西门子PLC安装调试说明PPT精选文档
PLC安装及操作文档
PLC软件安装及程序下载一、PLC简介PLC控制系统,Programmable Logic Controller,可编程逻辑控制器,专为工业生产设计的一种数字运算操作的电子装置,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
是工业控制的核心部分。
二、硬件要求本操作文档仅适用于西门子SMART系列PLC,如需其他品牌PLC操作文档,请联系成套技术部工艺室。
安装时请关闭计算机中的杀毒软件。
三、软件安装1、打开开始菜单,在搜索框中输入“regedit”,打开注册表程序,找到HEEY_LOCAL_MACHINE\SYSTEM\CURRENTCONTROLSET\CONTROL\SESSION MANAGE\下的PendingFileRemameOpeaations键,右键删除(如果未发现此键,可直接进入第2步)。
如下图所示。
打开注册表程序图1右键删除图22、在计算机D盘根目录下创建“SMART”文件夹(文件名不可有中文),右键解压“STEP 7 MicroWIN SMART V2.3.iso”文件至“SMART”文件夹,如下图所示。
创建“SMART”文件图3将安装包解压到刚创建好的文件夹图43、右键“SMART”文件夹中的“setup.exe”文件,并以管理员身份运行,即开始安装。
、图54、选择“中文(简体)”,点击确定。
图65、等待安装程序引导,点击下一步。
图7图86、选择“我接受”,点击下一步。
图9 7、选择安装位置,点击下一步。
图108、等待安装程序完成,大约5分钟左右。
安装完成后点击立即重启即可。
图11四、程序下载1、分别在计算机端和PLC端接入网线。
2、计算机IP地址设置:从控制面板中找到“本地连接”,右键属性。
将本地IP地址更改如下。
右键属性按钮图12设置IP地址如下图133、双击PLC程序文件,打开程序编辑器,点击“下载”按钮,弹出通讯设置窗口,选择本地连接中的网卡,点击下方“查找”按钮,如下图所示。
2024版年度《西门子PLC培训系列》PPT课件
评估生产线的自动化 程度、设备选型和配 置
2024/2/2
分析生产线的工艺流 程、设备布局和物料 流动
20
控制系统设计思路和方法论述
基于PLC的控制系统架构设计, 包括硬件选型、网络拓扑和通 信协议
2024/2/2
控制系统的软件设计,包括程 序结构、编程语言和开发环境
24
故障诊断方法ቤተ መጻሕፍቲ ባይዱ工具推荐
观察法
通过查看PLC状态灯、监视程序运行等方式, 初步判断故障范围。
替换法
用备用模块替换疑似故障模块,观察系统是 否恢复正常。
专用诊断工具
使用西门子提供的专用诊断软件,对PLC进 行在线诊断和测试。
2024/2/2
经验法
根据以往维修经验和故障现象,快速定位故 障原因。
25
3
PLC定义与发展历程
PLC定义
可编程逻辑控制器(Programmable Logic Controller),一种数字运算操作 的电子系统,专为在工业环境下应用而设计。
发展历程
从1969年美国DEC公司研制出第一台PLC开始,经历了从简单到复杂、从低级 到高级的发展历程,现已成为工业自动化领域不可或缺的核心控制设备。
预防性维护策略
介绍预防性维护的概念和重要性,并 提供一些实用的预防性维护策略,以 降低设备故障率,提高生产效率。
故障诊断方法
详细讲解故障诊断的方法和步骤,包 括故障现象分析、故障定位、故障排 除等。
2024/2/2
18
05
CATALOGUE
自动化生产线设计与实现
2024/2/2
19
生产线需求分析
2024/2/2
西门子STEP7安装与使用教程 ppt课件

也可用菜单“编辑”中相应 的“插入”或“编辑”中的 “删除”项完成相同的操作。
西门子STEP7安装与使用教程
23
3.符号表
将梯形图中的直接地址编号用具有实际含义的符号代替
方法:在编程时使用直接地址(如I0.0),然后打开符号表, 编写与直接地址对应的符号(如与I0.0对应的符号为start), 编译后由软件自动转换名称。
西门子STEP7安装与使用教程
8
第二节 软件功能介绍
一、基本功能
•创建用户程序、修改和编辑原有的用户程序。 •设置PLC的工作方式和参数,上装和下装用户程序, 进行程序的运行监控。
•具有简单语法的检查、对用户程序的文档管理和加 密等功能,并提供在线帮助。
西门子STEP7安装与使用教程
9
二、主界面各部分功能
STEP7-Micro/WIN32 软件简介
西门子STEP7安装与使用教程
1
简介:STEP 7-Micro/WIN 32编程软件 是基于Windows的应用软件,由西门子 公司专门为SIMATIC S7-200系列可编
程序控制器设计开发。
主要内容:
软件的安装
软件的基本功能
编程、调试、运行监控方法
西门子STEP7安装与使用教程
7.程序编辑器 梯形图、语句表或功能图表编辑器编
写用户程序,或在联机状态下从PLC上装用户程序进行 程序的编辑或修改。
8.局部变量表 每个程序块都对应一个局部变量表,
在带参数的子程序调用中,参数的传递就是通过局部 变量表进行的。
西门子STEP7安装与使用教程
12
三、系统组态*
1.数字量输入滤波
允许为部分或全部数 字量输入点设置输入 滤波。
《PLC系统调试》课件

5
建立正确的现场连接
确保PLC与外部设备正确连接,保证数 据传输的稳定性。
联机调试
将PLC与现场设备连接,实时监测系统 运行情况,对问题进行逐步调试。
系统优化
对调试后的系统进行性能优化,确保其 稳定可靠的运行。
调试过程中出现的常见问题及解决方 法
硬件问题
介绍可能出现的PLC硬件问题,并提供相应的解决方法。
《PLC系统调试》PPT课 件
这是一个关于PLC系统调试的PPT课件,我们将深入介绍PLC系统调试的概 述、准备工作、调试步骤、常见问题解决方法等内容。
概述
PLC系统是什么,为什么需要进行调试?本节将对PLC系统进行介绍并解释 调试的重要性。
调试前的准备工作
确定调试目标
明确所需达到的调试目标, 为调试过程提供指导方向。
理清PLC系统的组成部 分
了解PLC系统的各个组成部 分,为问题定位和调试提供 基础。
确保软硬件设备正常运 行
检查软硬件设备的运行状态, 保证调试的顺利进行。
PLC系统调试步骤
1
编制PLC程序
2
编写符合需求的PLC程序,为后续的调
试工作做好准备。
3
离线调试
4
在离线环境下对PLC程序进行模拟调试,
找出潜在问题并进行修复。
3 手动操作
指导操作人员在调试过程中进行正确的手动 操作,从而正确识别问题。
4 人员培训
提醒培训相关人员熟悉PLC系统的调试操作 和维护方法,以提高工作效率。
结论
本节将总结PLC系统调试的重要性、调试的难点,以及解决调试过程中出现问题的方法。
参考文献
提供PLC系统调试方面的相关书籍、论文、网站等参考资料,方便读者进一 步学习与探索。
Siemens S7-1200 PLC 安装指南说明书
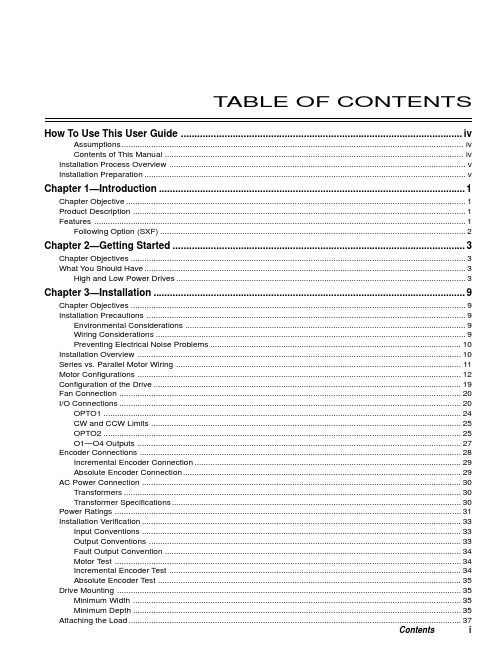
T ABLE OF CONTENTS How To Use This User Guide (iv)Assumptions (iv)Contents of This Manual (iv)Installation Process Overview (v)Installation Preparation (v)Chapter 1—Introduction (1)Chapter Objective (1)Product Description (1)Features (1)Following Option (SXF) (2)Chapter 2—Getting Started (3)Chapter Objectives (3)What You Should Have (3)High and Low Power Drives (3)Chapter 3—Installation (9)Chapter Objectives (9)Installation Precautions (9)Environmental Considerations (9)Wiring Considerations (9)Preventing Electrical Noise Problems (10)Installation Overview (10)Series vs. Parallel Motor Wiring (11)Motor Configurations (12)Configuration of the Drive (19)Fan Connection (20)I/O Connections (20)OPTO1 (24)CW and CCW Limits (25)OPTO2 (25)O1—O4 Outputs (27)Encoder Connections (28)Incremental Encoder Connection (29)Absolute Encoder Connection (29)AC Power Connection (30)Transformers (30)Transformer Specifications (30)Power Ratings (31)Installation Verification (33)Input Conventions (33)Output Conventions (33)Fault Output Convention (34)Motor Test (34)Incremental Encoder Test (34)Absolute Encoder Test (35)Drive Mounting (35)Minimum Width (35)Minimum Depth (35)Attaching the Load (37)Contents iCouplings (37)Tuning (38)Resonance (38)Mid-Range Instability (38)Tuning Procedures (38)Motor Waveforms (40)Anti-Resonance (40)Chapter 4—Application Design (41)Chapter Objectives (41)Motion Profile Application Considerations (41)Preset Mode Moves (42)Incremental Mode Preset Moves (42)Absolute Mode Preset Moves (42)Continuous Mode Moves (43)Closed Loop Operation (44)Setting Encoder Resolution (45)Encoder Step Mode (45)Motion Programs and Sequences (56)Sequence Commands (56)Creating and Executing Sequences (58)Subroutines (59)Sequence Debugging Tools (63)High-Level Programming Tools (67)Complex Branching and Looping (70)Conditionals (71)Error Flag (75)Branching Using Variables and Boolean Logic (76)Motion Profiling Mode—On-the-Fly Changes (77)Interfacing to the SX (81)Programmable Inputs and Outputs (81)PLC Operation (94)Rotary vs. Linear Indexers (97)Chapter 5—SXF Follower (99)Chapter Objectives (99)What is Following? (99)Types of Following (100)Velocity Following (100)Position and Velocity Following (103)Recede and Advance While Following (115)Synchronization (132)Other Following Features (135)Following Equation and Command Summary (137)Chapter 6—Hardware Reference (143)Chapter Objectives (143)Environmental Specifications (143)Drive Electrical Specifications (143)I/O Electrical Specifications (144)Motor Electrical Specifications (147)Operational Specifications (147)Motor Current & Torque (148)Drive Dimensions (149)Motor Dimensions (150)DIP Switch Summary (152)Non-Compumotor—Drive/Motor Connection (155)Wiring Configurations.............................................................................................................................155, 156 Terminal Connections. (157)Non-Compumotor Motors—Setting Motor Current (158)Motor Performance Specifications (158)ii SX/SXF Indexer/Driver User GuideChapter 7—Maintenance & Troubleshooting (161)Chapter Objectives (161)Maintenance (161)Battery Maintenance (161)Drive Maintenance (161)Motor Maintenance (162)Common Problems and Solutions (163)Software Debugging Tips (165)Returning the System (167)Appendices (169)Command Listing (169)SX Example Programs (171)Appendix C—LVD Installation Instructions (175)Complying with the Low Voltage Directive (LVD) (175)Additional Installation Procedures for LVD Compliance (175)Table of Graphic Symbols and Warnings (177)Index (179)Contents iiiHow To Use This User GuideThis user guide is designed to help you install, develop, and maintain your system. Each chapterbegins with a list of specific objectives that should be met after you have read the chapter. Thissection is intended to help you find and use the information in this user guide. AssumptionsThis user guide assumes that you have the skills or fundamental understanding of the followinginformation.t Basic electronics concepts (voltage, switches, current, etc.)t Basic motion control concepts (torque, velocity, distance, force, etc.)Contents of This ManualThis user guide contains the following information.Chapter 1:IntroductionThis chapter provides a description of the product and a brief account of its specific features.Chapter 2:Getting StartedThis chapter contains a detailed list of items you should have received with your SX shipment. Itwill help you to become familiar with the system and ensure that each component functions properly.Chapter 3:InstallationThis chapter provides instructions for you to properly mount the system and make all electricalconnections. Upon completion of this chapter, your system should be completely installed and readyto perform basic operations. Tuning considerations and procedures are also provided.Chapter 4:Application DesignThis chapter will help you customize the system to meet your application’s needs. Importantapplication considerations are discussed. Sample applications are provided.Chapter 5:SXF FollowerThis chapter explains the SXF Following function and the SXF’s capability to support absolute andincremental encoders.Chapter 6:Hardware ReferenceThis chapter contains information on system specifications (electrical, dimensions, and perfor-mance). It may be used as a quick-reference tool for proper switch settings and connections.Chapter 7:TroubleshootingThis chapter contains information on identifying and resolving system problems.iv SX/SXF Indexer/Driver User GuideInstallation Process OverviewTo ensure trouble-free operation, pay special attention to the environment in which the SX equip-ment will operate, the layout and mounting, and the wiring and grounding practices used. Theserecommendations are intended to help you easily and safely integrate SX equipment into yourmanufacturing facility. Industrial environments often contain conditions that may adversely affectsolid-state equipment. Electrical noise or atmospheric contamination, may also affect the SXSystem.Developing Your ApplicationBefore you attempt to develop and implement your application, there are several issues that youshould consider and address.Recognize and clarify the requirements of your application. Clearly define what you expect the system todo.Assess your resources and limitations. This will help you find the most efficient and effective means ofdeveloping and implementing your application (hardware and software).Follow the guidelines and instructions outlined in this user guide. Do not skip any steps or procedures.Proper installation and implementation can only be ensured if all procedures are completed in the propersequence.Installation PreparationBefore you attempt to install this product, you should complete the following steps:Review this entire user guide. Become familiar with the user guide’s contents so that you can quickly findthe information you need.Develop a basic understanding of all system components, their functions, and interrelationships.Complete the basic system configuration and wiring instructions (in a simulated environment, not apermanent installation) provided in Chapter 2, Getting Started.Perform as many basic functions as you can with the preliminary configuration. You can only perform thistask if you have reviewed the entire user guide. You should try to simulate the task(s) that you expect toperform when you permanently install your application (however, do not attach a load at this time). Thiswill give you a realistic preview of what to expect from the complete configuration.After you have tested all of the system’s functions and used or become familiar with tll of the system’sfeatures, carefully read Chapter 3, Installation.After you have read Chapter 3 and clearly understand what must be done to properly install the system,you should begin the installation process. Do not deviate from the sequence or installation methodsprovided.Before you begin to customize your system, check all of the systems functions and features to ensure thatyou have completed the installation process correctly.The successful completion of these steps will prevent subsequent performance problems and allowyou to isolate and resolve any potential system difficulties before they affect your system’soperation.ConventionsTo help you understand and use this user guide effectively, the conventions used throughout this userguide are explained in this section.CommandsAll commands that you are instructed to enter are shown in capital letters. The symbol >, is the SXcommand prompt. The command is displayed in boldface. A delimiter (space or carriage return) isrequired after each command. A description is provided next to each command example.Command Description>MR Sets motor resolution to 25,000 steps/revThe system ignores command syntax that is not within the valid range for a specific command. A ?prompt will be returned by the drive when the last command entered was not understood, or aparameter limit was exceeded.Contents vMotorsS Series and SX Series motors are one in the same (interchangeable terms).Warnings & CautionsWarning and caution notes alert you to possible dangers that may occur if you do not follow instruc-tions correctly. Situations that may cause bodily injury are present as warnings. Situations that maycause system damage are presented as cautions. These notes will appear in bold face and the wordwarning or caution will be centered and in all capital letters. Refer to the examples shown below:WARNINGDo not touch the motor immediately after it has been in use for an extended period of time. The motormay be hot.CAUTIONSystem damage will occur if you power up the system improperly.Related Publicationst Current Parker Compumotor Motion Control Catalogt SX Indexer/Drive Software Reference Guidevi SX/SXF Indexer/Driver User Guide。
西门子PLC培训PPT课件

PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller),一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1969年美国DEC公司研制出第一台PLC开始,经历了从简单到复杂、从低级到高级的发展历程,现已成为工业自动化领域的重要控制设备。
PLC工作原理及结构组成工作原理PLC采用循环扫描的工作方式,即按照用户程序存储器中存放的先后顺序逐条执行,直到程序结束,然后重新返回第一条指令,开始下一轮新的扫描。
结构组成主要由CPU、存储器、输入/输出接口、电源等部分组成。
其中CPU是PLC的核心部件,负责执行用户程序和系统程序;存储器用于存放用户程序和系统程序;输入/输出接口用于连接现场设备和外部设备;电源为PLC提供工作电压。
西门子PLC系列产品介绍•S7-200系列:西门子S7-200系列PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。
S7-200系列的强大功能使其无论单机运行,或相连成网络都能实现复杂的控制功能。
•S7-300系列:西门子S7-300系列PLC是模块化小型PLC系统,能满足中等性能要求的应用。
各种单独的模块之间可进行广泛组合构成不同要求的系统。
与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。
•S7-400系列:西门子S7-400系列PLC是高性能的大型PLC系统,适用于中、大规模的控制项目。
S7-400系列PLC采用模块化设计,具有高性能的处理器和高速的数据处理能力,支持多种通信协议和网络连接方式,可实现复杂的控制功能和高级的数据处理任务。
典型机电设备安装与调试(西门子)( 第3版)课件:送料机构的组装与调试

项目一 送料机构的组装与调试
图1-7 CPU模块1214C AC/DC/Rly
施工任务
施工前准备
实施任务 设备改造
1.识读设备图样及技术文件
项目一 送料机构的组装与调试
图1-3 送料机构示意图
施工任务
施工前准备
实施任务 设备改造
1.识读设备图样及技术文件
(2)识读机械装配图纸
放料转盘
送料机构的实物如图1-4所示,放料转
盘放置物料,其内部页扇经24V直流减速电动
机驱动旋转后,便将物料推挤出料盘,滑向
出料口,电动机的转速为6r/min。上下移动
项目一 送料机构的组装与调试
信号模块 SM1223
图1-6 YL-235A型光机电设备S7-1200 PLC模块
施工任务
施工前准备
实施任务 设备改造
1.识读设备图样及技术文件
(3)识读PLC相关资料
根据电源信号、输入信号、输出信 号的类型的不同,S7-1200系列PLC的CPU 1211C、CPU 1212C、CPU1214C、CPU1215C 等模块均有3种类型,分别是DC/DC/DC、 DC/DC/RLY、AC/DC/RLY,其中DC表示直流、 AC表示交流、RLY(Relay)表示继电器。
1 ) PLC 机 型 。 机 型 为 西 门 子 SIMATIC S7-1200 CPU 1214C AC/DC/Rly 和 SM1223 DC/RLY型信号模块。
蜂
料 盘 电
机
外部 电源
plc项目8.1【西门子S7-200系列PLC基本应用实例及仿真调试】ppt课件

与
剑
PLC
丁如春
项目8.1 西门子S7-200系列PLC基本实例及仿真调试
张莲花 刘景东 高双喜
主讲:
配套教材:电气控制与PLC应用,胡汉文 丁如春,人民邮电出版社
近
上
1
下
项目8.1
Plc应用案例
西门子S7-200系列PLC基本实例及仿真调试
西PLC仿真
不同厂家生产的PLC,其I/O接线、指令系统、编程软件都有一定的差异。 本次任务是在前面已学过三菱FX2N系列PLC基础上,以西门子S7-200系列PLC ●西PLC简介 为控制器,组成电动机的“启保停”控制装置,对西门子PLC的I/0分配、 ●工序要求 编程、仿真调试等方面,进行介绍,为学员进一步学用西门子PLC奠定基础。
起初:I0.2 Q0.0 [全为0态] 启钮SB2[按下] (+) SB2[按下] I0.2端[通] 1采样
电机咋动?
2程序运算 I0.2容器[1态] I0.2常开[通]
Q0.0容器[1态]
近
上
5
下
子s7-200PLC与三菱FX2N PLC对比讨论
① 0通道7号 输入端: 西门子:I0.7 按钮、 I0.7 Q3.7 接触器、 三 菱:X007 或X7 开关等 电磁阀、 I/O分配图 信号灯等 ② 3通道7号 输出端: 西门子:Q3.7 PLC (S7-200) KM0(实为KA0) 三 菱: Y037 或Y37
PLC内部
输出回路 3刷新 [转 ] KM0 (-) 24V
1采样
启钮SB2 [按下]
Q0.0 态 1 0 容器 结果写到
Q0.0 [通 ]
a←常开触点 b←常闭触点 c←线圈
[写1] 1M端 a接通 c通电 I0.1 I0.2 (Q0.0) Q0.2 程序完 [END]
西门子S7-200PLC教程PPT

✓自动和半自动调整步2
✓工位1:
✓工位2:
✓工位3
(2)执行元件函数式
返回本节
第7章 应用设计
8. 画梯形图
将所有函数式写出后,很容易就可以用编程软件 做出梯形图。梯形图完成后便可以将可编程序控 制器与计算机连接,把程序及组态数据下装到 PLC进行调试,程序无误后即可结合施工设计将 系统用于实际。
第7章 应用设计
5
0
(a)
(b)
图7.1 步和初始步
第7章 应用设计
(2)有向线段和转移 有向线段和转移及转移条件如图7.2所示。
图 7 2 转 移
.
第7章 应用设计
(3)动作说明 一个步表示控制过程中的稳定状态,它可以对应一个或 多个动作。可以在步右边加一个矩形框,在框中用简明 的文字说明该步对应的动作,如下图7.3所示。 图中(a)表示一个步对应一个动作;图(b)和(c)表 示一个步对应多个动作,两种方法任选一种。
返回本节
第7章 应用设计
THANK YOU VERY MUCH !
本章到此结束, 谢谢您的光临!
结束放映 返回本章首页
第7章 应用设计
2. 使用规则
(1)步与步不能直接相连,必须用转移分开; (2)转移与转移不能直接相连,必须用步分开; (3)步与转移、转移与步之间的连线采用有向 线段,画功能图的顺序一般是从上向下或从左到 右,正常顺序时可以省略箭头,否则必须加箭头。 (4)一个功能图至少应有一个初始步。
第7章 应用设计
第7章 应用设计
工位2 钻孔
装工件
工位1
退回
卸
料
卸工件
器
退回
工位3
图7.12 工作台示意图
plc系统安装与调试课件(完整版)

课程引入与知识储备
• 子项目2 PLC的组成及工作原理 • 1.PLC的组成
(3)输入、输出接口 ①输入接口电路
课程引入与知识储备
• 子项目2 PLC的组成及工作原理 • 1.PLC的组成 (3)输入、输出接口
②输出接口电路
课程引入与知识储备
• 子项目2 PLC的组成及工作原理 • 1.PLC的组成
提高产品产量和安全为目标,则应将系统可靠性放在设计的重点,甚至考虑采用冗余控
制系统;如果要求系统改善信息管理,则应将系统通信能力与总线网络设计加以强化。
项目一、料仓自动进料控制设
计与实现
• 2、系统设计的主要内容
•
① 根据生产设备或生产过程的工艺要求,以及所提出的各项控制指标与经济预算,首先
进行系统的总体设计。
动作顺序。
课程引入与知识储备
• 子项目1 认识PLC • 2.PLC的主要优点和特点
(1)PLC主要有以下优点: 能适应工程环境要求; 由程序控制,工作可靠; 通用、经济; 专用性与通用性兼顾; 编程简单,可边学边用; 体积小、功能强、用途广。
课程引入与知识储备
• 子项目1 认识PLC • 2.PLC的主要优点和特点
流程图的形式全面地表达出来。必要时还可将控制任务分成几个独立部分,这样可化繁为简,有
利于编程和调试。程序主要包括绘制控制系统流程图、设计梯形图、编制语句表程序清单。
•
⑥ 了解并遵循用户要求,重视人机界面的设计,增强人机间的友好关系。设计操作台、
电气柜及非标准电器元部件。编写设计说明书及使用说明书。
(1) PLC的分类 PLC通常以输入输出点(I/O)总数的多少进行分类。
I/O点数在128以下为小型机;I/O点数在129~512点为中型机; I/O点数在513点以上为大型机。PLC的I/O点数越多,其存储容 量也越大。
17-PLC顺序启动控制系统的设计安装与通电调试PPT模板

任务实施的工作要点
2、PLC控制系统设计 (1)设计系统主电路 设计系统主电路如图X4-16所示。
(2)PLC输入/输出端口分配 PLC输入/输出端口分配见表X4-18。
图X4-16 PLC控制系统主电路
输1 X2 X3 X4
输出
KM1 Y1 KM2 Y2
表X4-18 PLC输入/输出端口分配表
按钮
符号 — M —
FX2N
—
—
— QS1 QS2 FU1 FU2 FU3 KM FR SB
型号与规格
单位
TN-S系统
—
Y112M-4,4 kW,380 V,Y/D接法
台
800 mm × 500 mm × 20 mm
块
8输入/8输出,工作电源AC220 V,继电器输 出
台
FX-20P型,带FX-20P-CAB0数据线
25
26
名称 通用导轨 木螺丝 平垫圈 冷压接线端头 接线端子排 主电路导线 控制电路导线 保护地线 异型号码管
通用电工工具
万用表
符号 — — — — — — — — —
—
—
型号与规格
DZ47-3P和FX2N-48MR PLC安装通用 3 mm × 20 mm; 3 mm × 15 mm
4 mm UT2.5-4,UT1.0-4,UT1.0-3 JX2-1010,500 V,10 A,10节 BV2.5塑铜线(黄色、绿色、红色) BV1.0塑铜线 BV1.0塑铜线(黄绿双色)
4 mm 螺钉旋具(两套4把,一大一小“+”和一大 一小“-”),尖嘴钳,剪线钳,剥线钳,压 线钳,试电笔等
数字万用表或MF47型万用表
单位 根 个 个 个 条 米 米 米 米
PLC控制电路安装与调试幻灯片PPT

• 初始步是描述系统等待启动命令的初始状态,通常在这一 步里没有任何输出动作。但是这一步不能不画,如果没有 初始步那么无法表示系统的初始状态,系统也无法返回停 顿状态。
• 自动控制系统应能屡次重复执行同一工艺过程,因此顺序 功能图应是一个闭环。单周期操作中,完成一次工艺过程 之后,应从最后一步返回初始步,系统停留在初始状态。 在连续工作方式时,应从最后一步返回至下一工作周期运 行的第一步。
• 控制要求: • 〔1〕按下启动按钮开场注水,注水直到高水位开关接通,关水。 • 〔2〕2s后开场洗涤,洗涤时,正转30s,停2s,然后反转30s,停2s。 • 〔3〕如此循环5次后开场排水,水位下降至低水位开关由接通变断开时,开场脱水30s并继
续排水〔脱水离合器合上,由电动机带动脱水筒正转甩干〕,即完成一次从进水到脱水的 大循环过程。 • 〔4〕重复第2、3项,大循环共执行三次。 • 〔5〕大循环执行完成后,报警器〔Q0.5〕6s后完毕全部过程并自动停机。 • 〔6〕按停顿按钮可以实现停顿进水、排水、脱水及报警;洗衣机停顿工作之后,可以按下 排水按钮以实现手动排水。
思考练习与技能考核
• 小车在初始状态时停在中间,限位开关I0.2为ON,按下启动按钮I0.0,小 车按图4.17所示的顺序运动,最后返回并停顿在初始位置。画出控制系统 的顺序功能图,并根据控制要求,画出PLC外部接线图并在模拟板上正确安 装接线,编写梯形图程序及指令语句表。正确编写并下载到PLC,按照控制 要求调试程序并到达设计要求。
• 如果在控制要求中,夹紧和放松机械手只采 用单线圈电磁阀,那么在程序中应该如何修 改?在实际工程应用中,对于机械手控制采 用单线圈电磁阀有什么不良影响?
西门子PLC安装调试说明

二、软硬件组态及下载
模块配置
输出模块设置
可对每组通道进行输出类型和输出范围的设置,设置方法与输入模块类似。
所有硬件配置正确,就可以保存下载了
二、软硬件组态及下载
下载过程
1.通信参数设置 选中以太网模块,双击出现下面界面
点击属性,进行设置
二、软硬件组态及下载
下载过程
1.通信参数设置
在参数一栏勾上设置MAC地址,填写设备MAC地址;正在使用的ip协议里面配置计 划分配的IP地址和掩码。确定
二、软硬件组态及下载
二、软硬件组态及下载
软件部分
在新插入的程序块中,可以选择FC105(模拟输入)或FC106(模拟 输出)的参考块模型。
输入节点的绝对地址
采集结果存放地址数 据块或者寄存器
数据存储寄存器地址
输出节点的绝对地址
二、软硬件组态及下载 软件部分
在做变量对应是一定要正确设定模块的绝对地址,参考硬件配置,如下图
点击输入
进行每通道组的测量范围配置
二、软硬件组态及下载
模块配置
进行每通道组的测量范围配置
点击测量型号,可出现下面选项 ,按实际需要进行配置。
完成测量型号配置后,点击测量 范围进行测量范围的配置,不同 的测量型号有不同的测量范围, 须据实选择。
二、软硬件组态及下载
模块配置
输出模块设置
双击需要配置的模块(AO….)出现下面页面
修改完进行程序下载,和硬件下载一样
知识回顾 Knowledge Review
祝您成功!
二、软硬件组态及下载
现有模块的替换操作:
如上图检索所示,列出了检索323时查到的所有模块 ,可选择合适的模块,红色区域是所选模块的订货号 。找到正确的模块,双击,出现下面的对话框,可根 据需要选择是否替换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、软硬件组态及下载
点击 硬件部分(SIMATIC300(1),出现下面界面,双击’硬 件”,进入硬件配置程序。
18
硬件配置界面
二、软硬件组态及下载
左上方窗口是现有配置的情况,左下方窗口时机框模板详细信息,包 括绝对地址的类型和范围;右侧窗口是备选模块的目录,可查询。 上面的例子是300系统的硬件图
19
二、软硬件组态及下载
硬件配置界面
300系统在做硬件配置时有一定的槽位规则:
槽的规则(S7-300) 机架0: 槽1:仅适用于电源(例如,6ES7 307-...)或为空 槽2:仅适用于CPU (例如,6ES7 314-...) 槽3:接口模块(例如,6ES7 360-.../361-...)或为空 槽4 - 11:信号或功能模块、通信处理器或为空。 机架1 - 3: 槽1:仅适用于电源模块(例如,6ES7 307-...)或为空 槽2:为空 槽3:接口模块 槽4 - 11:信号或功能模块、通信处理器(取决于插入的接口模块)或为空。 可通过通信模块组成多个机框的系统。
输出模块设置
双击需要配置的模块(AO….)出现下面页面
28
二、软硬件组态及下载
模块配置
输出模块设置
可对每组通道进行输出类型和输出范围的设置,设置方法与输入模块类似。
目录
1
常用模块介绍
2
软硬件组态及下载
1
一、常用模块介绍 1、电源模块
比较常用的PS 307 电源模块,有不同的输出电流范围。(5A)
2
一、常用模块介绍
2、数字量输入/输出模板
❖ 数字化建设项目中:SM 323;DI 16/DO 16×24 VDC/ 0.5A ;(6ES7323-1BL00-0AA0) ❖ 输入信号:“1” 13~30VDC;”0” -30~5VDC ❖ 输出信号:“1” 0VDC;”0” 22VDC
20
二、软硬件组态及下载
现有模块的替换操作:
比较熟悉西门子设备部件,可选中要替换的模块,鼠标右击,选择替换对象,在弹 出框里面选择新的模块即可完成替换。
21
二、软硬件组态及下载
现有模块的替换操作:
如果不熟悉西门子的模块,可以选中要替换的模块 ,在右侧窗口进行查询,可输入 模块类型,比如331、332、323等等,会检索出来所有同类模块,对照订货号选择 ,也可实现模块替换。实际模块的订货号在模块前面板的下方
❖ 用鼠标双击上面的图标,进入调试软件; ❖ 首次运行,可以使用“新建项目“向导创建新的工程文件,也可以打
开已有类似的工程进行重新配置; ❖ 本次介绍重点以既有工程文件为基础进行介绍。
16
二、软硬件组态及下载
文件打开-浏览 找到现有工程文件打开
进入程序界面,新打开的工程文件有硬件配置和程序两个部分
12
4、输出模块
一、常用模块介绍
13
4、输出模块
连接负载
一、常用模块介绍
14
一、常用模块介绍 4、输出模块
比较常用的PS 307 电源模块,有不同的输出电流范围。(5A)
15
二、软硬件组态及下载
1、安装S7组态软件 SIMATIC Manager
❖ 将网络线一头接到PLC网络口,另一头连到电脑网口;通电; ❖ 运行SIMATIC Manager软件:
8
一、常用模块介绍 3、模拟量输入模块
9
一、常用模块介绍 3、模拟量输入模块
10
一、常用模块介绍 4、模拟量输出模块
11
一、常用模块介绍
4、输出模块
❖ 模拟量输出模板 SM 332;AO 4 × 12 位; ❖ (6ES7332-5HD01-0AB0) ❖ 订货号 ❖ 6ES7332-5HD01-0AB0 ❖ 特点 ❖ 模拟量输出模板SM 332;AO 4×12位具有以下特性和特点: ❖ • 4通道×4输出 ❖ • 每个输出通道可以编程为:电压输出/ 电流输出 ❖ • 精度12位 ❖ • 可编程诊断 ❖ • 可编程诊断中断 ❖ • 可编程替代值输出 ❖ • 隔离背板总线接口和负载电压22二、软硬件组态及下载
现有模块的替换操作:
如上图检索所示,列出了检索323时查到的所有模块 ,可选择合适的模块,红色区域是所选模块的订货号 。找到正确的模块,双击,出现下面的对话框,可根 据需要选择是否替换。
如此多次操作,可以完成一个西门子300系统的硬件配置。多 余的模块可以删除。
23
二、软硬件组态及下载
二、软硬件组态及下载
点击输入
进行每通道组的测量范围配置
26
二、软硬件组态及下载
模块配置
进行每通道组的测量范围配置
点击测量型号,可出现下面选项 ,按实际需要进行配置。
完成测量型号配置后,点击测量 范围进行测量范围的配置,不同 的测量型号有不同的测量范围, 须据实选择。
27
二、软硬件组态及下载
模块配置
4
一、常用模块介绍 3、模拟量输入模块
5
一、常用模块介绍 3、模拟量输入模块
6
一、常用模块介绍 3、模拟量输入模块
7
一、常用模块介绍
❖ 3、模拟量输入模块 6ES7331-7KF02-0AB0
❖ 模拟量输入模板SM 331;AI 8 × 12位具有以下特性和特点: ❖ • 8通道;4个通道组 ❖ • 被测值精度;每组可设定 ❖ • 每个通道组的可选测量方法: ❖ - 电压 ❖ - 电流 ❖ - 电阻 ❖ - 温度 ❖ • 每个通道组的可选测量范围: ❖ 测量电压 可以 ❖ • 测量电流 ❖ 双线变送器 可以 ❖ 四线变送器 可以 ❖ • 测量电阻 ❖ 两线连接 可以 ❖ 三线连接 可以 ❖ 四线连接 可以
完成了系统配置,需要对特定模块进行单独配置, 主要是输入、输出模块的参数设置要符合现场仪表 要求 模拟输入模块配置:模拟输入模块可支持电压、电 流、电阻、和温度的工作模式,在每种模式下还有 不同的参数需要配置。
24
二、软硬件组态及下载
模块配置
双击需要配置的模块(AI8….)出现下面页面;
25
模块配置
3
一、常用模块介绍
2、数字量输入/输出模板
❖ 数字化建设项目中:SM 323;DI 16/DO 16×24 VDC/ 0.5A ;(6ES7323-1BL00-0AA0)
DI输入:输入开关 一端连接模块输 入端子,另一端 连接24VDC电 源正极;
DO输出:输出负载 一点连接模块端 子,另一端连接 24VDS的正极