【生产管理】上汽奇瑞公司PPAP全套表格(16个doc)7
汽车行业PPAP生产件批准提全部表单模板

供应商名称:
零件号/规格: 零件名称:
PPAP提交等级:
3级
PPAP提交日期:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
PPAP文件描述 工程更改文件,如果有 (变更记录)
零件提交保证书(PSW) 受控图纸 设计FMEA
产品过程特殊特性清单 过程流程图 过程FMEA
尺寸、性能检查报告 材料检测报告(原报告) 零件验证计划和报告(DVP)
初始过程研究 测量系统分析研究 具有资格的实验室文件
控制计划 生产件样品 零部件包装方案 量检具,试验设备清单 工装、模具、生产设备清单 检验基准书 分供方清单 禁用物质同材质声明、报告
提交/不适用 页数
供应商确认签字:
日期:
ቤተ መጻሕፍቲ ባይዱ
PPAP认可:
日期 :
WHLD-GC-20 备注
PPAP表格
XXXXXX有限公司生产件提交保证书政府法规:是否尺寸材料外观首次提交改为其它选用的结构或材料产品更改设计分供方或材料来源更改工装:转换、代替、整修或添加工装停止使用期超过一年零件加工工艺更改偏差校正在其它地方生产零件其它要求提交的等级等级1──只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)等级2──保证书、零件、图样、尺寸检查结果、材料和性能试验结果、外观件批准报告等级3──在需方处─保证书、零件、图纸、尺寸检查结果、材料和性能试验结果、外观件批准报告、工序能力研究、工序控制计划、工装、量具研究、等级等级告、工序能力结果、能力研究、工序控制计划、工装、量具研究、提交结果尺寸测量材料和性能试验外观标准统计过程数据这些结果满足所有图纸和技术规范要求是否(如果选择‘否’应解释)声明:本保证书使用的样品是我们的代表性零件;已符合需方图纸和技术规范的要求;是在正常生产工装上使用规定的材料制造而成,没有不同于正常加工过程的其它操作。
与本声明有差异地方已作了说明。
零件交接情况:批准拒收其它需方采购批准:XXXXXX有限公司外观件批准报告XXXXXX有限公司生产件批准──尺寸结果编号:ZY/QC-03-04供方零件名称零件号和更改级别试验设备检验人员检验日期供方代表签字/日期:需方SQE确认签字/日期:供方代表签字/日期:需方SQE确认签字/日期:供方代表签字/日期:需方SQE确认签字/日期:XXXXXX有限公司特殊特性清单编号:ZY/QC-03-07供方:零件名称:零件图号:完成日期:更改级别:第页共页控制计划编号:ZY/QC-03-08样件试生产生产控制计划编号工序控制明细表编号:ZY/QC-03-09供应商:零件名称:零件号和级别:编制:供方代表签字:日期:第页,共页主管SQE审核/日期:主管产品工程师批准/日期:XXXXXX有限公司工序能力表编号:ZY/QC-03-10供应商:零件名称:零件号和级别:编制:供方代表签字:日期:第页,共页主管SQE审核/日期:主管产品工程师批准/日期:XXXXXX有限公司工艺流程图编号:ZY/QC-03-11供方:零件名称:零件图号:供方代表签字:日期:主管SQE审核/日期:主管产品工程师批准/日期:XXXXXX有限公司潜在失效模式及后果分析(过程FMEA)编号:ZY/QC-03-12供应商:零件号和级别:零件名称:日期:供应商零件号:级别:参加人员:主管SQE审核/日期:主管产品工程师批准/日期:供应商的分供方清单编号:ZY/QC-03-13供方:零件名称:零件图号:供方代表签字:主管SQE确认/日期:供应商专用工装/模具清单编号:ZY/QC-03-14供方:零件名称:零件图号:供方代表签字:主管SQE确认/日期:供应商量检具/检测试验设备清单编号:ZY/QC-03-15供方:零件名称:零件图号:供方代表签字:主管SQE确认/日期:生产件批准保留/提交要求表编号:ZY/QC-03-18R-在制造厂保留,需方代表有要求时易于取得。
PPAP全套表格资料模板(内含21个工作表及填写指引)
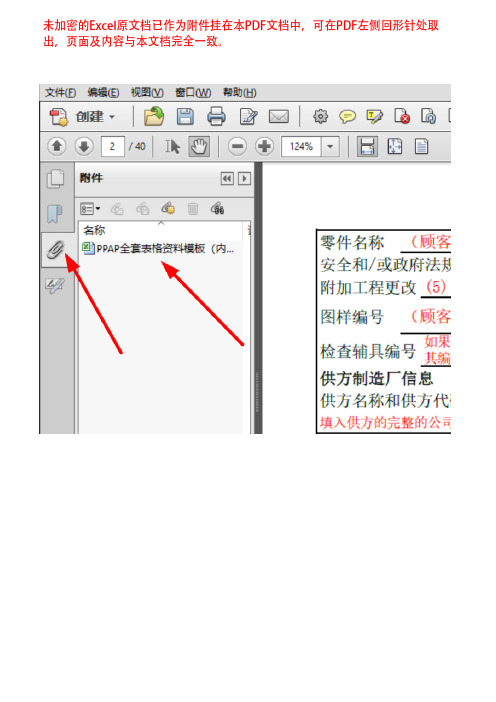
未加密的Excel原文档已作为附件挂在本PDF文档中,可在PDF左侧回形针处取出,页面及内容与本文档完全一致。
是否尺寸材料/功能是否是提交原因首次提交改为其它选用的结构或材料工程更改分供方或材料来源更改工装转移、更换、整修或添加零件加工过程更改偏差校正在其它地方生产零件工装停止使用期超过一年其它----请说明要求的提交等级(选择一项)等级1----只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)。
等级2----向顾客提交保证书及产品样品以及有限的支持数据。
等级3----向顾客提出保证书及产品以及全部的支持数据。
等级4----保证书以及顾客规定的其它要求。
等级5----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据。
提交结果尺寸测量 材料和性能试验外观准则是否(如果选择“否”,应解释)(顾客)工程签发的最终零件名称(13)(16)(17)批 准放 弃批 准拒 收1、零件名称:(顾客)工程签发的最终零件名称。
2、零件号:(顾客)工程签发的最终零件编号。
3、安全和/或政府法规:若零件图纸上注明为安全/法规项,则选择“是”,否则为“否”。
4、工程更改等级和批准日期:说明更改的等级和提交日期。
5、附加工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工 程更改。
6、图样编号:(顾客)工程对图样的编号。
7、采购订单编号:填入采购订单的编号。
8、重量:填入用千克表示的零件实际重量,精确到小数点后四位。
(取10件的平均值)9、检查辅具编号:如果检查辅具用于尺寸检验,应填入其编号。
10、工程更改等级和日期:说明更改的等级和批准日期11、供方名称和供方代码:填入供方的完整的公司名称和顾客指定的供方代码。
12、供方地址/邮编:填入供方的详细地址和邮编。
13、提交类型:在提交的类型前的方框中打“√”,如 。
14、顾客名称/部门:填入顾客的完整的公司名称和分部或工作组。
(完整)PPAP表格汇总,推荐文档

工程规范更改评审单表格代号:ZL/TS/D01—05新产品设计开发建议书表格代号:ZL/TS/D06—01多方论证小组成员表表格代号:ZL/TS/D06—02 产品名称:产品代号;注:项目小组组长及联络人在备注栏内注明.产品质量先期策划进度计划表编制日期:年月日设计输入清单表格代号:ZL/TS/D06—06编制:审批:产品设计输入评审报告表格代号:ZL/TS/D06—07设计验证报告表格代号:ZL/TS/D06—08小组可行性承诺表格代号:ZL/TS/D06—09设计确认报告表格代号:ZL/TS/D06—10过程流程图表格代号:ZL/TS/D06—111、项目:根据过程所属的系统、子系统或零部件进行分类,包括名称和编号。
2、产品:产品名称以及型号3、核心小组:过程流程评估小组名称、部门和电话4、过程责任:供货商、部门和责任小组。
5、关键日期:过程流程完成日期。
6、过程编号:用于追溯过程流程的内部编号。
7、编制人:过程流程编制人的姓名、电话及所属公司。
8、日期:原始过程流程编制日期、修改号和日期。
9、作业编号/简要说明:作业编号如工序号;简要说明是对每到工序的内容进行说明 10、变差来源:对特性产生影响的变差来源。
11、过程流程:叙述过程的简图12、产品特性:列入过程步骤发生影响的特性13、过程特性:需要控制的过程参数和其它过程特性,以最大限度地缩小产品特性的变差。
移动 贮存 检验 加工特殊特性表表格代号:ZL/TS/D06—12表格代号:ZL/TS/D06—13系统潜在失效模式及后果分析 FMEA编号子系统(设计FMEA)共页,第页部件设计责任编制人车型年/车辆类型关键日期 FMEA日期(编制)(修订)核心小组表格代号:ZL/TS/D06—13潜在失效模式及后果分析 FMEA编号:(过程FMEA)第页,共页项目过程责任编制人车型年/车辆类型关键日期 FMEA日期(编制)(修订)核心小组控制计划测量系统分析计划表格代号:ZL/TS/D06—15初始过程能力研究计划表格代号:ZL/TS/D06—16零件提交保证书表格代号:ZL/TS/D09—01生产件批准——尺寸结果表格代号:ZL/TS/D09--02生产件批准——材料试验结果表格代号:ZL/TS/D09--03生产件批准——功能性能试验结果表格代号:ZL/TS/D09--04外观批准报告。
PPAP全套表格模板
编号:Motiontec/R.706.02. 专业资料. 学习参考.. 专业资料. 学习参考. Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
. 专业资料. 学习参考.. 专业资料. 学习参考..word格式.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1、 本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec 品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec 品管部。
3、当二级供应商变化时,应及时通过Motiontec 品管部,以确定是否进行生产件批准。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 “× ”。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.编号:Motiontec/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师. 专业资料. 学习参考.Motiontec2、版面不够,可附页;. 专业资料. 学习参考.3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
APQP全套标准表格
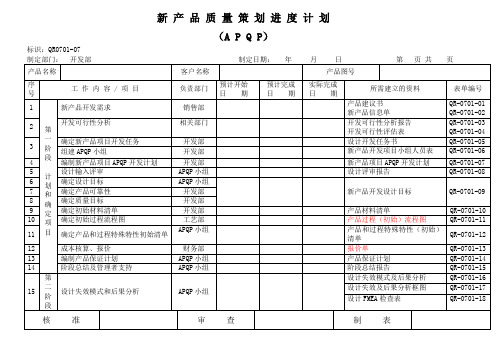
新产品质量策划进度计划(A P Q P)标识:QR0701-07新产品质量策划进度计划(A P Q P)产品建议书新产品信息单可行性分析报告开发可行性评估表标识:QR-0701-04 编号:预定开发日期:设计/开发任务书新产品开发项目小组人员表设计评审报告新产品开发设计目标(初始)材料清单标识:QR-0701-1 编号:产品和过程特殊特性(初始)清单产品保证计划项目策划阶段总结潜在的失效模式及后果分析(设计FMEA)标识:QR-0701-16散热器系统FMEA编号:子系统页码:第页共页零部件:设计责任:编制:车型年/车辆类型:关键日期:FMEA日期:(编制)(修订)核心小组:设计失效模式及后果分析(DFMEA)框图标识:QR0701-17产品名称产品图号连接方法:螺母连接铆钉连接不连接(配合安装)焊接连接编制:核准:设计FMEA检查表顾客或厂内零件号小组检查评审人员:制定人/日期:控制计划控制计划检查表顾客或厂内零件号A11-1308020AB第1页,共1页QR-0701-20小组检查评审人员:制定人/日期:设计验证报告设计文件更改申请单标识:QR-0701-23 编号:设计更改评估表设计更改通知单设计确认记录表设计信息检查表顾客或厂内零件号第1页,共3页标识:小组检查评审人员:制定人/日期设计信息检查表(续)顾客或厂内零件号第1页,共3页标识:小组检查评审人员:制定人/日期设计信息检查表(续)顾客或厂内零件号第3页,共3页标识:QR-0701-26小组检查评审人员:制定人/日期设备、工装、量具和试验设备清单产品名称:产品图号:编制:审核:批准:新设备、工装和试验设备检查表顾客或厂内零件号第1页共2页标识:QR-0701-28小组检查评审人员制定人/日期::新设备、工装和试验设备检查表(续)顾客或厂内零件号小组检查评审人员:制定人/日期:小组可行性承诺书标识:QR-0701-29顾客:日期:零件编号:零件名称:对可行性的考虑产品质量策划小组并不打算在进行可行性评价时面面俱到,但已考虑了以下问题。
PPAP全套表格

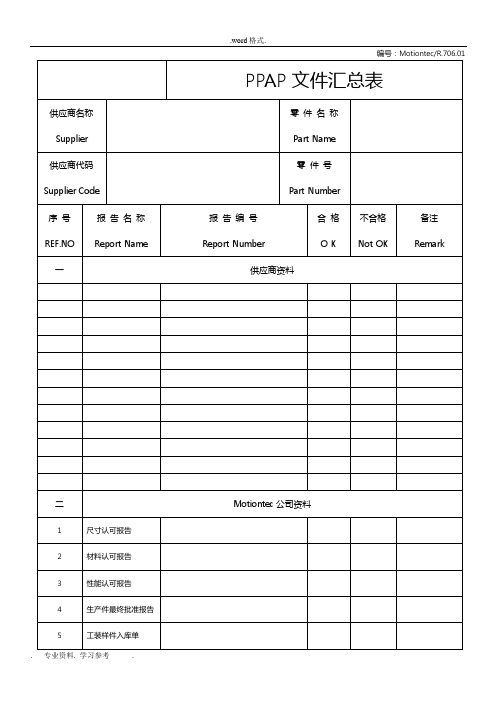
PPAP全套表格编号:Motiontec/R.706.01 PPAP文件汇总表供应商名称Supplier 零件名称Part Name供应商代码Supplie r Code零件号Part Number序号REF .NO 报告名称ReportName报告编号Report Number合格O K不合格NotOK备注Remark一供应商资料二Motiontec公司资料1 尺寸认可报告2 材料认可报告3 性能认可报告4 生产件最终批准报告5 工装样件入库单备注(Remark):编制Authorize:日期Date:审核Check:日期Date:批准Approval:日期Date:编号:Motiontec/R.706.02 零件提交保证书报告编号:零件名称:零件号:安全和/或法规项□是□否工程图样更改等级:更改日期:附加工程更改:更改日期:图样号:采购订单号:重量(kg):检查用辅助工具号:工具更改等级:批准日期:供应商资料供应商名称:供应商代码:地址:邮编:公司名称:Motiontec 汽车科技有限公司提交资料□尺寸□材料□性能□外观以上提交资料对应的零件适用于注:该部件是否含有任何限制的或需要报告的物质。
□是□否零部件是否标注了相应的产品标识。
□是□否提交原因□首次提交□改为其它选用的结构或材料□工程更改□二级供应商或材料来源更改□工装:转移、更换、整修或添加□零件加工过程更改□偏差校正□在其它地方生产零件□工装停止使用期超过一年□其它。
PPAP表格
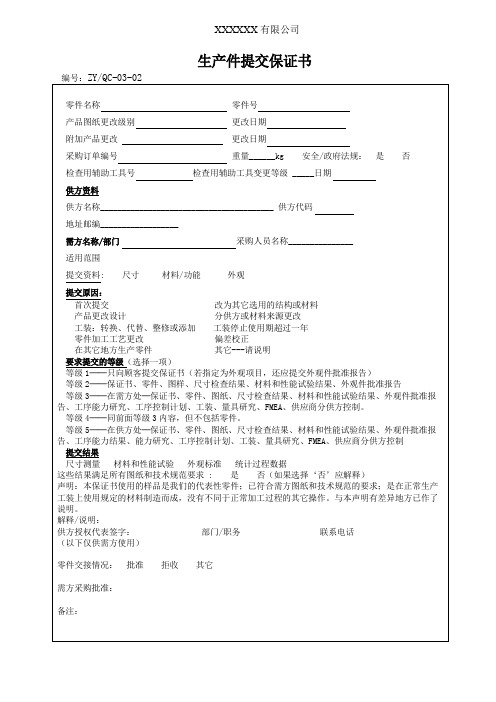
生产件提交保证书编号:ZY/QC-03-02零件名称零件号产品图纸更改级别更改日期附加产品更改更改日期采购订单编号____________________________ 重量 _____ kg 安全/政府法规:a是a否检查用辅助工具号_______________检查用辅助工具变更等级________ 日期___________供方资料供方名称____________________________________________ 供方代码___________地址邮编____________________需方名称/部门______________________________ 采购人员名称_________________适用范围提交资料:•尺寸•材料/功能•夕卜观提交原因:•-首次提交产品更改设计•-工装:转换、代替、整修或添加•-零件加工工艺更改•-在其它地方生产零件要求提交的等级(选择一项)-改为其它选用的结构或材料-■■-分供方或材料来源更改-工装停止使用期超过一年•'偏差校正•-■其它---请说明程等级1——只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)等级2 ——保证书、零件、图样、尺寸检查结果、材料和性能试验结果、外观件批准报告举级3——在需方处一保证书、零件、图纸、尺寸检查结果、材料和性能试验结果、工序能力研究、工序控制计划、工装、量具研究、FMEA供应商分供方控制。
等级4——同前面等级3内容,但不包括零件。
程等级5 ——在供方处一保证书、零件、图纸、尺寸检查结果、材料和性能试验结果、外观件批准报告、工序能力结果、能力研究、工序控制计划、工装、量具研究、FMEA供应商分供方控制提交结果■■尺寸测量材料和性能试验亠外观标准亠统计过程数据这些结果满足所有图纸和技术规范要求:•-是•-否(如果选择’否’应解释)声明:本保证书使用的样品是我们的代表性零件;已符合需方图纸和技术规范的要求;是在正常生产工装上使用规定的材料制造而成,没有不同于正常加工过程的其它操作。
PPAP全套表格(吐血推荐)

尺寸结果
报告编号 Report Number :
Dimensional Results
供应商名称 Supplier
零件号 Part Number
检 验 机 构Par名t Num称ber Name of Inspection Facility
零件名称 Part Name
项目 Item
尺 寸 / 规 范 Part Name Dimension/Specification
以上提交资料对应的零件适用于
注:该部件是否含有任何限制的或需要报告的物质。
□是
□否
零部件是否标注了相应的产品标识。 提交原因
□是
□否
□首次提交
□改为其它选用的结构或材料
□工程更改
□二级供应商或材料来源更改
□工装:转移、更换、整修或添加
□零件加工过程更改
□偏差校正
□在其它地方生产零件
□工装停止使用期超过一年
尺寸结果
报告编号 Report Number :
Dimensional Results
供应商名称 Supplier
零件号 Part Number
检 验 机 构Par名t Num称ber Name of Inspection Facility
零件名称 Part Name
项目 Item
尺 寸 / 规 范 Part Name Dimension/Specification
不合 合格 格
OK Not OK
备注( Remark):
编制 Authorize : 日期 Date:
审核 Check: 日期 Date:
零件号 (Part Number): 零件名称 (Part Name): 供应商名称 (Supplier Name): 提交原因:
APQP-全套表格
APQP-全套表格项目名称:项目编号:项目组长:序号项目文件或记录主导部门责任人打算完成日期备注市场调查表营销0.1 顾客的呼声市场调研报告营销产品建议书营销0.2 业务/营销策划市场营销打算营销立项-会议记录①营销/总0.3 成立项目组0.4 建立A PQP打算项目负责人任命书项目组/总项目开发时刻进度表项目组长项目组成员职能分配表项目组长1 第一时期:打算和确定项目1.10 产品保证打算祥见质量策划有效性5.8 项目组1.11 治理者支持第一时期-审核表项目组/总2 第二时期:产品设计和开发2.1 工作保证打算第二时期-工作保证打算项目组长2.2 项目培训项目开发培训方案人事样件-CP 项目组2.3样件制A-8样件-CP检查清单项目组造QR-00-0序号项目文件或记录主导部门责任人打算完成日期备注2.4 工程图样顾客样品评审确认技术2.5 工程规范顾客技术协议工程规范营销/技术2.6 材料规范材料标准营销/技术2.7 设计信息评审A-2设计信息检查清单项目组设备需求表技术/生产工装需求表技术/生产2 .8新设备、工装和设施要求新增设备工装配置打算采购新增设备验收报告新增工装检验报告2 .9量具、试验装备量具试验装备清单技术/质量要求新增量具试验装备打算采购新设备、工装和A-3新设备、工装和试样件-过程质量记录生产/质量样件-状况确认记录质量样件-全尺寸检验报告质量3.3 样件测试、检验样件-性能测试报告质量样件-材质检测报告质量3.4 样件提交样品提交顾客认可营销/技术3.5 包装标准:顾/供产品包装标准/规格营销/技术Q R-00-03.11 试生产操纵打算3.12 过程指导书3.13 核对SO P/SIP A-8试生产-CP检查清单项目组制订SOP作业指导书生产/技术制订SIP检验指导书质量项目组-会议记录②项目组按照CP,FMEA等资料产品试验清单质量3.14制订试验大纲、产品型式试验规程质量检验大纲产品外观检验规范质量产品出厂检验规范质量3.15 检测器具清单测量装置量检具清单质量3.16 测量分析打算MSA打算技术3.17 初始能力研打算Ppk分析打算质量3.18 包装规范包装作业指导书技术/生产3.19 治理者支持第三时期-审核表项目组/总4 第四时期:产品和过程确认4.1 工作保证打算第四时期-工作保证打算项目组长试生产-制造打算生产4 .2试生产试生产产品检验试生产-过程质量记录生产/质量试生产-状况确认记录质量4.3 工时测算工作时刻测算表技术QR-00-0序号项目文件或记录主导部门责任人打算完成日期备注PPAP-尺寸结果报告质量4.4 试生产产品测试PPAP-材料试验报告质量PPAP-性能试验报告质量4.5 测量系统评判R&R、Linearity报告质量4.6 Ppk研究Ppk分析报告技术4.7 生产件批准祥见PPAP职责清单项目组长4.8 包装评判包装评判验证表项目组生产-CP 项目组4.9 生产操纵打算A-8生产-CP检查清单项目组4.10 质量策划认定产品质量策划总结认定项目组4.11 治理者支持第四时期-审核表项目组/总5 第五时期:反馈、评定和纠正措施5.1 工作保证打算第五时期-工作保证打算项目组长流①项目组长编制→治理代表审核→总经理批准→项目组长→分发项目组成员;程②表中所列资料须汇总成册(项目组长)→技术部→归档→借阅(项目组成员).编制/日期:审核/日期:批准/日期:QR-00-0市场调查表-营销功能期望最早在年月开始供货。
PPAP表格范例-产品包装方案

层量
袋、层数量
一箱产品数量
时效要求:
包装外径(内径)尺寸(mm)
重 量(kg)
L(长)
W(宽)
H(高)
零件重
净重
毛重
制 表
审 核
批 准
注:1、本表应在产品在奇瑞公司进行小批量试装前提供;
2、版面不够,可附页;
3、任何产品变更、物流/运输方式变化导致包装改变时,应向奇瑞物流部门确认是否进行重新认可。
非正式批准申请单
编号:
零件号:
零件名称:
供应商:
代码:
申请非正式批准种类: □风险批准 □临时批准 □批量引导
申请原因:
下次提交的样件/文件/记录:
下次提交正式批准的时间:
申请人: 批准:
PPAP表格范例-产品包装方案
编号:BG.05.402-25
产 品 包 装 方 案
供应商名称
代 码
文件编号
零件号
零件名称
包装储运图示标志种类
包 装 材 料 规 格
序号
名称
材料
尺寸(mm)
数量
工序名称
包装认可编号
1
2
包装三维图或三视图:
3
4
5
6
7
8
9
10
11
12
外包装标识AA、BB面(严格按协议中标识制作)
APQPPPAP全套表格

APQPPPAP全套表格Supplier Name:SUPPLIERPart Number(s):NUMBERRUN @ RATE REVIEW CONTENTThe Run @ Rate will verify that the results of the supplier's actual manufacturing process meet customer requirements for on-going quality, as stated in PPAP, and quoted tooling capacity. Also, it will verify that the supplier's actual process is to plan, as documented in PPAP, GP-12 and the other documentation listed below.During the Run @ Rate, the following will be reviewed: documentation; the manufacturing process and results; part quality requirements and results; sub-supplier requirements and Run @ Rate results and packaging.A.DocumentationAt the time of the Run @ Rate, the following documentation should be available for review:Available Y/N 1.PPAP package including: 1. a) process flow diagrama.b) process control plan, with reaction planb.c) DFMEA/PFMEAc.d) Master part(s)d.2.GP-12 (Pre-launch Control) plan 2. 3.Tool capacity information 3. 4.Operator/inspection instructions 4. 5.Prototype/pilot concerns (PR/R's) 5. 6.Sub-contractor control/capacity data 6. 7.Sub-contractor material schedules and transportation 7.8.Packaging/labeling plan 8. 9.Acceleration plan9.Note: All documentation must be complete and correct.B.MANUFACTURING PROCESS - ACTUAL TO PLAN1.Is the product being manufactured at the production site using the production tooling, gaging, process, materials, operators, environment, and process settings?Yes No2.Does the actual process flow agree with the process flow diagram, as documented in PPAP? (Review the facility plan and layout. Walk the process with the flow diagram.)YesNo3.Are operator instructions/visual controls available and adhere to at each work station?YesNo5.When required, are production boundary samples available at the required work stations? Are the boundary samples approved by GM?YesNo6.Are maintenance plans in place? Are repair and maintenance parts available? Is there planned downtime for preventive maintenance?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.Comments:Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERC.MANUFACTURING CAPACITY RESULTSThe following will be verified while the process is running.1.Can net output from each operation support quoted capacity?YesNoOperation Quoted Capacity Rate2.During the Run @ Rate, did the tooling meet the quoted up time requirements (net vs. gross quoted output)? Make note of any unexpected downtime and corrective action plans required.YesNo3.Can all line changeovers, if any, be performed within the quoted tolling capacity requirements?YesNo5.Is the acceleration plan sufficient to meet requirements?Yes NoNote: All of the preceding requirements must be met to pass the Run @ Rate.D.PART QUALITY PLAN TO ACTUAL1.Are all Production checking fixtures complete, with acceptable measurement system studies (i.e, gage R and R) performed, and operator instructions/visual aids available?Yes No2.Are all in process gaging and controls complete, functional and in place?YesNo3.Do the process control plans (normal and GP-12) agree with the actual process? Do production part checks and statistical monitoring take place as outlined on the process control plan?YesNoComments:Comments:Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERD.PART QUALITY PLAN TO ACTUAL - CONTINUED4.Are potential failure modes, as identified in the PFMEA, addressed through error-proofing or the control plan?YesNo5.Note: All of the preceding requirements must be met to pass the Run @ Rate.E.PART QUALITY RESULTS:Note: The total number of parts produces, the pieces rejected and the pieces reworked must be documented on the summary sheet1.Do the parts produced off the production tooling during the Run @ Rate meet GM's requirements for on-going quality, as stated in PPAP?YesNo2.Is the manufacturing process in control?YesNo3.Does the manufacturing process demonstrate the required capability?YesNo4.Is the process control plan sufficient to effectively meet the design record requirements, i.e., control points, frequency of checks, etc.?YesNo5.Nonconformancesa) Were nonconformances yielded by the process identified by the normal PPAP control plan?Yes No If identified by the GP-12 Process Control Plan or an activity outsidedocumented plans, corrective action is required.b) Did the PFMEA identify the potential failure modes?Yes No If not, the PFMEA needs to be updated and corrective action put in place.c) Do all the observed rework and repairs effectively correct the nonconformance(s)?Yes Nod) Are there any open concerns from prototype or pilot (PR/R)?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERF.SUBCONTRACTOR REQUIREMENTS1.Were subcontractors' abilities to meet the customer's quality and capacity requirements confirmed by the supplier prior to the Run @ Rate being conducted at the supplier's facility? Was verification of the subcontractors' manufacturing processes accomplished through a Run @ Rate or similar process conducted by the supplier?YesNo2.Are controls in place to isolate incoming material until it has been approved?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.G.PACKAGING AND HANDLING1.During the review of in process and final shipment packaging for preservation of part quality and ease of use by supplier's operators loading and unloading parts, were any problems identified?YesNo2.Does the supplier's method for in process and final shipping packaging and handling effectively eliminate the potential for process errors or mixed stock?YesNoCOMMENTS:Completed by:Phone:Date:Comments:Comments:Part Description NAMESupplier SUPPLIERMfg. LocationSupplier Quoted Production Rate/Hr/Day Customer GM BuyerPhone # Planned Usage: Daily Weekly SQE Phone #Planned Run DatePlanned Hours To RunPlanned Shifts Planned DowntimeReason for Planned Downtime:RESULTSActual Hours From ToActual Shifts DateActual Downtime Hours(planned & unplanned) Explain:Total Produced- Total Rejected= Net Comments/Open Issues:Supplier Run At Rate Recommendation:PASS OPEN Rerun Date Comments: Supplier Signature Title Phone DatePASS OPEN Re-Run Datum Authorized Customer Supplier Quality Signature Title Date。
PPAP各种应用表格介绍

编号: /R.706.01 PPAP文件汇总表供应商名称 Supplier 零件 名 称Part Name供应商代码 Supplier Code零件 号Part Number序 号 REF.NO 报 告 名 称Report Name报 告 编 号Report Number合 格O K不合格Not OK备注Remark一 供应商资料二公司资料1 尺寸认可报告2 材料认可报告3 性能认可报告4 生产件最终批准报告5 工装样件入库单备注(Remark):编制Authorize:日期Date:审核Check:日期Date:批准Approval:日期Date:编号:/R.706.02编号: /R.706.03 尺 寸 结 果Dimensional Results报告编号Report Number:供应商名称Supplier 零件号Part Number检验机构名称Name of Inspection Facility 零件名称Part Name项目Item尺寸 / 规范Dimension/Specification供应商测量结果Supplier Test Results合格O K不合格Not OK备注(Remark):编制Authorize:日期Date:审核Check:日期Date:材料试验结果Material Test ResultsReport Number:供应商名称Supplier 零件号Part Number材料名称Name of Material试验机构名称Name of Laboratory 零件名称Part Name试验类型Type of Test额定值/规范Rating/Regular供应商测量结果Supplier Test Results合格O K不合格Not OK备注(Remark):编制Authorize:日期Date:审核Check:日期Date:性能试验结果Performance Test ResultsReport Number:供应商名称Supplier 零件号Part Number试验机构名称Name of Laboratory 零件名称Part Name试验项目Type of Test要求Requirement试验次数TestFREQ试件数量QTYTested供应商试验结果和试验条件Supplier Test Resultsand Test Conditions合格OK不合格NotOK备注(Remark):编制Authorize:日期Date:审核Check:日期Date:编号: /R.706.06外观件批准报告Appearance Approval Report报告编号Report Number :零件 号图 样 号适用产品型号: 零件名称工程更改等级更改日期供应商名称 供应商代码 电话及地址提交原因:□零件提交保证书□特殊样品□再提交□表面预处理□第一批发运□工程更改□其它外 观 评 价Motiontec 公司代表签字供 应 商 表 面 加 工 资 料表面预处理 评 价外观评定工程师纠正并继续纠正和再提交表面特性合格颜 色 评 价颜色下注三色数据 标准样品代号 标准样品批准日期 材料类型材料来源色彩 色调色品度亮度 金属光泽颜色供货标志零件交接DL* Da* Db* DE* CMC 红黄绿蓝淡深灰清晰高 低 高 低说明:(Part Number ):(Drawing Number):(Application Vehicles): (Part Name ):(E/C Level ): (Change Date ):(Supplier Name ):(Supplier Code ):(Tel.& Add.):供应商代表: 日期:工程部部长: 日期:工艺设备调查表供应商名称 供应商代码零件名称零件号项 目 第一序 第二序 第三序 第四序 第五序 第六序 工艺路线技术要求模 具工位器具(工装卡具)使用设备检验用具主要尺寸检查记录包装检查工序能力(Cpk/Ppk)品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
APQP全套表格模板

APQP全套表格模板APQP 项目资料清单项目名称:项目编号:项目组长:序号项目文件或记录主导部门责任人计划完成日期备注0 概念提出/批准:项目开始阶段市场调查表营销0.1 顾客的呼声市场调研报告营销产品建议书营销0.2 业务/营销策划市场营销计划营销立项-会议记录①营销/总0.3 成立项目组0.4 建立APQP计划项目负责人任命书项目组/总项目开发时间进度表项目组长项目组成员职能分配表项目组长1 第一阶段:计划和确定项目1.1 工作保证计划第一阶段-工作保证计划项目组长1.2 开发目标产品责任书技术1.3 可靠性质量目标可靠性和质量目标/环保技术1.4 初始材料清单初始材料清单及价格技术/采购1.5 初始零件清单初始零件清单及价格技术/采购外协件技术协议书技术/采购外协件提交批准要求技术/采购1.6 外协件试制协议分承包方企业概况调查采购送样通知书采购1.7 初始分承包方早期分承包方名单技术/采购1.8 初始过程流程图初始过程流程图技术/生产特殊产品和过程1.9特性初始明细表初始特殊特性明细表技术/顾客1.10 产品保证计划祥见质量策划有效性5.8 项目组1.11 管理者支持第一阶段-审核表项目组/总2第二阶段:产品设计和开发2.1 工作保证计划第二阶段-工作保证计划项目组长2.2 项目培训项目开发培训方案人事样件-CP 项目组2.3 样件制造A-8样件-CP检查清单项目组QR-00-0序号项目文件或记录主导部门责任人计划完成日期备注2.4 工程图样顾客样品评审确认技术2.5 工程规范顾客技术协议工程规范营销/技术2.6 材料规范材料标准营销/技术2.7 设计信息评审A-2设计信息检查清单项目组设备需求表技术/生产工装需求表技术/生产2.8 新设备、工装和设施要求新增设备工装配置计划采购新增设备验收报告新增工装检验报告2.9 量具、试验装备量具试验装备清单技术/质量要求新增量具试验装备计划采购新设备、工装和A-3新设备、工装和试2.10试验装置评审验装置检查清单项目组2.11 新产品成本预算新产品成本预算报告财务/技术2.12 项目可行性分析项目可行性分析报告技术2.13 小组可行性承诺小组可行性承诺项目组报价管理表营销2.14 合同评审合同评审记录表营销合同评审会议记录营销2.15 管理者的支持第二阶段-审核表项目组/总3 第三阶段:过程设计和开发3.1 工作保证计划第三阶段-工作保证计划项目组长样件-制造计划生产3.2 样件生产样件-过程质量记录生产/质量样件-状况确认记录质量样件-全尺寸检验报告质量3.3 样件测试、检验样件-性能测试报告质量样件-材质检测报告质量3.4 样件提交样品提交顾客认可营销/技术3.5 包装标准:顾/供产品包装标准/规格营销/技术QR-00-0序号 项 目文件或记录 主导部门 责任人 计划完成日期 备注3.6产品/过程质量 体系评审A-4产品/过程质量检查 清单 项目组 过程流程图 项目组 3.7 过程流程图3.8 场地平面布置图 3.9 失效模式分析A-6过程流程图检查单项目组场地平面布置图项目组 A-5场地平面检查清单项目组 PFMEA项目组A-7PFMEA 检查清单 项目组 3.10 重要品质特性 控制计划特殊特性技术试生产-CP项目组3.11 试生产控制计划3.12 过程指导书3.13 核对SOP/SIPA-8试生产-CP 检查清单 项目组制订SOP 作业指导书生产/技术制订SIP 检验指导书质量项目组-会议记录②项目组根据CP,FMEA 等资料 产品试验清单 质量3.14制订试验大纲、 产品型式试验规程质量检验大纲产品外观检验规范质量产品出厂检验规范质量3.15 检测器具清单 测量装置量检具清单 质量 3.16 测量分析计划 MSA 计划 技术 3.17 初始能力研计划 Ppk 分析计划 质量 3.18 包装规范 包装作业指导书 技术/生产 3.19 管理者支持第三阶段-审核表项目组/总4 第四阶段:产品和过程确认4.1 工作保证计划 第四阶段-工作保证计划 项目组长试生产-制造计划生产4.2试生产试生产产品检验试生产-过程质量记录 生产/质量 试生产-状况确认记录 质量4.3 工时测算工作时间测算表技术QR-00-0序号项目文件或记录主导部门责任人计划完成日期备注PPAP-尺寸结果报告质量4.4 试生产产品测试PPAP-材料试验报告质量PPAP-性能试验报告质量4.5 测量系统评价R&R、Linearity报告质量4.6 Ppk研究Ppk分析报告技术4.7 生产件批准祥见PPAP职责清单项目组长4.8 包装评价包装评价验证表项目组生产-CP 项目组4.9 生产控制计划A-8生产-CP检查清单项目组4.10 质量策划认定产品质量策划总结认定项目组4.11 管理者支持第四阶段-审核表项目组/总5 第五阶段:反馈、评定和纠正措施5.1 工作保证计划第五阶段-工作保证计划项目组长5.2 批量生产制造过程质量记录生产/质量5.3 过程能力分析Cpk分析报告生产/质量5.4 减少变差持续的循环改进过程生产顾客质量反馈单营销5.5 顾客满意顾客满意度调查表营销供货质量PPM统计表质量5.6 更新PFMEA 动态PFMEA预防措施生产/技术顾客访问报告营销5.7 交付和服务年度服务报告营销5.8 质量策划有效性产品品质规划报告书项目组5.9 管理者支持第五阶段-审核表项目组/总流①项目组长编制→管理代表审核→总经理批准→项目组长→分发项目组成员;程②表中所列资料须汇总成册(项目组长)→技术部→归档→借阅(项目组成员).编制/日期:审核/日期:批准/日期:QR-00-0市场调查表-营销功能填表日期填表部门填表人调查项目(请贵公司配合营销员填写,谢谢!)1.贵公司有无需增加供应商?□有□否2.贵公司所需的原料产品购自□国内: □华东□华南□华中□华北□东北□西北□其它□国外: □英国□日本□德国□台湾□美国□巴西□其它4.贵公司去年之全球总营业额为: □$ □¥□500 万以下□501-1000 万□1001-2000 万□2001-3000 万□3000 万以上5.过去曾听说过本公司产品吗?□没有□有▲使用者是否满意□是□否▲使用者是否有提出改进之处,如:□颜色□外表粗糙□阻燃性□耐久性□吸声性□安全性6.是否有在寻求新的原料供应商? □电子□五金□机械□.□否□是▲何种原料及产品□板材□管材□内饰件□.□橡胶□塑料□包装□.7.若贵公司在寻求新的原料供应商▲已有家被列入考虑范围.▲产品的需求量为每年套(pcs),平均月供货量为套(pcs).希望最早在年月开始供货。
APQP全套表格模板
APQP全套表格模板APQP 项目资料清单项目名称:项目编号:项目组长:序号项目文件或记录主导部门责任人计划完成日期备注0 概念提出/批准:项目开始阶段市场调查表营销0.1 顾客的呼声市场调研报告营销产品建议书营销0.2 业务/营销策划市场营销计划营销立项-会议记录①营销/总0.3 成立项目组0.4 建立APQP计划项目负责人任命书项目组/总项目开发时间进度表项目组长项目组成员职能分配表项目组长1 第一阶段:计划和确定项目1.1 工作保证计划第一阶段-工作保证计划项目组长1.2 开发目标产品责任书技术1.3 可靠性质量目标可靠性和质量目标/环保技术1.4 初始材料清单初始材料清单及价格技术/采购1.5 初始零件清单初始零件清单及价格技术/采购外协件技术协议书技术/采购外协件提交批准要求技术/采购1.6 外协件试制协议分承包方企业概况调查采购送样通知书采购1.7 初始分承包方早期分承包方名单技术/采购1.8 初始过程流程图初始过程流程图技术/生产特殊产品和过程1.9特性初始明细表初始特殊特性明细表技术/顾客1.10 产品保证计划祥见质量策划有效性5.8 项目组1.11 管理者支持第一阶段-审核表项目组/总2第二阶段:产品设计和开发2.1 工作保证计划第二阶段-工作保证计划项目组长2.2 项目培训项目开发培训方案人事样件-CP 项目组2.3 样件制造A-8样件-CP检查清单项目组QR-00-0序号项目文件或记录主导部门责任人计划完成日期备注2.4 工程图样顾客样品评审确认技术2.5 工程规范顾客技术协议工程规范营销/技术2.6 材料规范材料标准营销/技术2.7 设计信息评审A-2设计信息检查清单项目组设备需求表技术/生产工装需求表技术/生产2.8 新设备、工装和设施要求新增设备工装配置计划采购新增设备验收报告新增工装检验报告2.9 量具、试验装备量具试验装备清单技术/质量要求新增量具试验装备计划采购新设备、工装和A-3新设备、工装和试2.10试验装置评审验装置检查清单项目组2.11 新产品成本预算新产品成本预算报告财务/技术2.12 项目可行性分析项目可行性分析报告技术2.13 小组可行性承诺小组可行性承诺项目组报价管理表营销2.14 合同评审合同评审记录表营销合同评审会议记录营销2.15 管理者的支持第二阶段-审核表项目组/总3 第三阶段:过程设计和开发3.1 工作保证计划第三阶段-工作保证计划项目组长样件-制造计划生产3.2 样件生产样件-过程质量记录生产/质量样件-状况确认记录质量样件-全尺寸检验报告质量3.3 样件测试、检验样件-性能测试报告质量样件-材质检测报告质量3.4 样件提交样品提交顾客认可营销/技术3.5 包装标准:顾/供产品包装标准/规格营销/技术QR-00-0序号 项 目文件或记录 主导部门 责任人 计划完成日期 备注3.6产品/过程质量 体系评审A-4产品/过程质量检查 清单 项目组 过程流程图 项目组 3.7 过程流程图3.8 场地平面布置图 3.9 失效模式分析A-6过程流程图检查单项目组场地平面布置图项目组 A-5场地平面检查清单项目组 PFMEA项目组A-7PFMEA 检查清单 项目组 3.10 重要品质特性 控制计划特殊特性技术试生产-CP项目组3.11 试生产控制计划3.12 过程指导书3.13 核对SOP/SIPA-8试生产-CP 检查清单 项目组制订SOP 作业指导书生产/技术制订SIP 检验指导书质量项目组-会议记录②项目组根据CP,FMEA 等资料 产品试验清单 质量3.14制订试验大纲、 产品型式试验规程质量检验大纲产品外观检验规范质量产品出厂检验规范质量3.15 检测器具清单 测量装置量检具清单 质量 3.16 测量分析计划 MSA 计划 技术 3.17 初始能力研计划 Ppk 分析计划 质量 3.18 包装规范 包装作业指导书 技术/生产 3.19 管理者支持第三阶段-审核表项目组/总4 第四阶段:产品和过程确认4.1 工作保证计划 第四阶段-工作保证计划 项目组长试生产-制造计划生产4.2试生产试生产产品检验试生产-过程质量记录 生产/质量 试生产-状况确认记录 质量4.3 工时测算工作时间测算表技术QR-00-0序号项目文件或记录主导部门责任人计划完成日期备注PPAP-尺寸结果报告质量4.4 试生产产品测试PPAP-材料试验报告质量PPAP-性能试验报告质量4.5 测量系统评价R&R、Linearity报告质量4.6 Ppk研究Ppk分析报告技术4.7 生产件批准祥见PPAP职责清单项目组长4.8 包装评价包装评价验证表项目组生产-CP 项目组4.9 生产控制计划A-8生产-CP检查清单项目组4.10 质量策划认定产品质量策划总结认定项目组4.11 管理者支持第四阶段-审核表项目组/总5 第五阶段:反馈、评定和纠正措施5.1 工作保证计划第五阶段-工作保证计划项目组长5.2 批量生产制造过程质量记录生产/质量5.3 过程能力分析Cpk分析报告生产/质量5.4 减少变差持续的循环改进过程生产顾客质量反馈单营销5.5 顾客满意顾客满意度调查表营销供货质量PPM统计表质量5.6 更新PFMEA 动态PFMEA预防措施生产/技术顾客访问报告营销5.7 交付和服务年度服务报告营销5.8 质量策划有效性产品品质规划报告书项目组5.9 管理者支持第五阶段-审核表项目组/总流①项目组长编制→管理代表审核→总经理批准→项目组长→分发项目组成员;程②表中所列资料须汇总成册(项目组长)→技术部→归档→借阅(项目组成员).编制/日期:审核/日期:批准/日期:QR-00-0市场调查表-营销功能填表日期填表部门填表人调查项目(请贵公司配合营销员填写,谢谢!)1.贵公司有无需增加供应商?□有□否2.贵公司所需的原料产品购自□国内: □华东□华南□华中□华北□东北□西北□其它□国外: □英国□日本□德国□台湾□美国□巴西□其它4.贵公司去年之全球总营业额为: □$ □¥□500 万以下□501-1000 万□1001-2000 万□2001-3000 万□3000 万以上5.过去曾听说过本公司产品吗?□没有□有▲使用者是否满意□是□否▲使用者是否有提出改进之处,如:□颜色□外表粗糙□阻燃性□耐久性□吸声性□安全性6.是否有在寻求新的原料供应商? □电子□五金□机械□.□否□是▲何种原料及产品□板材□管材□内饰件□.□橡胶□塑料□包装□.7.若贵公司在寻求新的原料供应商▲已有家被列入考虑范围.▲产品的需求量为每年套(pcs),平均月供货量为套(pcs).希望最早在年月开始供货。