超高压管道安装技术说明
探析超高压氦气管道的安装施工技术

2 . 4 支、 吊架安 装
超 高压 管道 支 、 吊架 安装 需要确定两大 因素 : 支架 的间距
及支架形式 。
取外协加工 , 所 以准备常用施工机具及检验工具即可 。
2 . 2 超高压管道安装原材料检验
原材料的质量是否合格 , 直接影响整个 安装工程的质量 。
2 施工 步 骤
2 . 1 施 工前 的 准备 工作
2 . 1 . 1 技术准备
.
确 保 下 料 尺 寸 的精 确 。
⑦超高压管道与气动截 止阀安装时 , 需先确定气动截止阀
超高压氦气管道安装之前 , 首先由安装单位专业技术人员 认真审阅设计施工图 、 安装技术任务书及相关技术规程 、 规范 ;
述诸 多现状对超高压氦气管道 的安装提出了很 高的要求 , 特别
⑤超高压氦气管道转弯部分 , 需用直角弯头连接 , 严禁使 用弯管替代直角弯头。 ⑥管道下料尺寸需精确测量 , 充分考虑管件 、 透镜垫等 本
身的尺寸 , 采取现场量具测量 与三维软件相结合 的方式下料 ,
是超 高压管道连接的密封面 面临严苛的考验 。
( 四川省 工业设备安装公 司, 四川 绵阳 6 2 1 0 0 0 )
摘 要: 超 高压氯气管道 安装是指输送介质为氦 气, 压力等级P ≥1 0 0 MP a 的金属管道பைடு நூலகம்装 。 文章结合笔者公 司承接 的某风洞超
高压氦气管道安装工程的 实际施工经验, 简要 阐述超 高压氦气管道卡套式安装技术措施 , 确保超 高压管道安装 质量及使 用安全 . 在 实际施工中起到一 定的指导意义。 关键词: 超 高压管道 ; 氦 气; 加工件 中图分类号: T H1 3 8 文献标识码 : A 文章编号: 1 0 0 6 — 8 9 3 7 ( 2 0 1 5 ) 2 0 — 0 0 2 6 一 O l
超高压管道标准

超高压管道标准全文共四篇示例,供读者参考第一篇示例:超高压管道是指在高压条件下运输液体或气体的管道系统。
随着现代化工业的不断发展,对于超高压管道标准的要求也越来越高。
超高压管道标准通常包括管道材料、设计规范、安全要求、施工程序等方面的内容。
本文将详细介绍超高压管道标准的相关内容。
一、管道材料在超高压条件下运行的管道必须具有优良的耐压性能和耐腐蚀性能。
常用的管道材料包括碳钢、不锈钢、合金钢等。
碳钢是一种广泛应用于管道制造中的常用材料,具有良好的焊接性能和机械性能,适用于耐压要求不太严格的场合。
不锈钢具有优良的耐腐蚀性能和高温性能,适用于高温高压的介质传输。
合金钢在强化合金元素的掺入下,可以提高管道的耐压性能和耐腐蚀性能,适用于超高压条件下的管道制造。
二、设计规范超高压管道的设计必须符合相关国家标准和规范,保证管道在运行过程中的安全可靠。
设计规范包括管道的尺寸、壁厚、安全系数、受力计算等内容。
管道的尺寸和壁厚必须按照设计要求进行计算,保证管道在承受高压条件下不会发生变形和破裂。
安全系数是指设计工作压力和允许工作压力的比值,通常要求大于1.5,以确保管道在运行过程中具有足够的安全保障。
三、安全要求超高压管道的运行安全是设计和施工的首要考虑因素。
管道在使用过程中可能受到各种力的作用,如内压力、外力、腐蚀等,因此必须采取相应的安全措施。
在管道设计阶段要进行强度计算和安全评估,确保管道在超高压条件下不会出现安全隐患。
在管道施工过程中要采取严格的质量管理和验收制度,保证管道安装的准确性和质量可控性。
在管道运行过程中要定期进行巡检和维护保养,及时发现和排除隐患,确保管道长期运行的安全稳定。
四、施工程序超高压管道的施工是管道工程中的重要环节,直接影响管道的运行质量和安全性。
在施工过程中要严格按照设计要求和相关规范进行操作,确保管道的焊接、安装、试压等工艺流程符合要求。
管道的焊接要求焊缝质量良好,无裂纹、气孔等缺陷,确保焊接强度和密封性。
管道安装 ppt课件

2020/11/13
22
热弯管(图)
2020/11/13
23
冷弯(手动液压弯管机)
1)计算弯曲弧长,并在管子上作好记号。 2)将两个导向块支顶在管子作了记号的地方。 3)用手连续摇动手动压杆,工作活塞顶着管型模
具移动。注意弯制后的回弹,回弹角度一般为3- 5度。 4)检查:弯曲弧形与弯曲半径符合图纸要求,检 查弯曲部分的外侧壁厚,当弯管批量多时,要抽 样据管检查。
常用的弯制工具有:手动弯管机、电动弯管机、 弯管平台、可控硅中频弯管机。
2020/11/13
24
2020/11/13
25
手动弯管机
2020/11/13
26
校管
1)冷校:加压方法,压凸出方向。 2)局部加热法:用火焊烤把对弯曲部
位凸出侧进行局部加热。 3)整体加热法:对弯曲部位整周加热
计算弯曲弧长
弯曲弧长L=∏Ra/180 R—弯曲半径 a—弯曲角度
2020/11/13
21
热弯管
灌沙 :将空心变形改变为实心变形。
管子加热 :常用地炉,也可用焊炬、喷灯 等。
弯管 :弯管平台上进行。
除砂:振动、绞洗、喷砂工具。
检查:弯曲弧形与弯曲半径符合图纸要求, 检查弯曲部分的外侧壁厚,当弯管批量多 时,要抽样锯管检查。
2020/11/13
16
管子弯曲半径的确定
影响椭园度的因素主要有:弯曲角度、弯曲半径、 直径、壁厚等。而其中弯曲角度、直径、壁厚等 是由设计确定的,所以弯曲半径就成为影响椭园 度的主要因素了。
弯曲半径的确定:采取以管子最外层壁厚的减薄 量不超过原管壁的15%和椭园度不超过允许值。
最小弯曲半径一般规定:冷弯为4倍管径。热弯为 3.5倍管径。用弯管机冷弯时为约2倍管径。
小空间、厚壁超高压管道施工工法(2)

小空间、厚壁超高压管道施工工法一、前言随着城市建设的进一步扩大和人口的增加,对于供水和排水管道的需求越来越大。
而在城市中,由于空间狭小和地下设施密集,传统的管道施工方法不再适用。
因此,开发出适应小空间、厚壁的超高压管道施工工法是非常必要的。
二、工法特点小空间、厚壁超高压管道施工工法的特点主要有以下几点:1. 结构紧凑:该工法采用紧凑的施工设备和工艺,能够在有限的空间内进行施工,并将管道厚度最小化,提高空间利用率。
2. 节约材料:由于管道厚度较薄,可以减少使用的材料量,节约成本,同时减轻了施工工人的劳动强度。
3. 施工速度快:该工法采用现代化的施工技术和设备,能够大幅度提高施工速度,缩短施工周期。
4. 耐久性强:通过使用高强度材料和先进的防腐技术,该工法施工的管道具有较高的耐久性和抗腐蚀性能,能够满足长期使用要求。
三、适应范围小空间、厚壁超高压管道施工工法适用于城市中的供水、排水、天然气等管道工程,尤其是在地下设施较为密集、空间有限的区域。
四、工艺原理小空间、厚壁超高压管道施工工法主要通过以下技术措施来实现:1. 管道设计优化:通过优化管道设计和选择轻质材料,降低管道厚度,减小管道体积。
2. 高强度材料应用:选用高强度、高韧性、耐腐蚀的材料进行管道施工。
3. 先进的施工技术:运用现代化的施工技术,如无缝焊接、预制和模块化施工等,提高施工效率并保证施工质量。
五、施工工艺小空间、厚壁超高压管道施工工法的施工阶段包括施工前准备、管道布置与安装、管道焊接和防腐等工序。
在施工前准备阶段,需要进行场地平整和临时设施的搭建;管道布置与安装阶段,通过精确的测量和定位,将管道按照设计要求进行布置与安装;在管道焊接过程中,采用无缝焊接技术,确保焊缝的质量和密封性;最后,对焊接完成的管道进行防腐处理,以增加管道的使用寿命。
六、劳动组织小空间、厚壁超高压管道施工工法的劳动组织主要包括施工人员的合理配置和施工工序的合理安排。
超高压管道安装工艺

合成氨工程管道施工方案简介铜化集团合成氨有限公司技改扩建项目合成氨由3.5万吨/年扩建到5万吨/年以上。
铜陵化工研究设计院设计。
合成氨技改工程工期75天;管道规格有φ180×30~φ24×6,管道材质有15CrMo、10MoWVNb、20#,工程量283m。
最高设计压力31.4MP。
为保证安装质量、经济安全运行制定方案,中标后再编详细地施工方案。
编制依据招标文件《工业金属管道工程施工及验收规范》GB50235-97《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501-97《现场设备、工业管道焊接工程施工及验收规范》GB50236-98施工前准备熟悉设计图纸、规范、施工现场情况。
编制施工方案,进行技术交底、技术培训,制定有关管理制度。
施工机具及相关材料运抵现场进行生产监建设施布置。
向建设单位及有关部门办理开工报告。
各项准备工作达到管道施工条件。
管道组成件检验试验管道组成件必须具有质量证明书或合格证,无质量证明书或合格证的产品不得使用。
管道组成件在使用前应进行外观检查,其表面应符合下列要求:无裂纹、缩孔、夹渣、折叠、重皮等缺陷;锈蚀、凹陷及其他机械损伤的深度,不应超过产品相应标准允许的壁厚负偏差;螺纹、密封面、坡口的加工精度及粗糙度,应达到设计要求或制造标准;有产品标识。
合金钢管道组成件主体的关健合金成份,应采用快速光谱分析仪或其他方法复查,并作好标记。
管子使用前应按设计要求核对管子的规格、材质数量和标记。
SHA级管道中,管子的外表面应采用磁粉检测发现的表面缺陷允许修磨,修磨后的实际壁后不应小于管子公称壁厚的90%。
管道组成件的质量应符合《高压化肥用无缝钢管》GB6479-2000、《高压管、管件及紧固件通用设计》H1~31-67及《石油化工剧毒、可燃介质管道工程施工及验收规范》的规定。
用于SHA级管道阀门,其焊缝或阀体、阀盖的铸钢件,应符合现行《石油化工钢制通用阀门选用、检验及验收》SH3064规定的无损检测合格证明书。
管道安装施工技术流程

管道工程的类别很多,按管道的材料,输送的介质以及介质的参数(压力、温度)可划分为以下几类:金属管道、非金属管道、真空管道、低压管道、中压管道、高压管道以及超高压管道。
因此不同类别的管道工程对安装要求不同,但施工流程一般相同,具体如下:施工准备(技术、人员、机具、材料、现场)→配合土建预留、预埋、测量→管道、支架预制→附件、法兰加工、检验→管段预制→管道安装→管道系统检验→管道系统实验→防腐绝热→系统清洗→资料汇总、绘制竣工图→竣工验收。
1、长输管道施工流程长输管道施工流程一般为:测量放线→施工作业带清理、建筑施工运输便道→防腐管运输→加工坡口→再布管→管口准备、管口组对→管口组对焊接→焊口检验→热收缩套(带)补口→管沟开挖→管道下沟→管口组对、管道焊接→焊口检验→清管及试压→管沟回填→地貌恢复。
2、埋地管道施工流程埋地管道施工流程一般为:办理动土手续→按图测量、放线、打桩→挖管沟→沟底垫层处理→复测标高→管道预制、防腐→下管找正→管口连接→部分覆土回填→试压前检查→分段系统实验→隐蔽前检查→回填土→系统最终水压实验。
3、连接机械设备的管道安装1)、管道与设备连接,特别是大型设备或动设备(比如空压机、制氧机、气轮机等),无论是焊接还是法兰连接,都应采用无应力配管。
2)、连接机械设备的管道,起固定焊口应远离机器。
3)、管道与机械设备连接前,应在自由状态下检验法兰的平行度和同轴度,偏差应符合规定要求。
世纪星介绍管道与机械设备最终连接前,应在联轴节上架设百分表监视机器位移。
管道经试压、吹扫合格后,应对该管道与机器的接口进行复位检验。
4)、管道安装合格后,不得承受设计以外的附加载荷。
以上就是有关管道施工安装技术的一些相关介绍,希望对大家有所帮助。
EVA-LDPE装置超高压反应系统施工方法
EVA(LDPE)装置超高压反应系统施工1 前言本方法研发的内容为EVA(LDPE)装置超高压反应系统施工方法。
包括基础、材料、法兰副预紧、管道安装、清洗内洁、支架调整、液压专用工具拉伸与紧固、液压强度试验、调整段测量与加工等,最终形成完整的施工工艺指导书,实现施工现场的应用。
本方法在XXX项目两套装置应用效果良好。
近些年,EVA装置(LDPE)在煤化工装置中逐渐增多。
EVA-LDPE高压反应主要采用两种聚合反应器:一种是高压釜式反应器;另一种是管式反应器。
管式反应器具有反应速度快、流速快、效率高和温度控制简单等特点,适用于大型化和连续化的化工生产。
管式反应器因其操作压力高、危险性大,对施工的安装精度和安装质量提出较高要求。
高压聚乙烯以聚合级乙烯为原料,以氧(或空气)或有机过氧化物为触媒,在管式反应器或釜式反应器内,使用130-350Mpa超高压和反应温度为130~350℃高温工艺进行聚合而成。
高压法聚乙烯工艺一般用来生产低密度聚乙烯(LDPE)。
第一套采用高压法工艺生产LDPE工业装置于1939年投产,目前已发展为釜式法和管式法两种,高压法聚乙烯工艺能生产各种通用LDPE。
1995年世界高压LDPE(HP LDPE)生产能力约为17.12Mt,两种方法的生产能力大致相等。
目前,釜式法和管式法单线最大生产能力达0.20Mt/a,乙烯单耗由1.05t降至1.01t,LDPE优质品率达98%。
管式反应器分为多管串联式反应器和多管并联式反应器。
国际上工艺设计较为成熟,有很多专利技术,如BXX的4点注入脉冲反应器技术,美XX公司的多点(4~6点)注入管式反应器技术,其它等技术。
反应器管布置形式多样,根据不同设计主要分为两种形式:S型和回字型,都为多排多列设置。
XXX项目反应器盘管为S型设置,共计192根(单根17m)。
XXX装置的反应坝内四周为两圈管式反应器盘管,每圈盘管上下11层,中间分布两组中冷器,每组中冷器上下各10层,其中超高压设备反应器和中冷器由每根管长10.027米和15米的两种直管段和12米长弯管组成,每根管段重约2吨,两套装置设备管式盘管合计7253米,全部由螺纹法兰和透镜垫连接而成,散件到货现场组装,反应器设计压力为345MPa,工作压力290~305MPa,进料预热器设计压力为345MPa,工作压力300MPa,进料冷却器设计压力为345MPa,工作压力307MPa,中冷器设计压力225MPa,工作压力150MPa,超高压设备的连接方式采用两根管管端面挤压连接透镜垫进行密封,连接精度要求严格,两套超高压设备支架合计4231个,碟簧合计8864个,国内设计该压力等级工艺不到10套装置。
超高压管道维护检修规程
超高压管道维护检修规程公布时间:2023-12-02总则1.1主题内容和合用范围1.1.1主题内容本规程规定了高压聚乙烯装置旳超高压管道旳检修周期和检修内容、检修程序和检修质量原则以及试验、检查、维护和故障处理。
1.1.2合用范围本规程合用于高压聚乙烯装置设计压力为100~1000MPa,工作温度为0℃~350℃,介质为乙烯、油品(包括引起剂)、熔融聚乙烯旳压力管道。
1.2编写修订根据a.中国石化集团企业《聚乙烯装置超高压容器及管道安全技术规程》b.劳动部《超高压容器安全监察规程(试行)》c.随机技术资料2检修周期和内容2.1检修周期(见表1)表1、检修周期表月检修类别小修大修检修周期结合停车时机进行722.2检修内容2.2.1小修内容a 每年至少作一次全面旳外观检查,根据使用状况可抽检1根管子进行内部一般性检查;b 对管子密封连接处进行检查,对松动旳连接进行紧固;c 处理密封连接处旳泄漏;d 检查管卡、支座、基础与否松动,并进行紧固;e 保温、防腐破损旳修复;f 每年至少对超高压安全阀、压力表、温度计等安全附件进行一次校验;g 对密封接头旳超高压螺栓进行外观检查;h 必要时对管道金属捕集器(过滤器)进行拆卸检查2.2.2a 包括小修内容b 超高压管道部分更换c 超高压管道全面检查按《聚乙烯装置超高压容器及管道安全技术规程》旳规定执行d 超高压螺栓旳全面检查;3检修与质量原则3.1 检修前旳准备a 执行《中国石化总企业安全生产管理制度》旳有关规定;b 根据超高压管道旳运行技术状况和检测记录,分析故障旳部位和原因,按检修内容制定检修技术方案;c 检修所需要旳工、量、卡器具有齐,经仔细检查符合规定;d 检修所需更换旳备品、备件齐备,经检查符合设计规定;e 各项工艺处理完毕,到达安全规定,具有检修条件,在办理了对应旳票证后方可施工。
3.2拆卸与检查3.2.1 拆卸3.2.1.1a 拆卸前应检查螺栓及接头锈蚀状况,必要时在螺纹部位喷涂渗透剂;b 拆卸保温、测温测压元件和其他附件;c 使用专用扳手(液压或力矩扳手)对管子接头处旳螺栓进行拧松,拧动过程中要注意均匀转动;d 取出连接处旳螺栓、透镜垫、法兰等部件;e 拆卸管卡、管托等紧固件,吊起管子。
压力管道的定义和管道焊接技术标准
压力管道的定义和管道焊接技术标准金属管道种类繁多、数量大,使用工况千差万别。
我国不同行业采用不同的应用标准体系,标准之间差别很大。
当然,由于金属管道的工况,如温度、压力、介质、环境等不同,标准有差距是客观存在的。
例如,电力电站管道高压、高温、蒸汽介质居多;石化、石油管道受压、腐蚀介质居多;化工行业管道还有剧毒介质(如氯气);机械行业压力容器,按使用情况及工况分成低压、中压、高压、超高压,按容器类别分成第一类压力容器、第二类压力容器、第三类压力容器。
船舶管道有高压的蒸汽管道、主机冷却的海水管道(承压及受腐蚀)、污水管道(承压及受高温)、燃油输送管道、压缩空气管道等,在不同的工况条件下运行。
以下择要介绍一些基本标准。
一、压力管道分类1.压力管道的定义压力管道是指在生产、生活中使用的可能引爆或中毒等危险性较大的特种设备及管道。
①输送GB5044①《职业性接触毒物性危害程度分级》中规定的毒性程度为极度危害介质的管道。
②输送GB5016②《石油化工企业设计防火规范》及GBJ16《建筑设计防火规范》中规定的火灾危险性为甲、乙类介质的管道。
③最高工作压力不小于0.1MPa(表压,下同),输送介质为气(汽)体及液化气体的管道。
④最高工作压力不小于0.1MPa,输送介质为可燃、易焊、有毒以及有腐蚀性或高温工作温度不小于标准沸点的液体管道。
⑤上述四项规定管道的附属设施(弯头、大小头、三能、管帽、加强管接头、异径短管、管箍、仪表管、嘴、漏斗、快速接头等管件;法兰、垫片、螺栓、螺母、限流孔板、盲板、法兰盖等连接件;各类阀门、过滤器、流水器、视镜等管道设备,还包括管道支架以及安装在压力管道上的其他设施)。
①GB5044分为四级(与99容规相同):极度危害(1级)<0.1mg/m3;高度危害(2级)0.1~1mg/m3;中度危害(3级)1.0~10mg/m3;轻度危害(4级)>10mg/m3。
②GB5016标准对可燃气体火灾危险性分甲、乙两类,甲类气体为可燃气体与空气混合物的爆炸下限不大于10%(体积),乙类气体为可燃气体与空气混合物的爆炸下限不小于10%(体积)。
管道安装工安全操作规程(15篇范文)

管道安装工安全操作规程(15篇范文)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作报告、合同协议、心得体会、演讲致辞、规章制度、岗位职责、操作规程、计划书、祝福语、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample texts, such as work reports, contract agreements, insights, speeches, rules and regulations, job responsibilities, operating procedures, plans, blessings, and other sample texts. If you want to learn about different sample formats and writing methods, please pay attention!管道安装工安全操作规程(15篇范文)【第1篇】管道安装工安全操作规程 1.用车辆运输管材、管件,要绑扎牢固,人力搬运,起落要一致,通过沟、井,要搭好马道,不得负重跨越。
超高压蒸汽管线施工方案
超高压蒸汽管线施工方案一、引言随着社会经济的发展,能源需求逐渐增长,蒸汽作为一种重要的能源传输媒介,被广泛应用于工业生产中。
在一些特定场合,需要使用超高压蒸汽管线来传输蒸汽,以满足生产需要。
本文将就超高压蒸汽管线的施工方案进行探讨。
二、工程概况1. 工程背景超高压蒸汽管线工程位于工业园区,总长度约为10公里,主要用于将蒸汽从中央锅炉房输送到各个生产车间。
设计工作压力为30MPa,设计温度为400摄氏度,管道直径为500毫米。
2. 工程内容•土建施工:包括管道沟槽开挖、支架、基础等•管道安装:包括管道焊接、试压、保温等•工艺安装:包括阀门、流量计、绝热材料安装等三、施工方案1. 施工准备•制定详细的施工计划,并进行周密调度•确保所有施工人员具备相关资质和工作经验•配备必要的施工设备和工器具•建立安全、环保和质量管理体系2. 土建施工•根据设计要求开挖管道沟槽,确保沟槽底部平整、无杂物•安装支架和管道基础,保证稳固可靠•进行管道铺设,注意管道的平直、坡度和间距3. 管道安装•根据工艺要求进行管道焊接,确保焊缝质量•进行管道试压,检测管道是否漏气•进行保温施工,保证管道在高温下正常运行4. 工艺安装•安装阀门、流量计等管路设备•安装绝热保温材料,减少热量损失•进行系统联调和调试,确保设备正常运行四、安全与质量控制1. 安全管理•严格遵守作业安全规范,保证施工人员安全•定期进行安全教育和培训,提高员工安全意识•建立安全检查制度,及时发现和整改安全隐患2. 质量控制•实行严格的质量管理制度,保证工程质量符合要求•定期进行工程质量检查,发现问题及时整改•真实记录施工过程,建立质量档案,为后期运维提供参考五、经济效益分析超高压蒸汽管线的施工方案执行后,可以有效实现蒸汽的输送,保障生产车间的正常运行。
通过对施工成本、运维成本和使用寿命等方面进行综合评估,可以得出工程的整体经济效益。
六、结论超高压蒸汽管线的施工是一个复杂而系统的工程,需要全面考虑设计要求、施工工艺、安全控制等方面的问题。
试述超高压管道试压技术

试述超高压管道试压技术近些年高压低密度聚乙烯装置(LDPE)在石化和煤化工中逐渐增多。
超高压管线系统是整个LDPE装置中的核心,因其操作压力高、危险性大、介质易燃易爆的特点,对施工中的安装质量提出较高要求。
管道试压工作是超高压管道施工中较为重要的一步,通过验证管道系统的强度和严密性,从而保证了管道的安装质量和运行安全。
本文通过LDPE装置中超高压管道的安装过程,探讨一下超高压管道的试压技术和试压中安全质量控制。
随着“四新”技术的大量出现和应用,化工装置建造呈现出“五化”的趋势越来越明显。
化工装置中管道的安装质量是保证装置平稳运行的基础,特别是易燃、易爆、高温高压管道。
在XXX装置中,超高压管道的最高设计压力为340Mpa,对管道安装施工的质量安全提出极高的要求,也是整个装置管道施工的重点难点。
本装置的超高压管道采用透镜垫连接形式,共有1463个法兰连接副。
超高压管道的试压是检查连接副的密封性能,满足试运“零泄漏”要求,保证装置安全运行的重要工序。
下面结合在管道试压过程中的施工经验,简要论述超高压管道试压技术和试压过程中安全质量控制要点。
一、试压系统的划分和试压流程图的编制由于超高压管道试压泵和试压元件的特殊性,在试压过程中要大量使用专用试压件和专用工具,需要在工程前期考虑试压元件的订购,一般与主材一同采购。
因此需要在前期对超高压管道的试压系统进行初步划分(由设计人员完成),确定试压元件的采购规格和数量等。
在施工阶段完成试压流程图的编制,用于指导超高压管道的施工和试压工作。
在XXX装置中,编制试压流程图时根据管道流程、设计参数和现场实际情况,对PN500/PN1600/PN3600/PN4000四个等级的管线进行绘制和优化,共编制47个试压包。
通过优化施工和合理安排,保证了在45天内完成了全部的试压工作。
二、试压前期准备编制试压方案和试压流程图,并按照程序批准。
流程图应详细标注系统进液口、排气口、高点放气点、试压泵连接点,试验介质流向、试验压力、盲垫加设位置及压力表设置位置、端口的封闭方法等。
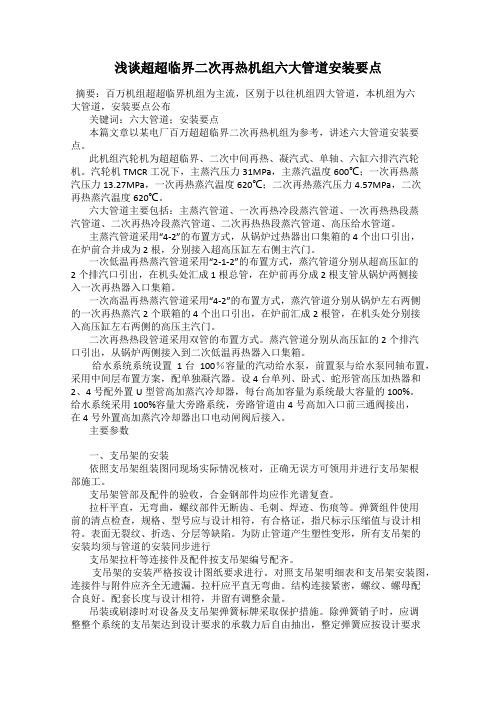
提高超高压管道一次焊接合格率(QC)
该工程超高压压缩空气系统总长度250m, 采用20G高压无缝钢管,规格为 70×10mm和 25×6mm两种,焊缝共计122个。按照设计及 《工业金属管道工程施工规范》(GB502352010)要求,管道压力为 27.5 MPa,焊缝等级 为Ⅰ级,该种压力等级的管道在建筑安装工程 中较为少见。
领导支持
该工程是公司今年的重点工程,超高压压缩空气系统 是该工程的难点之一,公司及部门领导都十分重视。
人员因素
项目经理部聘请了有多年高压管道焊接经验的专家顾 问全程指导。小组人员QC活动经验丰富。
测算分析
由现状调查可知,焊缝处夹渣与裂纹是导致超高压压 缩空气系统管道焊缝质量问题的主要因素,如以上两项问题 得到解决,则可将焊缝一次焊接合格率由81%提高到[1(63-26-15)/330]×100%=93.3%>90%,即目标可以实现。
2、高压压缩空气系统在施工和生产过程中的危险 性均较大,施工质量直接影响到人身生命安全。
3、集团下一步工业厂房项目中也包含超高压管道 系统,公司急需一套成熟有效的施工工法来指导后期施 工。
4、根据以往的施工经验,Ⅰ级焊缝施工质量控制 难度较大。
所以我们选定“提高超高压管道一次焊接合 格率”做为本次QC课题。
外观 检查
超高压管道焊接工艺参数表
表1
管径× 焊接 壁厚(mm) 层数
焊接方法
保护气体
坡口 角度 (°)
电压 (V)
电流(A)
极性
电流值 (A)
焊条(丝)
工业管道施工技术
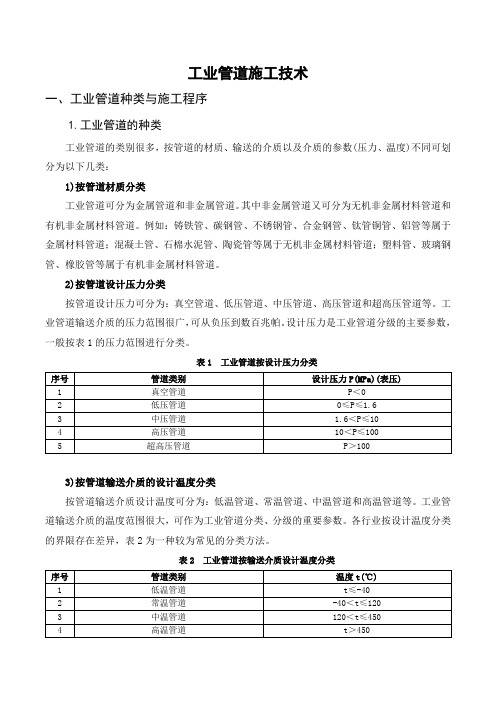
工业管道施工技术一、工业管道种类与施工程序1.工业管道的种类工业管道的类别很多,按管道的材质、输送的介质以及介质的参数(压力、温度)不同可划分为以下几类:1)按管道材质分类工业管道可分为金属管道和非金属管道。
其中非金属管道又可分为无机非金属材料管道和有机非金属材料管道。
例如:铸铁管、碳钢管、不锈钢管、合金钢管、钛管铜管、铝管等属于金属材料管道;混凝土管、石棉水泥管、陶瓷管等属于无机非金属材料管道;塑料管、玻璃钢管、橡胶管等属于有机非金属材料管道。
2)按管道设计压力分类按管道设计压力可分为:真空管道、低压管道、中压管道、高压管道和超高压管道等。
工业管道输送介质的压力范围很广,可从负压到数百兆帕。
设计压力是工业管道分级的主要参数,一般按表1的压力范围进行分类。
表1 工业管道按设计压力分类3)按管道输送介质的设计温度分类按管道输送介质设计温度可分为:低温管道、常温管道、中温管道和高温管道等。
工业管道输送介质的温度范围很大,可作为工业管道分类、分级的重要参数。
各行业按设计温度分类的界限存在差异,表2为一种较为常见的分类方法。
表2 工业管道按输送介质设计温度分类4)按管道输送介质的性质分类按管道输送介质的性质可分为:给水排水管道、压缩空气管道、蒸汽管道、氢气管道、氧气管道、乙炔管道、燃气管道、燃油管道、剧毒流体管道、有毒流体管道、酸碱管道、制冷剂管道、净化纯气管道、除盐水管道等。
2.工业管道的施工程序与验收文件1)工业管道安装的施工程序工业管道安装一般施工程序:测量定位→支架制作安装→管道加工(预制)、安装→管道试验→防腐绝热→管道吹扫、清洗→系统调试及试运行→竣工验收。
2)工程交接验收文件(1)技术文件管道元件的产品合格证、质量证明文件和复检、试验报告。
管道安装竣工图、设计修改文件及材料代用单。
施工检查记录。
无损检测和焊后热处理的管道,在管道轴测图上准确标明焊接工艺信息。
例如:焊缝位置、焊缝编号、焊工代号、无损检测方法、无损检测焊缝位置、焊缝补焊位置、热处理和硬度检验的焊缝位置等。
超长超大直径grp管道“陆上水下”安装技术
2020年4月上第49卷㊀第7期施㊀工㊀技㊀术CONSTRUCTION TECHNOLOGY109㊀DOI :10.7672/sgjs2020070109超长超大直径GRP 管道 陆上水下 安装技术∗王㊀坤,喻宁招,张凤举,刘洪汝,刘经纬(中建三局第二建设工程有限责任公司,湖北㊀武汉㊀430074)[摘要]迪拜哈斯彦洁净燃煤电站4ˑ600MW 项目为超大直径㊁超高压㊁超长的GRP 管道㊂对整体施工规划㊁管道连接方式以及垫层㊁回填施工都提出了非常严格的要求㊂本项目有水下安装作业,难以精准定位,且时常伴随海风海浪,对吊装也有更高的要求;海水腐蚀性强且常年处于45ħ以上高温环境㊂结合本工程施工实践,详细介绍了大直径玻璃钢管安装技术㊂[关键词]地下工程;大直径玻璃钢管;承插式;粘结式;水下安装;施工技术[中图分类号]U990[文献标识码]A[文章编号]1002-8498(2020)07-0109-05Installation Method of Extra Long and Large Diameter GRPPipeline Onshore and UnderwaterWANG Kun ,YU Ningzhao ,ZHANG Fengju ,LIU Hongru ,LIU Jingwei(The Second Construction Engineering Co.,Ltd.of China Construction Third Engineering Bureau ,Wuhan ,Hubei ㊀430074,China )Abstract :The 4ˑ600MW project of Hasyan Clean Coal Fired Power Station in Dubai is a super large diameter,ultra-high pressure and ultra long GRP pipeline.Strict requirements are put forward for the overall construction planning,pipeline connection mode,cushion and backfill construction.The project has underwater installation operation,which is difficult to locate accurately,and it is often accompaniedby sea wind and waves,which also has higher requirements for hoisting.The sea water is highly corrosive,and it is in a high temperature environment above 45ħall the year bined with the construction practice of this project,the installation technology of large diameter GRP pipe is introduced in detail.Key words :underground engineering;large diameter fiberglass pipe;socket type;bonding type;underwater installation;construction ∗中建三局科研课题:中东沙漠地区光热电厂综合施工技术研究与应用(CSCEC3B-2019-14)[作者简介]王㊀坤,助理工程师,E-mail:553426720@ [收稿日期]2019-10-210㊀引言迪拜哈斯彦4ˑ600MW 洁净燃煤电站是中东地区首个燃煤电厂项目,位于阿联酋迪拜与阿布扎比交接的近海处㊂采用从海中引冷却水的方式对电厂锅炉进行冷却,为了减少水力损失,选择了超大直径㊁超高压㊁共计超过10km 的超长GRP 循环水管道㊂其主要管径有DN3800及DN4000,是世界上最大的玻璃钢管线系统,国内尚无这种超规玻璃钢管道工程实例㊂1㊀玻璃钢管道特点给排水管道作为工业建筑的重要组成部分,其安装施工质量尤为重要㊂GRP 管道作为一种性能极其优异的材料,越来越受到青睐㊂大直径玻璃钢管道拥有广阔的发展前景,因为其特殊性㊁高工艺要求及国内相关经验的缺乏,存在一定的风险㊂与其他材质的管道比较,玻璃钢管道具有以下优点:①耐腐蚀性好,对水质无影响;②其表面洁净光滑,阻力小(玻璃钢管糙率系数为0.0084,混凝土管为0.014,铸铁管为0.013),输送能力高,可防腐抗蛀;③耐热性㊁抗冻性好;④自重轻㊁强度高,输运方便;⑤耐磨性好,维护费用低,寿命长,可达50年以上㊂2㊀总体工艺流程(见图1)3㊀安装前准备3.1㊀材料及工具粘接连接需要的材料包括:玻璃纤维短切原丝110㊀施工技术第49卷图1㊀总体工艺流程毡,玻璃纤维无捻粗纱布(方格布),树脂及催化剂㊁二氯甲烷㊁苯乙烯㊂粘接连接需要工具:角磨机㊁滚动油漆刷㊂承插式连接需要的材料及工具:凡士林,手拉葫芦㊂3.2㊀管道存放通常情况下,应将GPR管道储存在平整的木材上,这样便于放置和移除管道周围的吊索;当将GRP管道直接放置在地面上时,应确保该区域相对平坦,没有岩石和其他潜在的破坏性碎片;如需要叠放管道,最好是在扁木支架上叠放(最小宽度为75mm)㊂所有的管道应在两侧用木楔子堵住,以防在大风中打滚㊂当橡胶圈衬垫和管道分开运输时,应保持其原始包装并存放于阴暗处,除非在管道连接期间,否则不应暴露在阳光下㊂此外,衬垫必须妥善保护,以免接触油脂和其他石油衍生物以及溶剂和其他有害物质㊂衬垫润滑剂应小心存放,以防损坏㊂部分使用过的桶应重新密封,以防润滑油污染㊂如果安装期间的温度<5ħ,则在使用前应将衬垫和润滑剂密封㊂利用场地大㊁砂层柔软的特点,并辅助小木楔及管道连锁措施,经济有效地解决超规管道存放问题㊂3.3㊀管道运输运输大直径玻璃钢管时需采用专用平板拖车,平板拖车沿长度方向每3m设置1道贴合管道表面的弧形木枋,用2道柔性吊带把管道固定在拖车上,严禁使用钢索或锁链等刚性材料固定管道,以免对管道造成破坏㊂在运输搬运进程中不合理的装卸和放置方法易使管体受冲击㊁碰撞而产生缺陷,其目视特征是局部泛白,分层材料有明显错开㊂如在吊装㊁运输㊁向管沟中铺放时受力不均,可能会使管体因挠曲变形过大而产生损坏㊂其目视特征是管体可见较有规律的环向裂纹,建议返厂修补㊂3.4㊀管道吊装卸载过程中,务必保持对管道的控制㊂连接在管道或包装上的导绳,在提升和搬运时便于手动控制㊂当需要多个支撑位置时,可以使用吊具杆,不要跌落或撞击管道,特别是在管道末端㊂大直径玻璃钢管采用两点起吊,只允许使用柔性的吊带以免划伤表面㊂吊运时使用长度为管道长度一半的吊杠,其两端用吊带固定,吊带环绕并包裹住管道,吊点应设置在左右四分之一处,确保吊带受力均匀以防止在起吊过程中打滑㊂3.5㊀海上吊装㊁运输海上GRP管道吊装及运输如图2所示㊂图2㊀海上GRP管吊装3.6㊀基底准备1)通常基底处理要求:①若属于稳固土层情况,按图3所示挖管沟即可;②若土层不稳,管沟两侧必须至少外扩管半径的距离㊂2)对于粘结连接的管道接缝处,需要超挖800mm深及1.5m宽的沟槽以提供管道底部粘接的工作面,而承插式连接不需要此沟槽㊂此沟槽将会切断基坑底部交通,因此需提前考虑开挖㊁垫层㊁吊运等工序的交叉㊂3)如需降水,可采用集水明排㊁深井降水㊁轻型井点降水等方式㊂保证坑底干燥后开始施工垫层,回填完成之前不能停止降水,以防管道上浮㊂利用场地砂土易压实的特性和管道超高压特性,再根据现场试验数据和分析结果,选择经济有效的垫层材料;根据现场土质情况,确定挖方填方量,在保证安全性的前提下节省费用㊂2020No.7喻宁招等:超长超大直径GRP 管道 陆上水下 安装技术111㊀图3㊀基底处理4)实际情况㊀①管道直径达4m,极易滚动;②管道内运行压力很大,对场地平整度要求高;③项目场地为临海沙地,承载力不高㊂5)处理措施㊀①分析砂土性质,出具试验报告,证明砂土易压实;②选择仅150mm 厚,粒径ɤ20mm 碎石做垫层整平,且不用进一步压实;③综合考虑挖方填方经济性以及边坡安全性,在保证安全性的前提下选取最大坡角,坡脚位置为管道投影面边缘向外偏移600mm㊂水下安装基底及回填处理如图4所示㊂图4㊀水下垫层处理3.7㊀放置管道通过与设计协商,增加临时措施,多次确认复核,克服管径超大的不利影响,确保管道放置无误㊁无损且方便后期回填㊂1)实际情况㊀①管道直径过大,相邻管道如果间距过近,后期难以确保回填质量;②管道直径过大,管道极易滚动;③管道直径过大,一旦就位,再次挪动十分费力㊂2)处理措施㊀①提前与设计协商,确保并线最小间距>2m;②以钢筋头加缆风绳措施,临时固定管道,防止滚动碰撞;③放置前,再次确认最低点垫层标高,将多余碎石刨到管道中心线两边,起一定的稳固作用㊂4㊀管道连接工艺流程及操作要点1)粘接连接㊀可以使管道的接缝处达到管道自身的强度,是一种刚性连接,能保证整个管线的整体性,主要用于拐弯大直径玻璃钢管连接㊂2)承插式连接㊀一种柔性连接,即依靠管道的子母头进行对接,该连接允许管道有一定程度的扰动,主要用于长直段大直径玻璃钢管连接㊂3)法兰连接㊁现场三通㊀用于连接各种设备的小型管道㊂4.1㊀粘结式管道安装4.1.1㊀清理管道端口在搭设好脚手架作为工作平台后,首先在管道末端处标记出半个粘接宽度,擦拭掉该区域的泥土及杂质,使用角磨机对标记区域内进行打磨,除去表面尖锐颗粒,且使表面粗糙㊂公称直径超过600mm 的玻璃钢管内外都需要打磨和粘结,且将管道端部内侧打磨成坡面,尖端打磨至出现内村,两管对接形成一个小凹槽㊂打磨完成后,用抹布蘸取二氯甲烷清除所有灰尘油污及水分,待表面二氯甲烷完全蒸发后即可开始粘接工作㊂4.1.2㊀拌合树脂为加快树脂的硬化速度,需添加催化剂㊂在高温情况下,可加入1%含量的催化剂,低温环境可加入3%的催化剂㊂拌合时温度最大不超过48ħ,最低不可低于16ħ㊂考虑连续作业,单次拌合的树脂量应保证至少20min 的使用㊂4.1.3㊀糊制粘结在打磨出来的凹槽中填塞玻璃纤维纱至填平切口,再用毛刷涂刷树脂㊂在打磨好的表面涂刷1遍树脂,然后铺1层450g /m 2玻纤短切毡,用毛刷粘取树脂浸透玻璃纤维,用压辊赶走气泡㊂接着粘取下一层,涂刷树脂,依次类推,每次涂刷的顺序如表1所示㊂表1㊀涂刷顺序涂层编号材料材料宽度/mmM1450g /m 2玻纤短切毡517M2450g /m 2玻纤短切毡483M3450g /m 2玻纤短切毡450M4450g /m 2玻纤短切毡417F5800g /m 2方格布383F6800g /m 2方格布367F7800g /m 2方格布350F8800g /m 2方格布333F9800g /m 2方格布317F10800g /m 2方格布300F11800g /m 2方格布283F12800g /m 2方格布267F13800g /m 2方格布250M14450g /m 2玻纤短切毡567112㊀施工技术第49卷在粘贴每层短切毡和方格布时,应确保其中心线大致与接缝对齐,同一层内每块材料的搭接长度ȡ5cm㊂涂刷前确保二氯甲烷已经彻底挥发,因为二氯甲烷可能会使涂层脱落㊂在涂刷过程中,切勿使用即将硬化的和变浑浊的树脂,否则不能达到要求的粘结强度㊂在管道底部进行糊制时,建议使用快干树脂,即加大催化剂的用量,或对材料进行预加热㊂所有接头在糊制时必须防止雨淋和灰尘,如有可能,应采取帐篷或类似的可移动遮盖,大风会使树脂快干和不便于赶走气泡㊂阳光可能会使局部固化过快,也应设置遮挡㊂环境温度的快速变化产生的热胀冷缩会使管道产生位移,将会影响糊制的强度,因此宜采用一些保温措施,但不可使用明火㊂每糊制完7层需晾干3h,再糊制剩余7层㊂在晾干后或当糊制工作无法在当天完成时,需进行以下操作:①用角磨机将光滑的树脂表面打磨至粗糙;②用二氯甲烷充分清洗表面,需确保表面的树脂完全硬化后才能进行清洗;③继续涂刷新的树脂并进行剩余的糊制工作㊂单节较短的管道可在地面糊制完成之后进行吊装,但单次吊装的管道长度不宜超过15m㊂大直径玻璃钢管的弯管长度较短,一般不超过3m,宜与直管先粘结完成后再进行吊装,以便调整管身姿态㊂4.2㊀承插式管道安装承插式管道与糊制管道形式不同,承插式管道的承口略大于管身直径,承口内侧有2~3道凹槽,用于安装橡胶密封胶条㊂安装即将相邻管道的承口直接插入承口即可,安装速度非常快,可使用特制夹具进行挤压安装㊂清理管道承口处内侧,特别是承口凹槽内的灰泥㊁油污或杂质,清理干净后将配套的橡胶条卡入凹槽,在橡胶条上涂刷少量凡士林以便安装㊂安装前,在承口和插口附近安装便于拆卸的定制张紧铁环,铁环与管道之间垫厚棉布或橡胶,铁环上有对称的两个着力点,用于安装两个手拉葫芦及固定其铁链㊂将插口管道由汽车式起重机吊离地面,首先核对位置,调整好位置后,同时转动两个手拉葫芦,确保两端同时同步收紧,直至完全对接㊂此时需再次确定管道位置是否有偏移,如有偏移,缓慢转动吊臂进行调整,调整完成后释放管道,移除吊带和卡环㊂4.3㊀水下承插式管道安装如果选择水下糊制管口,难以解决干燥问题,故选择承插式连接;水下安装需协调好船舶及水下作业员,伴随海风海浪需做好下锚措施㊂首先必须确认需连接管口的对接精度,需自制定位卡扣装置,详细做法如下㊂1)地面吊装前,A管上用卡箍固定500mm长铁棒,B管用卡箍固定铁凹槽㊂2)两辆船舶分别吊运A,B管,调整位置使铁棒卡入凹槽㊂3)与普通承插式连接一样,用倒链及张拉铁环完成最终对接㊂4)取下卡箍㊁铁棒及凹槽,用于其他管安装㊂自制水下管安装定位装置,确保水下安装作业;定制作业脚手架,作为超规管道内作业平台;提前与厂家协商,基于超大管径㊁超高压以及长期处于强腐蚀及高温环境特点,选择合适接头处理方式㊁粘结材料以及间歇施工措施㊂实际情况:①管道直径过大,大圆管管道内粘结作业难以正常开展;②管道直径过大,糊制接头可能当天无法全部完成;③管道压力大且流速快,需考虑接头的长期使用;④水下管道安装难以精准定位;⑤海水腐蚀性强且长期处于高温环境,需考虑接头耐久性㊂处理措施:①根据主要管径,定制专用脚手架,现场根据批准的图纸,搭设作业平台;②与供货管道厂商确认,制定可靠的间歇施工措施;③管线长直段采用柔性承插式连接,拐弯及变径段采用刚性粘接连接;④定制定位装置,确保水下对接效率及质量;⑤专门定制调配粘结树脂与催化剂比例㊂5㊀管道回填5.1㊀回填土材料选择玻璃钢管道在底部和两侧有良好的支撑时,才能更好承受来自顶部的土压力及其他荷载,因此大多数粗粒土或碎石可用作管道回填材料和基础材料㊂而中等塑性到高塑性和有机土通常不适合用作回填料㊂一般的岩石和土块是不错的回填料,单离管道150mm以内,不得有直径>25mm的岩石和土块㊂美国给水工程协会颁布的压力玻璃钢管标准AWWA C950中对几种回填土类型进行了SC1到SC5的分级㊂一般建议使用SC1和SC2回填料进行回填㊂在过路段或有较大荷载时,至少只用SC1材料回填到管道起拱线高度㊂如果存在管道交叉,在下次管道必须全部使用SC1材料进行回填㊂如需使用SC3~SC5回填料,需要有特殊设计㊂本项目管道直径超大,长度超长,且后期管道内压力大,基层为砂土,考虑利用砂土可压实性,尽量采用低塑性㊁常见的现场砂岩石㊁砂土块作为回填材料㊂在回填过程中需做好监测记录,若有异常2020No.7喻宁招等:超长超大直径GRP管道 陆上水下 安装技术113㊀需及时调整㊂经与厂家及专业安装分包讨论,具体要求如下:①最大粒径40mm;②粉土(粒径<0.075mm)最大含量25%㊂③过路段或者管顶覆土超过3m,管顶300mm以下都用碎石(粒径10~ 20mm)回填;④管顶300mm以下,每300mm回填1层,压实度要求95%;⑤每12m长度压实完成后,需由第三方实验室进行试验并出具报告;⑥每节管道回填完成后,测量㊁记录中心偏移,不得大于直径的2%(8cm),如果控制不好中心偏移,需及时调整回填材料及回填方法㊂5.2㊀回填方法选择5.2.1㊀三角区回填回填管道的三角区十分重要,对管道的环向刚度影响非常大㊂采用人工夯实,用带有尖楔状的木方或其他工具将回填料用力推入管道缝隙㊂5.2.2㊀其他区域回填1)振冲回填首先以常规方式完成回填,无需压实但需超覆盖约1m砂土;然后用起重机吊起振冲杆至待振部位;振冲过程伴随喷水搅拌及松散土沉降;振冲过程中,需提前规划好振冲点位,作业时在管道两侧同时进行;起重机需尽量远离管道,严禁位于管道上方㊂2)分层分块回填㊀①要求左右对称回填,不对称的回填会导致管道偏移;②管顶300mm以下,每300mm回填1层,压实度要求95%;③每12m长度压实完成后,需由第三方实验室试验并出具报告;④每节管道回填完成后,测量㊁记录中心偏移,不得大于直径的2%(8cm),如果变形量为2%~8%,应谨慎将回填料挖开后,检查管道是否损坏,处理后重新回填,如果变形量超过8%,应请专业技术人员分析,进行探伤检测,根据结果进行处理㊂5.3㊀水下回填(见图5)6㊀管道试验6.1㊀粘结管道试验在每个粘结口完成之后,需对内外糊接进行巴士硬度试验,使用巴柯尔硬度计对接缝位置进行测量,如果达不到安装要求必须重新进行糊制㊂由于大直径管道的闭水试验需要大量的水,对于较长的无压力管,可根据管线长度和工期要求对管道进行划分,一般每500~1000m做1次试验㊂做试验之前对需要做试验的管道两端用专用的碗状玻璃钢管进行封口㊂然后进行闭水试验㊂对于有压力管,由于升压前需回填完成,因此试验难度图5㊀水下回填㊀㊀㊀相当大,一般在整条管道完成后引用海水进行整条管线的压力试验㊂6.2㊀承插管道试验承插管道在对接完成之后,即可开始进行接缝封闭性试验,试验使用专用试验设备 CWP检测系统,该设备可覆盖200mm宽的管道圆环面,而进行水压试验,单根管道内部也可用此试验来检测管道是否有破损㊂将CWP检测系统在对接位置组装,确保试验设备将拼缝完全包裹,缓慢提升水压到2~3个汞柱,若无压力丢失,则管道合格㊂若有压力丢失的现象,需用2台以上的千斤顶将管道撤出检查问题㊂7㊀结语大直径玻璃钢管拥有广阔的发展前景,因为其特殊性㊁高工艺要求及国内相关经验的缺乏,存在一定的风险点,本文以迪拜哈斯彦清洁燃煤电站循环水管安装的经验为基础,阐述管道安装的一些细节,希望能为其他类似工程提供相关的帮助和经验㊂㊀。
超高压管道标准-概述说明以及解释

超高压管道标准-概述说明以及解释1.引言1.1 概述超高压管道标准是指针对高压管道系统设计、制造、安装、运行和维护等方面所制定的一系列规范和标准。
随着能源需求的不断增长和科学技术的不断进步,超高压管道系统的使用将越来越广泛,其安全性、可靠性和稳定性成为社会关注的焦点。
因此,制定和遵守超高压管道标准显得尤为重要。
本文将对超高压管道标准进行深入探讨,以期为相关行业提供参考和指导。
1.2 文章结构文章结构部分应该包括整篇文章的组织架构和主要内容分布,帮助读者更好地理解文章的内容和脉络。
具体内容如下:文章结构部分:本文主要分为三个部分:引言、正文和结论。
1. 引言部分将介绍超高压管道标准的背景和重要性,概述本文的研究内容和目的。
2. 正文部分将详细介绍超高压管道标准的要点和相关内容,包括标准制定的背景、依据、适用范围、要求等内容。
3. 结论部分将对整篇文章进行总结,并对未来超高压管道标准的发展趋势和可能的研究方向进行展望。
通过这样清晰的结构安排,读者可以更好地理解文章的主要内容和结构,帮助他们更高效地阅读和理解文章的内容。
1.3 目的本文的目的是介绍和探讨超高压管道标准的重要性和必要性。
随着科技和工程领域的不断发展,超高压管道在工业和民用领域中的应用也日益增多。
超高压管道在输送天然气、石油、水等液体或气体时,具有更高的抗压能力和安全性,然而它也面临着更高的技术难度和复杂性。
制定与执行符合标准的超高压管道标准,可以保障管道系统的安全性和稳定性,减少事故发生的可能性,保护人民生命财产安全。
同时,标准化的管道设计、制造和维护要求,也能够促进超高压管道行业的健康发展和规范化运行。
通过本文的介绍,读者将了解超高压管道标准所涉及的重要内容和要点,增强对超高压管道行业的认识和理解,促进相关领域的技术交流和合作,推动行业的革新和发展。
2.正文2.1 超高压管道标准要点1超高压管道标准是指在高压环境下运行的管道系统所需要遵守的一系列规范和准则。
浅谈超超临界二次再热机组六大管道安装要点
浅谈超超临界二次再热机组六大管道安装要点摘要:百万机组超超临界机组为主流,区别于以往机组四大管道,本机组为六大管道,安装要点公布关键词:六大管道;安装要点本篇文章以某电厂百万超超临界二次再热机组为参考,讲述六大管道安装要点。
此机组汽轮机为超超临界、二次中间再热、凝汽式、单轴、六缸六排汽汽轮机。
汽轮机TMCR工况下,主蒸汽压力31MPa,主蒸汽温度600℃;一次再热蒸汽压力13.27MPa,一次再热蒸汽温度620℃;二次再热蒸汽压力4.57MPa,二次再热蒸汽温度620℃。
六大管道主要包括:主蒸汽管道、一次再热冷段蒸汽管道、一次再热热段蒸汽管道、二次再热冷段蒸汽管道、二次再热热段蒸汽管道、高压给水管道。
主蒸汽管道采用“4-2”的布置方式,从锅炉过热器出口集箱的 4个出口引出,在炉前合并成为 2根,分别接入超高压缸左右侧主汽门。
一次低温再热蒸汽管道采用“2-1-2”的布置方式,蒸汽管道分别从超高压缸的2个排汽口引出,在机头处汇成 1根总管,在炉前再分成 2根支管从锅炉两侧接入一次再热器入口集箱。
一次高温再热蒸汽管道采用“4-2”的布置方式,蒸汽管道分别从锅炉左右两侧的一次再热蒸汽 2个联箱的 4个出口引出,在炉前汇成 2根管,在机头处分别接入高压缸左右两侧的高压主汽门。
二次再热热段管道采用双管的布置方式。
蒸汽管道分别从高压缸的 2个排汽口引出,从锅炉两侧接入到二次低温再热器入口集箱。
给水系统系统设置1台100%容量的汽动给水泵,前置泵与给水泵同轴布置,采用中间层布置方案,配单独凝汽器。
设 4台单列、卧式、蛇形管高压加热器和2、4号配外置 U型管高加蒸汽冷却器,每台高加容量为系统最大容量的 100%。
给水系统采用 100%容量大旁路系统,旁路管道由 4号高加入口前三通阀接出,在 4号外置高加蒸汽冷却器出口电动闸阀后接入。
主要参数一、支吊架的安装依照支吊架组装图同现场实际情况核对,正确无误方可领用并进行支吊架根部施工。
1H413030 管道工程施工技术

1H413030 管道工程施工技术工业管道工程按产品生产工艺流程,把生产设备连接成完整的生产工艺系统,满足生产工艺、安全运行、低能耗、无污染要求。
工业管道安装遵循《工业金属管道工程施工规范》GB 50235—2010、《工业金属管道工程施工质量验收规范》GB 50184—2011、《现场设备、工业管道焊接工程施工质量验收规范》GB 50683—2011、《压力管道安全技术监察规程—工业管道》TSGD0001—2009和《工业管道的基本识别色、识别符号和安全标识》GB 7231—2003的施工要求。
本目的重点是:工业管道的分类、工业金属管道的组成及安装前的检验和施工条件、工业管道安装的施工程序、工业管道安装的技术要求、工业管道吹洗与试压的要求、长输管道施工程序。
1H413031 工业管道施工程序工业管道是指在工业生产中输送介质和为生产服务的管道。
工业管道由金属管道元件连接或装配而成,在生产装置中用于输送工艺介质的工艺管道、公用工程管道及其他辅助管道。
本条主要知识点是:工业管道的分类与分级;工业金属管道的组成及安装前的检验和施工条件;工业管道安装的施工程序。
一、工业管道的分类与分级工业管道工程的类别很多,按管道的材料,输送的介质以及介质的参数(压力、温度)不同可划分为以下几类:(一)按管道材料性质分类,有金属管道和非金属管道1.金属管道按标准分类,有GC1、GC2、GC3三个等级。
工业金属管道按照国家标准《压力管道安全技术监察规程—工业管道》TSGD的规定,按照设计压力、设计温度、介质毒性程度、腐蚀性和火灾危险性划分为GC1、GC2、GC3三个等级。
例如,GC1管道有氰化物化合物的气、液介质管道、液氧充装站氧气管道等。
2.非金属管道按材质分类,有无机非金属材料管道和有机非金属材料管道。
例如,无机非金属材料包括混凝土管、石棉水泥管、陶瓷管等;有机非金属材料管道包括塑料管、玻璃钢管、橡胶管等,石油化工非金属管道包括玻璃钢管道、塑料管道、玻璃钢复合管道和钢骨架聚乙烯复合管道。
超高层建筑物混凝土泵管布置周立伟
超高层建筑物混凝土泵管布置周立伟发布时间:2023-06-21T10:32:39.415Z 来源:《建筑模拟》2023年第2期作者:周立伟佟成龙陈辈[导读] 对于超高层建筑物混凝土的浇筑,传统象泵无法满足施工要求,需要在超高层建筑物中布置超高压泵管,使用地泵进行混凝土浇筑,在超高层建筑物泵送系统中,超高压泵管的布置决定了整个系统的稳定性和可行性。
文章结合工程实例,从多方面角度阐述超高压泵管的布置方法和原则,保证现场施工进度、工程质量和操作安全与节约成本。
周立伟佟成龙陈辈中建五局第三建设有限公司天津 300000摘要:对于超高层建筑物混凝土的浇筑,传统象泵无法满足施工要求,需要在超高层建筑物中布置超高压泵管,使用地泵进行混凝土浇筑,在超高层建筑物泵送系统中,超高压泵管的布置决定了整个系统的稳定性和可行性。
文章结合工程实例,从多方面角度阐述超高压泵管的布置方法和原则,保证现场施工进度、工程质量和操作安全与节约成本。
关键词:超高层建筑物;超高压泵管;泵管布置1.引言在超高层建筑物混凝土浇筑过程中,随着浇筑高度的提升,混凝土泵送存在的问题逐渐显现出来,混凝土拌合物的质量、混凝土泵送时间的分配,混凝土泵管的布置、气候条件、人为操作、机械设备保养情况都是影响问题发生的因素。
其中超高压泵管的布置极为重要。
水平泵管、水平转接竖向弯头、竖向泵管的选择与布置都极为重要。
下面以天津嘉里中心二期为例,系统阐述超高压泵管的布置方法和原则。
2.工程概况天津嘉里中心二期项目位于天津市河东区海河东岸,紧邻海河、地铁管线及周围建筑物,总建筑面积约17.77万㎡,其中地上面积为137310㎡,地下面积为40450㎡;本工程包括办公大楼、居住型公寓、商业裙楼。
办公大楼为一栋228.00米高的塔楼,居住型公寓为一栋146.30m高的塔楼,商业裙楼为三层,局部4层。
3.泵管选型与布置以商务办公楼为例,商务办公楼为核心筒 + 外框钢结构组合结构形式,采用分段错层流水施工,即先施工楼层东半段墙柱梁板,再施工西半段墙柱梁板。
乙烯超高压蒸汽管线施工论述
乙烯超高压蒸汽管线施工论述摘要:乙烯超高压蒸汽管线施工是一项复杂而重要的任务。
本文首先介绍了乙烯超高压蒸汽管线的背景和重要性,强调其对乙烯供应稳定性、能源消耗和排放减少以及安全性的重要作用。
然后,探讨了施工质量控制的关键因素,包括质量管理体系和标准的建立以及检测和监控措施的采取。
此外,文章还总结了施工经验的重要性,包括成功案例分析和挑战解决方案的总结。
通过充分应用这些经验教训,可以提高施工效率、降低成本、确保质量。
最后,文章强调了持续学习和改进的重要性,以推动乙烯超高压蒸汽管线建设的发展,为乙烯产业的繁荣和可持续发展做出贡献。
关键字:乙烯;超高压蒸汽管线施工;施工技术引言:乙烯超高压蒸汽管线施工是现代化工行业中重要的工程项目之一。
乙烯作为化工原料的关键组成部分,广泛应用于塑料、橡胶、纺织等领域。
而超高压蒸汽管线作为乙烯输送的主要方式,具有输送量大、效率高和安全可靠的特点。
因此,乙烯超高压蒸汽管线的施工对于保障乙烯供应、提高生产效率以及促进经济发展具有重要意义。
在本文中,将详细探讨乙烯超高压蒸汽管线施工的相关内容,包括管线设计和选址、施工过程、质量控制、安全与环保等方面的论述。
1乙烯超高压蒸汽管线的背景和重要性乙烯是一种重要的化工原料,广泛用于制造塑料、橡胶、纺织品、涂料等产品。
随着全球乙烯需求的增加,乙烯产量也在不断增长。
为了满足乙烯的生产和供应需求,乙烯超高压蒸汽管线得以发展。
其重要性主要体现在以下几个方面1.1提供稳定的乙烯供应乙烯超高压蒸汽管线可将乙烯从生产地输送到消费地,确保乙烯供应的稳定性。
这对于各个行业的生产和发展至关重要。
1.2降低能源消耗和排放乙烯超高压蒸汽管线利用高温高压的蒸汽作为运输介质,使得乙烯的输送更加高效。
相比于传统的液体输送方式,乙烯超高压蒸汽管线能够减少能源消耗和二氧化碳排放,有利于环境保护和可持续发展。
1.3提高安全性和可靠性乙烯超高压蒸汽管线运用尖端技术和设备,拥有高度自动化和监控能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、概述本装置超高压管道共分为ZJH、JCH、JCX三个等级,ZJH等级在压缩机二次机一段出口和二段入口之间,JCH和JCX等级在压缩机二次机二段出口和高压分离器之间。
2、作业条件要求a、安装步骤1.0安装前任何管子在安装前,为排列而设置的固定支承物应自存放点拆除,并将管子分别放置到它们各自的地基上。
这些固定支承像件应使用垫片调整,最后达到同一个调试。
然后在超高压管道全部组装完成后,即可灌浆使之就位。
在刚好进行架设前,管子上的或闭锁件上的保护帽都应取下,同时,应将多余的防锈液从管子中排除掉。
建议将管子中的任何多余的防锈剂都要从管子中取出,放入洁净的塑料容器内,供以后回收。
这项工作可以在管子运到架设现场以前进行。
取下的防护帽,在排出保护液以后,要重新装到管子上,供在运输中进行保护作用。
将管子或有套管的放置到支承件上时,残留的防锈剂 (曾用于全部机加工表面上的),要使用适当的溶剂清除掉[此类溶剂有VARYBOND制动和安装用清洁剂,ES溶剂碳氢清洁剂 /除油剂,或同类物]。
在架设现场,经过清洁后并排净后的管道部件或管道配置,其有螺纹的法兰和管子端口,应使用“Nover-Seez NSN-4镍”润滑剂涂敷,然后把法兰安装到每个管端和连接处,如规定中所示。
架设的工作人员应负责使管子内部和底座表面在每个管子连接处的连接完成以前不存有任何外界物质。
架设人员对接收后的管子维持在封闭状态下,一直到上述的刚好开始接装前,是绝对必要的。
这样会有助于架设人员在全部管道配置上和安装上保持了管子内部表面的清洁。
在没有外套的短管或闭锁件由存放地点运输到安装现场的过程中,架设人员应只能使用编织的尼龙绳接触其外部表面。
架设人员不可在运输或装卸超高压管子结构或部件过程中使用任何种类的金属线材或链绳或其他的金属与金属相接触的操作方法。
无外套的部件外部表面,在接收环境中应维持到安装到它的永久部位上为止。
在安装完成以后,架设人员应采取措施不使任何金属物或外界任何物质与安装在任何管子相接触,以防对全部超高压管道系统和其部件造成伤害。
1.2使用材料每一个单独的总装ISO短管件在安装时,都应做为一项个别独立的操作对待。
每个单独的管道配置、短管、或有套管的部分,都应由架设人员即将安装前从仓库中取出。
在安装中所需要的全部材料,如透镜环、有螺纹的法兰、双头螺栓和螺母、闭锁件、仪表透镜、单个的管子、有套的部分、有音响的孔等,都应在即将安装前取出备妥。
正如在管道配置中所注明的那样,阀门和闭锁配件毛利阳完成安装工程中所必需的。
这些项目,都将成为总装中两个或三个短管件的组成部分,应由架设人员自仓库中取出。
超高压管道系统的支承件,可由总装ISO和高压/低压固定位置平面图037AD5001到5004上的支承号辩认。
在这些图上的支承件是制作的钢支承系统,这个系统在超高压管道的固定钢质支承件平面图、截面图和详图中有详细的说明。
超高压管道支承件应在超高压管道配置妥当安装前松动地放好。
松动的状态一般是表示支承件直立在地基上,锚定的螺栓不完全紧固,基板尚未灌浆。
1.3管子支承件如前所述,超高压管道件经辩认后在管道配置安装前放置好。
总装ISO图指明支承件的位置和每个超高压管子的固定点编号。
图069AD5001和5002指明固定的件位置号、固定支承件类型(EPSD No.)和钢质支承件详图的图号。
管道承动件的默许如上所述应在安装管道以前进行。
在图中所指定的全部支承件应按照每张超高压管道支承件详图和发许可证者的EPSD支承件标准进行安装。
管道的支承件应分别在总装ISO图上注明的它们的各个位置上安装。
支承件应使用手紧固的方式安装,直到超高压管道的连接部分完成连接后为止。
在安装支承以前,应该对在详图上的每个管子支承件进行彻底和审核和了解。
在安放任何支承件之前,混凝土和锚定螺栓要首先在开始支撑或架设管道之前完成铺设。
方帽的防松螺母,其尺寸分别为20毫米、27毫米和30毫米。
这些防松螺母在支承件上使用是栓在混凝土座上以找平各支承件的高度。
防松螺母应安放在底板下并调节以便用架支撑超高压管道。
在任何情况下,在接口连接工作完成以前,每个支承件的底板都不能进行灌浆。
全部支承件都应安放在松动状态之下。
在一些情况下,管子支承件将会和先前装好的设备支承件或埋置的板块相接触。
在另外一些情况下,做为设备结构中一部分的钢质材料,将会提供并预先钻孔以支撑各配件以及结构之间的各个阀门。
对于有关超高压管道支撑件直接处在二次压缩机下方这种情况,应提起特别注意。
这种情况是为吸收压缩机的脉动和控制压缩机产生的热量使之散去而特别设计的。
请参阅图069AD5001第1和第2页中这些支承件的详图。
这些支承件是用拜列维(Belleville)弹簧垫圈调节的,以吸收操作过程中产生的热负荷。
弹簧垫圈必须和详图所示安装在冷的位置上。
这些弹簧垫圈应进行调节,以测量在EPSD图纸中所示的弹簧垫圈高度。
支承件的其余部分是可以自行说明情况的。
夹持型的支承件安装时,支承件底半部要在架设管子以前安装妥当。
在最后组装后,应按照详图上所示的转矩值和尺寸完成固定安装的操作。
2.0超高压管道系统接口的组装步骤管道部件物是借助使用有螺纹的法兰和一个仪表透镜环、一个标准透镜环,或带有遮光罩的音响孔透镜环来进行的。
正如在单个年管道总装ISO上对各个管子所示的尺寸那样,管道各部段的组装,是使用有螺纹的法兰和双头螺栓在管道的每一端完成组装的。
闭锁部件和阀门也都是通过有螺纹的法兰和双头螺栓安装起来的。
正确的连接形式的判定,在总装ISO图纸上注明。
一般,管道的组装是在设备安装完成以后进行。
这中间包括有反应器、中间冷却器、二次压缩机和高压分离器。
管道的组装是从二次压缩机起,走向位于中间阶段和第二阶段的排放管道系统的现场闭合短管;从反应器入口,走向位于接近西南方向的角落,反应台架外的现场闭合短管;从反应器出口走向制品冷却器入口中;从制品冷却器出口走向高压分离器。
安装一个管道段或安装一个有套的排列配置,其操作顺序一般如下:A:将超高压管道支承件安装在地基上。
准备支承接收管道的配位。
B:由仓库取出全部规定的管道材料或有套的组件。
材料中包括螺栓、螺母、法兰、透镜衬垫、闭锁配件和单个的管道段节。
C:卸除保护螺纹的装置,并倒管子段内的防锈剂。
卸除管帽时不可使用金属工具操作,否则会由于划过管子表面而使管子外部受损。
在清理完管子后,应把保护螺纹装置再装好。
D:运送管道段节和各项材料到工作现场指定位置时,应将管子端部保护装置安装妥当。
E:在卸除保护螺纹的装置和清洁管道配置时可使用适当的溶剂[如商品VARYBOND制动和安装用清洁剂,ES溶剂(碳氢清洁剂/除油剂)或同类物];清除机加工的表面上保护剂时,要使用新的、干净的、无飞毛的布料操作。
此类溶剂和其挥发气体还可吸入体内,否则会与体内各部组织相接触。
操作人员对于运用这类溶剂应遵守所建议的各项应注意事项和操作步骤。
F:对法兰有螺纹的部分和管子配置的每个端部,要涂上“Never-Seez NSN-4Nickel”润滑剂。
将有螺纹的法兰安装到管子的每个端部。
管子端部的螺纹是细螺纹,当把法兰安装到管子端部时,要特别小心,以防因将交叉安装而受损。
要确保将管子配置的密封表面保持绝对清洁状态。
在透镜衬垫的安装以前,在其密封表面上不能有污物和任何外来杂质,其中包括“Never-Seez NSN-4Nickel”润滑剂。
G:在示意图中规定的所需要的透匀镜,应安装到要相连接起来的部分之间的管子表面上。
有螺纹的法兰在管子上可能需要进行转动做微小的调节,以便使螺栓孔和闭锁配件对正。
法兰在管子端部按照EPSD图上规定必须往回拧出2毫米。
法兰间隙不应大于附录II中所规定的数值。
H:如果将法兰组装到法兰接合点时,双头螺栓/螺母应按照下列步骤进行安装:1)铰应插入图2中的第1.2.3和4孔内。
2)双头螺栓应插入图2中的第5.6.7.和8孔内,并涂上一薄层“Never-Seez NSN-4Nickel 特级”润滑剂。
3)对于规定的双头的螺母,应安装到第2)步所插入的螺栓上,在螺栓上用手拧紧的方式紧固到螺栓上。
4)使用的开口扳手拧紧螺栓四分之一圈。
距离1800的应做为“顺序对”来拧紧。
总的说明是要交替拧紧在每个法兰上的相对的螺栓,以确保法兰对衬垫的平行拧紧。
5)在螺栓孔第5.6.7和8内的双头螺栓应使用液压转矩扳手拧紧到最终压力的25%压力程序。
6)铰螺栓在第1)步中安装的应卸除。
7)双头螺栓应插入图2中的第1.2.3和4螺栓孔内,并且涂上一薄层“Never-Seez NSN-4Nickel特级”润滑油。
8)在第7)步中安装的螺栓应按照第4)到第5)步的办法拧紧。
图2八螺栓的法兰I.参阅EPSD图纸的关于接口类型的定义部分。
如果将法兰组装到闭锁配件接口上,双头螺栓应涂用一薄层的“Never-Seez NSN-4Nickel”润滑剂拧入闭锁配件中。
每个双头螺栓安装到闭锁配件中时要使用一项双螺母技术,然后再扭转。
在规定的双头螺栓扭入闭锁配件之前,要将使用的双头螺栓进行一次复核。
参阅EPSD-TP-040-122、124、126、142、146、149、103、104、105、106、111、114、123、125、126和任何其他标准超高压管道系统图中的“闭锁”。
这包括超高压管道中的阀门。
当把已匹配的法兰和透镜环衬垫组装到安装有以头螺栓的闭锁配件时,应按照上面所述的图2内的顺序和技术将有螺纹的法兰拧紧到配件上。
螺栓应是用手拧紧的并随后再转四分之一圈以确保接口的完整性,直至达到最终的紧固程度。
J.对待扭转器械采用监控和应用“液压泵排出压力”(HYDRAULIC PUMPDISCHARGE PRESS)的办法,能获得最终的连接组件(接口)螺栓拉力。
8.1特殊组件的需要如果超高压管道的任何部分暂时在现场没有人照顾,处于已收状态下的管子部分应使用一和睦螺纹保护装置保护超高压管道的有螺纹部分或部件。
这在确定机器表面的保护上和防止超高压管道部件的杂质积聚上,都是必需的。
这个办法也应用在闭锁配件和各项阀门上,如暂时无人照顾这些部件,则必须使用塑料盖一类的措施保护。
8.2接合处(接口)类型的识别用于组装超高压管道和由超高压管道材料制作的部件,有各种不同类型的接口设计。
接口类型的分类,是按照尺寸大小、透镜环类型、(法兰或闭锁件的)匹配连接等而定的。
见标准图中的030AS5001图:“建造用的超高压管道标准图”(STANDARD DRAWING FOREHP PIPING FOR CONSTRUCTION)。
9.0超高压管路连接工作(接口)的完成9.1螺栓的拧紧在扭转之前的以后,应对接口两侧的衬垫(密封垫)的对正,找平进行检查,检查时要使用游标卡尺或千分卡尺在法兰的四个四分之一圈处进行。