产能测试表
2-VDA6.3检查表P1-P7

过程规范
-设备、工具、检测检验设备适用性
-加工和检验设施的布局
-搬运、包装、仓储和标识
审核发现
评分
VDA6.3过程审核-2016版P部分
P2-P7 *
P1
运输&零 部件处置
过程要素
最低要求
示例 产品/过程开发
⁻顾客规范和标准
-安排,时间框架
对于可行性的程序,必须在跨部门范围 -法规,标准,法律,环境影响
内加以规范。
-产品责任要求
所有明确的产品和过程特殊要求(技术 -建筑,空间
、功能、质量、物流、软件…)必须针对 -CAM,CAQ
可行性分析进行检查。
-产品和过程创新
根据产品和过程 在可行性研究中,必须考虑物质和人力 -跨部门制造可行性分析(例如、销
3.2
*x
要求,是否对可 资源。
售、开发、采购、生产策划、生产
是否建立了事态 升级过程,并得 到有效的执行?
最低要求
通过这些活动,确保生产中仅使用经过 批准和具备质量能力的供方。 活动的水平取决于采购范围内供应品的 风险等级。 其中包括供方选择、发包标准、发包数 量以及发包目标日期。 确保顾客要求在供应链的传递。 这些活动还包括按协议由顾客要求的供 方(指定供方)。 也包括提供设备、机械、工具、检测和 测量系统以及服务的供方。 必须通过适当的文件记录,确保对供方 发包的追溯。 计划应包括:发包的日期、供方里程碑 和批准,与整体日程计划相协调,并监 控进度。 项目中的变更管理满足顾客特定要求。 针对变更(供方、内部或顾客发起的变 更)应进行评价,需要时,调整项目计 划。该评价必须含有对产品质量的风险 评估和截止期限。 应确保供方(关键供方)能够主动参与 到变更管理中。 应及时报告变更,并和顾客达成一致。 确保遵守规定的设计冻结步骤(设计定 型)。针对特殊情况,顾客和供方应协 商并记录。 所有变更必须记录,应规定顾客、内部 、供方的对口负责人员。 项目中的事态升级程序满足特定的顾客 要求。 项目中的偏差,一旦影响到总体的进 度,那么,就必须有一套事态升级模型 (风险管理)可供使用。应识别和评估 项目风险,并采取措施降低风险。 规定事态升级的标准,确定职责和权 限,在发生偏差的情况下,采取措施。 如果发现工艺技术、供方以及供方所在 国存在风险,那么,就应该在事态升级 管理中考虑这类情况。
OEE产能分析课件(PPT 36张)

14000*12=168000
满足
案例B
生产能力分析报告
供应商:XX公司
产品名称及图号:XX轴
项
目
工
序
磨外径
该工序加工
设备
时间(分钟,计划月 含辅助时间)台套② 次数/月
①
磨床
2件/分钟 24000
月调机时间③
时间/每次 (分钟)
总计时间分 钟(品种*次 数/月*时间/
次)
月设备维 修及停工 待料时间 (分钟)
专线和共线的产能分析,区别在于“产能分配百分比”的计 算,其它分析方法一致
28
产能分析问题交流
对以上内容有任何问题 或您在这方面有更深的体会请提出
共同参与交流
29
钓鱼
1、钓鱼方式 2、赢
30
分享共赢 钓鱼方式
传统钓
矶钓
海钓
冰钓
路亚钓
31
分享共赢 鱼竿种类
•
15、只有登上山顶,才能看到那边的风光。
•
16只会幻想而不行动的人,永远也体会不到收获果实时的喜悦。
•
17、勤奋是你生命的密码,能译出你一部壮丽的史诗。
•
1 8.成功,往往住在失败的隔壁!
•
1 9 生命不是要超越别人,而是要超越自己.
•
2 0.命运是那些懦弱和认命的人发明的!
•
21.人生最大的喜悦是每个人都说你做不到,你却完成它了!
•
3、当你还不能对自己说今天学到了什么东西时,你就不要去睡觉。 ——利希顿堡
•
4、人天天都学到一点东西,而往往所学到的是发现昨日学到的是错的。 ——B.V
•
5、学到很多东西的诀窍,就是一下子不要学很多。 ——洛 克
DIP工时产能标准
EM310转接板
##
EM770W转接板
##
G6主板
##
G6电源板/6M单模
##
GPS-3/6M单模
##
H1-485
##
HISI3522/海思板
##
BSJ-K6/全单模M35+6M
##
A08-B/A08副板
##
M6-B/M6副板
##
A08B-B/A08B副板
##
A08G
##
M10-A-V1.7/2014-0504/68.2*50*1.2MM
600 4
##
BSJ-RF-TX/无线发射
800 1
##
BSJ-S1/串口扩展器
##
BSJ-T1/温度传感器
##
BSJ-V11/V12/V13/半球/海螺摄像头主 板
##
BSJ-V16/碟形摄像头主板
##
BSJ-V16/碟形摄像头灯板
##
BSJ-V11/半球摄像头灯板
##
BSJ-V13/海螺摄像头灯板
3000 1
##
BSJ-V12,方型摄像头主板
##
BSJ-V12/方型摄像头灯板
##
BSJ-W2/文字播报器
##
BSJ-W3/文字播报器
##
BSJ-Y1
30K 1
##
BSJ-一体机/6M单模/带TTS
##
BSJ-一体机/6M单模/不带TTS
##
GPS-1/6M单模
## TY-9000F/带CAN/MG323-B单模
400 3
54
GF-SE
55
A5E-2
600 1
56
测试产能,人力,评估表1

客户 测试产能评估 下载 表 (pcs/h) 每台PC TC32 TC60 TC63 TC688A TC68 65 65 65 65 65 65 65 65 65 / 人力 下载线(根)数量 下载夹具数量 1人2台 1人2台 1人2台 1人2台 1人2台 1人2台 1人2台 1人2台 1人2台 / 32 35 50 与TC32的共用 38 与TC32的共用
37
PREPARED
备注:现有PC 29台,8960综测仪 17台。
CHECKED
试产能,人力评估表 (pcs/h)
功能测试 每台测试治具 15(抽测20%产能75) 12(抽测20%产能60) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 12(抽测20%产能60) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 13(抽测20%产能65) 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 / 1人1台 1人1台 1人1台 1人1台 4台 2台 2台 2台 2台 TC71/5台,TC72/3台 3台 3台 3台 与TC79主板治具共用 各2台 2台 2台 2台 / 80 80 80 80 人力 功能治具数量 写SN号 每台PC 80 80 80 80 80 80 80 80 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 1人1台 4人 4人 4人 4人 4人 4人 4人 4人 4人 1人 4人 4人 4人 4人 / / / / / / 人力 总人力 备注
油气井试井及产能测试(凝析气井试井分析与动态预测)

濮城油田.
2. 井别: 滚动开发井. 3. 投产时间:
?.
测试时间:2001.10.11-10.23 测试层位:S3下 测试井段:3606.5-3612.6m 有效厚度: 6.1米
稳定产量:Qo=0.5 m3/d ; Qg=1*104m3/d;
稳定时间:tP=360 hrs
孔隙度:10.7%
测井解释渗透率: ? mD
r r
r rw
mt 2kh
(内边界条件) (封闭外边界) (定压外边界) (无穷大地层)
r
0
r re
(re , t ) i
lim (r , t ) i
r
(r,0) i
(初始条件)
k ro ( o Rs og ) Dh k
× Í × (t ¦ D ¹ ¦ D ' · D /C D )
10
1 C D e 2S =10 0.1
1
10 30
( a=250,¦ =2,M=2 ) Ò
0.01 0.1 1 10 100 t D /C D 1000 10000 100000
天然裂缝凝析气藏模型 :
1 Df rD rD rD rD Df 2 S e Dm Df CD e 2 S t D C D
1. 压力降落试井分析
凝析气井的渗流微分方程:
P krg 1 kro rk ( o Rs og ) xi g yi ( o Rs og ) So xi g S g yi a S a xai r r o g t r
rDe 1
(连续性条件) (连续性条件) (内边界条件1) (内边界条件2)
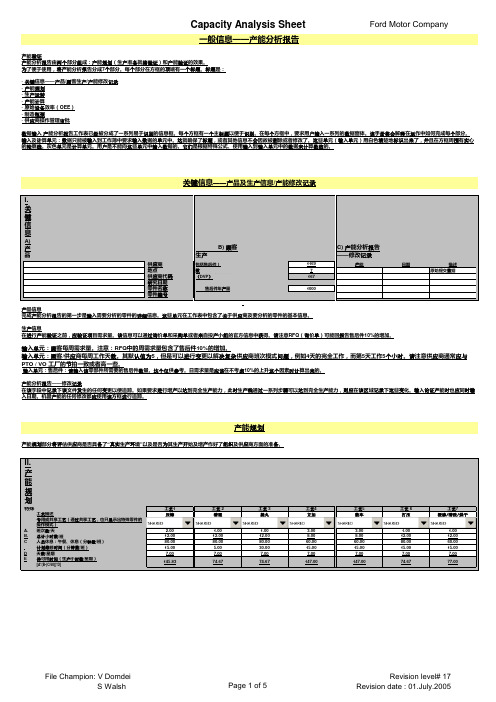
产能分析报告

I.关键信息A)产品B) 顾客生产C) 产能分析报告——修改记录供应商X 顾客需求量/周(不包括售后件)5000产能日期描述地点Y 顾客每周工作的天数5原始提交数据供应商代码Z顾客每天的需求量(DVP )1000研究日期零件名称 售后件年产量零件编号DEDICATEDII.产能规划SHARED特殊工艺1工艺 2工艺 3工艺4工艺5工艺 6工艺7工艺描述旋转钻孔扩孔洗涤装配装配 II 装配 III 1136611A.班次数/天3.00 3.00 3.00 1.00 3.00 3.00 3.00B.总计小时数/班8.008.008.00 3.008.008.008.00C 人员休息:午餐、休息(分钟数/班)30.0030.0030.000.0030.0030.0025.00 计划维修时间(分钟数/班)15.0030.0030.0030.0030.0030.000.00D 天数/星期2.00 5.00 5.00 5.00 5.00 5.00 5.00E净可用时间(生产小时数/星期)[A*(B-(C/60))*D]43.50112.50112.5015.00112.50112.50113.75产品信息完成产能分析报告的第一步是输入需要分析的零件的详细信息。
这些单元在工作表中包含了关于供应商及要分析的零件的基本信息。
生产信息在进行产能验证之前,应验证项目需求量。
该信息可以通过询价单和采购单或者来自投产小组的官方信息中获得。
请注意RFQ (询价单)可能回报告售后件10%的增加。
输入单元:顾客每周需求量。
注意:RFQ 中的周需求量包含了售后件10%的增加。
输入单元:顾客/供应商每周工作天数。
其默认值为5,但是可以进行变更以解决复杂供应商班次模式问题,例如4天的完全工作,而第5天工作5个小时。
请注意供应商通常应与PTO / VO 工厂的节拍一致或者高一些。
输入单元:售后件:请输入该零部件所需要的售后件数量。
这个仅供参考。
标准产能测试之方法

手工作业 0.8-0.9
人机作业 0.9-0.95
机器作业 1
。 4、宽放率:指操作者因疲劳、生理方面的需要,给予 一定的宽放,它可分为三种:疲劳宽放、生理宽放和管理
宽放。下面分别做讲解。
A、疲劳宽放,具体按作业的劳动强度的大小而定,其大 致标准如下:
劳动强度 大 中 小
体力消耗 10kg以上 5-10kg 5 kg以上
产量时,将准备时间排除。
(4)测试人必须明确测试的起止时间,特殊作业,还 应包括走动搬运时间,一般以伸手拿起产品为开始时间
,将产品做好,放好到指定地方为结束时间。
(5)若一个工序有几个工艺(即将工序分解为几个独立的动 作),应分别测试每个工艺的标准时间。
(四)ห้องสมุดไป่ตู้准产能的核算及单价的计算
(2)工艺节拍
确定工艺节拍之前,首先应确定该工艺的人数,该工
艺人数=该工艺标准工时/工序节拍,确定好人数之后, 可按照节拍的一般计算公式计算。 工艺节拍=该工艺标准工时/该工艺工作地数目(人 员数目)
二、非成套产品的产能核算和单价计算
非成套产品的单价申请即按工艺申请单价: 标准产能=作业时间/工艺节拍 单价=小时工资标准*该工艺人数/标准时产能
平均
测试工时=核定时间/产量 测试记录经梳理之后,最终测试时间为上表中右下角的数据
(三)产品标准工时测试注意事项
(1)产品产能的测试应在工艺、人员配臵相对稳定,
操作者的熟练度可以达到普通要求之后批量生产时测试。 (2)测试时,应排除不合理的停顿即可避免时间,如 中途发生品质异常,待料、闲臵等时间。 (3)测试人应观察正常作业所必要的准备时间,计算
(1)工序节拍
由于一个工序可能会有几个工艺节拍,工序节拍的制定有两 种情况: A:当有机器作业时,可选择机器作业该工艺的节拍为工序节 拍,因为机器作业不受人的因素影响,比较固定。当有两个及
气井产能确定方法归类总结
气井产能确定方法气井产能是进行气井合理配产、评价气田生产能力的重要依据,其评价结果的可靠与否,直接关系到气田能否实现安全平稳生产。
目前常用的气井产能确定方法可分为六大类:一、无阻流量法气井绝对无阻流量是反映气井潜在生产能力的主要参数之一。
利用气井绝对无阻流量百分比大小确定气井产能的方法称为无阻流量法,该方法通常用于新井产能的确定。
气井绝对无阻流量值可通过气井产能测试直接求取,如多点的系统试井(或称为回压试井、稳定试井)、等时试井、修正等时试井及单点测试等方法。
某些条件下,对未进行产能测试的井,可应用已知气井绝对无阻流量与其地层系数或与其储能系数统计回归得到的经验关系式(q AOF ~Kh 、q AOF ~φhS g )来估算,还可采用简化试气经验判别法。
(一)产能测试法有关不同产能测试方法的适用条件及气井绝对无阻流量值求取的方法,请参见行业标准《SY/T 5440 试井技术规范》。
另外,在采用单点测试方法求取气井绝对无阻流量时,除利用已有的一点法公式外,还可根据各自气田的实际情况,建立适合于本地区气田的一点法产能公式,其原理与方法如下:气井的无量纲IPR 曲线的表达式为:()21D D D q q P αα-+= (1)也可变形为:D D D q q P )1(/αα-+= (2)式中: ()222/R wf R D P p p P -= (3)AOF g D q q q /= (4))/(AOF Bq A A +=α (5)(5)式中的A 、B 为气井二项式产能方程系数A 、B 。
由(1)式得: ()αααα-⎥⎥⎦⎤⎢⎢⎣⎡-⎪⎭⎫⎝⎛-+=1211412D D p q (6)将(4)式代入(6)式得:()⎥⎥⎦⎤⎢⎢⎣⎡-⎪⎭⎫⎝⎛-+-=1141122D gAOF p q q αααα (7)上面式中的α值,可通过其他井多点产能测试资料计算的二项式产能方程系数A 、B 统计回归确定,见图1。
福特产能培训中文(打印版本)全
所需OEE =
总良品数 最大可能零件数
APW/MPW
根据生产安 排,最大可 能生产出的
零件数
根据生产中实际测得 的数据得出,是观察 到的实际OEE水平
返回 返回Slide 35
展示OEE =
21
总良品数 最大可能零件数
实际生产出 的合格零件
数
在该次生产运 行中,实际可能 生产出的最大
净可用时间(NAT)
操作时间 净可用时间(NAT)
利用水平
净理想节拍时间(NICT) 操作时间/生产零件总数
质量水平
总良品数(GPP) 生产零件总数
从OEE工具中可以看出, 经过简化后公式的3个要素是:
总良品数(GPP)
净理想节拍时间(NICT)
净可用时间(NAT)
返回
OEE = 总良品数(GPP) X 净理想节拍时间(NICT) / 净可用时间(NAT)
产能规划 工具
产能计划
Phase 0 (R@R) Phase 3 (产 能验证)
Demonstrated OEE ≥ Required OEE?
产能分析对应 GPDS Deliverables #17, #19, 和 #44,分别在第#1, #3, 和 #4次拜 访时完成
福特使用基于OEE的工具来判断产能计划是否有效 OEE数据的收集是Q1现场评审(Q1 MSA)要求的一部分
U251-控制臂
$$$
发现问题
<PS> <PTCC>
5
<J1>/<MP1> <MP2>
Gห้องสมุดไป่ตู้DS中产能验证的开发过程
需要理解产能分析的输入,并控制干扰因素,才能得到稳健的输出
产能分析报告(含附属全套EXCEL表)
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
拌合站产能表

WDB系列稳定土拌和站是一种经济,实用的稳定土厂拌设备,产品结构成熟,品种规格齐全,性能质量稳定可靠,自九一年生产至今以其雄厚的技术基础,优越的产品质量,满意的客户服务,在市场上享有较高的信誉,产品遍布全国各地。
技术指标:产量:300、400、500、600,、650吨/小时产品说明:A、设备可拌合水泥稳定土类、石灰稳定土类、沙砾稳定土等基层稳定材料B、设备适用于高等级公路、机场、铁路、市政等施工,生产各种不同规格要求地稳定土基层材料C、采用无衬板双卧轴强制式搅拌主机,密布小浆叶大线速度方案,使物料在“沸腾”状态下快速推进,生产率高,拌和均匀生产过程连续稳定,且无需更换衬板,使用寿命长,维护成本低D、单电机驱动减速机,大齿轮同步传动,工作稳定可靠,耐冲击振动,抗过载能力强,使用寿命长。
E 、搅拌机轴承座与搅拌缸体脱离,永无污物渗入之忧,确保高度可靠。
F、独特的供水形式,确保供水均匀稳定有效,水雾能有效减少粉尘污染,有效清除稳定土结块G、专用的粉料大口螺旋给料机避免以往叶轮给料机受潮易堵塞现象,使粉尘计量更可靠稳定均匀连续,能有效减少粉料的浪费和成品料报废,稳定材料成本控制更精确H、多种粉料供给形式可选择:人工拆包水泥或散装水泥均可或用斗式提升机均可I、采用电脑调速或变频电子调速,物料供给均匀连续可靠,抗干扰能力强,配比精确,操作简单J、系统具有:关机、开机过程管理和状态检测功能,故障报警和过载报警及欠压保护功能,手动、半自动、全自动多种操作形式,可贮存配比、产量等数据,并可输出打印统计报表。
给现场管理、调度、监控提供了强有力的支持。
K、成品料仓仓门可单开、双开,使用起来方便。
容积有6、8、10m3三种可供选择L、全密封、带空调的控制房,提高了操作人员的舒适度,减轻了操作劳动强度M、选用优质电气元件,让你用着放心A、4000型沥青混凝土搅拌站主要性能指标生产率:320~350t/h 每缸容量:4000kg/缸总装机容量:720KW 燃油消耗率:≤6.9kg/t 混合料温度:130~170℃粉尘排放浓度:34.5mg/Nm3操作人员耳边噪声:69.0dB(A) 成品储料仓容量:200t 总占地面积:2500m2基本要求1. 结构形式:模块结构,拆装、运输方便2. 工作方式:间歇式3. 基本作业功能:要求设备能拌出合格的沥青混凝土成品料且无离析花料之现象。
标准工时及产能计算表

部门主管:
现场工序调整填写IE现场改善
标准工时 (s)
73.28 82.52 40.94 93.74 49.30 121.90 80.10 58.10 123.00 58.98 160.84 194.72 79.44 67.12 58.76 125.86 89.78 155.78 56.12 1338.28 .94
121 127 119 115
28
33
25
30
1195
1183 194.72
1189 1201 工序最小工时 (s):
不平衡损失
44.80 10% 53.20 10% 15.40 10% 63.40 10% 23.00 10% 89.00 10% 51.00 10% 31.00 10% 90.00 10% 31.80 10% 124.40 10% 155.20 10% 50.40 10% 39.20 10% 31.60 10% 92.60 10% 59.80 10% 119.80 10% 29.20 10% 1194.80 10%
7、人均产能=每小时产能/总人数
8、不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
9、最大产能=单位标准时间/瓶颈工序标准时间。
线长/物料员
备注:维修员Fra bibliotek当生产均衡率<90%时,需对生产平衡率进行现场改善, 改善步骤:工位摄影 填写IE工序工时分析表 改善瓶颈工位的工序作业 效果表
制表人:
班组长:
产品名 称
工序 (No.)
工序名称
标准工时及产能计算表
型号/模块
线别
文件编号:
测试日期
实测作业时间(s) 实测1 实测2 实测3 实测4 实测5
生产产能产测法

如何制定标准产能1.产能的定义产能:1小时之产出数量.标准产能=3600÷标准时间.标准时间=观测时间×(1+宽放率)=观测时间+宽放时间2.标准时间的定义:使用既定的方法及时间—在既定的作业条件之下—对于该工作,具有十分熟练度的作业者—对于该职务已接受过完整的训练,被期待能圆满完成该职务的作业者—在不受到外在之影响下,每天对其职务,能够维持最高作业之绩效时—完成一单位作业量的所必要时间。
3.宽放的定义:宽放时间一般宽放作业宽放进行作业时不规则的发生小事(如清扫铁屑,不良品混入等)身边宽放上厕所喝水擦汗等方面必要的宽放时间疲劳宽放恢复疲劳所必须的休息时间特殊宽放管理宽放上班时间到医务室因而延迟工作时间小组宽放在小组工作中,每位作业员往往会碰到一时没有工作的情况,此即小组宽放机械干扰的宽放一人负责多机台操作时,当操作其中一部机械时,另外的机械由于加工完毕在空转或停下来其它宽放数量单位太小,往往在尚未热身之前作业就结束了,额外增加的时间可称为小数量单位宽放4.标准时间的用途:用来决定最适当的作业方法(两种以上作业方法的比较)。
以小组作业来说,可使作业者的工作时间保持平衡,并使作业效率化。
决定每名作业者负责的机械台数。
为生产计划制订基础数值。
为标准成本制订基础数值。
为效率制订基础数值。
决定外包单价的基础数值。
制订衡量生产力、作业效率的基础数值。
制订生产计划、日程计划的基础数值。
制订安排主要人员的基础数值(为了决定公平的一天的作业量)。
制订标准成本与实际成本差异分析的基础数值决定劳务管理费的基础数值。
5.瓶颈工序:流水线中消耗时间最长且非手工作业之工序。
6.时间的测订:观察作业有无过多浪费之处,布置是否合理,有无动作浪费及搬运浪费等观察作业有无等待现象观察作业者动作是否熟练观察作业者是否有按作业标准书作业(即动作是否标准)观察使用之机台及辅助工具是否合理使用秒表测得每个产品之作业时间(去除停顿、等待时间)每次测得的时间一般以一次产品之加工周期为单位测试(个别加工时间较短的产品除外),即正常测得的时间包含:开始→拿产品(治具)→其它动作(定位、正常检查等)→加工作业→放产品(治具)→回到准备产品的位置→停。
产能验证ppt课件

16
计算实例
根据OEE要素的计算方法:
17
OEE简化的计算方法:
需要计算3个参数:
净理想节拍时间(NICT) 总良品数(GPP) 净可用时间(NAT)
From the Run Data:
净理想节拍时间(NICT) = 0.133 min / part 总良品数(GPP) = 1771 parts 净可用时间(NAT) = 420 min
Manufacturing Assumptions
Calculating Required OEE Operating Plans for Containing APW, MPW Demand Calculation Accounting for Scrap Loss
共线分析
SECTION B: DEMONSTRATED OEE
NOISE
依赖操作者的过程 多项目同时投产
产能验证时间不充足 工程/过程变更
…….
无 Surrogate Data 新技术 不准确的产量需求信息 各区域操作方法的变化 …….
6
6
产能验证要求对比
以往评审操作
有限的或者不及时 的供应商现场评审
没有使用 Surrogate data尽早 发现产能风险
没有考虑MPW, 可能无法应对需求的 突然增加
TT 5MBJ1
PP 2.5MBJ1
MP1 0MBJ1
供应商选点开始 关键供应商选择
产能计划输出 #17
→ →产能提升 → →
Phase 0产能验 证输出#19
Phase 3 产能验 证输出 #44
跨功能小组成立
解决已开启的问题
小组启动会议开 始
第一次现场评审 第二次现场评审
产能测试方案

产能测试方案目录1.引言2.目标和目的3.产能测试概述4.测试环境5.测试策略6.测试计划7.测试执行和监控8.测试报告9.总结1. 引言本文档旨在提供一个全面的产能测试方案,以确保系统在大负载下的稳定性和性能。
通过执行产能测试,我们将评估系统在高压力下的表现,并确定其可持续性和可靠性。
2. 目标和目的我们的目标是确保系统能够在正常运行时达到预期的性能指标,并在超负荷情况下仍能稳定工作。
我们的目的是发现并解决系统在高负载下可能出现的性能瓶颈和故障。
3. 产能测试概述产能测试是一种评估系统在正常负载以及潜在峰值负载下的性能的方法。
它旨在验证系统在高并发、大数据量和长时间运行的情况下的可靠性和可扩展性。
产能测试将通过模拟真实场景中的大量用户和请求,来模拟系统的期望和峰值负载。
我们将监测系统的响应时间、吞吐量、资源使用情况以及任何系统崩溃或错误的情况。
4. 测试环境在进行产能测试之前,我们需要创建一个逼近生产环境的测试环境,以确保测试结果的准确性。
测试环境应包括以下组件:•硬件:与生产环境相似的服务器、网络设备和存储设备。
•软件:与生产环境相同版本的操作系统、数据库和应用程序。
•监控工具:用于监控系统性能指标和资源使用情况的工具。
5. 测试策略在进行产能测试时,我们将采用以下策略:•确定测试场景:基于实际用户行为和业务需求,确定测试场景和负载模型。
•设定测试目标:根据业务需求和系统设计,设定性能指标和阈值。
•制定测试计划:制定具体的测试计划,包括测试环境的搭建、测试数据的准备、负载模型的设计等。
•建立基准线:在开始产能测试之前,建立系统的基准线性能,并进行性能优化。
•进行负载测试:按照测试计划执行负载测试,监控系统的性能指标和资源使用情况。
•分析性能数据:通过分析性能数据,发现并解决系统性能瓶颈和故障。
•生成测试报告:生成详细的测试报告,包括测试结果、问题列表、优化建议等。
6. 测试计划测试计划是产能测试的核心,它详细描述了测试的目的、范围、资源需求、测试策略和时间表。