基于运动控制卡的数控转塔冲床数控系统研究
基于运动控制卡的转台控制系统设计
基于运动控制卡的转台控制系统设计作者:高群马俊林来源:《电脑知识与技术》2015年第06期摘要:设计了一种转台运动控制系统。
采用凌华PCI-8014A运动控制卡产生脉冲和方向等控制信号给伺服驱动器驱动伺服电机。
采用VC++ 编写控制程序软件,通过调用运动控制卡的函数库,实现转台系统的转速,加减速的实时闭环控制,达到了良好的控制效果。
关键词:运动控制卡;伺服控制系统;VC++中图分类号:TP311 文献标识码:A 文章编号:1009-3044(2015)06-0220-02Designof Turntable Control System for DMD Based on Motion Control CardGAO Qun, MA Jun-lin(Research and Development Center for Opto-electronic, Changchun Institute of Optics ,Fine Mechanics and Physics,Chinese Academy of Sciences, Changchun 130033, China)Abstract: A turntable motion control system is designed. The signals of pulse and direction are produced by the ADLINK’s PCI-8134A motion control card and passed to the servo driver driving the servo motor. The control program software is writed by VC++. It realizedthe real time closed loop control of turntable system’s speed ,acceleration and deceleration and achieved good control effect.Key words: motion control card;servo control system;VC++随着工业的迅速发展,生产制造领域的自动化程度越来越高,人们对数控系统的灵活性要求越来越高。
机械工程及自动化专业毕业设计论文-基于运动控制器的数控转塔冲床CAMCNC系统设计
大学毕业设计题目基于运动控制器的数控转塔冲床CAMCNC 系统设计专业班级学生学号指导教师二〇一四年五月五日1前言1.1 数控转塔冲床概况现代板材加工中使用的数控冲床属于压力加工机床,主要用于板材的加工,例如冲孔、拉伸及裁剪。
不论多么复杂的平面钣金工件都可以在数控冲床上面完成其所有孔和外形轮廓的冲裁等加工。
基于数控冲床的无法比拟的优点,所以在实际中应用相当广泛。
近年来,我国在数控冲床领域发展较快,数控冲床的保有量也在不断提升,数控冲床的种类也在不断完善。
目前,我国使用的数控冲床大多数都是数控转塔冲床,按照驱动冲头工作的原理可以把数控转塔冲床分为以下三大类:第一类是机械驱动的数控转塔冲床,它是通过一个主电机带动飞轮做旋转运动,由离合器的离合运动,从而控制冲头的冲压,这类数控转塔冲床有其自身的优点,就是它的结构简单、价格较低、经济实惠、操作简便,工人师傅比较容易上手。
但是这类冲床也有很多缺点。
由于是机械式数控转塔冲床,所以必须等飞轮完成一圈的运动,才可以完成一次冲压,这样冲压行程固定不变,冲头来回的时间固定不变,冲压速度也就固定不变,所以无法提高;在冲压过程中无法控制冲头的运动,所以不宜得到复杂的冲压成形,只有通过调节模具才可以实现,但是这样一来就造成了较大的劳动量,使效率降低。
第二类是液压驱动数控转塔冲床,随着科技的不断进步,数控转塔冲床也在不断更新换代,因此液压式数控转塔冲床应运而生,它的结构形式得到了很大的改进,所以在板材加工行业很快就得到了广泛的应用。
它驱动冲头的运动主要是通过液压系统完成的,对冲压控制是通过系统自带的伺服阀来完成的,因此冲头冲压的速度比之前的第一类数控转塔冲床有了很大的提高;其次,我们可以自由控制液压缸在冲压过程中的行程,这样就使我们更加容易的控制冲头,从而更方便有效的调节冲头模具,同时它对工人师傅的要求不高,操作方便。
不过这类机床也有一些不好的地方,首先,由于采用了液压驱动的方式控制冲压过程,所以对环境要求比较高,必须保持液压油的干净,同时还应保证液压油的温度不能太高或是太低,否则影响冲床的性能;再者,耗能较高,比一般的冲床行能都要多;另外,液压油需要经常更换,并且不易放置,占地较多。
数控转塔冲床夹钳重定位系统设计论文_学位论文
1 前言1.1数控转塔冲床简述随着数控技术的不断进步,数控转塔冲床在钣金加工领域得到越来越广泛的应用,而且在结构和性能上进行有着不断的改进和提高。
转塔冲床数控系统以及其它关键技术的设计与研究的不断提升,数控转塔冲床的使用会越来越广泛[1]。
数控转塔冲床按照主轴驱动工作原理,主要分为以下三类:第一类,机械驱动式数控转塔冲床:冲床通过一个主电机带动飞轮旋转,冲压动作由离合器控制。
它的优点是结构简单,价格低廉。
这类机床的缺点也是明显的,效率较低、不适宜成型冲压、耗电量较大、冲压噪音大等。
在当今钣金业已经使用很少,基本上被淘汰。
第二类,液压驱动式数控转塔冲床:机床冲头由液压缸驱动击,由电液伺服阀进行冲压控制。
冲压速度上有很大的提高。
其主要优点加工效率高、冲压噪音小等。
但同时,这类机床也存在多种不足,主要表现在耗电量大、维护困难、对环境要求较高、占地面积大。
目前使用量也在逐年减少。
第三类,伺服电机驱动式数控转塔冲床:大功率交流伺服电机技术飞速发展,伺服电机可以提供冲头以及运动机构足够的打击力、转矩和功率。
这类机床由伺服电机带动冲头进行冲压。
与液压式机床相比,其主要优点机床结构紧凑、耗电量少、噪音小、不用更换液压油、环保等。
目前,在钣金业中得到了越来越多的使用[2]。
数控转塔冲床属于高速冲床,多模位,换模方便快速,可实现快速制造。
以伺服电机驱动式的数控转塔冲床为例,其工作主轴采用正弦机构,由伺服电机带动滑块上下往复运动,冲击上转盘所选定的上模,并且上下模相互配合,对板材进行冲裁加工。
上下转盘由伺服电机经带轮带动。
板料由气动夹钳夹持,通过伺服电机、滚珠丝杠副在X、Y轴方向运动。
数控转塔冲床主要有以下几部分组成:数控系统,实时检测机床工作状态、加工环境,接受操作指令输入,控制机床功能部件的协调运动,完成加工任务,主要包括主控机、显示器、控制面板、键盘以及控制软件;伺服系统,直接驱动各轴的运动,接受数控系统的运动命令,实现各轴速度、位置的精确控制,主要包括X轴电机伺服,Y轴电机伺服,主轴(冲头驱动轴)电机伺服,T轴(转塔轴)电机伺服、C轴(转模轴)电机伺服;电气系统,主要是数控转塔冲床所用的各种传感器,气动回路以及数控系统与电机、传感器、气动部件的连线;机床床身,主要是底座和外罩等,为冲床其它部件提供安装平台;传动系统,将各伺服轴的运动和动力输出转化为加工所需的动作,主要包括主轴传动机构、X轴传动机构、Y轴传动机构、T轴传动机构、C轴传动机构;辅助部件,主要包括定位装置、工件夹钳等[2]。
新型数控转塔冲床系统开发研究

Ke r s P n h CNC; y wo d : u c DXF F l ; e GL; u o t c i i g i Op n e a tmai ma h nn c
引 言
在 我国现 有技术 条件 下 , 部分 中小 型企业 的 大
Wi o s n w 的数控 冲床 系统 , 以 自行开发 的控制 d 配 卡, 构造 了一 种 低成 本 , 性 能的数 控 系统 。系 统 高 具有较强的图形显示功能, 可实现二维 图形 的动态 仿真和加工轨迹的实 时跟踪 。结合数控冲床 的特 点, 系统提供 了丰富的加工准 备功 能, 极大的提高 了加工效率。作为专业的数控 冲床系统 , 其优势是 明显的。该系统已与冲床配套形成产品。 1 系统 构成 与分 析
mu i—p o e s h e s se c n p e iw h r c s fma hnig,a d g tr a i s a e r — h r c s ,t y tm a r v e t e p o e s n p o
维普资讯
第6 卷第 3 期
20 06年 9月
长 沙航 空职业技术学院学报
C A G H E O A TC LV C TO A N E H IA Ol G U N l H N S AA R N U IA O A IN LA DT C NC lC lE EJ R A O
V0 . . 1 6 No 3
Sp 20 e .06
新型数控转塔冲床 系统开发研究
张 小文 , 来水 周
( 南京舷。 天大 学, 空航 江苏 南京 2 0 1) 10 6
摘 要 :从 冲床的实际加工 中的问题 出发 , 出很多有效 的解 决方法。在加 工准备 过程 中 , 备刀 具设置 、 提 具 加 工顺序 的 自动排列及 交互设置 、 跳点设置等功 能。利用 Widn 操作系统 良好的界面功能 和多线程功 能 , 现数 n os 实 控 冲床的加工预览仿 真功 能和加工过程 中的实 时显示。 关键词 : 数控冲床加工中心 ; X文件 ; p n L 自动加工 D OeG ;
基于运动控制卡的开放式数控系统的研究与开发
s se a d d v lp u n n y t m, n e eo s a t r i g CNC y tm a e n I C n t n c nr l r s s e b s d o P a d mo i o t e .A a g u e f e p r ns s o t a o o lr e n mb r o x ei me t h w h t
比较 理想 的开放 式 C C系统 。 N
固 高 G -0 一 V 卡 提 供 了 c语 言 函 数 库 和 T 20 S
本文结合 C 6 4 数控 系统的设计 , A 10 对基于运动控 Wi o s n w 动态连接库 ,能实现复杂的控制功能 。因为 d 制卡的“ C嵌入 P ” N C 型开放式数控系统进行了研究 。
Th s a c n v l p e t o “ e Re e r h a d De eo m n f NC n e tn I s r i g PC’ ’Op n n e ig
CNC S se y tm Z OU n H Ho g
H n n R i a Po si a T c n l y C l g , n n Z u h u ,1 0 1 u a a w y rf s n l e h o g o e e Hu a h zo 4 2 0 ) l e o o l
s se o e lt e r a h te ru i e r q i me t f p o e sn y C y tm. y tm f t a ,e c o e u r h h h t n e n s o rc s ig b NC s se Ke r s y wo d :moin c n r l r C y t m; e eo me t t o to e ; NC s se d v lp n o
基于运动控制卡的开放式数控系统研究及应用

基 于运 动控 制 卡 的开放 式数 控 系统研 究及 应 用
崔 延 ,李淑 萍
( 州 工 业 园 区职 业技 术 学 院 ,江 苏 苏 州 2 5 2 ) 苏 1 13 摘 要 : 阐述 了开 放 式 数 控 系统 的特 征 和 种 类 ,介 绍 了 G 运 动 控 制 卡 的性 能 ,对 开 放 式 数 控 系 统 的 实 例 应 T 用— — 基 于 “ C + G - 0一 V 运 动 控 制 卡” 的数 控 雕 刻 机 系统 的硬 件构 成和 软 件 设 计 进 行 了分 析 。 P T 40 S 关 键 词 :数 控 系统 ;运 动 控 制 卡 ; 雕 刻 机
( )开放式 软 件 数 控 系 统 :这 是 一 种 完 全 采 用 2
P C机软件 控制 的数 控 系统 。该 系 统 已完 全 是通 用 计 算 机主流操 作 系统 上 的标 准应 用 ,它 将运动 控制器 以
高可靠 性 、软硬 件 资源 丰 富 等特 点 ,基 于 P C机 的开
放式数控系统 成为 当前数控 技术的主要发展潮流 o [ O
[ ] 赵 春 红 , 现 生 , 虹 . 于 P 的 开 放 式 数 控 系 统 研 究 2 秦 唐 基 C [] 机 械 科 学 与技 术 ,0 5 2 9 :18 1 1 . J. 20 ,4( ) 10— 13
0
:
传 器 l码 I 电 感 器 机 编
图 4 数 控 雕 刻 机 系 统 控 制框 图
P P 0 C C 运 I0
(P ) I C 动
器
A
3 2 软 件 实现 .
黯 伺 驱 器 . 电 l码 由 服 动 H ) 机编 i c 车 由
● l
基于运动控制器的数控转塔冲床控制系统设计
司
翰 动 自 圳 位 触 行 运 一 床 序 程 辑 编 零 孵 = 一 l I I l 作 润 滑
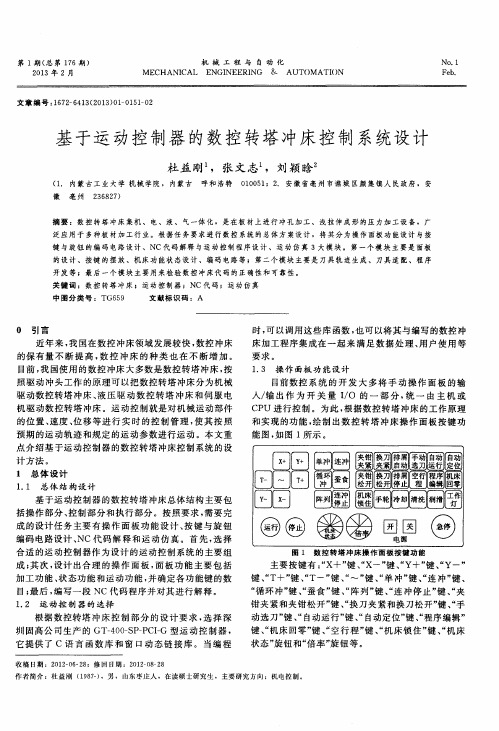
基 于运 动控 制器 的数控 转塔 冲床 总体结构 主要 包 括操 作部 分 、 控制 部分 和执行 部分 。按 照要求 , 需要完 成 的设计 任务 主要 有 操 作 面板 功 能 设计 、 按 键 与旋 钮 编码 电路 设计 、 NC代 码 解 释 和运 动仿 真 。首 先 , 选 择 合适 的运 动控 制器 作 为设计 的运 动控制 系统 的主要组 成; 其 次, 设计 出合 理 的操 作 面 板 , 面 板 功能 主 要包 括 加工 功能 、 状 态功能 和运 动功 能 , 并确 定各 功能键 的数 目; 最后 , 编写 一段 NC代 码 程序并 对其进 行解 释 。
根 据 数控转 塔 冲 床控 制 部 分 的设 计 要 求 , 选 择 深 圳 固高公 司生产 的 GT ~ 4 0 0 一 s P — P C I — G 型运 动控 制 器 ,
钳夹 紧 和夹钳松 开” 键、 “ 换 刀夹 紧和换 刀松开” 键、 “ 手 动选 刀 ” 键、 “ 自动运行 ” 键、 “ 自动定位” 键、 “ 程序 编辑” 键、 “ 机床 回零 ” 键、 “ 空 行程 ” 键、 “ 机 床锁 住” 键、 “ 机 床 状态 ” 旋钮 和“ 倍 率” 旋 钮 等。
计 方法 。 1 总体设 计
1 . 1总 体 结 构 设 计
口口 团口 曰 口口 时, 可 以调用这 些库 函数 , 也可 以将其 与编写 的数 控 冲 床 加工 程序集 成在 一起 来 满 足 数据 处 理 、 用户 使用 等 圃圄 回 要求。 团圉 圆 1 . 3 操 作 面板 功 能 设 计 排 钳 央 启 怏 紧 夹 一 排 钳 夹 停 忪 开 一 l = I 可 『 床 饥 冷
转塔式数控冲床刀具管理系统的研究
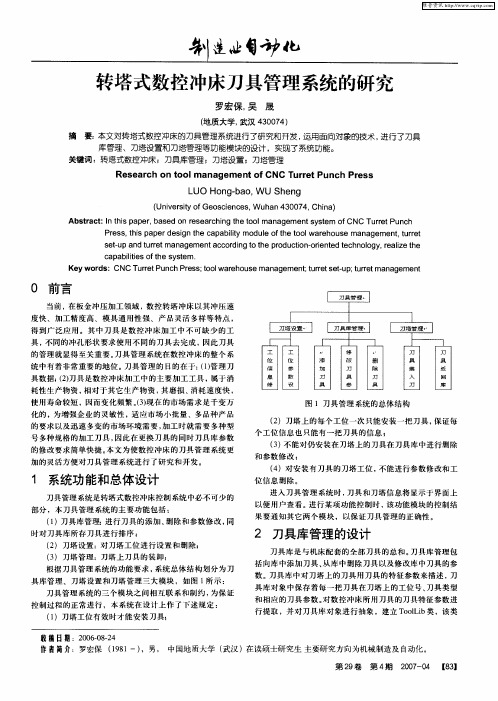
图 1刀具 管理 系统 的总体结构
() 刀塔 上 的每 个 工 位 一 次 只能 安 装 一 把 刀 具 , 证 每 2 保 个 工 位 信 息 也 只能 有 一 把 刀 具 的 信 息 ; () 能 对 仍 安 装 在 刀 塔 上 的 刀 具 在 刀具 库 中进 行 删 除 3不 和参数修改 ;
维普资讯
转塔式数控冲床 刀具管理 系统 的研究
罗宏 保 , 吴 晟
( 地质大学, 武汉 4 0 7 ) 3 0 4 摘 要: 本文对转塔 式数控冲床的 刀具管理系统进行 了研究和开发 , 运用 面向对象的技 术 , 进行了刀具 库管理 、刀塔设置和刀塔管理等功能模块的设计 ,实现了系统功能。 关键词 :转塔式数控冲床 ;刀具库管理 ;刀塔设置 ;刀塔管理
2 刀具库 管理 的设计
刀具 库 是 与 机 床 配 套 的 全 部 刀 具 的 总 和 。 具 库 管 理 包 刀 括 向 库 中添 加 刀 具 、 库 中删 除 刀具 以及 修 改 库 中刀 具 的 参 从 数 。刀 具 库 中 对 刀 塔 上 的 刀 具 用 刀 具 的 特征 参 数 来 描 述 , 刀 具 库 对 象 中保 存 着 每 一 把 刀 具 在 刀 塔 上 的 工 位 号 、 具 类 型 刀 和相应的刀具参数 。 对数 控 冲床 所 用 刀具 的刀 具 特 征 参 数 进 行 提 取 ,并 对 刀具 库 对 象进 行抽 象 ,建 立 T oLb ,该 类 o li类
1 系统功能和总体设计
刀具 管理 系统 是转 塔 式 数 控 冲床 控 制 系统 中 必 不可 少 的 部分 ,本 刀具 管理 系统 的主 要功 能 包 括 : ()刀 具库 管 理: 行 刀具 的添 加 、 除 和 参数 修 改 , 1 进 删 同
数控转塔冲床设计原理及问题分析

数控转塔冲床设计原理及问题分析引言随着国家经济的快速发展,我国制造企业已普遍运用先进的数控技术,随之而来的数控冲床也普遍大量使用。
数控转塔冲床是一种压力加工设备,而且它是压力加工设备中最具生命活力的集机、电、液一体化的前端产品,大多应用在各类金属薄板零件加工、一次性自动完成各种复杂孔型和浅拉深成型的板材加工关键设备。
本文重在从该设备的工作原理和基本结构及常见问题方面论述,以提高生产和维护人员的技术水平,提高生产效率,提高劳动生产率。
数控转塔冲床结构和工作原理数控转塔冲床主要由四大部分组成,他们是液压式主传动系统、转盘选模系统、进给系统及电气控制系统。
(1)液压主传动系统液压主传动系统是由滑块及高速冲压液压系统等组成。
液压系统包括液压站、液压缸、控制单元及上下死点位置控制机构组成。
液压缸带动冲头上下运动冲压工件。
冲压有两种方式:单次冲压和步冲方式:步冲方式是用小冲模冲出大的圆孔、方孔和异形孔等。
板件冲孔后的料芯由床身后面的排料口排出。
滑块上、下死点的位置出厂前已调整完毕,用户在使用过程中无需再另行调整,仅需选择不同的上下死点位置即可,从而改变滑块的行程长度和行程范围,满足不同工艺的需要。
上死点的调整可分为五级,其调整范围,分别为0、7、13、19、21mm。
下死点的调整可分为三级,其调整范围分别为0、1、2mm。
上下死点的调整通过控制面板上的两个旋钮来实现。
(2)转盘选模系统转盘选模系统用来选择模具,它由减速器和转盘两部分组成,其传动系统为交流伺服电机通过行星减速器及弹性联轴器通过链传动带动上、下转盘同步转动。
主动链轮与轴之间通过胀套连接。
上下转盘安装在主机的喉口内,它是机床的模具库,其上可安装28套模具,其中两套为自动分度模具(转模)。
模具的上模部分安装在上转盘的模孔内,与模孔中的导向键配合,冲压时上模在模孔内上下滑动。
下模安装在下转盘的磨座中。
转盘由伺服电机驱动并由转盘定位销定位,保证上下模具的对中。
基于运动控制卡的开放式数控系统研究与开发

使用 、升级等带来诸多不便 .也使得数控系统很难应用上计算
上述 种组建形式 中.Pc嵌 入 Nc型 的开放 程度较低 且
机技术 和网络技术的最新 成果 .这些都阻碍 了数控技 术的进 其仍依赖于传统的封闭的数控 系统技术 纯 PC全软件型 的硬
一 步发展 。为解决上述 问题 ,Pc技术开始融人数控技术 领域 , 件成 本最低 ,但是软 件的开发最 复杂 .不易 于实现 ..NC嵌入
灵活性和高运算 速度 :利用 Pc机 丰富 的软件 资源和强大的开 发工具来进行数控 系统控制 功能 的开发 、软件功能 的扩 展及 软系件统
摄像系统
搠:现麓控嗷 件
I孽境瓣擐接0 } 堡 l I 望 l
ห้องสมุดไป่ตู้
人机界面 、通讯联 网等功能 的丰富 目前通过 PC—NC形 式来 平白 l操作荼统:Wiatla ̄CLiaaxl
这种结构 的优点是传 统专用数 控不需要做 改动就 可 以工作 . 硬件I 1.— 运动控制卡卜== 旺塑画垂雯 ]..竺 ,伺服电机
季蓍一 — — 嵌入的 PC机则可 以用来处理非实时的任务。但 这种结构保 留
机床主体
了原有数控 系统的封闭性 .它 的开放 性只 限于嵌 入 的 Pc部
分 。
(2)NC嵌入 PC型。这种结 构是将整个 NC功能硬件插入
图 1 开放 式数 控 系统 的 体 系结 构
到 PC的扩展槽 中 .PC和 NC之间通过 PC总线进行 连接 和通 这种 开放式数控 系统采 用两级计算 机的上 、下位机结构 ,
讯 。这种结构一般采用上 、下位机 的交互通讯模式 。这种结构 上位机是 Pc机 .下位机是运动控制卡 Pc机负责人机交互 、
数控转塔冲床的冲压系统及加工技术的应用与发展

数控转塔冲床以其高效、精确、快捷适用于许多薄板件金属制品行业,广泛应用于电气、电力设备、电气箱柜、电子设备、厨房设备、铁路设备等行业,而冲压动力系统作为数控转塔冲床的关键部件历经多年发展及技术革新,逐步实现节能环保、低噪声以及高效率的目标。
本文对数控转塔冲床冲压技术发展、加工工艺及工作效率优化做出简述。
数控转塔冲床冲压技术的发展数控转塔冲床根据冲压系统结构可划分为三种类型:⑴机械驱动数控转塔冲床。
早期机械驱动数控转塔冲床采用电动机带动大飞轮高速转动下压,利用自身重量产生的惯性作用力向下进行冲压,通过离合装置控制运动过程中的动力传输。
该机型传动结构原理简单、制造简便,但其缺点也很明显:①传动结构飞轮转动一整圈,冲头才完成一次冲压,每分钟冲压频次低于300次;②工作下死点无法调节,需要调整模具高度才能满足不同高度成形冲压需求;③工作噪声高,由于速度不可调节,在接触板材时速度较快,冲击噪声较大。
⑵液压驱动数控转塔冲床。
图1 液压控制单元图2 机械伺服数控转塔冲床随着市场需求不断扩大以及液压技术的成熟度及稳定性的提升,市场上出现液压系统应用于数控转塔冲床上,图1是哈雷公司生产的液压冲头系统及控制器,这类液压冲头系统通过电磁阀控制液压缸上下运行完成各种复杂的成形工作,比如滚筋、凸包、桥型、百叶窗、滚剪、滚切等,与机械式冲床相比有了质的提升,但液压机型也因为自身特性有着一些难以解决的问题,主要有以下几点:①液压油属于消耗品,长时间使用由于液压元器件的磨损冲击,导致油品变质,一般2年左右就需要更换一次液压油来确保系统长期稳定的工作;②对环境温度要求较高,温度太低需提前将油泵开启预热,当温度达到5℃以上才可以正常工作,而温度过高时,油品粘度变稀,导致液压控制元器件的位置控制精度偏差较大;③液压冲床油泵运转能耗较高,每小时综合耗电量达到10kW以上。
⑶机械伺服冲头传动结构的数控转塔冲床。
传统机械式和液压机型均存在一定的缺陷,各家主机生产厂商不断寻找更加节能高效的方案,通过力矩伺服电机驱动的机械伺服数控转塔冲床逐步被推向市场,并迅速挤占传统液压机型的市场份额,图2是亚威公司的双伺服机械伺服数控转塔冲床,这类伺服冲床与传统冲床相比有几大优点:①机床待机状态时相比液压机型能耗降低70%;②机械伺服冲头工作时可以由伺服电机控制停留在任意位置,特别在进行成形工艺时优势明显,且伺服控制位置精确,确保工件的加工品质;③伺服控制技术可提前规划运动曲线轨迹,在遇到负载前提前减速,降低冲击噪声,在击穿位置设定快速回程,提高综合加工效率。
数控转塔冲床伺服控制技术的开发与应用

数控转塔冲床伺服控制技术的开发与应用1. 绪论1.1 选题背景与意义1.2 国内外研究现状分析1.3 论文研究内容及框架介绍2. 数控转塔冲床伺服控制技术概述2.1 数控转塔冲床的基本结构及工作原理2.2 数控转塔冲床伺服控制技术的发展历程及现状2.3 数控转塔冲床伺服控制技术的分类和特点3. 数控转塔冲床伺服控制技术的关键技术分析3.1 伺服系统的设计和优化3.2 控制算法及应用3.3 传感器与执行器的选用和应用3.4 电气控制系统的设计和优化3.5 软件系统的开发和优化4. 数控转塔冲床伺服控制技术的应用实践4.1 数控转塔冲床伺服控制技术在洛阳变压器厂的应用4.2 数控转塔冲床伺服控制技术在其他制造业的应用实践 4.3 数控转塔冲床伺服控制技术在制造业中的优势与局限性5. 数控转塔冲床伺服控制技术的未来发展趋势5.1 智能化和数字化技术的融合和创新5.2 绿色制造与可持续发展5.3 数控转塔冲床伺服控制技术的国际市场前景及发展趋势6. 结论6.1 论文研究内容的总结6.2 数控转塔冲床伺服控制技术的成就6.3 未来技术研究的方向和重点1. 绪论1.1 选题背景与意义随着现代工业的发展,制造业的自动化程度越来越高,数控技术在制造业中得到了广泛的应用。
数控转塔冲床作为一种高效的冲压设备,已经在金属加工行业中得到了广泛的应用。
数控转塔冲床的出现,不仅提高了制造产能,缩短了加工周期,还可以大大降低生产成本。
然而,数控转塔冲床伺服控制技术的研究还没有完全深入到实际应用。
因此,本论文的研究目的是探究数控转塔冲床伺服控制技术的开发与应用,以促进数控转塔冲床的自动化水平提高,为制造行业的发展做出贡献。
1.2 国内外研究现状分析国内外对数控转塔冲床伺服控制技术的研究大部分集中在以下几个方面:第一,数控转塔冲床伺服控制技术的设计与优化。
研究者们通过合理的伺服系统设计,控制算法的优化等手段,提高了数控转塔冲床的控制精度和运动平稳性,从而改善了设备的效率和降低了生产成本。
基于PC_运动控制卡的开放式数控系统的研究

*来稿日期:2007-10-22"""""""""""""""""""""""""""""""""""""""""""""""""""""""#"""""""""""""""""$%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%$"""""""""""""""""$【摘要】通过对开放式数控系统的发展及定义的分析,提出了一种基于PC机和运动控制卡的开放式数控系统的设计方案,并分析了以PC机和运动控制卡为基础搭建开放式数控系统硬件平台和软件平台的理论依据及实现方法。
关键词:开放式数控系统;运动控制卡;实现【Abstract】AdesignofOpen-CNCsystembasedonPCandmotorcontrolcardwaspresentedbyanalyzingdefinitionofOpen-CNCanditsdevelopment.Thetheoryandmethodtosetupthehardwareandsoftwareplatformwasalsodescribed.Keywords:Open-CNC;Mmotorcontrolcard;Implementodion中图分类号:TH16,TP27文献标识码:A基于PC+运动控制卡的开放式数控系统的研究张宏李富平(北京工业大学,北京100021)ResearchonOpen-CNCBasedonPCandmotorcontrolcardZHANGHong,LIFu-ping(BeijingUniversityofTechnology,Beijing100021,China)1引言数控机床的拥有量及其年产量是衡量一个国家制造能力的重要指标,数控系统的发展是促进数控机床不断发展的技术因素。
毕业设计论文-转塔冲床数控系统设计论文

济南大学毕业设计1 前言1.1 设计的目的和意义设计的目的是根据转塔冲床工作的需要,完成其数控系统的开发,包括数控系统 的电气系统的设计、控制软件的开发等。
控制系统完成后,通过现场的调试和实验, 能达到正确控制机床动作的目的,并能满足转塔冲床加工速度及精度的要求。
设计的意义是虽然国内有许多公司生产冲床,但其价格昂贵,且其数控系统基本 上依赖与进口。
同时,国内外成熟的基于 PC 的数控冲床系统并不多见,人交互面板 不是专用的,所以功能较差,且多数系统精度达不到要求,为了设计出人性化的控制 面板、降低生产成本、达到生产精度的要求,因此,开发符合生产需求的数控转塔冲 床具有重要的现实意义和广阔的应用前景。
1.2 国内外现状随着机床业的不断发展,冲床也经历了一个发展历程,从 1933 年的第一台常规 电控的简易型冲模回转头到 1955 年的第一台 NC 数控转塔冲床,转塔冲床开始了一 个新纪元, 随着 1970 年第一台 CNC 数控转塔冲床的问世, 转塔冲床进入了一个高速 发展的时期,随着对加工零件精度的要求越来越苛刻,数控冲床的功能也逐渐增强, 性能也不断提高,以满足发展需求。
当前,随着数控技术和汽车行业的不断发展,数 控转塔冲床也越来越广泛的被使用,随着柔性系统的提出与快速应用于机床行业,数 控冲床也向着多功能、稳定可靠、具有更大的柔性、适应于多品种小批量生产发展。
伺服系统的研究与应用,使数控转塔冲床的性能得到了很大的提高。
目前,国外对数 控转塔冲床研究及取得丰盛成果的有:日本的 AMADA、德国的 TRUMPF、美国的 STRIPPIT 等; 在我国,机械行业起步相对较晚,转塔冲床的研究也相对较晚,但是制造业和汽 车行业的蓬勃发展,这对转塔冲床提出了更高的要求,所以在严峻的要求下,我国钣 金行业的发展和高端技术的引进,涌现出了一批对数控冲床研究的科研人员,他们对 数控冲床的研究和开发,设计出了应用于实际的产品而投入市场。
基于运动控制卡的开放式数控系统研究毕业设计论文

兰州交通大学毕业设计(论文)摘要数控系统的开放性是当今数控系统发展的主流,开放式数控系统研究的目地是开发一种模块化的、可重构的、可扩充的控制系统的结构,以增强数控系统的柔性,在体系结构上给用户二次开发留有更多的余地,从而可以快速的响应新的加工需求。
概述了数控系统的发展现状,介绍了开放式数控系统的结构,在此基础上提出了一套NC嵌入PC型的开放式数控系统,并对其软硬件进行了研究。
数控系统是一种以PC为硬件平台的控制系统,PC以其良好的开放性成为数控系统的基础。
开放式数控系统按其结构可以分为:NC嵌入PC型、PC嵌入NC型以及全软件型,在分析了这几种数控系统的优缺点后,重点研究了NC嵌入PC型的开放式数控系统,对其软硬件进行分析,设计出了数控系统的总控制框图,并使用VB做出了数控系统的控制界面。
关键字:数控系统;NC嵌入PC型;运动控制卡;硬件;软件1兰州交通大学毕业设计(论文)AbstractNowadays the characteristic of openness of the CNC systems is becoming one of the most important directions of CNC development. The research of openness into the CNC systems aims to build a modular, reconfigurable and expandable architecture of CNC systems to improve the system’s flexibility and to enable the re-development of the systems. As a result, the CNC systems can respond to the market quickly and economically.Based on the general situation about NC system development, it presents the architecture of opening NC-embedded PC system. It introduces the hardware and software in this system. The CNC system, which is a kind of control system based on PC hardware platform, is categorized according to the different functions of PC in the system. The opening style computerized numerical control system can be divided into three forms according to their structure: NC embedded PC structure, PC embedded NC structure and the whole software model. After the analysis of the advantages and disadvantages of these types of CNC systems, the study focuses on the opening NC embedded PC system’s hardware and software. By analyzing the overall control of the CNC, the author designs the general system block diagram and develops the control interface of the NC system by VBKey words: Computerized numerical control (CNC) system; Opening; NC embedded PC; Motion control card; Hardware; Software2兰州交通大学毕业设计(论文)毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
基于PMAC运动控制卡的数控系统的研究的开题报告

基于PMAC运动控制卡的数控系统的研究的开题报告一、研究背景随着机械加工技术的不断发展,数控技术作为该领域的代表性技术之一,得到了广泛的应用。
数控技术不仅提高了机械加工精度和效率,而且可以提高产品质量和加工的灵活性。
因此,数控系统的研究和开发对于促进机械加工技术进步和推动产业发展具有重要的意义。
针对数控系统的研究,目前主要采用的是基于PC的控制台或嵌入式系统。
然而,这些系统在运行速度和实时性方面受到限制,尤其是在高速运动或复杂运动控制时,常常无法满足要求。
因此,寻求一种高速、高性能的控制系统极为必要。
二、研究内容本研究将采用基于PMAC(Programmable Multi-Axis Controller)运动控制卡的数控系统。
该卡采用先进的DSP技术和FPGA技术进行高速计算,并具有快速的数据交换接口,可以实现高速、高精度的运动控制。
具体研究内容包括:1. 研究PMAC运动控制卡的原理和特点,分析其在数控系统中的应用优势。
2. 设计数控系统的硬件结构,包括运动控制卡、PC机、伺服电机及传感器等。
3. 开发数控系统的软件控制程序,实现运动控制和操作界面的设计。
4. 针对高速、高精度运动控制的需求,对系统进行性能测试和实验验证。
三、研究意义本研究以PMAC运动控制卡为核心,旨在探索一种高速、高精度的数控系统,具有以下意义:1. 提高数控系统的运行效率和精度,满足高速、多轴、复杂曲线等运动控制需求。
2. 推广PMAC运动控制卡的应用,为数控系统的开发提供新的技术手段。
3. 拓展数控技术的应用领域,促进机械加工技术的进步和发展。
四、研究方法本研究采用实验研究和理论分析相结合的方法,具体步骤为:1. 研究PMAC运动控制卡的原理和特点,分析其在数控系统中的应用优势,建立数学模型。
2. 设计数控系统的硬件结构,包括运动控制卡、PC机、伺服电机及传感器等,并进行连接测试和功能验证。
3. 开发数控系统的软件控制程序,实现运动控制和操作界面的设计,进行性能测试和参数优化。
数控转塔冲床夹钳重定位系统设计与分析

数控转塔冲床夹钳重定位系统设计与分析刘延友;李忠新;黄川【摘要】Clamp relocation system is one with CNC turret punch key technology and prerquisite to machine’ s normal work. This pa-per uses PC+ motion control er as the open CNC system hardware platforms to design CNC turret punch clamp relocation system in-cluding, clamp position scanning and clamp relocation and uses VC++ software programming tools to realize the design of CNC tur-ret punch press mould and clamp reserve library and its motion control program. Final y, the integral test platform of electromechani-cal integrated technology is used to finish the relevant motion simulation, fault diagnosis and test.%夹钳重定位系统是数控转塔冲床的关键技术和机床正常工作的必要前提。
基于PC+运动控制卡的开放式数控系统作为硬件平台,数控转塔冲床的夹钳重定位系统设计主要包括,夹钳位置扫描,夹钳重定位。
利用VC++软件编程工具实现数控转塔冲床模具库和夹钳保护区库以及其运动控制程序的设计。
在机电一体化技术综合测试平台进行相关的运动仿真、故障诊断和测试。
【期刊名称】《机械制造与自动化》【年(卷),期】2014(000)005【总页数】5页(P13-17)【关键词】数控转塔冲床;夹钳扫描;夹钳重定位;夹钳保护区;VC++【作者】刘延友;李忠新;黄川【作者单位】南京理工大学机械工程学院,江苏南京210094;南京理工大学机械工程学院,江苏南京210094;南京理工大学机械工程学院,江苏南京210094【正文语种】中文【中图分类】TG385.10 引言随着计算机技术的不断发展,PC机的软件、硬件条件都有了很大的提高,人们对数控冲床系统提出了一些新的要求:人性化的界面设计,多任务并行控制能力;完善的图形接口功能及通用性;加工仿真功能,在加工前预览加工过程和结果,避免试加工,降低生产成本;实时的加工过程显示,使操作人员随时掌握加工进度等[1-2]。
转塔式数控冲床数控系统的设计

The De s ign of S e conda ry Dus t Ca tche r in 4t Re ciproca ting Boile r
PAN Shao- heng (Guangxi Wuguo Boiler Manufacture Co.,Ltd., Wuzhou Guangxi 543002,China)
《装备制造技术》2009 年第 10 期
转塔式数控冲床数控系统的设计
吴 晟,张 跃
(南京理工大学 泰州科技学院 机械系,江苏 泰州 225300)
摘要:采用面向对象的技术,利用 Visual C++6.0 平台,以构建的数控系统类模型为基础,对系统设置对象、IO 信号类对象 、自动加工 对象等进行了属性描述,并且应用 Windows 多媒体定时函数来实现系统的实时性,从而对数控系统进行研究和开发 。 关键词:冲床;数控系统;对象;实时性
系统设置
运行 参数 设置
手动 参数 设置
机器 参数 设置
图 2 系统设置对象的属性描述
收稿日期:2009- 07- 09 作者简介:吴 晟(1982-),男,湖北襄樊人,助教,硕士,主要研究方向为先进制造技术;张 跃(1981—),男,江苏南通人,助教,硕士,主要研究方
向为机械制造及自动化。
61
Equipment Manufactring Technology No.10,2009
系统进入数控状态后,首先要进行回参控制,回参控制包 括 X 轴回参、Y 轴回参、T 轴回参和夹钳检测。系统设置是对 冲床本身的一些技术参数进行设置,一般情况在设定以后将 不会再改变,除非对冲床进行大规模的改进。系统设置所要设 置的参数,包括机器参数设置、运行参数设置和手动参数设 置。I/O 状态显示主要是检测各个信号的状态,通过信号灯的 明暗来表示,当某一信号被检测到为 ON 时,该项下面的红灯 亮,反之则不亮。手动加工设置包括手动速度设置、X 方向和 Y 方向的步距设置。自动加工设置包含程序传输、零点设置、 加工方式设置等,在自动加工控制时,零点值与 NC 代码要分 别传送至控制机,然后冲床根据控制机处理信息进行加工。加 工仿真基本上就是自动加工,只是刀具不进行实际冲切,仿真 结果将实时在上位机界面上显示。
基于CPAC的数控转塔冲床系统的开发

基于CPAC的数控转塔冲床系统的开发徐成智;艾长胜【摘要】The architecture of software and hardware of Computerized Programmable Automation Controller (CPAC)was introduced, the performance of the controller applied in motion control was analysed. The structure plan and control program of CNC turret punch system was proposed, using "PC+General Motion Controller" structure, HMI for the man-machine interface, IPC for the core of control system. In the windows CE operating system, this paper developed the CNC turret punch system with LD and SFC program language.%介绍了计算机可编程自动化控制器(CPAC)的软硬件结构,分析了该控制器在数控领域的应用特点。
提出了数控转塔冲床的结构方案和控制方案,采用“PC+运动控制器”的结构,以HMI为人机界面,IPC为控制系统核心,在windows CE操作系统上,用梯形图和顺序功能图两种开发语言,开发了数控转塔冲床系统。
【期刊名称】《现代制造技术与装备》【年(卷),期】2011(000)006【总页数】4页(P49-51,58)【关键词】CPAC;PC+运动控制器;数控转塔冲床系统【作者】徐成智;艾长胜【作者单位】济南大学机械工程学院,济南250022;济南大学机械工程学院,济南250022【正文语种】中文【中图分类】TP316.81引言数控装备是发展尖端工业的基本装备,数控技术是发展新兴技术产业的使能技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
·电气与自动化·
唐明明,等·基于运动控制卡的数控转塔冲床数控系统研究
显示,加工任务的管理实现各轴的独立运动、以及连续运 动,并可通过设定速度和加速度的参数数值,让运动轨迹 呈现梯形或者 S 型加减速运动控制。 通过对运动控制卡 的实时控制,实现二轴直线插补、三轴直线插补、多轴联动 等操作。 DMC1410B 运动控制卡可以输出两类脉冲信号: 1) 脉冲+方向形式( 单脉冲);2) 正脉冲 +反脉冲( 双脉 冲) 形式。 每轴都有两个减速刹车信号+SD 和-SD,在检 测到减速信号后,电机减速至低速运行。
1 运动控制系统的工作原理
本系统采用 PC+运动控制卡的运动控制系统方案,利 用 Visual C++6. 0 语言进行系统程序和界面的开发与设 计,实现对伺服电机的运动控制功能。 本系统通过人工在 PC 机上操作接口传递给机器控制软件,机器控制软件将
操作信息转化为运动参数并根据这些参数调用 DLL 库中 的运动函数,运动函数调用运动控制卡驱动程序发出控制 指令给控制卡,运动控制卡再根据控制指令发出相应的控 制信号( 脉冲、方向信号) 给电机驱动器,电 机驱 动器根 据 控制信号来驱动电机运动带动机器部件的运动。
补运动 (5) 圆弧插补函数 d1000_start_ t / ta _ arc 任 意 2 轴 进 行 相 / 绝 对 坐 标 的 圆 弧
插补 (6) 回原点函数 d1000_home_move 回原点运动
3.2 系统程序设计
3.2.1 实时控制
数控转塔冲床运动控制系统作为一个实时性多任务 的运动控制系统,需要完成的任务有很多,主要包括机床 的启停、直线圆弧插补运算、速度和位置控制等。 在这些 任务中,对实时性的要求高低不同,因此,根据这一点可以 利用系统多线程、多任务、抢占式的技术特点将各个系统 任务分配给不同的线程,并赋予各个不同线程的优先级, 当优先级高的线程, 即需要执行实时性要求比较高的任 务时,可以自动终止其他低线程优先级的工作,而转向执 行这一线程,这样就可以实现运动控制系统所需求的实时 性了。
Abstract:Based on a CNC turret punch press motion control system of the PC + motion control card,this paper takes the stepping
motor movement as the main research object and uses the motion control card, driver, motion control function library and calling motion control functions of the movement control card to achieve its single shaft movement and continuous movement functions. Under the vc + + 6.0 high-level language support, it also introduces the development process of the system, its optimization and mould library management and the way which is used to realize the real-time control, motion control, detecting state display and other functions.
Keywords:motion conrtol card;servo motor;NC turret punch press;control system;mo,在我国转塔数控冲床运动控制系统方面的开 发与研究主要基于两种模式:1) 基于 PC+PLC 的数控转 塔冲床运动控制系统;2) 基于 PC+运动控制卡的数控转 塔冲床运动控制系统。 由于 PC+PLC 的数控转塔冲床运 动控制系统,采用单片机 PLC 来实现设备移动部件的速 度控制和位置控制,外围电路比较复杂,计算速度比较慢, 所以人们更倾向于使用运算速度快,可以满足高精度的速 度和位置控制的运动控制系统,因而基于 PC+运动控制卡 的数控转塔冲床运动控制系统随着运动控制技术的发展 而得到了广泛应用。 此外,本系统采用的是伺服电机实现 机器的加减速运动控制,伺服电机作为一种把电脉冲转化 为角位移的执行机构,能够随着脉冲信号的频率和数量控 制设备移动部件的速度和距离,通过方向信号控制设备移 动的方向,是一种既经济又简单的控制极速方案。
2) S 型曲线加减速 虽然梯形速度曲线简单,但它
Machine Building Automation, Apr 2014, 43(2) :192 ~ 194,197
·193·
·电气与自动化·
唐明明,等·基于运动控制卡的数控转塔冲床数控系统研究
图 1 梯形速度曲线
为了完成运动控制系统的实时控制,系统采用了定时 循环检测的方式。 在运行程序中添加消息定时器来完成 消息的映射过程,并通过编写与之相对应的 OnTimer( ) 功 能函数。 其中,OnTimer( ) 函数是实时运动控制系统中的 关键函数,根据定时器所设置的时间参数,循环执行以下 功能:
1) 判断 x,y 轴极限位置。 2) x-y 轴实时坐标显示。 3) 回零点的实 时 运 动 控 制, 其 中 回 零 时 先 x 轴 后 y 轴。
在软件方面运动控制卡提供了大量的运动控制函数, 用以满足用户在应用中的各种要求。 用户只需根据运动 控制系统的具体要求,调用相关的运动控制卡函数库中的 运动控制 函 数, 就 可 以 满 足 多 种 要 求 的 多 轴 运 动 控 制 系统。
函数列举如下:
(1) 初始化函数 d1000_board_init 软件初始化 (2) 连续运动控制函数 d1000_start_tv_move 以梯形速度曲线控制一个轴连续运动 d1000_start_sv_move 以 S 形速度曲线控制一个轴连续运动 d1000_immediate_stop 以梯形或 S 形急停一个轴 d1000_decel_stop 以梯形或 S 形减速停止一个轴 (3) 单轴运动控制函数 d1000_start_t_move 以梯形速度曲线控制相对坐标的点 位运动 d1000_start_sa_move 以 S 形速度曲线控制绝对坐标的点位 运动 (4) 直线插补函数 d1000_start_t / ta_line 任意 2、3、4 轴相 / 绝对坐标的直线插
2.2 运动控制卡主要功能
通过对运动控制卡的操作实现对走刀轨迹的设定、各 轴回原点、点动控制、机床启停、刀具选择,在加工状态的
作者简介:唐明明(1986-) ,男, 山东兖州人,硕士研究生,研究方向:先进制造技术。
·192·
http:∥ E-mail:ZZHD@ 《 机械制造与自动化》
系统所支持的 DMC1410B 运动控制卡,主要有初始 化函数、连续运动控制函数、单轴运动控制函数、直线插补 函数、圆弧插补函数、回原点函数以及运动状态检测函数 等各种丰富的函数。 由于 DMC1410B 运动控制卡支持 12 块 DMC1410B 运动卡同时运行工作,因此一台 PC 机可以 完成多达 48 轴的伺服电机同时进行运动控制。
·电气与自动化·
唐明明,等·基于运动控制卡的数控转塔冲床数控系统研究
基于运动控制卡的数控转塔冲床数控系统研究
唐明明,钟佩思,车霞
( 山东科技大学 先进制造技术研究中心,山东 青岛 266590)
摘 要:基于 PC + 运动控制卡的数控转塔冲床运动控制系统。 以伺服电机的运动为主要研究 对象,结合运动控制卡、驱动器、运动控制函数库,通过调用运动控制卡中的运动控制函数,实 现伺服电机的单轴运动和连续运动等功能。 在 VC++6.0 高级语言支持下,介绍了系统的开发 过程,实现了实时控制、运 动 控 制、 状 态 检 测 显 示 等 功 能, 并 对 系 统 优 化 和 模 具 库 管 理 进 行 了 介绍。 关键词:运动控制卡;伺服电机;数控转塔冲床;数控系统;运动控制 中图分类号:TG385 文献标志码:B 文章编号:1671-5276(2014)02-0192-03
通用数字输出信号 OUT 用于控制继电器、电磁阀、指 示灯等开关器件。
通用数字输入信号 INPUT 用于接近开关、光电开关、 按键等传感器的信号输入。
3 控制系统软件设计
3.1 运动控制函数
系统 是 基 于 Windows XP 系 统 支 持 平 台, 以 Visual C++6.0作为开发工具,进行程序设计与开发的系统,是一 种基于驱动方式的消息件的程序设计系统 , 当用户需要 完成某种特定功能时, 点击相应的功能按钮, 就会产生 相对应的消息。 然后,操作系统将对消息进行循环并开始 检索消息,并将消息发送给对应的对象。 每个相应的接收 对象都有相对应的消息映射, 用于将消息与处理函数联 系起来。 当目标对象接收到消息映射时, 将开始搜索对 应的消息映射, 寻找互相匹配的消息处理函数并实现相 应的功能。
2 控制系统硬件组成
2.1 硬件设备的组成
系统在硬件上由 PC 机、DMC1410B 运动控制卡、伺服 电机驱动器以及伺服电机组成。 DMC1410B 运动控制卡 为雷赛公司自主研发的脉冲式四轴运动控制卡,可输出脉 冲信 号 和 方 向 信 号, 用 以 控 制 电 机 的 转 速 和 方 向。 DMC1410B 运动控制卡具有即插即用、连续运动、直线插 补、单轴运动等功能;具有梯形和 S 型加减速运动曲线,最 大脉冲输出频率为 1.2 MHz,具有 16 路输入和 12 路输出 的通用 I / O 接口,输入输出信号均采用光电隔离大幅度提 高了运动控制卡的可靠性能和抗干扰性能。 DMC1410 卡 也支持即插即用功能。