涂的合金粉末,提高涂层的结合力和致密性。
热处理温度和
时间根据具体的合金粉末和工件材料而定。
4. 表面处理,热处理后,通常需要进行表面处理,包括打磨、
抛光或其他方式,以获得所需的表面光洁度和粗糙度。
镍基合金粉末喷涂工艺的优点包括涂层具有良好的耐磨性、耐
腐蚀性和高温性能,适用于复杂形状的工件和大型工件的表面保护。
此外,喷涂过程可以实现自动化生产,提高生产效率。
然而,镍基合金粉末喷涂也存在一些挑战,例如喷涂后的涂层可能出现气孔、裂纹或粘附力不足等质量问题,需要通过优化喷涂工艺和严格的质量控制来解决。
总的来说,镍基合金粉末喷涂工艺在工业领域具有广泛的应用前景,可以有效提高金属制品的耐用性和性能。
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度的控制是一项重要的工艺操作,在
这个过程中,温度对静电粉末喷涂的成功起着重要的作用。
一般情况下,铝合金静电粉末喷涂的工作温度在室温以上100℃,但准确的工作
温度取决于实际应用的需要,例如使用的静电粉末和工件表面材质的
不同考虑,考虑到每种铝合金材料的热膨胀变形和收缩性能,在热喷
涂过程中,需要采取对应的控制步骤来调节温度,才能得到理想的结果。
常规的铝合金静电粉末喷涂温度大约在180~400℃。
喷涂温度太低时,静电粉末将难以完全熔化,会影响粉末喷涂的最终质量与性能;
而如果温度过高,则会损坏喷涂层,甚至有可能破坏工件表面。
因此,对于铝合金静电粉末喷涂,表面处理工厂会根据特定工件采用不同分
级的温度控制,以确保喷涂表面呈现理想的质量。
正常情况下,铝合
金静电粉末喷涂的工作温度最高不超过450℃,最低不低于220℃。
通
常需要在350℃时,达到铝合金理想的喷涂效果。
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度是指指导粉末涂料的熔化和固化,
以达到最佳效果的温度范围。
对于不同的铝合金材料和粉末涂料来说,其工作温度也是不同的。
一般来说,铝合金静电粉末喷涂的工作温度在180°C至220°C
之间,通常在200°C左右。
这个温度范围可以确保粉末涂料在表面上
熔化并固化,形成一个平整、坚硬和耐用的涂层。
在这个温度范围内,粉末涂料可以在铝合金表面上形成一个均匀、光滑的涂层,并具有良好的附着力和防腐蚀性能。
铝合金材料经过高
温处理后,表面会出现一些改变,这个工作温度可以减小这种影响。
同时,这个温度下可有效的避免过高的温度造成氧化和变质。
需要注意的是,铝合金静电粉末喷涂的工作温度在不同的情况下
也会有所变化。
比如,如果选择的是低温粉末涂料,那么工作温度就
应该在170°C至200°C左右。
而对于一些特殊的涂料,如高耐热的
粉末涂料,工作温度就需要更高,甚至可以达到250°C以上。
总之,铝合金静电粉末喷涂工作温度的选择应该根据材料和涂料的特性来确定。
在操作过程中,需要通过不断的调整和尝试,找到最佳的温度范围,以保证喷涂效果达到最佳。
同时,还需注意控制温度的稳定性,避免过高或过低的温度对涂层的质量造成影响。
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度
铝合金静电粉末喷涂工作温度必须符合特定的要求,才能保证粉末喷涂质量。
这种静电粉末是由流体化悬浮在一个空气层中,通过电脉冲、静电力和空气流动等作用紧密地粘在表面上的,其工作温度要求也较高。
一般来说,铝合金静电粉末喷涂工作温度应在150-180度之间,以保证粉末喷涂效果。
温度太高或太低,都会影响喷涂性能,甚至出现粉末弹掉、脆裂、工艺要求不能达到等状况。
在铝合金静电粉末喷涂时,如果温度不合适,就会造成雾化效果受到影响,从而影响最终的喷涂效果。
此外,铝合金静电粉末喷涂还需要注意温度的升降速度。
过快的加热速度会造成温度过高,长时间加热也会使原料损坏而产生空气污染;如果加热速度太慢,又会造成温度过低,无法达到规定要求,因此,加热速度也要合理控制。
总之,铝合金静电粉末喷涂工作温度在150-180度之间,加热速度要保持合理,并维持在一定的温度范围内,才能保证最终的喷涂质量。
铝合金粉末喷涂成分

铝合金粉末喷涂成分铝合金粉末喷涂成分铝合金粉末喷涂是一种常见且重要的涂装技术,逐渐在各个领域得到广泛应用。
它能够提供出色的防护性能和装饰效果,同时也能增强铝合金的机械性能。
在铝合金粉末喷涂过程中,涂料的成分起着至关重要的作用。
本文将就铝合金粉末喷涂的成分进行深入探讨,并为读者提供全面了解和掌握这一技术的机会。
一、铝合金粉末喷涂的背景铝合金粉末喷涂作为一种先进的涂装技术,具有许多优点。
它能够提供出色的耐候性和耐腐蚀性,保护基材不受外界环境的侵蚀。
铝合金粉末喷涂具有很高的装饰性能,可以实现各种颜色和质感的表面效果。
它还可以提高铝合金的硬度、耐磨性和抗刮擦性,延长其使用寿命。
铝合金粉末喷涂在汽车、建筑、家具等行业都有广阔的应用前景。
二、铝合金粉末喷涂的成分铝合金粉末喷涂的成分主要包括涂料、添加剂和溶剂。
涂料是指在喷涂过程中形成涂层的主要材料,它决定了涂层的性能和质量。
常见的涂料有环氧树脂、聚脲涂料和聚酯涂料等。
这些涂料具有优异的附着力、硬度和耐候性,使得铝合金能够获得良好的保护效果。
除了涂料之外,添加剂也是铝合金粉末喷涂中不可忽视的重要组成部分。
添加剂可以改善涂料的流动性、耐化学性和光泽度等特性。
常见的添加剂包括增稠剂、流平剂和抗氧化剂等。
这些添加剂能够提高涂层的涂布性能,使得涂料能够均匀地附着在铝合金表面上。
溶剂也是铝合金粉末喷涂不可或缺的一部分。
溶剂主要用于稀释涂料,使其具有适合喷涂的黏度。
常见的溶剂有醋酸乙酯、丙酮和甲苯等。
它们能够使涂料更容易涂布于铝合金表面,并在喷涂后快速挥发。
三、铝合金粉末喷涂的优势铝合金粉末喷涂具有许多优势,使其成为各行各业的首选涂装技术。
它可以在较低的温度下进行,避免了高温对铝合金的热变形。
铝合金粉末喷涂能够实现高效、连续的自动化操作,提高生产效率。
它还具有成本低、环保无污染等特点,符合现代工业对可持续发展的要求。
四、个人观点和理解作为一名写手,我对铝合金粉末喷涂的成分有着浓厚的兴趣。
aps等离子气相涂层合金

APS等离子气相涂层合金概述APS(Atmospheric Plasma Spraying)等离子气相涂层是一种常用的表面处理技术,用于制备涂层材料。
它通过将粉末材料加热到高温,然后喷射到基材表面,形成一层均匀、致密的涂层,提供了良好的机械性能和化学稳定性。
等离子气相涂层合金是一种应用广泛的材料,具有优异的耐磨、耐腐蚀和高温抗氧化性能。
它在航空航天、能源、汽车制造等领域得到了广泛应用。
本文将详细介绍APS等离子气相涂层合金的制备工艺、性能特点以及应用领域。
制备工艺APS等离子气相涂层合金的制备工艺包括以下几个主要步骤:1.材料准备:选择合适的合金粉末作为原料,通常包括金属元素和陶瓷颗粒。
这些粉末经过精细处理和筛分,以确保其粒度和纯度符合要求。
2.涂层喷涂:将粉末材料放入等离子喷涂设备中,通过等离子喷嘴将粉末加热到高温,并以高速喷射到基材表面。
在喷涂过程中,粉末颗粒会熔化并迅速冷却,形成一层均匀致密的涂层。
3.涂层烧结:在喷涂完成后,涂层需要进行烧结处理以提高其致密性和结合强度。
烧结温度和时间根据材料的特性和应用需求进行调整。
4.表面处理:经过烧结处理的涂层表面可能存在一些缺陷,如气孔和裂纹。
为了提高涂层的质量,可以进行进一步的表面处理,如磨削、抛光等。
性能特点APS等离子气相涂层合金具有以下几个主要性能特点:1.耐磨性:等离子气相涂层合金具有出色的耐磨性能,能够有效抵抗摩擦和磨损。
这使得它在汽车制造、航空航天等领域中得到广泛应用。
2.耐腐蚀性:涂层合金能够抵抗腐蚀和化学侵蚀,提高基材的耐久性和使用寿命。
这对于海洋工程、化工设备等具有腐蚀性环境的领域尤为重要。
3.高温抗氧化性:等离子气相涂层合金具有优异的高温抗氧化性能,能够在高温环境下保持稳定性。
这使得它在航空发动机、燃气轮机等高温工作条件下得到广泛应用。
4.附着力强:等离子气相涂层合金与基材之间具有很强的结合力,能够有效防止涂层剥落和脱落。
这为涂层的长期稳定性和可靠性提供了保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷涂用合金粉末WC-Co10Cr4 钨基合金粉末碳化钨钴基合金粉末说明:WC-Co10Cr4是高硬度的钨基包覆粉,采用团聚烧结工艺.它是铸造碳化钨表面包覆一层作为保护和粘结用的金属钴层,具有极好的抗磨粒磨损和抗高温氧化的能力。
适用于等离子喷涂或超音速喷涂工艺。
常用于要求抗强烈磨损的场合,例如导板、轴类、硬密封面等.粉末化学成份:86%(WC)+10%(Co)+4%(Cr)喷焊层硬度:Hv200>1100注意事项: 1.粉末分为供等离子喷涂使用和超音速喷涂使用两种粉末.2.请严格按相应喷涂工艺要求操作,粉末粒度可调。
3.粉末如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)Cr3C2-NiCr高温耐磨陶瓷粉末说明: Cr3C2-NiCr是高温耐磨、高硬度陶瓷涂层,抗高温氧化温度可达900℃左右。
适用于超音速喷涂、等离子喷涂。
常用于锅炉―四管‖及引、排风机叶片、高温温度导管等喷涂。
粉末化学成份:75%(Cr3C2)-25%(NiCr),成份比例也可根据客户要求制作注意事项: 1.请严格按相应喷涂工艺要求操作。
2.请严格按相应喷涂工艺要求操作,粉末粒度可调。
3.粉末如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)ZC.WC-Co17钴钨合金粉末说明:WC-Co是高硬度的钨基包覆粉,采用团聚烧结工艺.它是铸造碳化钨表面包覆一层作为保护和粘结用的金属钴层,具有极好的抗磨粒磨损和抗高温氧化的能力。
适用于等离子喷涂或超音速喷涂工艺。
常用于要求抗强烈磨损的场合,例如导板、轴类、硬密封面钢厂耐磨工艺辊等粉末化学成份:83%(WC)+17%(Co)喷焊层硬度:Hv200>1100注意事项: 1.粉末分为供等离子喷涂使用和超音速喷涂使用两种粉末.2.请严格按相应喷涂工艺要求操作,粉末粒度可调。
3.粉末如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)WC-Co12 钨铬钴合金粉末说明:WC-Co是高硬度的钴基包覆粉,采用团聚烧结工艺.它是铸造碳化钨表面包覆一层作为保护和粘结用的金属钴层,具有极好的抗磨粒磨损和抗高温氧化的能力。
适用于等离子喷涂或超音速喷涂工艺。
常用于有强烈磨损的场合,例如导板、轴类、连退炉外工艺辊、硬密封面等。
粉末化学成份:88%(WC)+12%(Co)喷焊层硬度:Hv>1200注意事项: 1.粉末分为供等离子喷涂使用和超音速喷涂使用两种粉末.2.请严格按相应喷涂工艺要求操作,粉末粒度可调。
3.粉末如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)镍基Ni15镍硼硅合金粉末说明:Ni15 是低硬度的镍硼硅自熔合金粉末。
自熔性润湿性较好,喷涂层耐蚀,有较好的抗高温氧化性,机械加工性能很好,该产品是本公司专门为修复铸件而开发的,具有独特的喷焊特性和机械加工性能,熔合后铸件的热影响区很小。
适用于氧—乙炔火焰喷焊工艺,主要用于铸造业,修补铸件缺陷,如发动机气缸、机床导轨等。
粉末化学成份(Wt% )C≤0.1Li≤ 0.1Si≤1.6–2.4 B≤0.8 - 1.4 Fe≤ 5.0Cu≤8.0 - 10 Ni~余量粉末熔化温度:1020 — 1150 ℃喷焊层硬度:HB150 — 180注意事项: 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 在喷焊造型复杂的工件时,具体的操作工艺将影响成功率,有问题请向本公司咨询。
3. 合金粉如有吸潮现象,使用前应进行干燥处理(120 ℃,保温1 小时)。
镍基Ni60镍基合金粉末说明:Ni60CuMo 是高硬度的镍铬硼硅铜钼合金粉末。
自熔性、润湿性和喷焊性优良,而且熔点比较低,喷焊层有较好的晶间结合强度。
具有硬度高、耐蚀、耐磨、耐热特点,尤抗点腐蚀,但难以切削,以湿式磨削为宜。
适用于氧—乙炔火焰或等离子喷焊工艺,常用于耐蚀、耐磨、特别是耐滑动磨损零件的预防性保护和修复,如阀门、叶轮、柱塞、气门等。
粉末化学成份(Wt% )C≤0.5-1.0,Cr≤14-19,Si≤3.5-5.0,B≤3.0-4.5,Cu≤2–4,Mo≤2-4,Fe≤8.0,Ni~余量。
粉末熔化温度:980 — 1040 ℃喷焊层硬度:HRC58 — 62注意事项:1. 请严格按氧—乙炔火焰或等离子喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用-150 目的粉末,采用大型喷枪时宜选用-150/+300 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理(120 ℃,保温1 小时)。
钴基Co42钴基合金粉末说明:Co42是中等硬度的钴铬钨硅硼合金粉末。
具有良好的耐磨性,耐蚀性和优异的红硬性,但耐冲击较差,用硬质合金工具可以切削加工。
适用于等离子喷焊工艺,常用于要求在800℃以下的环境中具有优良的耐磨耐蚀性能的场合。
如受强烈磨损的高温高压阀门、密封环等。
粉末化学成份(Wt%):C≤0.6- 1.4,Cr≤20 - 30,Si≤1–2,Mn≤1 - 2,Mo≤1 - 2,Fe≤3 – 6,Ni≤2 - 5,W≤6 - 9,Co~余量粉末熔化温度:1250-1350℃喷焊层硬度:HRC:40-45注意事项:1.适用于等离子粉末堆焊工艺。
2.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
钴基Co50H钴铬钨硼合金粉末说明:Co50H是中高硬度的钴铬钨硅硼合金粉末。
具有优异的红硬性和耐磨性,良好的耐蚀性,但耐冲击较差,用硬质合金工具可以切削加工。
适用于氧—乙炔火焰或等离子喷焊工艺,常用于要求在800℃以下环境中具有优良的耐磨耐蚀性能的场合。
如受强烈磨损的高温高压阀门、密封环等。
粉末化学成份(Wt%):C≤0.1-0.5,Cr≤17–28,Si≤1.5-3,B≤1.5 - 2.5,Fe≤6.0,Mn≤0.3,Mo≤0.3,Ni≤ 5-10,W≤2 - 6,Co余量粉末熔化温度:1100-1200℃喷焊层硬度:HRC:45-50注意事项: 1.请严格按氧—乙炔火焰或等离子喷焊工艺的要求施焊。
2.推荐使用一步法喷焊工艺。
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
钴基Co50钴铬钨合金粉末说明:Co50是高硬度的钴铬钨硅硼合金粉末。
具有良好的耐磨性、耐蚀性和优异的红硬性,但耐冲击较差,硬度高于DG.Co42,用特殊刀具可切削加工。
适用于等离子喷焊工艺,常用于要求在800℃以下环境中具有优良的耐磨耐蚀性能的场合。
如受强烈磨损的高温高压阀门、密封环等。
粉末化学成份(Wt%)C≤1.5 - 2.5 ,Cr≤20 - 30,Si≤1 - 2,Mn≤1,Mo≤1,Ni≤2 - 4,Fe≤5.0,W≤6.0 - 8.0,Co 余量粉末熔化温度:1100-1200喷焊层硬度:HRC:48-54注意事项:1.请严格按等离子喷焊工艺的要求施焊。
2.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)钴基Co55钴钨合金粉末说明:Co55是高硬度的钴铬钨硅硼合金粉末。
具有良好的耐磨性、耐蚀性和优异的红硬性,但耐冲击较差,硬度高于DG.Co42,用特殊刀具可切削加工。
适用于等离子喷焊工艺,常用于要求在800℃以下环境中具有优良的耐磨耐蚀性能的场合。
如受强烈磨损的高温高压阀门、密封环等。
粉末化学成份(Wt%)C Cr Si Mn Mo Ni Fe W Co1.5 -2.5 20 - 30 1 - 2 1 1 2 - 4 < 5.0 6.0 - 8.0 余量粉末熔化温度:1100-1200喷焊层硬度:HRC:50-60注意事项:1.请严格按等离子喷焊工艺的要求施焊。
2.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)铬基Cr50耐磨耐腐蚀抗氧化粉末说明:Cr50铬基合金粉末是一种新的以铬为主要成份的硬面材料,其抗高温氧化、耐腐蚀和抗酸碱的性能均比镍基和钴基优异。
适用于所有喷涂工艺和设备,也可用于喷焊。
主要用于抗高温氧化、抗腐蚀和耐磨损的地方。
如锅炉的燃烧室、水冷壁管、耐酸的部件和热锻造模具等。
粉末化学成份(Wt%)Cr Ni Mo B Si Fe52 - 60 40 - 48 2 - 4 0.4 - 1.0 0.6 - 1.5 < 3粉末熔化温度:1200-1300℃焊层硬度:HRC46-52流动性:< 25 sec/50g注意事项:1.根据不同的工艺和设备而选用不同粒度的粉末。
2.等离子喷涂推荐使用-140/+320目的粉末。
3.超音速喷涂推荐使用-320/+500目的粉末。
4.用氧- 乙炔火焰喷涂推荐使用- 200/+360目的粉末5.此粉的喷焊性能要比一般的自熔合金粉差,产生缺陷的概率也要高些。
Ni25WC35镍铬碳化钨合金粉末说明:Ni25WC35是低硬度的镍铬硼硅合金和碳化钨的机械混合型粉末。
具有很好的抗磨粒磨损性能,且抗冲击性能也好,有较好的耐蚀和抗高温氧化性能,易加工。
适用于氧—乙炔火焰,等离子喷焊或激光熔覆工艺,常用于要求抗强烈磨粒磨损的场合,例如导板、刮板、风机叶片、螺旋输送器等。
粉末化学成份:65%DG.Ni25A+35%WC基体合金熔化温度:1000-1100℃喷焊层硬度:HRC:40-50注意事项:1.请严格按氧—乙炔火焰,等离子喷焊或激光熔覆工艺的要求施焊。
2.推荐使用一步法喷焊工艺。
3.熔池温度不宜过高。
4.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
Ni45WC35镍铬硼硅碳化钨合金粉末说明:Ni45WC35是中硬度的镍铬硼硅合金和碳化钨的机械混合型粉末。
焊层具有良好的抗磨粒磨损性能,有较好的耐蚀和抗高温氧化性能,能加工,比DG.Ni60A喷焊性能差些。
适用于氧-乙炔火焰,等离子喷焊或激光熔覆工艺,常用于要求磨粒磨损的场合,例如导板、刮板、风机叶片、螺旋输送器等。
粉末化学成份:65%DG.Ni45A+35%WC胎体合金熔化温度:1000-1120℃喷焊层硬度:HRC:40-50注意事项:1.推荐采用二步法工艺。
2.请严格按氧—乙炔火焰,等离子喷焊或激光熔覆工艺的要求施焊。
3.熔池温度不宜过高。
4.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。