电子组装手工焊接及返修
电路板的焊接、组装与调试实习报告

电路板的焊接、组装与调试实习报告一、实习目的:1. 通过实习,加深学生对电子电工基本原理和技术的理解,掌握电子元器件的识别、使用方法和电路板的焊接、组装技巧。
2. 培养学生动手能力、观察能力和分析解决实际问题的能力,提高学生的综合素质。
3. 学习利用现代工具进行电子产品生产的基本流程,了解电子产品生产过程中的质量控制和管理方法。
二、实习设备:1. 电路板焊接套装2. 焊锡丝、助焊剂、镊子、剥线钳等焊接工具3. 万用表、示波器等测试仪器4. 电子产品组装工具包(包括螺丝刀、剥线钳、电工胶布等)5. 安全防护用品(如绝缘手套、护目镜等)三、实习内容:1. 电子元器件的识别与使用:学习电子元器件的分类、命名、符号,掌握常用电子元器件的识别和使用方法。
通过实践操作,熟悉元器件的性能和适用场景。
2. 电路板的焊接:学习电路板的焊接工艺,包括焊接材料的选择、焊接温度的控制、焊接时间的长短等。
通过实际操作,熟练掌握焊接技巧,提高焊接质量。
3. 电路板的组装:学习电路板的组装流程,包括电路板的布局、元器件的安装、接线、焊接等。
通过实践操作,掌握电路板组装的基本技能,提高组装效率。
4. 电路的调试与测试:学习电路的调试方法,包括电压、电流、电阻等参数的测量,以及简单故障的判断和处理。
通过实际操作,掌握电路调试技巧,提高调试效率。
5. 安全操作与文明生产:学习安全操作规程,提高安全意识,遵守生产纪律,保持生产现场的整洁。
四、实习过程:1. 元器件识别与使用训练:通过理论学习和实践操作,掌握电子元器件的识别和使用方法。
2. 焊接工艺学习与实践:学习焊接工艺的理论知识,通过实际操作,掌握焊接技巧,提高焊接质量。
3. 电路板组装训练:通过理论学习和实践操作,掌握电路板组装的基本技能,提高组装效率。
4. 电路调试与测试训练:通过理论学习和实践操作,掌握电路调试技巧,提高调试效率。
五、实习总结:通过本次实习,加深了我对电子电工基本原理和技术的理解,提高了动手能力、观察能力和分析解决实际问题的能力。
电子电路的焊接技术

电子电路的焊接技术编写:樊伟敏 在电子电路组装过程中,焊接是连接各电子元器件及导线的主要手段。
焊接的质量主要取决于焊接工具、焊料、焊剂和焊接技术。
焊接质量的好坏又直接影响到所设计的电子电路的性能。
焊接分为手工焊接与机器自动焊接。
在专业生产中多采用流水线自动焊接,但在电子产品的研发、维修以及专业生产过程中的一些特殊的器件离不开手工焊接,所以焊接技术是电子技术人员必备的技能。
1.手工焊接手工焊接是使用最早、适用范围最广的一种焊接方法。
对手工焊接质量的要求是:焊接牢固,无虚焊,焊点光亮、圆滑、饱满、无裂纹、大小适中且一致。
对初学者来说,首先应保证焊接牢固、无虚焊,因为虚焊将给电路造成严重隐患,且很难查找。
手工焊接工具电烙铁是手工焊接的主要工具,选择合适的电烙铁是保证焊接质量的基础,电烙铁的功率应根据被焊接元器件的大小和导线的粗细来选用。
一般焊接晶体管、集成电路和小型元件时,可选用15W或30W的烙铁。
对新购买的电烙铁不能拿来就用,使用前要“上锡”,具体方法是:观察烙铁头是否被氧化,若被氧化用挫刀或刀片等锐器清除氧化层;然后接上电源,待烙铁温度高过焊锡丝熔点时,涂上助焊剂,再用它去蘸松香焊锡丝,使烙铁头表面就会附上一层光亮的锡,烙铁就能使用了。
如果烙铁头没有上过锡的,焊接时不会吃锡,难以进行焊接。
烙铁头使用时间过长或烙铁头温度过高,烙铁头表面会氧化,造成烙铁“烧死”,而蘸不上焊锡,也难于焊接元件到印制电路板上。
烙铁头应保持清洁,不清洁的局部区域也蘸不上焊锡,还会很快氧化,日久之后常造成烙铁头被腐蚀的坑点,使焊接工作更加困难。
烙铁头长时间处于待焊状态,温度过高,也会造成烙铁头“烧死”,所以焊接时一定要做好充分准备,尽量缩短烙铁的工作时间,一旦不焊接立刻拔出烙铁电源。
烙铁头的温度通常可通过改变烙铁头伸出的长度进行调节。
焊料与焊剂焊料和焊剂是电子产品及元器件焊接的必备原料,正确地选用焊料和焊剂,是获得良好焊接质量的保证。
SMT贴片工艺(双面)

SMT贴片工艺(双面)目录第一章绪论 (1)1.1 简介 (1)1.2 SMT工艺的发展 (1)第二章贴片工艺要求 (2)2.1 工艺目的 (2)2.2 贴片工艺要求 (2)第三章贴片工艺流程 (4)3.1 全自动贴片机贴片工艺流程 (4)3.2 离线编程 (4)3.3 在线编程 (7)3.4 安装供料器 (9)3.5 做基准标志(Mark)和元器件的视觉图像 (9)3.6 制作生产程序 (11)第4章首板试贴及检验 (15)4.1 首件试贴并检验 (15)4.2 根据首件试贴和检验结果调整程序或重做视觉图像 (15)4.3 连续贴装生产 (16)4.4 SMT在生产中的质检和故障处理 (16)第五章贴片故障及排除 (22)5.1 贴片故障分析 (22)5.2 贴片故障排除 (22)第六章手工贴装工艺 (25)6.1 手工贴装的要求 (25)6.2 手工贴装的应用范围 (25)6.3 手工贴装工艺流程 (25)后记 (28)参考文献 (29)附录 (30)SMT贴片工艺(双面)第一章绪论1.1 简介随着我国电子工艺水平的不断提高,我国已成为世界电子产业的加工厂。
表面贴装技术(SMT)是电子先进制造技术的重要组成部分。
SMT的迅速发展和普及,对于推动当代信息产业的发展起到了独特的作用。
目前,SMT已广泛应用于各行各业的电子产品组件和器件的组装中。
与SMT的这种发展现状和趋势相应,与信息产业和电子产品的飞速发展带来的对SMT的技术需求相应,我国电子制造业急需大量掌握SMT知识的专业技术人才。
1.2 SMT工艺的发展SMT工艺技术的发展和进步主要朝着4个方向。
一是与新型表面组装元器件的组装要求相适应;二是与新型组装材料的发展相适应;三是与现代电子产品的品种多,更新快特征相适应;四是与高密度组装、三维立体组装、微机电系统组装等新型组装形式的组装要求相适应。
主要体现在:1. 随着元器件引脚细间距化,0.3mm引脚间距的微组装技术已趋向成熟,并正在向着提高组装质量和提高一次组装通过率方向发展;2. 随着器件底部阵列化球型引脚形式的普及,与之相应的组装工艺及检测,返修技术已趋向成熟,同时仍在不断完善之中;3. 为适应绿色组装的发展和无铅焊等新型组装材料投入使用后的组装工艺要求,相关工艺技术研究正在进行当中;4. 为适应多品种,小批量生产和产品快速更新的组装要求,组装工序快速重组技术,组装工艺优化技术,组装设计制造一体化技术正在不断提出和正在进行研究当中;5. 为适应高密度组装,三维立体组装的组装工艺技术,是今后一个时期内需要研究的主要内容;6. 要严格安装方位,精度要求等特殊组装要求的表面组装工艺技术,也是今后一个时期内需要研究的内容,如机电系统的表面组装等。
电子产品制造过程
电子产品制造过程电子产品差不多融入到人们生活的各个角落,不管是我们平常用的手机、运算机;照样供我们平常娱乐看的电视、玩的游戏机;以及我们进修和实验所需的一些高等设备都属于电子产品。
能够说,电子产品给我们的生活和工作带来了庞大年夜的便利。
而这些电子产品是如何经由过程一个个微小的元器件制造出来的呢,本文就将对这些电子产品的制造过程进行简介。
一.印制电路板的装配与焊接一台电子设备的靠得住性重要取决于电路设计,元器件的质量和装配时的电路焊接质量。
电子设备大年夜都采取印制电路板,把电阻、电容、晶体管、集成电路等元器件按预先设计好的电路在印制电路板上焊接起来就成为具有必定电气机能的产品核心部件。
1.印制电路板印制电路板分为单面印制电路板、双面印制电路板和多层印制电路板。
单面板由基板、导线、焊盘和阻焊层构成,单面板只有一面有铜箔,一面为焊接面,另一面为元件面,重要应用于低档电子产品。
而双面板两面都有铜箔导线,应用也较为广泛。
电子技巧的成长要求电路集成度和装配密度赓续进步,连接复杂的电路就须要应用多层印制电路板。
2.印制电路板的装配(1)把各类元器件按照产品装配的技巧标准进行复检和装配前的预处理,不合格的器件不克不及应用。
(2)对元器件进行整形,使之相符电路板上的地位要求。
元器件整形应相符以下要求:所有元器件引脚均不得从根部曲折,一样应留1.5mm以上。
因为制造工艺上的缘故,根部轻易折断;手工组装的元器件能够弯成直角,但机械组装的元器件曲折一样不要成逝世角,圆弧半径应大年夜于引脚直径的1~2倍;要尽量将有字符的元器件面置于轻易不雅察的地位。
(3)将元器件插装到印制电路板上。
要求如下:手工插装、焊接,应当先插装那些须要机械固定的元器件,如功率器件的散热器、支架、卡子等,然后再插装需焊接固定的元器件。
插装时不要用手直截了当碰元器件引脚和印制板上铜箔;自念头械设备插装、焊接,就应当先插装那些高度较低的元器件,后安装那些高度较高的元器件,名贵的关键元器件应当放到最后插装,散热器、支架、卡子等的插装,要接近焊接工序。
ft电子产品手工焊接工艺
2.焊剂(助焊剂)
焊剂是进行锡铅焊接的辅助材料。 焊剂的作用:去除被焊金属表面的氧化物,防止
焊接时被焊金属和焊料再次出现氧化,并降低焊 料表面的张力,有助于焊接。
常用的助焊剂有: 无机焊剂 有机助焊剂 松香类焊剂:电子产品的焊接中常用。
编辑课件
3.常用的锡铅合金焊料(焊锡)
锡铅合金焊料的有多种形状和分类。其形 状有粉末状、带状、球状、块状和管状等几 种。
编辑课件
导线的通孔焊接
编辑课件
2.导线通孔焊接的方法:
(1)导线外皮剥去5毫米 (2)多股铜线拧紧 (3)铜线镀锡 (4)镀锡铜线由焊盘孔穿过焊盘 (5)焊盘焊接 (6)用斜嘴钳剪去多余铜线
编辑课件
三、导线钩焊
1.导线钩焊的作用: 当导线与元器件引脚之间需要连接时, 常使用钩焊。 例如:印制电路板焊盘脱落、印制电 路板铜箔连线有误需要更改。
▪ 每天结束工作后,在烙铁头上涂薄薄的一层锡以 防烙铁头的氧化保证烙铁头的热传导功能可靠并 避免将杂质遗留在烙铁头上,然后将其从烙铁上 取下,防止大量的氧化物堆聚在加热单元与烙铁 头及安装螺钉之间。
编辑课件
手工焊接的分 类
编辑课件
一、元器件通孔焊接
1.元器件通孔焊接的作用:
将元器件的引脚穿过印制电路板的焊盘, 焊接固定在印制电路板焊盘上的焊接方 法。
编辑课件
2.3 焊点的质量分析 1.对焊点的质量要求 电气接触良好 机械强度可靠 外形美观
编辑课件
2.焊点的常见缺陷及原因分析 虚焊(假焊) 拉尖 桥接 球焊 印制板铜箔起翘、焊盘脱落 导线焊接不当
编辑课件
常见焊接缺陷的图片
(a)、(b)虚焊 (c)拉尖 图 常见的焊接缺陷
电路板的焊接、组装与调试实习报告
电路板的焊接、组装与调试实习报告全文共5篇示例,供读者参考电路板的焊接、组装与调试实习报告篇1一、观看“电子产品制造技术”录像总结通过观看电子产品制造技术录像,我初步了解了pcb板的制作工艺以及表贴焊技术工艺流程:pcb版制作基本步骤:用软件化电路图,打印菲林纸,曝光电路板,显影,腐蚀,打孔,连接跳线。
制版布局要求整体美观均衡,疏密有序,走线合理,防止相互干扰,尽量减少过线孔,减少并行线条密度等。
表贴焊技术是目前最常用的焊接技术,其基本步骤:解冻、搅拌焊锡膏,焊膏印制,贴片,再流焊机焊接。
通过观看此次录像,我初步了解了pcb板的制作方法以及表贴焊技术工艺流程,为以后的实践操作打下了基础。
一、无线电四厂实习体会二、pcb制作工艺流程总结pcb制作工艺流程:1用软件画电路图2打印菲林纸3曝光电路板4显影5腐蚀6打孔7连接跳线在符合产品电气以及机械结构要求的基础上考虑整体美观,在一个pcb板上,元件的布局要求要均衡,疏密有序。
同时还要注意以下问题:1.走线要有合理的走向,不得相互交融,防止相互干扰。
最好的走向是按直线,避免环形走线。
2.线条要尽量宽,尽量减少过线孔,减少并行的线条密度。
三、手工焊接实习总结操作步骤:1、准备焊接:准备焊锡丝和烙铁。
2、加热焊件:烙铁接触焊接点,使焊件均匀受热。
3、熔化焊料:当焊件加热到能熔化焊料的温度后将焊丝至于焊点,焊料开始熔化并湿润焊点。
4、移开焊锡:当熔化一定量的焊锡后将焊锡丝移开。
5、移开烙铁:当焊锡完全湿润焊点后移开烙铁操作要点:1、焊件表面处理:手工烙铁焊接中遇到的焊件往往都需要进行表面清理工作,去除焊接面上的锈迹、油污、灰尘等影响焊接质量的杂质。
手工操作中常用机械刮磨和酒精、丙酮来擦洗等简单易行的方法。
2、预焊:将要锡焊的元件引线的焊接部位预先用焊锡湿润,是不可缺少的操作。
3、不要用过量的焊剂:合适的焊接剂应该是松香水仅能浸湿的将要形成的焊点,不要让松香水透过印刷版流到元件面或插孔里。
电子产品工艺之装配焊接技术
电子产品工艺之装配焊接技术1、⑴试简述表面安装技术的产生背景。
答:从20世纪50年代半导体器件应用于实际电子整机产品,并在电路中逐步替代传统的电子管开始,到60年代中期,人们针对电子产品普遍存在笨、重、厚、大,速度慢、功能少、性能不稳固等问题,不断地向有关方面提出意见,迫切希望电子产品的设计、生产厂家能够采取有效措施,尽快克服这些弊端。
工业发达国家的电子行业企业为了具有新的竞争实力,使自己的产品能够适合用户的需求,在很短的时间内就达成了基本共识——务必对当时的电子产品在PCB 的通孔基板上插装电子元器件的方式进行革命。
为此,各国纷纷组织人力、物力与财力,对电子产品存在的问题进行针对性攻关。
通过一段艰难的搜索研制过程,表面安装技术应运而生了。
⑵试简述表面安装技术的进展简史。
答:表面安装技术是由组件电路的制造技术进展起来的。
早在1957年,美国就制成被称之片状元件(Chip Components)的微型电子组件,这种电子组件安装在印制电路板的表面上;20世纪60年代中期,荷兰飞利浦公司开发研究表面安装技术(SMT)获得成功,引起世界各发达国家的极大重视;美国很快就将SMT使用在IBM 360电子计算机内,稍后,宇航与工业电子设备也开始使用SMT;1977年6月,日本松下公司推出厚度为12.7mm(0.5英寸)、取名叫“Paper”的超薄型收音机,引起轰动效应,当时,松下公司把其中所用的片状电路组件以“混合微电子电路(HIC,Hybrid Microcircuits)”命名;70年代末,SMT大量进入民用消费类电子产品,并开始有片状电路组件的商品供应市场。
进入80年代以后,由于电子产品制造的需要,SMT作为一种新型装配技术在微电子组装中得到了广泛的应用,被称之为电子工业的装配革命,标志着电子产品装配技术进入第四代,同时导致电子装配设备的第三次自动化高潮。
SMT的进展历经了三个阶段:Ⅰ第一阶段(1970~1975年)这一阶段把小型化的片状元件应用在混合电路(我国称之厚膜电路)的生产制造之中。
SMT组件返修
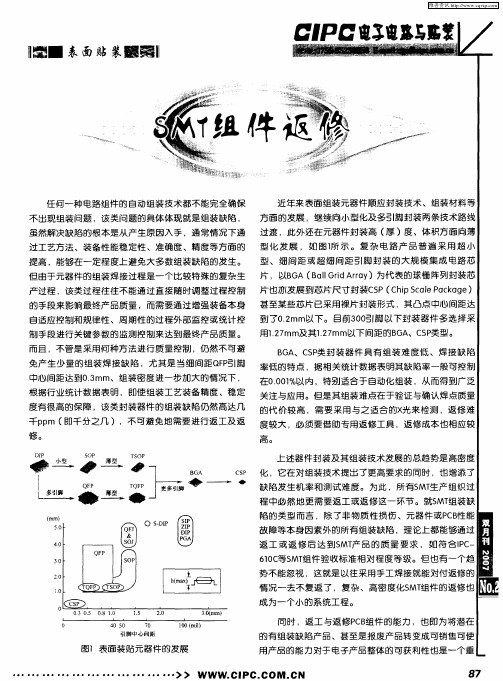
而且 ,不 管是采 用何 种方 法 进行质 量控 制 ,仍然 不可 避
B A S 类 封 装 器件 具 有 组 装 难 度低 、焊 接 缺 陷 G 、C P 免产 生 少 量的 组装 焊 接缺 陷 ,尤其 是 当 细 间距QF弓I P 脚 率低 的特 点 ,据相 关统计 数据 表明其 缺 陷率一 般可控 制 中心 间距达 到03 .mm、组 装密 度进 一步 加大 的情 况下 , 在 00 1 .0 %以内 ,特别 适合 于 自动化组 装 ,从而得 到广 泛 根据 行业 统计数 据表 明 ,即使 组装 工 艺装备 精度 、稳 定 关注 与应 用。但 是其 组装 难点在 于验 证 与确认焊 点质量 度有很 高 的保 障 ,该 类封 装器件 的 组装缺 陷 仍然 高达 几 的代 价 较高 ,需要 采 用与 之 适合 的X 来检 测 ,返 修难 光 千p m ( p 即千 分之几 ),不 可避 免地 需要 进 行返 工及 返 度 较大 ,必 须要 借助 专用返 修工 具 ,返修成 本也 相应较
着 一 些 焊 点不 熔 化 ,这 时 强行 拆 卸 会 造 成被 拆器 件 、 焊盘 损坏等 。
以上 。而 组件 的返 修多 侧 、 类
俎装 返修 ,如 高密 度封 装 、 j成本 一 般不 会超 过 芯片 成本 的 勺
60 等S 组 件验 收标 准 相对 程度 等 级 。但 也 有一 个趋 1C MT
势 不能忽 视 ,这就是 以往采 用手工 焊接 就能对 付返修 的 情 况一 去不 复 返 了 ,复 杂 、高 密 度化S 组 件 的返修 也 MT
手工焊接要求及验收标准
手工焊接要求及验收标准1.前言本要求针按照以下标准要求,并针对手工焊接而制定的。
2.参照标准标准参照国标GB/T19247.1-2003 印制板组装第一部分、国军标GJB3243-1998 电子元器件表面安装要求、IPC610F、航天标准QJ165b-2014 航天电子电器安装通用要求、防静电标准S20.20 及GJB3007-2009 等执行。
3.焊接工具所用工具焊台型号:xxxx,热风枪型号:xxxx。
4.焊接材料SAC305 焊丝;直径0.5mm、0.8mm。
5.焊接的基本要求5.1工作环境的要求(1)室内环境要求● 手工焊接的工作主要在焊接工作室内完成,对焊接工作室区域要求严格执行5S 标准,包括•整理•整顿•清扫•清洁•修养。
● 工作台面的要求工作台及其周围应该始终保持干净与整洁,照明良好,任何灰尘、油纸、焊锡泼溅物、绝缘物碎屑及其他碎片应随时清理干净。
经常使用抹布或刷子做整理、清扫、清洁,以免弄脏或弄伤你的手,以上所有物品都可能污染你所操作的组件。
(2)排烟系统的要求● 焊接时产生的烟雾是另一个安全隐患,排烟系统将焊料融化时产生的焊剂烟雾废气除去。
(3)电源电压要求电源电压和功率的要求符合设备要求,电压要稳定,要求单相AC220V(220±10%,50/60HZ),三相AC380V(220±10%,50/60HZ),如果达不到要求,需配置稳压电源,电源的功率要大于功耗的一倍以上。
电源:小于0.5 伏的电压和尖峰是可接受的● 烙铁、吸锡器、测试仪器和其它设备不能产生大于0.3 伏的尖峰电压5.2设备要求● 操作前,工具和设备须经过测试,避免对电气元件损伤。
5.3手工操作者要求任何一个不良焊点导致整个电子系统的失效。
要保证每一个焊点完整性,必须严格按照IPC-610E 第三章第3 节操作要求执行。
5.4静电要求5.4.1静电环境要求(1)工作场地张贴ESD 标志,元器件包装上张贴标签;(2)防静电桌(3)准备物品图 1 防静电标识图2防静电桌准备防静电箱、粉色聚乙烯包装袋、铝箔防静电袋、离子发生器,防静电地板、防静电指环或手套、防静电的PCB 搁架、印制板套件。
电子组装工艺(焊接)

§4.3.7 电烙铁使用与保养:
(1)电烙铁在使用之前应用万用表的欧姆档测量其电阻 值。正常20W内热式电烙体芯的阻值为2.4千欧姆。若
测得电阻值为零,则说明电烙铁内部短路;若电阻为无
手工锡焊示意图
普通内热电烙铁
带助焊剂的 1.2mm焊锡丝。 熔点183℃
焊盘
焊接处温度: 210~230 ℃
焊点 元件 印刷电路板
各种焊接的共同点:焊接时产生新 的合金,靠新的合金将工件连接起来。
各种焊接的不同点:电焊、气焊和 电阻点焊,它们的焊接温度都很高,在 焊接时焊料与母材(即工件)一同熔化产 生新的较厚的合金;但锡焊由于其焊接 温度低(210~230 ℃),焊接是在不熔化 工件的情况下产生很薄的合金层。
(焊接技术)
课程内容:
电子产品的焊接技术
目的
了解焊接金属工件的常用方法,了解锡 焊技术与其他几种焊接方法的共同点和不同 点。掌握锡焊的基本理论,掌握锡焊操作的 基本方法,在动手焊接之前打好理论基础。
具体说要弄清一下几个 问题 : 1、常用的焊接材料及其特性。 ( 铅锡焊料、无铅焊料、各种助焊剂及其 助焊剂在焊接过程中的作用。) 2、常用的工具或设备有哪些。 3、如何判断工件的可焊性好坏,什么材料的 工件容易被锡焊接。如何判断焊接的可靠 性。 4、合格焊点的形状是什么样的。
§2.3 锡焊的焊接原理
锡焊是金属之间连接的一种方法。通过焊接 材料和工件之间原子或分子的相互扩散作用,形 成合金层(0.5~2.2m),使两种金属间形成一种永 久的牢固结合。 下图的“焊接处”在下一个图片中将其放大, 可 以清楚地看到合金层情况。
SOP封装IC 元件引脚 焊接处
电路板
铜质元件腿
铜锡合金层
电子产品组装作
電子產品組裝作業——PTH/SMT 設備一、前言伴隨資訊電子的快速演進,電子零件的裝配焊接不斷的朝自動化前進,藉由機器的生產和人力的配合,將品質提昇才是生存的動力.對設備結構的了解,亦是促使設備的靈活動用和改善,今將組裝流程設備機械結構作一解析,以增加對機械結構的認識.二、進程演進焊接是電子元件生產中如組裝PCB 不可缺的工站製程.電子產品、通訊產品、消費性電子等都是經過此工站組立焊接而完成其電氣特性.從早期純的手工烙鐵焊接→透過錫爐作手工浸泡焊接→流水線波峰焊接(wave solder) 採用連線自動流動浸泡而完成焊接作業至今日之SMT(Surface Mounting Technology)表面黏著技術中的迴流焊(Reflow),透過輻射、對流和熱傳導,將SMT 零件熔接於PCB 中,其插件方式為:手工焊接(Manual)→MI(Manual insertion)→A/I(Auto insertion)自動插件→SMT(Surface Mounting Technology)表面貼片.PTH/AI/SMT 流程相應設備和功能如下:三、PTH 生產製造流程A.插件段:插件段之機台主要透過鏈條的傳輸,將PCB 一片一片地送進錫爐口, 將零件(Component)按照材料清單BOM放於PCB 之特定孔中,而承載方法有:(1)直接承載:將PCB 直接置插件段鏈條上;(2)透過承載治具:透過治具將PCB 置於治具中而裝載零件.B.爬坡段:爬坡段又稱為錫爐入口承接段,因錫爐高度普遍高於插件段,故於入口處有一折彎的爬坡段.將插好零件的PCB 透過此機構,而連接送入錫爐中,以達連線之效果.C.波焊機: (焊錫爐)焊錫爐可說是手插件製程中的心臟部份,其主要功能是透過本機利用錫鉛合金(Sn63Pb37)將零件之Lead 和Pad 黏固在一起,以完成電氣連接.而其製程參數之設定是非常重要的,一般錫爐溫度約為240℃~ 260℃,軌道傾斜度為4° ~5°,過錫時間為3.5S ~5S. 但要注意其生產過程之水洗及免洗助焊劑和稀釋劑的使用,以及錫條的添加.D.出錫爐段:出錫爐段主要將焊接好的半成品,透過鏈條或皮帶輸送至後段生產線.後段皮帶主要承接錫焊爐將半成品焊接後的處理, 透過皮帶線的轉動, 將半成品一個工站一個工站位置的定位. 其主要工站有:剪腳作業、補修焊點、貼Bacode、外觀檢查和包裝作業等.E.水洗段:水洗段主要由水洗設備來完成, 其方式有ON LINE (連線機)和OFF LINE (離線方式).其主要功能是將殘留於半成品中之助焊劑(flux)和稀釋劑透過水刀來沖刷、清洗和烘乾.(若是免洗製程此工詀省略)F.ICT 測試段:ICT 測試主要功能為檢查產品零件電阻(R)、電容(C)、電感(L)、晶體(TR)是否存在,和針對產品物質性開路和短路之電氣測試,以靜態為主,加一些動態,以確保產品品質之功能正常.四、SMT 生產製造流程H. 自動插件機自動插件機,顧名思義就是將立式電子零件和臥式零件透過機器(AIMCHINE),將其插入PCB 中,而再透過錫爐,將零件焊接於PCB 上.其要區分為日系(PANASERT).日系:AJ、AV、AVB等,料直接放在機台上,透過抓取頭將零件插入板中;歐美系:必須將零件透過排列機,將插入零件按順序編排並製成新鏈帶,而再置於機台中生產(速度快,單價高).五、SMT 生產製造流程I.送板機:(Loader)送板機是利用推桿將空PCB 板送入印刷機中,同時透過集板箱(magazine)對雙面板貼裝一個置放位置和送板,這樣可兼容正反面SMT, 透過送板機,全自動的將PCB 板送入錫膏印刷機中.J.吸板機:(Vacuum Loader)吸板機:利用真空(Vacuum)吸力,將PCB 吸起,送入錫膏印刷機中,以便進入下一工站.因為吸板機一次可置放100~200PCS,這樣可節省人員置板時間.K.錫膏印刷機: (Solder Paste Screen Printer)錫膏印刷機主要功能是透過模板(Stencil)之孔(Aperture)脫模擠錫膏(Solder Paste)而印置於基板之錫墊(Pad)上.就其錫膏印刷設備而言還分為手印台和機印台,其中機印台又分為:半自動錫膏印刷機(Semi Auto)和全自動錫膏印刷機.L.貼片機(元件置放設備) (Pick and Placement System)貼片機主要的功能便是將SMT 零件(SMD)透過高速機(High Speed Placement Mounter)或泛用機(Multifunctional Placement Mounter ),其抓取頭(Head)將其元件(Component) 抓取或吸取,並經過CAMARA/LASER 辨識其零件外形、厚度,待確認OK 後,將元件按程序編程之位置擺設,依物料單(BOM)之指示依序貼裝完成.M.熱風迴焊爐/氮氣迴焊爐:(Hot Air Reflow/N2 Reflow)熱風迴焊爐為貼片機(Mounter)將元件貼裝ok後,進入爐膛內,利用熱傳導、對流及輻射的原理並依照廠商提供的錫膏特性溫度曲線(Tempera ture Profile)來設定爐膛溫度,將主/被動元件接於PC 板上,完成SMT 製程零件固位作用.氮氣迴焊爐利用氮氣惰性氣體擴散於迴焊爐中,防止金屬氧化,而得到較好之收斂性和焊接性.一般迴焊爐依特性有:紅外線(IR)、熱風式(Heat air)、鐳射(Laser)和氮氣(N)式等.N.收板機:(Unloader)收板機主要功能是將迴焊爐ok 品利用集板箱將之收集,以便作業員目檢.吸板機其種類有: (1)單槽單進單出;(2)上下層板;(3)水平式收板機.六、PTH 設備擺設與機構介紹(一)流水線擺設種類:1.圓帶式插件線2.單進單出流水線2.雙進雙出流水線 4.雙進雙出流水線5.折疊單出流水線6.Carry 自動回收插件線(二)FLUX 粘固結構方式:1.陶瓷發泡管2.氣壓噴霧(三)輸送方式:1.鏈條傳動(Reflow,插件線)2.鏈綱傳動(水洗機, Reflow)3.皮帶(後段,出錫爐段)4.滾桶5.滾珠(四)錫槽的種類1.單槽平穩波——一般使用之方式2.雙槽擾流波——針對SMT 點膠製程,防止陰影效應及單邊SMD 焊點異常.七、SMT 設備機構介紹(一)送板機(Loader)和收板機(Unloader)1.集板箱(Magazine)進板方式(1)單槽式集板箱:單進單出.(2)卡匣式——送板機(下進上出),收板機(上進下出).(3)水平式——集成箱,單一平面,迴旋進出.(4)90度進板——如同卡匣式,但其集板箱前進方向和推板方向成90度進板.2.構造組成(1)利用鋁擠型材質為骨架;(2)利用不銹鋼/鐵為骨架;(3)整體造型.3.推板方式(1)Senior感應氣缸推方式;(2)Senior感應馬達帶動推板方式.(二)印刷機1.動作方式(1)半自動印刷機——人工置放和拿取PCB 方式,其餘機器自動印刷;(2)全自動印刷——送板、印刷和出板方式,全部自動行程.2. PCB 到位固定(1)定位片(上有各種尺寸之PIN 直徑)——有於半自動印刷機台;(2)感應器——利用感應器和伺服馬達,移動到固定位置,並搭配真空吸附方式;(3)止推擋塊——PCB 進入時,利用擋片使PCB進入到固定位置.3. 鋼板(STENCIL)固定方式(1)螺絲旋鈕固定(2)氣缸入氣固定4. 其他(1)恆溫恆濕控制系統(2)鋼板清潔擦試系統(2)鋼板清潔、清洗之噴洗系統(三)貼片機1.貼片頭的貼裝方式(1)排頭:飛利浦(PHILIPS)(2)2~3 個頭:Panasert、Okano、Casio、Sanyo(3)立式旋轉方式:SIEMENS-80S(12 HEAD)/CM96(2HEAD)(4)圓週炮塔:FUJI、PANASERT、九洲鬆下SANYO2.NOZZLE(吸嘴)(1)機械式(用CONNECT 或異形零件)(2)真空吸附式(高速機和泛用機)3.零件校正方式(1)機械式:a.爪子校正; b水平式校正(2)光學校正:透過CAMARA/LASER 對零件之外形或腳數、腳距作校正確認(透過式照射/反射式照射);4.X-Y table(SMT 貼片機固定PCB 之X~Y活動台)(1)貼片著裝頭中心不動;X-Y table、X、Y方向動(2)貼片著裝頭X、Y方向動;X-Y table、X、Y方向不動(3)貼片著裝X方向動,X-Y table, Y方向動5.貼片眷裝頭(HEAD)移動方向(1)貼片頭水平旋轉,貼裝位置固定(MSH2-panasert)(2)貼片頭立式旋轉頭,X-Y 方向移動(80F/S-SIEMENS)(3)貼片頭X、Y方向移動(MPA- V panasert)(4)點膠頭Y方向移動(HDP-2panasert)6.PCB定位方式(1)PIN 定位(MPA-80/40,MSH2-Panasert)(2)板邊定位(MPA-80/40-Panasert)(3)上下壓板固定(MSH2-Panasert)(4)真空吸附固定(MPMH2-Panasert)(四)迴焊爐1.傳送方式(1)綱狀結構; (2)鏈條結構; (3)鏈條+綱狀結構2.整體結構(1)遂道式(不可掀爐蓋)(2)氣動式——利用氣缸將爐蓋打開(3)手工式——利用人工可將爐蓋打開3.加熱管方式(1)電熱管(2)石英加熱管(3)陶瓷加熱管(4)電熱片八、潤滑點保養潤滑點保養,是機器延長設備壽命保證生產順利的法寶.機器結構的識知,更能讓設備保養/操作者,在機器發生故障時,尋找事件的起源.機器發生故障原因多為:1.保養不確實; 2.操作失誤多,操作技巧不熟悉; 3.教導不足. 大部分是人為因素,故硬體改善很重要,軟體的建設亦不可疏忽,更重要的是做好機器預防保養.加油須注意:不可太溺愛(加油太多)和吝嗇(沒注油,久之生鏽;保養的最高境界是“看起來有油,摸起來沒油”.。
电子组装手工焊接及返修技术
4.不良焊接习惯
5.焊接时间及温度控制
四. 焊点质量标准(IPC-A-610E) 1.焊点标准(接受焊点和不良焊点) 2.通孔焊接验收标准
3.SMT焊接验收标准
五. 返修技能(IPC-********B)
1. 返工与维修的区别
2. 返工与维修的基本事项
3.返工与维修的工具和材料
4.返工与维修的工艺目标的指南六. 手工操作注意事项
1.5S要求
2.ESD/EOS定义
3.ESD的危害
4.ESD的防护措施
5.电子组件的污染
七. 电子制造业术语(IPC-A-610E)
1. 产品分类
2. 电子组件四级验收标准
3. 板面方向的定义
4.手工焊接放大检查装置要求八. 通孔元件实操
1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收3.老师点评
九. 片式(Chip)柱形元件(MELF) 实操1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收3.老师点评。
十. 翼形(L形)引脚元件实操
1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收3.老师点评
十一. 其他器件焊接讲解及点评
十二. 问答及总结。
高中生劳动技能电子产品组装实践

元器件质量判断与选购技巧
外观检查
观察元器件外观是否完 整,有无破损、变形、
锈蚀等现象。
参数核对
核对元器件的型号、规 格、参数等是否符合设
计要求。
质量认证
选择有质量认证的元器 件,如ISO9001、UL、
CE等认证标志。
渠道选择
选择正规渠道购买,避 免购买到假冒伪劣产品
。
安全操作规范及注意事项
静电防护
手工制板技巧分享
手工制板工具
准备必要的制板工具,如刀具、 钻头、镊子等,确保手工制板的
精度和效率。
制板技巧
掌握电路板的手工制作方法,如铜 箔粘贴、钻孔、切割等;注意操作 规范,避免损坏电路板或元器件。
安全防护
在手工制板过程中,注意安全防护 措施,如佩戴防静电手环、避免使 用明火等,确保操作安全。
自动化制板设备操作演示
04 电路板设计与制 作流程解析
电路板设计原则及软件应用
设计原则
遵循电路设计的基本规律,确保电路 板的稳定性、可靠性和可维护性;考 虑元器件布局、布线、通孔等因素, 优化电路板性能。
软件应用
使用专业的电路板设计软件,如 Altium Designer、Eagle等,进行原 理图设计、PCB布局布线、元件封装 等工作;掌握软件的基本操作技巧, 提高设计效率。
06 成果展示与经验 总结分享
学生作品展示环节
优秀组装作品
展示学生们在电子产品组装实践 中完成的优秀作品,包括手机、
平板、智能手表等。
组装过程演示
通过视频或PPT等形式,展示学 生们在组装过程中的操作步骤和 技巧,以及遇到的问题和解决方
案。
团队协作成果
强调团队协作在电子产品组装中 的重要性,展示学生们在团队协
手工焊接在表面贴装元件焊接中的技术
手工焊接在表面贴装元件焊接中的技术摘要:本文主要介绍了手工焊接在SMT技术中的应用,包含了三种焊接方法的具体操作要领和基本步骤。
同时,对表面贴装元件的拆除也进行了简单介绍。
表面贴装元件的手工焊接是一项基本技术,技术本身的复杂程度并不高,但是要想真正掌握好这门技术,还需要在平时的操作实践中不断总结,积累经验,提高焊接的质量。
关键词:手工焊接;表面贴装元件焊接;技术引言SMT是"SurfaceMountTechnology"英文缩写,称为表面贴装技术。
SMT是目前电子组装行业里最流行的一种技术和工艺,表面贴装元件指片式元器件或适合于表面贴装的微型元器件,SMT就是直接将表面贴装元件焊接到印刷电路板上的一种连接技术。
SMT具有组装密度高、电子产品体积小、重量轻、可靠性高、抗震能力强、焊点缺陷率低、高频特性好等诸多优点,工业上SMT工艺主要使用大型全自动的SMT流水线完成。
表面贴装元件的不方便之处是不便于手工焊接,本文以常用的几类元器件为例介绍手工表面贴装方法。
1表面贴装技术和表面贴装元件SMT称为表面贴装技术,其英文全称是“SurfaceMountTechnology”。
在目前的电子组装行业中,SMT是一项非常流行的工艺技术。
表面贴装元件指片式元器件或适合于表面贴装的微型元器件,SMT就是将表面贴装元件直接焊接在印制电路板上的一种技术。
SMT具有组装密度高、重量轻、可靠性好、频率特性好等优点。
近几年,我国的SMT技术发展非常迅速,SMT产业主要集中在长江三角洲和珠江三角洲,这两大地区的产业规模占整个行业总体规模的90%以上。
电子产业的发展,使得电子产品的体积越来越小,性能越来越稳定,表面贴装元件在更多范围内得到应用。
表面贴装元件的焊接有自动焊接和手工焊接两种。
在工业生产中表面贴装元件的焊接主要使用大型全自动的SMT流水线设备,这种PCB板焊点密集,焊接质量要求高。
手工焊接适宜小规模的生产、调试,其焊点工艺程度不及自动焊接效果好。
电子电路的焊接组装与调试

❖ 3、焊点表面整齐、美观:焊点的外观应光滑、圆 润、清洁、均匀、对称、整齐、美观、充满整个焊 盘并与焊盘大小比例合适。
❖ 满足上述三个条件的焊点,才算是合格的焊点。
四、特殊元件的焊接
1、集成电路元件:MOS电路特别是绝缘栅型,由于 输入阻抗很高,稍不慎即可能使内部击穿而失效。 为此,在焊接集成电路时,应注意下列事项:
(3)、变压器、电解电容器、磁棒的安装:对于 较大的电源变压器,就要采用弹簧垫圈和螺钉固 定;中小型变压器,将固定脚插入印制电路板的 孔位,然后将屏蔽层的引线压倒再进行焊接;磁 棒的安装,先将塑料支架插到印制电路板的支架 孔位上,然后将支架固定,再将磁棒插入。 ➢安装元器件时应注意:安装的元器件字符标记 方向一致,并符合阅读习惯,以便今后的检查 和维修。穿过焊盘的引线待全部焊接完后再剪断。
❖ ④ 在焊锡凝固之前不要使焊件移动或振动用镊子夹 住焊件时,一定要等焊锡凝固后再移去镊子。
•⑤ 焊锡量要合适 过量的焊锡会增加焊接时间,降低工作速度。 •⑥ 不要用过量的焊剂 适量的焊剂是非常有必要的。过量的松香不仅造 成焊后焊点周围脏不美观,而且当加热时间不足时, 又容易夹杂到焊锡中形成“夹渣”缺陷。
(4)、剥线钳 专用于剥有包皮的导线。使用时注意将需剥皮的导
线放入合适的槽口,剥皮时不能剪断导线。剪口的槽 并拢后应为圆形。
(5)、止血钳 主要用来夹持物体,尤其在焊接不宜固定的元器件
和拆卸电路板上的元器件时更能显示出其突出的优越 性。
(6)、镊子 有尖嘴镊子和圆嘴镊子两种。尖嘴镊子用于夹持较细
❖ 烙铁头的选择: 烙铁头是贮存 热量和传导热 量。烙铁的温 度与烙铁头的 体积、形状、 长短等都有一 定的关系
电子产品焊接知识(电装)

焊锡丝一般有两种拿法,即:单点锡焊拿法、连续锡焊拿法;电子工业制造中多采用连续锡焊拿法。操作过程中应注意拇指、食指与无名指、小指的配合送料。操作时应带手套,避免食入而造成铅中毒。
手工焊接技术
3.2 手工焊接焊接姿势
烙铁架一般放置在工作台右前方,电烙铁用后一定要稳妥放于烙铁架上,并注意导线等物不要碰烙铁头,且锡渣应放入指定位置。 养成良好的习惯不仅有利于身体健康,而且有利于产量的提升、质量保证
3.5 手工焊接要求
车间现在采取点硅胶控制浮高
3.6 手工焊接工具的选用
三、手工焊接技术
1、电烙铁的选用(所选电烙铁的防静电夹接地要求良好)
2、电烙铁的结构 1)以HAKKO(中文名:白光)为例,其结构 分别如右图:电烙铁的结构均可分为:主 机、手柄、烙铁头、附件(包括烙铁座、 海绵等)。 2)各部件的作用
插座
二极管
二、回流焊接与波峰焊接
波峰焊接为质量关键控制点
印刷锡膏与回流焊接为质量关键控制点
2.3 公司回流焊接与波峰焊接工艺流程图
二、回流焊接与波峰焊接
回流焊焊接效果
无尘防静电环境; 炉前检验完成的印制板; 明确使用锡膏的规格参数; 测试合格的回流焊炉温曲线; 性能稳定的回流焊设备。
03
2.4 回流焊接条件及焊接效果
三、手工焊接技术
烙铁头的选用 圆斜面尖形:用于一般焊接及修理,端头平面大,易于上热,圆锥尖形则适合有限空间。如线路板上零件焊接,焊接通用型。 斜角形,于平面焊接时使用,适用与拖焊。 钻形及圆锥尖形,使用与导线密集或小孔及热敏元件之焊接。适用于点焊。 半径槽形,主要用于圆体材料焊接上,如管形焊接端。
电装车间现场工电子产品焊接原理
01
了解SMT元器件及回流焊
IPC-7711&7721B电子组件及线路板的返工与维修手工技能认证

IPC-7711&7721B电子组件及线路板的返工与维修手工技能认证开课信息: 课程编号:KC7390开课日期(天数)上课地区费用2011/5/9-12 江苏-苏州市3000更多: 2011年5月4-7日深圳 5月9-12日苏州招生对象---------------------------------总经理、监理、品质部、表面贴装、插件、工程、研发、售后服务等部门经理、课长、主管、工程师、技术员、手工焊接、维修人员及参与制定公司维修标准的相关人员。
【主办单位】中国电子标准协会培训中心w w w. W a y s. O r g. C n 【协办单位】深圳市威硕企业管理咨询有限公司课程内容---------------------------------时间地点:2011年5月4-7日深圳 5月9-12日苏州培训费用:5000元/人/4天培训资料:IPC-7711&7721学员手册一本(复印件)6000元/人/4天培训资料:IPC-7711&7721B中文标准一本(IPC出版)培训对象:总经理、监理、品质部、表面贴装、插件、工程、研发、售后服务等部门经理、课长、主管、工程师、技术员、手工焊接、维修人员及参与制定公司维修标准的相关人员。
课程背景:为什么要通过IPC-7711/21的认证?这个项目将为您带来灵活的、专注于技能的培训。
通过这个由业界开发和公认的培训课程后,您的员工将懂得如何修复那些昂贵的电子组件——如此一来,贵公司不需要丢弃那些有瑕疵的电路板和组件,大大省下了一笔费用!IPC-7711&7721培训项目都能够保证让学员对IPC-7711/21标准有深刻的理解和认知。
课程内容:★第一部份*通用程序介绍/Generic procedure presentation(欢迎、互相介绍以及通用程序的介绍/Welcome, self-introduction and generic IPC procedure training)*技能初次评估/skill evaluation before training(每个学员必须进行实操动作及评估/personnel hands on and skill evaluation)*开卷考试/open book examination(复习及开卷考试/review and open book examination)★第二部份 *导线连接/wire/cable connection(导线连接的四种类型、维修可行性以及实际操作指导及实操考试/four methods introduction to make wire/cable connection and feasibility of repair and hands on training)★第三部份 *通孔元件/PTH component(通孔元件的拆卸和重装程序示范讲解以及实际操作练习、实操技能考试。
手工软钎焊工艺技术(续完)

2015年5月电子工艺技术Electronics Process Technology第36卷第3期183摘 要:手工软钎焊是PCB组装和返修工艺中基本的工艺技术之一。
主要针对现场要求、焊接工具选择、工艺参数设定、元件组装焊接及返修拆焊等相关内容,对手工软钎焊工艺技术进行详细阐述,为手工焊接从业者提供重要参考依据。
关键词:手工软钎焊;烙铁焊;返工工艺中图分类号:TN605 文献标识码:A 文章编号:1001-3474(2015)03-0183-04Abstract: Manual soldering is one of the basic process technologies in PCB assembly and rework. Mainly elaborate manual soldering process in detail aiming at the site requirements, soldering tools selection, process parameter setting, component assembly and repair and other related content. Provide important reference for manual soldering practitioners.Key Words: Manual soldering; Soldering iron; Process parameter; Rework process Document Code: A Article ID: 1001-3474(2015)03-0183-04手工软钎焊工艺技术(续完)实用电子组装技术Manual Soldering Process Technology ( continued )史建卫1,檀正东1,周璇1,苏立军2,杜彬3SHI Jian-wei 1, TAN Zheng-dong 1, ZHOU Xuan 1, SU Li-jun 2, DU bin 3(1. 深圳市艾贝特电子科技有限公司,广东 深圳 518103;2. 深圳第二高级技工学校,广东 深圳 518107;3. 中国电器科学研究院,广东 广州 510300)( 1. Shenzhen Anewbest Electronics Technology Co. Ltd., Shenzhen 518103, China;2. Shenzhen Second Senior Technical School, Shenzhen 518107, China;3. China National Electric Apparatus Research Institute, Guangzhou 510300, China )作者简介:史建卫(1979- ),男,硕士,毕业于哈尔滨工业大学,主要从事SMT工艺与设备方面的研究开发工作。
电路板的焊接,组装与调试的读书笔记
电路板的焊接,组装与调试的读书笔记电路板的焊接、组装和调试是电子工程中重要的环节,下面是关于这一主题的一些读书笔记:1. 焊接是将电子元件与电路板通过熔化焊锡相连的过程,确保连接稳定可靠。
2. 焊接前需要对焊接区域进行清洁和预处理,确保焊接质量。
3. 不同的焊接方法包括手工焊接、贴片焊接和波峰焊接等,每种方法都有其适用的场景。
4. 焊接时应注意使用合适的焊接工具和合适的焊锡温度,以避免损坏电子元件或电路板。
5. 组装过程包括将电子元件按照电路图和布局图安装到电路板上的过程。
6. 组装时要仔细检查元件的极性和方向,确保正确安装。
7. 组装后,还需要进行焊点检查和检测,确保焊接质量和连接的可靠性。
8. 组装完成后,进行电路调试是确保电子产品正常运行的重要步骤。
9. 调试步骤包括电源供应测试、信号测量和功能验证等,以确保电路板的正常工作。
10. 调试过程中,需要使用适当的测试设备和仪器,如万用表、示波器和信号发生器等。
11. 对于复杂的电路板,可能需要使用辅助调试工具,如逻辑分析仪和编程器。
12. 调试过程中发现问题时,需要进行故障排除,逐步定位和修复问题。
13. 注重细节和耐心是进行电路板焊接、组装和调试的重要素质。
14. 了解电路板设计的基础知识对于更好地理解焊接、组装和调试过程非常重要。
15. 学习电路板焊接、组装和调试的最佳途径之一是通过实际操作和跟随经验丰富的工程师学习。
16. 不断学习和探索新的电路板组装和调试技术,可以提高自己的工程能力和解决问题的能力。
17. 熟悉不同类型的电子元件和电路板布局规则,可以帮助提高焊接、组装和调试的效率。
18. 学习并理解电路板焊接、组装和调试的理论知识,对于更好地应对复杂电路的挑战至关重要。
19. 在电路板焊接、组装和调试过程中,时刻保持安全意识,避免短路或电击等危险。
20. 与其他工程师和专家交流经验和知识,可以加深对于焊接、组装和调试的理解和技能。
21. 电路板焊接、组装和调试是一个细致且需要反复实践的过程,多做实际操作可以提高技巧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手工焊接古而有之,历史悠久,其操作技能在实践中不断丰富提高,其焊接工具更是与时俱进。
随着世界环保意识的逐渐增强,无铅、无毒化成为新世纪电子工业制造中的热门话题,无铅焊接技术在电子工业制造中得到广泛的应用。
手工焊接作为一种最基础的焊接方法,在电子组装和返修中始终是基础的工艺之一。
"
●课程目的:
掌握焊接的基础知识、手工焊接操作工艺的技巧、手工焊接的工具及焊接步骤、焊点的验收标准以及返修方式。
了解手工焊接不良习惯以及预防措施、手工焊接无铅与有铅的区别。
使操作员学会正确使用烙铁,保证烙铁的使用寿命;获得可靠的焊接焊点;提高解决实际问题的能力以及提高生产效率。
"
●课程使用工具:
手工焊接全套工具及操练元器件(烙铁,各种型号烙铁头、自动吸锡器、各种型号吸锡嘴、镊子、钳子、放大镜、助焊剂、清洗剂、PCB及相应的各种元器件)等."
●课程内容介绍:
一.焊接基础知识:
1.接的概念。
2.焊接发展背景及电子工业中的应用
3.焊接过程
4.焊接的润湿
5.焊接润湿影响因素
6.毛细现象
7.溶解及其意义
8.扩散及其意义
9.焊料的基本知识
10.焊剂的作用
二.手工焊接标准及其工具:
1.接工具介绍
2.烙铁的选择
3.烙铁头的正确选择
4.焊剂的选择
5.焊料的选择
三. 正确的焊接操作步骤及方法
1.手工焊接无铅与有铅的区别
2. 烙铁的选择准备
3.正确的操作方法
4.不良焊接习惯
5.焊接时间及温度控制
四. 焊点质量标准(IPC-A-610E)
1.焊点标准(接受焊点和不良焊点)
2.通孔焊接验收标准
3.SMT焊接验收标准。
五. 返修技能(IPC-7711/7721B)
1. 返工与维修的区别
2. 返工与维修的基本事项
3.返工与维修的工具和材料
4.返工与维修的工艺目标的指南
六. 手工操作注意事项
1.5S要求
2.ESD/EOS定义
3.ESD的危害
4.ESD的防护措施
5.电子组件的污染
七. 电子制造业术语(IPC-A-610E)
1. 产品分类
2. 电子组件四级验收标准
3. 板面方向的定义
4.手工焊接放大检查装置要求
八. 通孔元件实操
1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收
3.老师点评
九. 片式(Chip)&柱形元件(MELF) 实操
1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收
3.老师点评。
十. 翼形(L形)引脚元件实操
1.理论讲解
2.实操:拆卸--焊盘整理--安装--验收
3.老师点评
十一. 其他器件焊接讲解及点评
十二. 问答及总结
●讲师介绍-康来辉老师
广州中山大学物理系毕业,从事于电子工业界二十年。
曾任职于美国惠而蒲公司、日本索尼公司等。
在任期间,从事过产品品质检验技术、产品工艺工程、生产和维修管理、品质管理、手工焊接,波峰焊接,回流焊接工艺改进工程、SMT工艺及管理、公司RoHS/ISO/ESD项目负责。
工作期间共获得美国惠而蒲集团 QATA奖: 3个银奖及2个铜奖。
顺德北滘镇十四届人民代表大会代表。
康老师现为IPC(国际电子工业联接协会)授权培训讲师(CIT),担任IPC-A-610、IPC-7711/7721、IPC-A-600、IPC-A-620、IPC J-STD-001标准的培训讲师。
以及无铅手工焊接技术、中国电子学会ESD知识、SMT基础技术等课程讲师。
是“IPC亚洲标准技术组”成员,IPC亚洲区技术委员会:5-20CN技术委员会(组装与连接工艺委员会)成员,。
并且获得IPC颁发的2-30CN(IPC-T-50)、7-11CN(IPC-TM-650)、5-22CN(IPC
J-STD-001D/J-STD-003B)、5-23CN(IPC J-STD-002C)委员会:杰出委员会服务奖和7-31fCN(IPC/WHMA-A-620A)技术组:杰出委员会领导奖。
表面贴装高级技师,中国电子学会咨询工作委员会SMT咨询专家委员会委员。
曾给艾默生网络能源有限公司、福建新大陆电脑股份有限公司、北京艾科泰、东莞创宝达电器制品有公司、公安部第一研究所、伟易达电子通讯设备厂、天津摩托罗拉、东莞普思电子有限公司、东莞莫仕连接器有限公司、大陆泰密克汽车系统(上海)有限公司、国际商业机器采购(中国)有限公司、雅达电子有限公司、比比电子(苏州)有限公司、苏州科达科技有限公司、上海联合汽车电子有限公司、中海油服股份有限公司、广东美的生活电器制造有限公司、宁波屹东电子股份有限公司、伟创资通(中山)有限公司、汕尾信利半导体、精量电子(深圳)有限公司、深圳能泰电子有限公司、鹤山市世逸电子科技有限公司等等单位进行ESD、SMT、产品质量、国际标准等的培训和提供咨询辅导。
电子组装手工焊接及返修培训
【时间地点】 2013年8月02-03日深圳 | 2013年8月23-24日苏州
【参加对象】手工焊接操作人员、返工/返修技术人员、制造工程师、设计工程师、工程技术人员、生产/质量部门管理、工艺技术人员、管理人员、焊料和焊接工具销售人员等。
"
【费用】¥3000元/人(包括资料费、发票、午餐及上下午茶点等)
【课程热线】4OO-O33-4O33(森涛培训,提前报名可享受更多优惠)
【内训服务】本课程可根据客户需求提供内训服务,欢迎来电咨询。
报名回执表
回执请发到:stpxw88# 或传真至: (O2O)34O71978
我单位共___ 人确定报名参加2013年___ 月____ 日在____ 举办的《_____ 》培训班。