原材料、外购件入厂检验记录表.doc
元器件、辅助材料、外购外协件进厂检验规范
文件名元器件、原辅材料、外购、外协件进厂检验规范1 范围本标准规定了本公司开关控制设备产品所使用的元器件、原辅材料、外购、外协件进厂检验要求。
2 总则2.1 一切元器件、原辅材料、外购、外协件进厂均应经检验合格后方准入库。
检验员在检验安全件时,应确认其在相关产品的CCC 认证资料“安全件一览表”中。
2.2 本规范所规定的必检项目为必须检查的项目,允许检验员根据具体情况增加检验项目。
2.3首次使用及列入合格供应方的首次供货的电器元件采用抽样检验,样本应采用随机方法抽取。
抽出的样本应依据GB2828-87一般检查水平III级,AQL=0.1实施检验及合格批判定。
除此以外的其他电器元件采用抽样检验,样本应采用随机方法抽取。
抽出的样本应依据GB2828-87 一般检查水平II级,AQL=1.0实施检验及合格批判定。
2.4 批量与样本的计量单位应尽量采用购入合同(或发票)上规定的计量单位,如果为了便于取样本允许将原来以重量作为计量单位的物资,按其实物状态转为以“张” 、“条” 、“盒” 、“桶”、“捆” 、等单位来计量,但应在检验记录单上注明。
2.5 送检部门(人员)应按订货合同或采购清单的要求,在送检单上详细、完整地填明送检物资的型号(牌号)规格以及应有的附件与备件。
3 原辅材料检验3.1 必检项目:a)质保书或合格证等由生产厂或供货单位提供的证明其质量合格的文件,也可以是上述文件的复印件;b)规格;c)牌号;d)外观。
3.2 检验方法3.2.1质量证明文件。
3.2.2 规格检查3.2.3 牌号检查可根据质量证明文件判定。
3.2.4 外观a) 金属材料、母排不得有严重氧化、锈蚀、麻坑、翘曲变形,表面不允许有结疤、划伤、夹杂等缺陷。
b) 绝缘材料表面应平整、无气泡与杂质、裂纹、严重划伤等缺陷,层压材料不应有裂纹、起皮、分层现象。
c) 绝缘导线表面应完好无损、颜色符合订货合同或采购单要求,色泽均匀、塑料绝缘者其表面尚应无气泡。
原材料外购件进厂检验制度

要点二
档案使用
制定档案使用规定,明确使用范围和审批程序,防止档 案被滥用或泄露。同时,做好档案借阅记录,及时归还 档案,确保档案的完整性。
感谢您的观看
THANKS
采购部门负责组织供应商按时送货,确 保货物安全、完整、无损。
仓库管理部门负责货物进库的验收、存 储和管理,确保货物安全、完好。
02
原材料检验标准
化学成分
总结词
化学成分是原材料的基本属性,对于外购件的质量评估具有重要意义。
详细描述
化学成分是决定原材料性质的关键因素,包括元素的种类、含量以及化学键的键能等。对于外购件,需要对其 化学成分进行详细的分析和检测,以确保其符合相关标准和规格。化学成分的检测方法包括化学滴定、光谱分 析、质谱分析等。
。
保存期限
02
质量记录应按照公司规定或相关法规要求进行保存,一般不少
于两年或更长。
维护要求
03
定期对质量记录进行整理和检查,防止记录损坏、丢失或被篡
改,确保记录的完整性和准确性。
质量档案的管理与使用
要点一
档案管理
建立完善的质量档案管理制度,指定专人负责管理,对 档案进行分类、编号和归档,确保档案的完整性和安全 性。
对不合格品的跟踪与验证
跟踪
对于已经处置的不合格品,应进行持续的 跟踪和监督。这包括了解返工或修理的进 展情况、退货的物流信息、报废的处理方 式等。确保不合格品得到及时有效的处理 ,并防止其再次流入生产或使用环节。
验证
为了确保不合格品的处理方式和纠正措施 的有效性,应进行定期的验证。验证可以 采用多种方式,如重新检验已返工或修理 的不合格品、检查退货记录以及报废处理 证明等。验证的目的是确认不合格品的处 理是否符合要求,并确保类似问题不再发 生。
外购件进货检验规程
同意入库。
供方首次供货:
供方必须将样件、白检报告单、合格证、生产许可证、营业执照和
注册证书复印件等交由采购部门,质量负责人依据图纸等技术要求
制定检验项目,交检验员进行检验,检验人员填写〈〈进货检验记录》, 公司试用必须有相关人员认可。
非首次供货:
抽检项目应符合产品图纸、技术标准和〈〈检验规程》等的要求。
6检验及试验记录
原材料的检验和试验要作记录;所有的进货检验和试验过程应建立
检验台帐。
7检验试验状态标识
7.1对于合格件,在包装箱或工件上贴上合格证。
7.2对于不合件而又不能及时退回的在包装箱或工件用红色标示, 并
及时隔离或按有关规定就地销毁。
托盘搬运车插入局部四向进义托盘材侧面的义孔水平尺寸应符合表3要求和图3所示
尺寸。
表3部分四向进叉托盘的叉孔及开口的水平尺寸(见图3)mm
托盘公称尺寸(l x时 叉孔和开口
11
12
13
W1
W2
min
max
min
max
min
min
min
max
min
max
1000X1200
90
155
200
255
180
420
38
150
900
1124
1200X1000
90
155
200
255
380
620
38
150
700
924
800X 1200
90
140
200
210
100
220
38
原材料、外购件、外协产品检验规范
原材料、外购件、外协产品质量检验规范编制:审核:批准:1、目的本规范规定了原材料、外购件、外协件的验收的依据和方法,以保证产品质量符合标准、合同和技术协议的要求。
2、适用范围本规范适用于本公司对采购的物资及外协产品的检验。
3、职责机电物资部对所采购物资的特性(技术要求)的完整性、符合性及质量证明书的完整、可靠性负责。
质量安全环保部负责采购物资、外协产品的检验和记录的保存。
工程(技术)管理部负责编制采购物资的采购规范。
经营合同部负责编制外协件的技术协议。
机电物资部仓库负责外购产品的储存管理。
4、原材料的检验检查验收依据1)有关的国家标准;2)产品专用标准、图纸;3)订货合同或技术、工艺部门提供的有关采购规范或技术协议;材料进厂验收质量证明书的审查、确认材料检验员在接受检验任务后应在二日内完成材料质量证明书的核实工作。
核实内容如下:1)核实供货方应在公司合格供方名单内,材料质量证明书印章与其单位名称一致,且印章应清晰。
原材料质量证明书所列项目和数据必须符合相应标准、技术协议及合同的要求;2)核实原材料质量证明书原则上应是原件,当供方只能提供复印件时,必须加盖供方红色印章,供方经办人姓名、日期,且复印件上原钢厂的质量专用章应清晰可辩、不得有涂改,否则为质证书不合格;3)根据的规定,确定复验项目和取样数量,并及时开出《取样通知单》,以便取样。
编写材料检验号材料检验员对材料质量证明书审查合格后,按材料炉批号编制材料检验号填写在质量证明书上。
实物验收材料检查员应在材料到货后两日内完成以下工作:1)查验实物的钢号、规格和数量要与材料质量证明书、合同一致;2)检验实物外观质量及几何尺寸。
当发现与质量证明书及有关标准要求不符时,按《不合格品处理单》处理;3)对钢板应逐件书写检号、材质、规格。
其它材料按批(或捆)在码垛材料出头处标注检号、材质及规格;4)经判定合格的材料,检查员应及时在材料验收单上填写检验号标记,做为合格确认。
原材料、外购件检验规程
原材料、外购件检验规程编号:****-C-251.范围本标准规定了进厂检验要求及流程,适用于公司生产用原材料、外委、外协及外购件进货检验管理。
本标准适用于********************************有限责任公司。
本标准由技术部负责解释及修订。
2.目的为确保进货原料质量符合要求,避免不合格品进入生产流程,特制定本制度。
3.职责3.1 技术部是进货检验归口管理部门。
3.2 技术部设专职质检员负责进货检验,并对检验结果负责。
3.3 质检工程师负责编制关键件、主要原材料、外购及外协件的进货检验规程。
3.4 质检工程师负责指导质检员开展检验工作。
4.管理内容与要求4.1 外委、外协、外购(材料)件进货后,由物流中心采购员填写进货检验申请单,交进货质检员,质检员接到申请单后实施检验。
4.2 凡生产用关键性金属材料、非金属材料进货后,采购员要向质检员提供质量合格证明文件。
质检员只对其外形尺寸、表面质量进行检验,若有不合格品加倍抽查,再有不合格品,视本批为不合格,并按《不合格品控制程序执行》。
4.3 需要做其它性能检验的材料,要依据相关技术标准,对其进行验证,待检验合格后方可入库。
4.4 要建立关键件、关键工序检验规程,质检员依据关键件、关键工序检验规程对重要原材料和安标受控零(元)部件进行检验。
关键件100%检查,其他件按照检验规程规定的抽检比例检查,若有不合格品,视本批为不合格,并按《不合格品控制程序执行》。
4.5 经检验合格的原材料及外委、外协、外购件,质检员在进货检验申请单上签字或盖章,采购员依据此单办理入库。
4.6 质检员对验证完的采购物资要认真填写进货检验记录,如有更改在更改处划一横线,重新填写正确的,然后在更改处签名或盖章。
检验记录每月末由检验工程师收集、审核、装订、交质检工程师存档,进货检验记录保存三年。
4.7 经检验不合格的零件由物流中心负责与供应商联系改进和预防措施,待供应商解决问题以后,重新交检,合格验收,不合格退货,经检验不合格的原材料由物流中心负责退货。
原材料、外购件入厂检验规程完整
北京中矿威通技术有限公司原材料、外购件进货检验规程编号WT1301-01发布实施北京中矿威通技术有限公司发布目录WT1301-01共3 页第1 页一、原材料、外购件入厂检验总规程二、本安外壳入厂检验规程三、PCB板入厂检验规程四、电子元器件入厂检验规程五、电缆的入厂检验规程六、隔爆兼本安电源的入厂检验规程资料来源编制自拟校对标准化提出部门质检部审定标记处数更改文件号签字日期批准文号批准原材料、外购件入厂检验总规程WT1301-02共3 页第1 页1 目的对进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2 适用范围本规程适用于本公司采购的进货检验。
3 职责3.1供应部负责进货产品的送检工作。
3.2仓库负责进货产品进行登记入库。
3.3研发部负责提供进货产品的检验和试验依据3.4质控部检验员负责进货产品检验,并对质量问题进行反馈。
3.5供应部根据各部门反应的信息对供应商进行考评。
4 工作内容4.1 外购件的分类外购件主要是:电路板、电子元器件、外壳、电缆等。
4.2 进货检验判定标准4.2.1 进货检验判定依据:外购件进货检验规程、产品图纸、技术标准等。
4.2.2 批次允收准则:进料检验必须以“0”缺陷为允收准则。
4.3 检验工作程序供方供货——〉采购员(仓库)报检——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量负责人判定是否合格并批准同意入库。
供方首次供货:供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由供应部门,质检部依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写检验单。
质检部已制定有检验项目的,检验员可直接按原检验项目检验。
样件检验完毕后,检验单交由供应部门,以据此做出鉴定报告,交由技术部、质检部作出结论。
如供方连续三次供货均合格,经企业有关部门评审合格后,供应部门通知供方并列入《合格供货方名录》,根据供方情况制定供货份额。
资料来源编制自拟校对标准化提出部门质检部审定标记处数更改文件号签字日期批准文号批准原材料、外购件进货检验总规程20131023共3 页第2 页供方非首次供货:供方须持检验报告、合格证、供应部开具的《检验通知单》,检验员确认后进行检验,检验后检验员将检验数据和相关资料交质控负责人批准,合格后方可办理入库手续。
原材料外购件采购控制程序(含表格)
原材料外购件采购控制程序1目的和适用范围对提供原材料、外购件的供方予以选择和定期评审,控制采购过程,以确保采购产品符合要求。
适用于对原材料、外购件等产品采购过程控制。
2职责供应部负责采购的归口管理。
质检部负责对采购产品的验证,其它部门予以配合。
3 工作程序3.1供方的选择和定期评价3.1.1供应部根据本公司生产的需要,遵照“货比三家,好中取优”的原则,对向本公司提供原材料、外购件、外协件的厂商进行调查,对初选入围的供方由供应部、生产部、技术开发部、质检部、办公室负责人或其代表组成评审组予以评价。
评价方式可用以下一种或几种方法:a) 对供方产品的质量、价格、交货情况及对问题的处理能力进行评价。
b) 对供方的质量管理体系进行审核并对按计划提供所需产品的能力进行评价。
c) 调查供方顾客满意度情况。
d) 调查供方财务情况,服务和支持能力及后勤能力。
e) 对供方相关经验进行评价。
3.1.2评价结果为百分制。
对评价为70分以上确认为合格供方,并由供应部主办将其情况填入《合格供方评审表》后,评审组成员签字,最后报总经理签批。
3.1.3供应部将合格供方填入《合格供方名录》。
3.1.4合格供方确定后,每年依据采购记录,对其产品质量及交货期、价格等方面的配合度,予以复评。
复评方式如下:3.1.4.1产品质量3.1.4.2配合度3.1.4.3内容3.1.4.4产品质量(60%)质量分数=合格批数/进货批数×100%3.1.4.5配合度(40%)供应部采购人员依据供方交货期、价格合理性为配合度作出适当评审。
3.1.4.6评审部门产品质量:质检部配合度:供应部3.1.4.7评审分数产品质量分数+配合度分数3.1.4.8对供方复评,分为三级;。
建筑工程材料构配件进场检验记录表

5.本岗位发生过的事故及其教训.
教育者签名:受教育者签名:
年月日年月日
说明:1、新进厂(场)工作人员斯表接受三级安全教育.
2、本登记表填写完毕后交单位安全管理部门(人员)保管存档.
3、受教育人员属何类别则在"人员类别"栏中标记""符号.
2.本车间(队)的机械设备状况、危险区域以及有毒有害作业情况;
3、本车间(队)安全生产情况和问题以及预防事故的措施;
4、其他.
教育者签名:受教育者签名:
年月日年月日
班
组
(岗
¾)
教育
栏
教育内容:L本岗位的安全生产状况、工作性质和职责范围;
2.本岗位安全操作规程、班组安全管理机定;
3、劳动防护用品的使用和保管方法;
单位教育(入厂
场)栏
教育内容:1.安全生产的重大意义,党和政府安全生产的方针、政策、指示;
2、本单位生产、施工特点及安全生产正反两方面经验、教训;
3、本单位安全生产的一般规定以及防火防爆、防机械伤害常识;
4、其他
教育者签名:受教育者签名:
年月日年月日
车间
(队)教育栏
教育内容:1.本车间(队)的生产特点、安全生产规章制度;
建筑工程材料构配件进场检验记录表
工程名称
检验日期
序号
名称规格型号进场源自量生产厂家检验项目
检验结果
备注
合格证号
检验结论:
建设(监理)单位
施工单位:
专业质检员
专业工长
检验员
建筑公司新进场职工三级教育登记表
单位
班组
性别年龄
籍贯
原材料、外购件、外协件进货检验规程
1. 目的对原材料、外购件、外协件进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 适用范围本规程适用于本公司采购的进货检验。
3. 检验依据标准进货检验判定依据:《原材料、外购件、外协件进货检验规程》、产品图纸、技术标准等材料执行标准及技术要求的有关规定进行检查、验收。
4. 职责4.1采购部门负责进货产品的送检工作。
4.1.1采购人员负责下达《请验单》);4.1.2质检部检验员根据《请验单》负责进货产品的检验和试验;4.1.3采购部根据各部门反应的信息对供应商进行考评;4.2仓储部门负责进货产品进行登记入库。
4.3质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁。
5. 工作内容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项:关键项(A类):即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。
具体有:主筒材料、主法兰、支法兰、封头。
重要项(B类):即重要原材料、零部件,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉、对产品实现有重要影响的物资。
具体有:支筒材料、吸附法兰、气管座等其它受压部件一般项(C类):即一般原材料、零部件,构成最终产品非关键部位的批量物资,它一般为生产过程辅助,不影响最终产品的质量。
具体有:吊耳、接线端子、支撑脚、保护板等非受压部件。
批次允收准则:进料检验必须以“0”缺陷为允收准则;其中关键项、重要项合格率100%,一般项不低于95%。
5.3检验工作程序供方供货——〉采购员送达《请验单》——〉检验员对待检物料进行检验并填写《验收、入库通知单》——〉交质量经理判定是否合格并批准同意入库。
供方首次供货:供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由采购部门《请验单》,质量负责人依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写《验收、入库通知单》,试用必须有相关人员认可。
原材料外购件进货检验规程
原材料外购件进货检验规程原材料、外购件进货检验规程 1. 目的对原材料、外购件进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 适用范围本规程适用于本公司采购的进货检验。
3. 定义:无4. 职责4.1采购部门负责进货产品的送检工作。
4.1.1采购人员负责下达《原材料请验单》(以下简称《请验单》);4.1.2质检部检验员根据《请验单》负责进货产品的检验和试验;4.1.3采购部根据各部门反应的信息对供应商进行考评;4.2仓储部门负责进货产品进行登记入库。
4.3生产技术部门负责提供进货产品的检验和试验依据。
4.4质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁。
5. 工作内容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项: 关键项:即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。
重要项:即重要原材料,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉、对产品实现有重要影响的物资。
一般项:即一般原材料,构成最终产品非关键部位的批量物资,它一般不影响最终产品的质量。
installation to be familiar with the drawings, and to be familiar with to order materials, know exactly what each part of the mullions used to avoid misattribution. Checks include the following the color is correct, oxide films if requested;section conforms to design including the height, angle, thickness, etclength requirementis easier to control, and therefore work both from a technical as well as management are particularly valued. 2. technology process: checks for vertical models, specifications, check the box in place, ferrule fixed Liang Xiaduan, and top bolted beam three dimensional adjustment. 3. basic operation: (1) check the vertical type and specification: before由生产技术部汇总后编制《采购物资分类明细表》。
原材料外购件入厂检验规程
原材料外购件入厂检验规程一、目的和范围1.目的:为了确保原材料外购件的质量,保证生产过程中的安全和持续性,并减少生产中的废品和损失。
2.范围:适用于我公司原材料外购件的入厂检验。
二、检验人员及职责1.检验员:负责对进厂的原材料外购件进行检验,确保符合公司的质量要求。
2.供应商代表:负责在检验过程中提供必要的技术文件和资料,并配合检验员进行检验。
三、检验内容及方法1.外观检验:对原材料外购件的外观进行检查,包括表面平整度、尺寸、颜色和表面的划痕等。
2.化学成分检验:对原材料外购件的化学成分进行检验,确保符合公司的要求。
3.物理性能检验:对原材料外购件的物理性能进行检验,包括强度、硬度和韧性等。
4.尺寸检验:对原材料外购件的尺寸进行检验,确保符合设计要求。
5.包装检验:对原材料外购件的包装进行检验,确保符合公司的包装要求。
四、检验依据1.公司相关质量管理制度和标准。
2.原材料外购件的技术文件和规范。
五、检验方法1.目视检查:对外观进行检查,发现明显缺陷即判定为不合格。
2.化学分析:使用化学分析仪器对原材料外购件的化学成分进行分析。
3.物理性能测试:使用强度测试机、硬度计和冲击试验机等设备对物理性能进行测试。
4.尺寸测量:利用测量仪器对原材料外购件的尺寸进行测量。
5.包装检查:对包装进行检查,确认包装是否完好无损。
六、检验记录及保存1.检验记录:对每一批次的原材料外购件进行检验,并将检验结果记录在检验报告中。
2.检验报告应包括:产品名称、规格、批号、检验方法、检验结果、判定结果等内容。
3.检验记录应保留至少两年以上,并按照公司相关文件管理要求进行保存。
七、不合格处理及评审1.发现不合格品应立即停止使用,并以书面形式通知供应商,并要求供应商采取相应的纠正措施。
2.不合格品应按照公司相关的退货流程及时返厂或退货,并要求供应商承担相应的经济损失。
3.对不合格品进行原因分析和评审,并采取相应的纠正和预防措施,以确保类似问题不再发生。
材料、构配件进场检验记录表
材料、构配件进场检验记录表
摘要:
一、引言
二、不锈钢焊接件退火温度的概念和作用
三、退火温度对不锈钢焊接件的影响
四、不锈钢焊接件退火处理的具体方法
五、总结
正文:
一、引言
不锈钢焊接件在焊接过程中,由于高温和压力的影响,会产生残余应力和晶间腐蚀倾向。
为了消除这些不良影响,需要对焊接件进行退火处理。
退火温度是退火处理过程中一个非常关键的参数,它直接影响到不锈钢焊接件的性能和质量。
二、不锈钢焊接件退火温度的概念和作用
退火温度是指将不锈钢焊接件加热到一定温度,并保持一段时间,以消除焊接残余应力和晶间腐蚀倾向的热处理过程。
退火温度的选择需要综合考虑不锈钢的材质、焊接方式、焊接材料等因素。
三、退火温度对不锈钢焊接件的影响
退火温度对不锈钢焊接件的影响主要表现在以下几个方面:
1.退火温度过高,会导致不锈钢中的碳化物析出,引起晶间腐蚀,降低焊接件的性能。
2.退火温度过低,无法有效消除焊接残余应力和晶间腐蚀倾向,影响焊接件的使用寿命。
3.退火温度的选择应根据不锈钢的材质和焊接条件来确定,一般应在300-350 度之间,不应超出450 度。
四、不锈钢焊接件退火处理的具体方法
不锈钢焊接件退火处理的具体方法如下:
1.将焊接件加热到预定的退火温度,保温一定的时间。
2.保温结束后,采用水浴或空气冷却的方式,使焊接件快速冷却至室温。
3.退火处理后的焊接件,需要进行严格的质量检测,确保其性能和质量满足要求。
五、总结
不锈钢焊接件退火温度是退火处理过程中非常关键的参数,选择合适的退火温度,可以有效消除焊接残余应力和晶间腐蚀倾向,提高焊接件的性能和质量。
原材料、外购件、外包件进货检验规范
原材料、外购件、外包件进货检验规范篇一:原材料外购件进货检验规程原材料.外购件进货检验规程1. 目的对原材料.外购件进货检验过程实施控制,确保采购产品的质量符合规定的要求.2. 适用范围本规程适用于本公司采购的进货检验.3. 定义:无4. 职责4.1采购部门负责进货产品的送检工作.4.1.1采购人员负责下达>(以下简称>);4.1.2质检部检验员根据>负责进货产品的检验和试验;4.1.3采购部根据各部门反应的信息对供应商进行考评;4.2仓储部门负责进货产品进行登记入库.4.3生产技术部门负责提供进货产品的检验和试验依据.4.4质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁.5. 工作内容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项.重要项和一般项: 关键项:即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性.重要项:即重要原材料,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉.对产品实现有重要影响的物资.一般项:即一般原材料,构成最终产品非关键部位的批量物资,它一般不影响最终产品的质量.由生产技术部汇总后编制>.5.2进货检验判定标准进货检验判定依据:>.产品图纸.技术标准等.批次允收准则:进料检验必须以〝0〞缺陷为允收准则;其中关键项.重要项合格率1_%,一般项不低于92%.5.3检验工作程序供方供货——〉采购员送达>——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量经理判定是否合格并批准同意入库.供方首次供货:供方必须将样件.自检报告单.合格证.生产许可证.营业执照和注册证书复印件等交由采购部门>,质量负责人依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写>,工厂试用必须有相关人员认可.样件检验完毕后,>交由采购部门,以据此做出鉴定报告,采购部门通知供方并列入>,根据供方情况制定初步供货份额.非首次供货:供方须待质检报告.理化实验报告单.合格证.采购员开具的>,检验员确认后进行检验,检验后检验员将检验数据和相关资料交质量负责人批准,合格后方可办理入库手续.5.4检验工作要求5.4.1.采购人员必须按照月采购计划和交货进度,报送>,填写器件名称.交检批数量.制造单位等内容;5.4.2.检验员严格按>.产品图纸和工艺技术问题通知等要求,进行检查并如实填写检测数据;5.4.3.检查结果报质量负责人,质量负责人依据产品图纸.工艺要求.加工及装配等要求,判定物料是否合格,并批准同意入库或退货并通知办理相关手续,不得填写含糊不清.模棱两可的签字.5.4.4.仓库必须确认>上的质量负责人签字方可办理入库手续.5.5质量问题的处理5.5.1检验员或质量负责人在接到质量信息后,立即赶到生产现场,按>进行处理.5.5.2检验员认真填写相关信息报质量负责人,质量负责人每周依据检验人员的记录进行汇总,每周二向采购部提供信息以便统计供应商业绩集中考评.5.6进货检验规定5.6.1进货检验抽样方式:检验样本须由检验人员在送检样本中随意抽取,不得由供方人员自行选样.5.6.2外观检查检验样本检查按比例进行抽检.5.6.3原材料检验标识验证采购部门收集供方产品合格证书等文件并存档,形成供方档案.检验人员必须对原材料的合格标识进行核实,发现标识有问题及时通知质量负责人,并传递信息到采购部门核实标识情况,由采购部门确认方可进行验收,否则不必进行检验,直接退货,并按不合格品登记数量.5.6.4外观检查当批量在5_件以下时,按5%的比例抽检,不低于5件;当批量在__件以下时,按2-3%的比例抽检,不低于_件;当批量在__件以上时,按1-2%的比例抽检,不低于_件.5.6.5性能检验和试验抽检项目应符合产品图纸.技术标准和>等的要求.5.6.6检验及试验记录5.6.6.1原材料的检验和试验要作记录.5.6.6.2所有的进货检验和试验过程应建立检验台帐.5.6.7检验试验状态标识5.6.7.1对于合格件,在包装箱或工件上贴上合格证.5.6.7.2对于不合件而又不能及时退回的在包装箱或工件用红色标示,并及时隔离或按有关规定就地销毁.5.6.7.3对于来不及检查件在包装箱或工件上挂上待检标志并定置存放.其它标识办法和内容详见>.5.6.8紧急放行的控制若需紧急放行时,须有质量负责人或公司副总签字.5.7检验项目控制点(见原材料质量标准)5.8其他检验规定对于本厂无法检测的项目,可以委托指定供方到第三方检测机构做检验,检验认同第三方机构出具的报告.5.9入库检验合格后,由检验人员做出标识,通知库管员进行验收入库.篇二:进货检验电气按钮.旋钮进货检验和试验编号:ZYDL-QJ8.2.4-_电气按钮.旋钮进货检验和试验编号:ZYDL-QJ8.2.4-_信号灯进货检验和试验编号:ZYDL-QJ8.2.4-_信号灯进货检验和试验编号:ZYDL-QJ8.2.4-_隔离开关.转换开关进货检验和试验编号:ZYDL-QJ8.2.4-_隔离开关.转换开关进货检验和试验编号:ZYDL-QJ8.2.4-_电器仪表进货检验和试验编号:ZYDL-QJ8.2.4-_电器仪表进货检验和试验编号:ZYDL-QJ8.2.4-_关键件进厂检验和试验编号:ZYDL-QJ8.2.4-_一次插接件进厂检验与试验编号:ZYDL-QJ8.2.4-_篇三:进货检验规程_3原材料.外协外购件进货检验规程1. 目的对进货检验过程实施控制,确保采购产品的质量符合规定的要求.2. 适用范围本规程适用于本公司采购的进货检验.3. 职责3.1采购部负责进货产品的送检工作.3.2仓库负责进货产品进行登记入库.3.3技术部负责提供进货产品的检验和试验依据3.4质量部检验员负责进货产品检验,并对质量问题进行反馈.3.5采购部根据各部门反应的信息对供应商进行考评.4. 工作内容4.1外协外购件的分类4.1.1外协件根据本厂生产需求,外协件分为:机械加工零件(部件).铸件类.表面加工处理类.4.1.2外购件根据外购件的用途和性能,分为五金.标准件.管材.钢材.传动.气动.电气.工具及辅助材料等.4.2进货检验判定标准4.2.1进货检验判定依据:外协外购件进货检验规程.产品图纸.技术标准等.4.2.2批次允收准则:进料检验必须以〝0〞缺陷为允收准则.4.3检验工作程序供方供货——〉采购员(仓库)报检——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量部经理判定是否合格并批准同意入库.供方首次供货:供方必须将样件.自检报告单.合格证.生产许可证.营业执照和注册证书复印件等交由采购部门,技术部依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写检验单.样件检验完毕后,检验单交由采购部门,以据此做出鉴定报告,采购部门通知供方并列入>,根据供方情况制定初步供货份额.非首次供货:供方须待检验报告.合格证.采购部开具的>,检验员确认后进行检验,检验后检验员将检验数据和相关资料交技术负责人批准,合格后方可办理入库手续.4.4检验工作要求4.4.1.采购人员必须按照采购计划和交货进度,详细填写采购件名称.交检批数量.制造单位等内容;4.4.2.检验员严格按>.产品图纸和工艺技术问题通知等要求,进行检查并如实填写检测数据;4.4.3.检查结果报技术部负责人,技术部负责人依据产品图纸.工艺要求.加工及装配等要求,判定物料是否合格,并批准同意入库或退货并通知办理相关手续,不得填写含糊不清.模棱两可的签字.4.4.4.仓库必须确认>上的技术部负责人签字方可办理入库手续.4.5质量问题的处理4.5.1检验员或质量负责人在接到质量信息后,立即赶到生产现场,按品控制程序>>进行处理.4.5.2检验员认真填写相关信息报技术部负责人,技术部负责人每周依据检验人员的记录进行汇总,向采购部提供信息以便统计供应商业绩集中考评.4.6进货检验规定4.6.1进货检验抽样方式:技术文件中列出的重要零件必须逐一检验并记录,其余零件的抽样方案按下若产品一次抽样不合格,再次送货后需再次实行抽样检验,再次抽样方案如下(计算后数量不为整数的向上取整):抽样方案说明:1)检验样本须由检验人员在送检样本中随意抽取,不得由供方人员自行选样.2)如果样本数小于批量时,则该批全检.3)对于对于材料成分报告,提交时每个原材料批次提交一份;对于性能报告, 影响该性能的每个处理批次提交一份报告.4)具体参照>执行.4.6.2外观检查检验样本检查按比例进行抽检.4.6.3原材料检验标识验证采购部门收集供方产品合格证书等文件并存档,形成供方档案.检验人员必须对原材料的合格标识进行核实,发现标识有问题及时通知技术部负责人,并传递信息到采购部门核实标识情况,由采购部门确认方可进行验收,否则不必进行检验,直接退货,并按不合格品登记数量.4.6.4性能检验和试验抽检项目应符合产品图纸.技术标准和>等的要求.4.6.5检验及试验记录4.6.5.1原材料的检验和试验要作记录.4.6.5.2所有的进货检验和试验过程应建立检验台帐.4.6.6检验试验状态标识4.6.6.1对于合格件,在包装箱或工件上贴上合格证.4.6.6.2对于不合件而又不能及时退回的在包装箱或工件用红色标示,并及时隔离或按有关规定就地销毁.4.6.6.3对于来不及检查件在包装箱或工件上挂上待检标志并定置存放.其它标识办法和内容详见>.4.6.7紧急放行的控制若需紧急放行时,须有质量部.技术部负责人或主管副总的签字.4.8其他检验规定对于本厂无法检测的项目,可以委托指定供方到第三方检测机构做检验,检验认同第三方机构出具的报告.4.9入库检验合格后,由检验人员做出标识,通知库管员进行验收入库.其过程见相应仓库仓库管理制度.编制: 批准:外协外购件质量标准一.五金件1.目的对用于产品的五金件进行进料检验,确保其质量符合工艺要求或客户要求.2.范围适用于产品用的五金件的检验.3.检验规范3.1外观检查表面光滑.无划痕.裂纹.凹凸点.扭曲变形等缺陷.边缘无毛刺.3.2材质检查材质符合工程图纸要求或样品要求.3.3尺寸检查根据相关图纸或样品用游标卡尺检查,尺寸应在规定范围内.3.4装配检查与相关零件进行实配试装顺利.无错位.翘曲.变形等不良现象.4.因工程变更而需做相应要求的改变时,以最新工程图纸.样品为准.二.管件类(一)钢管类原材料检验规范1.目的通过对钢管类原材料的检验确保本厂生产的产品符合生产工艺及顾客的要求.2.范围适用于本厂生产用的所有钢管类原材料.3.验收规则3.1钢管类的质量由供方技术监督部门进行检查和验收;3.2供方必须保证交货的钢管符合有关标准的规定,本厂有权按照相应标准的规定进行复查.3.3钢管到厂应附有证明该批材料符合标准要求和订货合同的质量证明书.4.外观质量4.1钢管内.外表面不得有裂缝.折叠.分层.龟裂.裂纹.轧折和结疤缺陷存在,这些缺陷必须完全清除掉,清除不得超过其边长和壁厚的负偏差.4.2划痕允许深度不大于0.40mm4.3钢管内.外表面应光滑,允许有深度不超过0._ mm的少量凹坑.擦伤和细小的划道,但这些缺陷必须在壁厚的公差范围内.5.钢管尺寸的允许偏差5.1外径6~_mm允许偏差±0._mm;大于_~30 mm允许偏差±0.40mm;大于30~50mm,允许偏差±0.45mm;大于50mm,允许偏差±1.0%.5.2壁厚0.5~1.0 mm,允许偏差±0._mm;大于1.0~3.0 mm允许偏差±_%;大于3.0 mm允许偏差+_%~-_%.5.3钢管的长度:外径≤30mm为2~6m;外径>30~70mm为3~_m;外径>70mm 为4~_m.同批次材料长度偏差不超过±1%.5.4钢管的理论重量(密度为7.85)按公称尺寸计算,其计算公式为P=0._466?S(D-S),其中D为钢管的公称外径;S为钢管的公称壁厚.(二)型钢板材1.目的通过对型钢板材原材料的检验确保本厂生产的产品符合生产工艺及顾客的要求.2.范围适用于本厂生产用的所有型钢板材类原材料的检验.3.验收规则3.1型钢板材的质量由供方技术监督部门检查和验收;3.23.3型钢板材的标志可采用打钢印.喷印.盖印.挂标牌.粘标签.放置卡片或涂色等方式.标志应字迹清楚.牢固可靠.3.4型钢板材到厂应附有证明该批符合标准要求和订货合同的质量证明书. 4.1外观要求.4.1.1不得有明显的扭转和变形,表面不得有裂纹.结疤.折叠.夹杂和分层.4.1.2表面允许有不超过负偏差的局部发纹.气泡.压痕.刮伤和麻点.4.1.3不允许有明显爆铁.烂铁现象.4.1.4凡属使用后可能造成性能缺陷的外观不良均不予接受.4.2尺寸要求型钢板材的尺寸均应符合订货合同中的要求或样板尺寸的要求,对未明确提出的要求,应符合相关标准的规定或行业的规定.。
原材料、外购件入厂检验规程
原材料、外购件入厂检验规程1 目的对进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2 适用范围本规程适用于本公司采购的进货检验。
3 职责3.1采购部负责进货产品的送检工作。
3.2仓库负责进货产品进行登记入库。
3.3研发部负责提供进货产品的检验和试验依据。
3.4质检组检验员负责进货产品检验,并对质量问题进行反馈。
3.5采购部根据各部门反应的信息对供应商进行考评。
4 工作内容4.1 外购件的分类根据外购件的用途和性能分为标准件、钢材、铜材、铸件、辅助材料等。
4.2 进货检验判定标准4.2.1 进货检验判定依据:外购件进货检验规程、产品图纸、技术标准等。
4.2.2 批次允收准则:进料检验必须以“0”缺陷为允收准则。
4.3 检验工作程序供方供货——〉采购员(仓库)报检——〉检验员对待检物料进行抽样(全检)检验并填写检验结果——〉交质检组负责人判定是否合格并批准同意入库。
供方首次供货:供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由采购部门,研发部依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写检验单。
研发部已制定有检验项目的,检验员可直接按原检验项目检验。
样件检验完毕后,检验单交由采购部门,以据此做出鉴定报告,交由研发部、质检组作出结论。
如供方连续三次供货均合格,经企业相关部门评审合格后,采购部门通知供方并列入《合格供货方名录》,根据供方情况制定供货份额。
供方非首次供货:供方须持检验报告、合格证、采购部填写的《报检单》,检验员确认后进行检验,检验后检验员将检验数据和相关资料交质控负责人批准,合格后方可办理入库手续。
4.4 检验工作要求4.4.1 采购人员必须按照采购计划和交货进度,详细填写采购件名称、交检批数量、制造单位等内容。
4.4.2 检验员严格按本《检验规程》、产品图纸和工艺技术问题通知等要求,进行检查并如实填写检测数据。
4.4.3 检查结果报研发部负责人,研发部负责人依据产品图纸、工艺要求、加工及装配等要求,判定物料是否合格,并批准同意入库或退货并通知办理相关手续,不得填写含糊不清、模棱两可的签字。
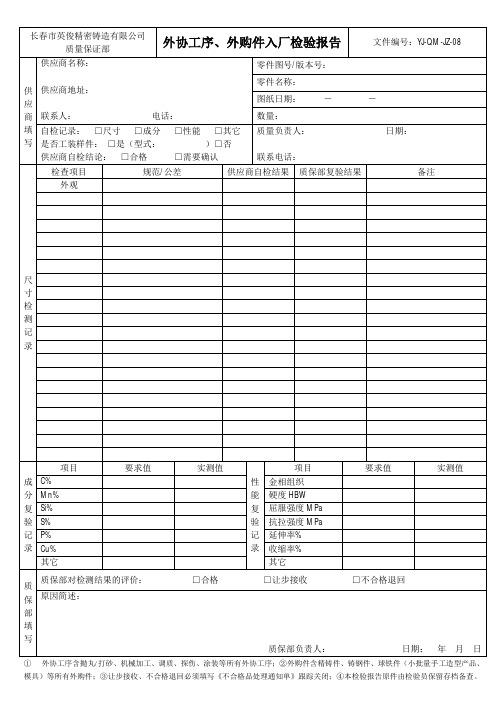
外协、外购件入厂检验报告
要求值
实测值
质保部对检测结果的评价: 质 保 原因简述:
□合格
□让步接收
□不合格退回
部
ห้องสมุดไป่ตู้
填
写
质保部负责人:
日期: 年 月 日
① 外协工序含抛丸/打砂、机械加工、调质、探伤、涂装等所有外协工序;②外购件含精铸件、铸钢件、球铁件(小批量手工造型产品、
模具)等所有外购件;③让步接收、不合格退回必须填写《不合格品处理通知单》跟踪关闭;④本检验报告原件由检验员保留存档备查。
供应商自检结论: □合格
□需要确认
联系电话:
检查项目
规范/公差
供应商自检结果 质保部复验结果
备注
外观
尺 寸 检 测 记 录
项目 成 C% 分 Mn% 复 Si% 验 S% 记 P% 录 Cu%
其它
要求值
实测值
项目
性 金相组织 能 硬度 HBW 复 屈服强度 MPa 验 抗拉强度 MPa 记 延伸率% 录 收缩率%
长春市英俊精密铸造有限公司 质量保证部
外协工序、外购件入厂检验报告
文件编号:YJ-QM-JZ-08
供应商名称:
零件图号/版本号:
供 供应商地址: 应
零件名称:
图纸日期: -
-
商 联系人:
电话:
数量:
填 自检记录: □尺寸 □成分 □性能 □其它 质量负责人:
日期:
写 是否工装样件: □是(型式:
)□否
原材料外购件入厂检验记录表

综合判定:□允收 □拒收 □让步接收 注:1、◆代表关键检验项; 2、判定为拒收或让步接收时必须要有质量负责人(如质量检验组组长等)签字。
检验员/日期: 质量负责人/日期:
原材料外购件入厂检验记录表
原材料、外购件入厂检验记录表
产品名称
产品型号
来料日期
本批数量
所属车型
供方名称
序号
检验项目
特性分类
技术要求
检测工具
检测记录
单项判定
1
□合格 □不合格
2
□合格 □不合格
3
□合格 □不合格
4
□合格 □不合格
5
□合格 □不合格
□合格 □不合格
7
□合格 □不合格
8
□合格 □不合格
9
主要原材料外购外协件检验规程

主要原材料外购外协件检验规程一、检验范围:主要原材料、外购件和外协件的检验范围包括但不限于以下几个方面:1.物理性能检验:包括外观检查、尺寸检测、硬度检测、抗拉强度检测等。
2.化学成分检验:对原材料、外购件和外协件的化学成分进行检验,包括采样、试样制备、检测方法选择等。
3.机械性能检验:对原材料、外购件和外协件的机械性能进行检验,包括静力试验、动力试验等。
4.寿命测试:对原材料、外购件和外协件进行寿命测试,以验证其在长期使用中的可靠性。
二、检验流程:1.原材料接收:原材料到货后,首先进行外观检查。
检查项目包括表面是否有明显破损、变形等问题。
2.采样:根据原材料的形态和尺寸,进行合适的采样方式,保证样品的代表性。
3.试样制备:根据具体的检测方法,对采样得到的样品进行试样制备。
4.检测方法选择:根据原材料的性质、用途和国家标准等要求,选择合适的检测方法进行化学成分和物理性能的检验。
5.检验记录:对检验过程中的关键数据和结果进行记录和存档,确保检验结果的准确性和可追溯性。
6.检验结果评定:根据国家标准和产品要求,对检验结果进行评定,判断原材料是否能够符合产品要求。
7.合格品处理:对检验合格的原材料进行标识、入库和存储。
8.不合格品处置:对不合格的原材料进行退货和返工处理,确保不合格品不会投入到生产中。
9.外购件和外协件的检验流程与原材料类似,但需要根据实际情况进行具体调整。
三、检验设备和仪器:1.外观检查:显微镜、测量仪器等。
2.尺寸检测:千分尺、卡规、游标卡尺等。
3.化学成分检测:显微镜、金相显微镜、光谱仪、色谱仪、光度计等。
4.机械性能检测:拉力试验机、硬度计、冲击试验机等。
5.寿命测试:启闭试验机、振动台、高温烤箱等。
四、检验记录和报告:1.检验记录:对于每次检验都需要做详细的检验记录,包括原材料的基本信息、检验方法、检验结果等。
2.检验报告:根据实际需要,对检验结果进行总结和整理,形成检验报告,并将报告交给有关部门和责任人。