Tandem MIG
现代焊接生产技术国家重点实验室(哈工大)

现代焊接生产技术国家重点实验室实验室编号:1991DA107517 实验室名称:现代焊接生产技术国家重点实验室 实验室曾用名: 主 管部 门:国防科学技术工业委员会 学 科领 域:工程 建设年份: 验收年份: 依托单位: 所在地区: 网 址: 1991 1995 哈尔滨工业大学 黑龙江 焊接国家重点实验室简介现代焊接生产技术国家重点实验室依托于哈尔滨工业大学,吴林教授任实验室主任,关桥院士和杜善义院士 分别担任实验室学术委员会主任和副主任。
焊接国家重点实验室的前身是哈工大焊接专业,该专业始建于 1952 年,是国内第一个焊接专业。
1986 年被评为全国首批重点学科,1989 年在焊接专业的基础上筹建国家重点实验 室,1995 年通过国家验收并正式对外开放,2003 年通过了国家科技部的评估。
现代焊接生产技术国家重点实验室是我国焊接领域应用基础研究和技术研发中心, 在解决国防工程关键技术 和国民经济建设方面做出了突出成绩,部分成果实现了产业化,效果显著,同时重点实验室也是我国培养焊接领 域高技术人才的重要基地。
一、 主要研究方向及研究内容 1、高效焊接方法及过程智能控制 高效焊接方法、焊接热源物理基础与能量传输机理;熔滴过渡、熔池行为与焊缝成形;焊接过程质量传感与 智能控制;遥控焊接技术、焊接机器人与自动化系统集成技术及应用。
2、焊接结构可靠性与质量评价 焊接接头的力学行为,焊接结构应力与变形控制,连接接头的自动化检测与分析,智能化质量评价与仿真, 结构可靠性与寿命评估。
3、新材料及异种材料连接 新材料、异种材料的连接性及界面行为,超声、扩散、自蔓延高温合成等新连接方法,连接过程的数值模拟 及接头质量控制。
4、微连接与电子封装 微细尺寸材料连接的特殊性,微连接新方法、微细材料连接界面行为分析方法,原子尺度润湿性及钎料合金 设计,微电子封装可靠性预测与优化设计。
5、表面改性与延寿技术 电子束表面强化与镀膜,激光熔覆与表面合金化,电弧等离子体喷涂﹑烧结与刻蚀, 等离子体离子注入与沉 积技术,以及各种材料表面改性与延寿工艺。
铝材的焊接方法简述

铝材的焊接方法简述1、最适合焊接铝材的是拉丝式焊枪,如果你无法使用这种焊枪的话,尽量使用最短的焊枪以便保持焊枪的笔直;只能使用氩气作为保护气体;在焊接铝材的时候只能使用推枪手法。
2、如果你发现有送丝问题,可以试一试尺寸比焊丝大一号的导电头。
3、焊铝时最常用的焊丝是较软的标准焊丝。
而另一种则要硬一些(较容易送丝),它主要用于硬度和强度要求更高的焊接操作中。
4、在焊接开始前要做好铝材表面氧化层的清除工作,使用专用的不锈钢刷来清除氧化层。
5、焊接结束时填充好弧坑以防止裂缝。
一个办法就是在焊后将焊枪在熔池中停留数秒。
母材准备:要焊接铝材,焊工必须小心的清洁好母材,要用油剂或者溶剂清除铝材表面的任何氧化物和碳氢化合物的污染。
铝材表面的氧化物融化温度在华氏3700度,而其下面的铝制母材在华氏1200度就会融化。
因此,残留任何氧化物在铝制母材的表面将会制约填充金属的对加工件的穿透性。
要清除铝材表面的氧化物,可以使用不锈钢的钢丝毛刷或者溶剂腐蚀的方法。
在使用不锈钢毛刷的时候,只能往一个固定的方向刷除。
小心不要太用力和不仔细:粗暴的动作会造成氧化物嵌入铝制母材。
同时,只在铝材表面使用不锈钢刷,不要使用在不锈钢或者碳钢上使用过的刷子。
在使用化学溶剂的方法的时候,要确保焊接前将溶剂清除干净。
要最大程度的用油剂或者溶剂的方法减小碳氢化合物的不良影响,还要使用去油剂。
同时要确保去油剂不含任何碳氢化合物。
预热:预热铝制加工件能够帮助避免焊接裂缝的产生。
预热温度不应该超过华氏230度,要使用温度计监测温度以防止过热。
另外,将间断焊放在焊接区域的开始和结尾处能帮助加强预热效果。
焊工还应该在焊接薄材的时候预热一片厚的铝材。
处理速度:铝材焊接的过程需要“高温高速”的处理。
不同于钢材,铝材的较高的热导性需要使用温度更高的电流电压设定和更高的焊接速度。
如果焊接速度太慢,将会有过多的焊接穿透,特别是在焊接薄材的时候。
保护气体:氩气由于其优异的清洁性能,被作为最常用的铝材焊接保护气体。
MIG焊接参数

300
摆动频率hz
6
6
7
7
摆动幅度mm
5
5
10
10
驻留时间
0.1
0.1
0.3
0.2
焊缝宽度
14
14
25
24
备注:
1.tandem脉冲MIG焊工艺U/I, 2步, ,铝合金,φ1.6mm, Ar100%.
主电源master-alternate 从电源slave-mode
2.提前送气0.3,滞后送气0.8.
263/208
263/208
263/205
262/201
电弧电压v
23.7/24.8
23.7/24.8
24/25.7
24.4/26.8
送丝速度m/min
10.5/7.5
10.5/7.5
10.5/7.5
10.5/7.5
脉冲频率hz
230/200
230/200
230/200
230/200
峰值电压a
26/25
3.预送丝速度3.5m/min,
4.软起弧: 否
5.起弧: 起弧时间0.5/0.5s,上升时间0.3/0.3,送丝速度4.8/4.5,
脉冲频率120/100,基值电流80/80,
6.收弧: 收弧时间1.0/1.0,下降时间0.3/0.3,送丝速度4.0/3.5,
脉冲频率80/80,基值电流60/60,
7回烧:30%
—
5.0
第二脉冲电压u/v
—
25
第二脉冲时间t/ms
—
2.0
第二脉冲占空因数 (%)
—
27
表3铝合金tandem脉冲MIG焊工艺
电线电缆行业词汇中英文对照

电线电缆行业词汇中英文对照电缆及设备安装程序PACE(program for arrangement of cables and equipment)千伏安 KvA(Kilovolt-ampere)用浮筒把电缆拉上海岸 to float a cable ashore浅海电缆、岸边电缆 shallow water cable浅海电缆、岸边电缆 shallow-water cable三聚氰胺石棉塑料 asbestos filled melamine plastics磺胺类药物 sulfa磺胺类药 sulfa drug直焊性聚酰亚胺漆包铜圆线solderable polyesterimide enamelled round copper wire聚酰胺 polyamide聚酰胺漆包线 polyamide enamelled wire聚酰胺-(酰)亚胺 polyamide-imide聚酰胺-(酰)亚胺漆包铜圆线 polyamide-imide enamelled round copper wire 聚酰胺-酰亚胺漆包线 polyamide-imide enamelled wire聚酰胺-酰亚胺浸渍漆 polyamide-imide impregnating varnish聚酰胺纤维 polyanide fiber聚酰亚胺 polyesterimide聚酰亚胺漆包铜扁线 polyesterimide enamelled rectangular copper wire聚酰亚胺漆包铝圆线 polyesterimide enamelled round aluminium wire聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide enamelled round aluminium wire overcoated with polyamide聚酰亚胺漆包铜圆线 polyesterimide enamelled round copper wire聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide enamelled round copper wire overcoated with polyamide聚酰亚胺漆包线 polyesterimide enamelled wire聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide overcoated with polyamide-imide enamelled round aluminium wire聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide overcoated with polyamide-imide enamelled round coper wire聚酰亚胺涂层光纤 polyimide coated optical fiber聚酰亚胺漆包铜扁线 polyimide enamelled rectangular copper wire聚酰亚胺漆包铜圆线 polyimide enamelled round copper wire聚酰亚胺漆包线 polyimide enamelled wire聚酰亚胺薄膜 polyimide film尼龙、酰胺纤维 nylon金属包层芳族聚酰胺纤维 metal-clad aramid fiber环已酰亚胺 cycloheximide抗组织胺 antihistamine聚酰胺 PA(polyamide)聚酰亚胺 PI(polyimide)二基乙酰胺 DMA(dimethyl acetamide)地表凹陷、地面下沉 subsidence of ground凹口试杆冲击试验 notched bar impact test有凹槽的 fluted凹陷半径 dip radius凹状梯度折射率光纤、凹形渐变折射率光纤 dipped graded-index fiber 牙、槽、凹陷 dent凹陷型包复 depressed clad深凹陷内包层光纤 depressed cladding fiber凹陷深度 depth of pip粉末涂敷 powder coating流化床涂敷 fluidized bed coating十八盘两段卧式绞线成缆机18-bobbin 2-cage horizontal wire stranding and laying-up machine十八盘绞笼 18- bobbin bay模湿式拉丝机、八模湿拉机 wet drawing machine with 8 dies星绞八芯软电缆 spiral-eight cable扭绞八芯电缆、对绞四线组电缆、双四线组电缆 quad pair cable八芯光纤连接器 eight-ways optical fiber connector摆杆式拉线机 dancer arm drawing machine摆杆 dancer rocker arm并列摆动分线板 coordinated oscillating face plate柱式荡轮、柱式荡轮式储线器、舞摆[动盘]式储线器column-type dancer accumulator在...支配或摆布下 at the mercy of半导电膨胀阻水层 semi-conducting moisture swelling layer半导体釉 semmiconducting glaze半导电漆 semiconductive varnish半年、学期、半学年 semester半空气绝缘电缆 semi-air space cable半退火铝导体 semi-annealed aluminium conductor半自动电缆绝缘剥除机 semi-automatic cable de-insulating machine 半自动电缆测量装置 semi-automatic cable measuring system半自动收线装置 semi-automatic take-up半自动双盘收线装置 semi-automatic twin take-up半导电的、半导体的 semi-conducting半导体丁基橡胶带 semi-conducting butyl tape半导体混合物 semi-conducting compound半导体护套 semi-conducting jacket半导电层、半导体层 semi-conducting layer半导体尼龙 semi-conducting nylon tape半导体橡胶 semi-conducting rubber半导体屏蔽 semi-conducting screen半导体带 semi-conducting tape半导体漆 semi-conducting varnish半导电的、半导体的 semi-conductive半导体混合物 semi-conductive compound半导电线芯 semi-conductive core半导体层、半电导电层 semi-conductive layer半导体屏蔽、半导电屏蔽 semi-conductive screen半导体 semi-conductor半导体层、半电导电层 semi-conductor layer半连续铸锭机 semi-continuous casting machine半连续铸锭 semi-continuous ingot casting半硫化 semi-cure半成品 semi-cylindrical conductor半圆形导体 semi-finished product半硬铝线 semi-rigid aluminium wire半硬同轴电缆 semi-rigid coaxial cable半塞止式接头盒 semi-stop joint半切线式纸包头[绕包头] semi-tangential lapper半切线式纸包头[绕包头] semi-tangential lapping head半圆、半圆形体 semicircle半圆形导体 semicircular conductor半导体 semicon半导体材料挤出机 semicon extruder半导电绝缘屏蔽 semicon-insulation半导体交联聚乙烯 semiconducting crosslinked polyethylene半导体材料 semiconducting material半导体纸、半导电纸 semiconducting paper半导电层、半导体层 semiconductive layer半导体纸、半导电纸 semiconductive paper半导体 semiconductor半导体材料 semiconductor material半硬铝线 semihard-drawn aluminium .半盲的、愚笨的 purblind半[准]导体 semi(quasi)-conductor半径损耗 radii loss辐射光线、半径范围 radius中间[半成品]线材、非银亮线材 process wire外部曲率半径 outer curvature radius外半导电层 outer semi-conducting layer纤芯半径失配损耗 mismatch-off-core-radii loss电缆转弯的曲率半径与电缆平均直径、节径比、节距比 lay ratio内半径电层 inner semi-conducting layer中间[半成品、过程]线材 intermediate wire半双工 half duplex半扭绞结构 half twist structure半硬铝线 half-hard aluminium wire半硬铜线 half-hard copper wire动物)半冬眠 half-hibernate半圆黄铜带 half-round brass strip半波导线 half-wave conductor半球、范围 hemisphere(扇形线芯的)弯曲半径、棱角半径 edge radius二分法、两半 dichotomy临界半径 critical radius线芯半径 core radius扇形线芯的)棱角半径、弯边半径 corner radius弯曲半径 bending radius允许弯曲半径 allowable bending radius铜芯或铝芯半导体屏蔽聚乙烯绝缘聚氯乙烯护套电缆 Lyonithene cable 金属氧化物半导体 MOS(metal-oxide semiconductor)最小弯曲半径 Min.bending radius作用半径 R/A(radius of action)电平(全)带宽、半最大值处(全)带宽 FWHM(full width at half maximum)无纬绑扎带 unidrectional binding tape紧绑 swathe绑结、绑扎、扎结 stiching圈线压紧绑扎机 rod coil compacting-tying machine捆、扎、绑、连接 lace场控金属线绑扎 field-controlling wire binding场控金属线绑扎 filed-controlling wire binding电缆绑结 cable stitching捆绑、包扎、装钉 bind绑扎 binder tape捆绑(物) binding绑轧绳、捆绑绳 binding yarn包装 packaging包封 encapsulating灌注 potting密度 Density十六锭高速编织机 16-carrier high-speed braiding machine双面双层十六头纱包机16-head double-side douoble-rosette cotton covering machine)漆包 enamelling立式四头包带机 4-head vertical tape lapping machine盘纸包机 412-sheet paper lapping machine绕包带 taping金属焊丝惰性气体保护焊 MIG(Metal-Inert Gas) welding聚酯漆包线漆 polyester wire enamel包封胶埋封胶 encapsulating compound embadding compound漆包线漆 wire enamel成圈机)包扎机 wire coil wrapping machine线(材)绕包 wire covering线材绕包机 wire covering machine漆包线漆 wire enamel单纱包线 wire insulated with single cotton yarn sewings材线包装 wire packaging铅包钢丝铠装、铅(护)套加钢丝铠装 wire-reinforced lead sheath绕包、缠绕、电缆填充物 wormings披肩 wrap绕包屏蔽 wrapped screen绕包机 wrapper包装材料 wrapping绕包方向 wrapping direction绕包机 wrapping machine钢带绕包 wrapping of steel tape绕包车间 wrapping workshop纱包头 yarn covering head纱包机 yarn wrapping machine纱包头 yarn-spinning head立式笼型包带机、立式笼型绕[纸]包机 vertical cage lapper立式笼型包带机、立式笼型绕[纸]包机 vertical cage type lapping machine 立式漆包炉 vertical enamelling oven立式绕[纸]包机、立式包带机 vertical lapping machine立式包带机 vertical taping machine涂蜡纱包线 waxed cotton covered wire双层编包风雨线 weatherproof double braid无包层光纤 unclad fiber通用绕包机 universal wrapping machine无包套光纤 unjacked optical fiber无磁性漆包铜圆线 unmagnetic enamelled round copper wire深漆玻璃丝包铜线 varnish-bonded glass-lapped copper conductor浸漆玻璃丝包铜扁线 varnish-treated glass-fibre covered rectangular copper wire漆包线 varnished wire三包层光纤 triple clad fiber三层纱包的 triple cotton-covered十二头三层绕包机 triple covering machine with 12 individual heads三层环氧漆包圆铜电磁线 triple epoxy-coated round copper magnet wire三股编包线 triple-braided三层丝包线 triplex silk covered wire三层绕包线 triply covered wire三涂层[三包层]光纤 triply-coated fiber挤包绝缘或护套 tubing浇包、铸包、浇铸桶 tundish挤包实体绝缘三芯电缆 three-core cable with extruded solid insulation 分相铅套[铅包]电缆 three-core single lead sheath cable紧包光纤、紧套光纤 tight (coated) fiber紧包缓冲套 tight buffer jacket紧包保护光纤 tight protected fiber紧包结构<光缆的> tight structure紧包光纤 tightly packaged fiber紧包的 tightly wrapped紧包光纤 tightly-buffered fiber镀锡铜包钢线 tin-caoted copper-clad steel wire镀锡、包锡、挂锡 tin-coat镀[挂、包]锡 tin-coating镀[挂、包]锡 tinning螺旋式绕包 to apply helically螺旋式绕包 to apply spirally挤压[挤包]铅护套、压铅 to apply the lead sheath用纸绳绕包 to apply the paper string用纸绳绕包 to spin the paper string拉线漆包机组 tandem wire drawing and enamelling line切线式绕[纸]包机 tangential lapper切线式纸包头[包带头] tangential lapping head切线式绕包机 tangential paper lapping machine切线式绕包机 tangential type lapping machine带、条 tape带(状)绝缘、绕包绝缘 tape insulation包带头、包带机 tape lapper包带头 tape lapping head包带机 tape lapping machine包带式 tape type带包绝缘导体 tape wrapped conductor带包式电容锥 tape-wrapped type condenser cone绕包层 taped covering内绕包层 taped inner covering带(状)绝缘、绕包绝缘 taped insulation绕包型接头 taped joint绕包式电缆终端头、绕包终端 taped termination带绕包、包带 taped wrapping包带机、包带头 tapelapper带绕包、带包、包带、绕包 taping包带头、带包头 taping head包带机 taping machine包带点 taping point包带装置 taping unit包带节距 tapping pitch包带速度 tapping speed电话线芯[话缆]包带机 telephone core taping machine丝包束合漆包铜线 textile -covered bunched enamelled copper wire绳绕包 string spinning绳绕包机、绕绳机 string spinning machine包含、包摄 subsume合成漆包线 synthetic enamel wire钢带绕包头 steel tape spinner钢带绕包头 steel taping head绞线纸包联合机 stranding and paper lapping machine绞合回转弓(绕包头) stranding flyer直焊性聚酰亚胺漆包铜圆线solderable polyesterimide enamelled round copper wire直焊性聚氨脂漆包铜圆线 solderable polyurethane enamelled round copper wire溶剂粘接直焊性漆包线 solvent bonding self-fluxing enamelled wire绳、纱、丝、麻)绕包头 spining head带包头、包带头、绕包头 spinner纸带(绕包)绝缘 spiral strip paper insulation螺旋形绕包 spiral wrap螺旋式绕包机 spiral wrapping machine插入鞘、包、覆 sheathe有外护套层的卷边纵包金属护套布线电缆sheathed metal-clad wiring cable挤[包]护套、护套 sheathing护套挤包设备 sheathing equipment屏蔽(层)、包屏蔽 shielding屏蔽包制机 shielding machine包围、围攻 siege石英包层光纤 silica cladded fiber有机硅漆包线 silicon enamelled wire硅酮包层光纤 silicone-clad silica fiber纱(编)丝包线 silk and cotton covered wire丝包机 silk covering machine丝包机 silk wrapping machine丝包机 silk yarn covered wire丝包铜线 silk-covered copper conductor丝包软线 silk-covered cord丝包圆铜电磁线 silk-covered round copper magnet wire丝包线 silk-covered wire镀银铜包钢线 silver-coated copper-clad steel wire镀银铜包钢(导)线 silver-plated copperweld conductor挤包实体绝缘单芯电缆 single cable with extruded solid insulation单纱包的 single cotton covered单纱包漆包线 single cotton covered enamel wire单纱包线 single cotton covered wire单纱双丝包(的) single cotton double silk covered单层环氧漆包圆铜电磁线 single epoxy-coated round copper magnet wire单玻璃丝包漆包圆线 single glass-fiber covered enamelled round wire单头单位式纸包机 single head unit type paper insulating machine单丝包线 single silk covered wire单丝包漆包线 single silk enamel covered wire单包层光纤 single-coated fiber单纱包机 single-cotton covering machine单(层)纱包漆包线 single-cotton enamel单层纸包圆铜电磁线 single-paper-covered round copper magnet wire单丝包的 single-silk covered单丝包机 single-silk covering machine单丝漆包 single-silk enamel书包 schoolbag密封绕包 sealing wrap金属护套的无缝挤包、无缝护包金属护套seamless extrusion of metal sheaths自粘直焊漆包线 self-bonding and self-fluxing enamelled wire自粘直焊漆包线 self-bonding solderable enamelled wire自粘直焊漆包线 self-fluxing and self-bonded enamelled wire直焊性漆包铜圆线 self-fluxing enamelled round copper wire直焊性漆包线 self-fluxing enamelled wire直焊性聚氨酯漆包铜圆线self-fluxing polyurethane enammelled round copper wire半切线式纸包头[绕包头] semi-tangential lapper半切线式纸包头[绕包头] semi-tangential lapping head绕包头、旋转式浮拉器 rotating flier橡皮绝缘编包线 rubber-covered braided橡皮绝缘编包风雨线 rubber-covered braided\weather-proof橡皮绝缘双层编包线 rubber-covered double braided三明治(夹心面包片) sandwich多层绕包的(电缆)外护层 sandwich covering线盘包装机 reel packing machine误差率、误码率、(漆包线的)针孔数 reeor rate加固带绕包头 reinforcement tape spinner钱包、小钱袋、手袋 purse四层聚酯漆包扁铜电磁线quadruple polyester-coated rectangular copper magnet wire人造丝包铜线 rayon-covered copper conductor浇包、铸勺、浇铸桶 pouring ladle浇包、铸勺、浇铸桶 pouring-ladle挤包绝缘电力电缆 power cable with extruded insulation漆包线漆膜针孔 pinhole of insulation of enamelled wire油性漆包线漆 plain enamel平面式绕包头[纸包头] plane lapping head平面式绕包机 plane type lapping machine塑料薄膜包线 plastic film covered wire塑料包覆光纤、塑料包层光纤 plastic-clad fiber聚酰胺漆包线 polyamide enamelled wire聚酰胺-(酰)亚胺漆包铜圆线 polyamide-imide enamelled round copper wire 聚酰胺-酰亚胺漆包线 polyamide-imide enamelled wire聚酯漆包铜扁线 polyester enamelled rectangular copper wire聚酯漆包线 polyester enamelled wire聚酯漆包扁铜电磁线 polyester-coated rectangular copper magnet wire聚酯漆包圆铜电磁线 polyester-coated round copper magnet wire聚酯漆包矩形铜电磁线 polyester-coated square copper magnet wire聚酯玻璃丝包扁铜电磁线polyester-glass-fiber-covered rectangular copper magnet wire聚酯玻璃丝包圆铜电磁线polyester-glass-fiber-covered round copper magnet wire聚酯玻璃丝包矩形铜电磁线polyester-glass-fiber-covered square copper magnet wire聚酰亚胺漆包铜扁线 polyesterimide enamelled rectangular copper wire聚酰亚胺漆包铝圆线 polyesterimide enamelled round aluminium wire聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide enamelled round aluminium wire overcoated with polyamide聚酰亚胺漆包铜圆线 polyesterimide enamelled round copper wire聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide enamelled round copper wire overcoated with polyamide聚酰亚胺漆包线 polyesterimide enamelled wire聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide overcoated with polyamide-imide enamelled round aluminium wire聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide overcoated with polyamide-imide enamelled round coper wire字形绕包聚乙烯护套 polyethylene sheath of figure-8 formation聚酰亚胺漆包铜扁线 polyimide enamelled rectangular copper wire聚酰亚胺漆包铜圆线 polyimide enamelled round copper wire聚酰亚胺漆包线 polyimide enamelled wire聚合物包层光纤 polymer-clad fiber聚硅氧烷包层光纤 polysiloxane cladding fiber聚砜及聚缩醛漆包线 polysulfone and polyacetal-coated wire聚氨酯漆包线 polyurethane enamelled wire聚氨酯漆包圆铜电磁线 polyurethane-coated round copper magnet wire聚氨酯-尼龙丝包圆铜电磁线polyurethane-nylon-coated round copper magnet wire缩醛漆包铜扁线 polyvinyl acetal enamelled rectangular copper wire缩醛漆包铝圆线 polyvinyl acetal enamelled round aluminium wire缩醛漆包铜圆线 polyvinyl acetal enamelled round copper wire缩醛漆包线 polyvinyl formal enamelled wire高强度缩醛漆包铜圆线 polyvinyl-formal enamelled round copper wire with high mechanical properties缩醛漆包线 polyvinylacetal enamelled wire包装 packaging包装等级 packaging level包装机 packaging machine包装用线盘 packaging reel包装标准 packaging standard包装箱 packing-case纸包机 papare covering machine纸包扁铜绕组线 paper covered rectangular copper winding wire)纸包扁线 paper covered rectangular wire纸包圆线 paper covered round wire纸包头 paper covering head纸包机 paper covering machine纸包头 paper lapper纸(带绕)包 paper lapping纸包纱包联合机 paper lapping and cotton covering machine纸包头 paper lapping head纸包机 paper lapping machine纸包工序 paper lapping operation纸带(绕包)绝缘 paper ribbon insulation纸带(绕包)绝缘 paper tape insulating纸包 paper taping纸包机 paper taping machine纸包头 paper wrapping head纸铝箔纵包机 paper-aluminium-foil applicator漆包纸绝缘电缆[电磁线] paper-core enamelled type cable纸包铜线 paper-covered copper conductor纸包扁铜电磁线 paper-covered rectangular copper magnet wire纸包圆铜电磁线 paper-covered round copper magnet wire纸包矩形铜电磁线 paper-covered square copper magnet wire纸包线 paper-covered wire纸绝缘铅包的 paper-insulated lead covered纸包头 papper lapper无磁性漆包线 non-magnetic enamelled wire非组合包套 nonintegral jacket漆包层数 number of enamel coats缺陷数、(漆包线)、针孔数 number of faults尼龙丝包圆铜电磁线 nylon-fiber-covered round copper magnet wire 油基漆、油性漆包线漆 oil-base enamel油性漆包线 oleo resinous enamelled wire油性漆包线 oleo-resin enamelled wire油树脂漆、油性漆包线漆 oleoresinous enamel油树脂漆、油性漆包线漆 oleoresinous varnish疏绕、间隙绕包 open lapping正反向绕包、正反向绞合 opposite-direction lapping松包光纤光缆 optical fiber cable with fibers loosely packaged紧包光纤光缆 optical fiber cable with fibers tightly packaged挤包实体绝缘多芯电缆 multicore cable for extruded solid insulation多头同心包带机 multiple head concentric taping machine(漆包机的)导轮组 multiple sheave镍包铜线、镀镍铜线 nickel coated copper conductor镀镍铜线、镍包铜线 nickel-clad copper wire镀镍铜线、镍包铜线 nickel-coated copper wire镀镍铜包钢线nickel-coated copper-clad steel wire 包层不圆度non-circularity of cladding用金属包 metal金属包覆导体 metal clad conductor金属包覆层 metal cover layer金属包层 metal covering金属包层芳族聚酰胺纤维 metal-clad aramid fiber金属包覆电缆 metal-clad cable金属包覆导体 metal-clad conductor卷边纵包金属护套布线电缆 metal-clad wiring cable金属包带 metallic cover tape改性聚酯漆包铜圆线 modified polyester enamelled round copper wire低损耗 FEP包层石英光纤 low loss FEP-clad silica fiber行李、皮箱、皮包 luggage电磁线、漆包线 magnet wire匹配包层光纤 matched cladding fiber月牙板式钢带绕包头 link-type tape wrapping head单层纸 simplex paper单层滚筒七头拉线机 single deck 7 heads type machine单层环氧漆包圆铜电磁线 single epoxy-coated round copper magnet wire单层金属编织机 single tier type wire braiding machine单层的 single-layer单层电缆 single-layer cable单层绞线 single-layer strand单层纸包圆铜电磁线 single-paper-covered round copper magnet wire 单层纸 single-ply paper单层纸 single-wire paper单层 monolayer钢带铠装电缆 tape armoured cable钢带铠装 steel tape armour钢带铠装电缆 steel tape armoured cable钢带铠装 steel tape armouring钢带铠装机 steel tape armouring machine钢带铠装电缆 steel-tape armoured cable铅包钢带铠装、铅套加钢铠装 l.s.s.t.(lead-sheath,steel-taped)铅包钢带铠装、铅套加钢带铠装 lead-sheath,steel-taped内钢带铠装电缆 internal steel-tape armoured cable双钢带铠装 double tape armour双层钢带铠装 double layer of steel-tape armour(d.s.t.a.)涂层钢带铠装电缆 coated steel tape armoured钢带铠装电缆 band-armoured cable单螺杆挤出机 single screw extruder焦烧、早期硫化(挤出机筒内) scorching(in extruder cylinder)螺杆式挤出机 screw extruder半导体材料挤出机 semicon extruder挤出头、压力模座 press block压力型多层一次挤出模 pressure-type coextrusion die分段式挤出机 piggyback extruder行星齿轮式挤出机 planetary gear extruder(塑料)挤出机 plastic extruder制粒挤出机 pelletising extruder(挤出机)斜角机头 oblique head单段式挤出机 one-stage extruder光缆护套挤出生产线 optical cable sheathing line多色挤出机 multi-colour extruder多层挤出机 multi-layer extruder多级[多段]式挤出机 multi-stage extruder多根挤出法 multi-wire insulation process多头挤出装置 multiline extrusion system多层挤出 multiple extrusion(挤出机)螺杆的计量区 metering section of a screw混炼挤出机 mixer-extruder混炼、排气、挤出联合机 mixing ,venting and extruding machine 标色挤出机 marking extruder铅管挤出机 lead-pipe extrusion press内皮挤出机 inner skin extruder绝缘机头、挤出机头 insulating machine head高效挤出机 high output extruder高速挤出生产流水线 high speed tandemized extrusion line高发泡挤出 high-foaming extrusion高发泡挤出生产线 high-foaming extrusion line高速挤出生产流水线 high-speed tandemized extrusion line卧式挤出机 horizontal axis extruder卧式挤出机 horizontal extrusion press热挤出 hot extrusion热挤出用润滑剂 hot extrusion lubricant静液(压)挤出 hydrostatic extrusion模芯导向器(挤出机模子) guider tip注气体挤出机 gas-injection extruder铅管挤出机 lead-pipe extrusion press内皮挤出机 inner skin extruder绝缘机头、挤出机头 insulating machine head高效挤出机 high output extruder高速挤出生产流水线 high speed tandemized extrusion line高发泡挤出 high-foaming extrusion高发泡挤出生产线 high-foaming extrusion line高速挤出生产流水线 high-speed tandemized extrusion line卧式挤出机 horizontal axis extruder卧式挤出机 horizontal extrusion press热挤出 hot extrusion热挤出用润滑剂 hot extrusion lubricant静液(压)挤出 hydrostatic extrusion模芯导向器(挤出机模子) guider tip注气体挤出机 gas-injection extruder泡沫挤出生产线 foam extrusion line泡沫绝缘挤出 foam insulation extrusion前端驱动挤出机 front-end drive extruder光纤松套管-紧包缓冲层挤出生产线 fiber-optic loose tube-tight buffer 出线区、挤出区 exit zone挤出机 extr.可挤出性、可挤压性 extrudability挤出物、挤制材料 extrudate挤出物温度 extrudate temperaturev挤出[压、包、制] extrude挤出[压、包、制]的 extruded挤出型绝缘电缆 extruded cable挤出型绝缘电缆 extruded dielectric cable挤出机、挤压机 extruder挤出机筒体 extruder barrel挤出机机筒内径 extruder bore直角挤出机头 extruder crosshead挤出(机)模具 extruder dies挤出(机)头 extruder head挤出机挤出量 extruder output挤出机螺杆 extruder screw挤出[制、包、压] extruding挤出机 extruding machine挤出[制、包、压] extrusion挤出模具 extrusion die挤出(机)模具 extrusion dies挤出涂漆法 extrusion enamelling process挤出发泡 extrusion foaming挤出发泡法 extrusion foaming method挤出(机)头 extrusion head挤出指数 extrusion index挤出生产线速度 extrusion line speed挤出压力 extrusion pressure挤出[压、包、制]方法 extrusion process挤出工艺 extrusion processing挤出性能 extrusion property挤出量、挤出速度[量] extrusion rate挤出(机)螺杆 extrusion screw挤出技术、挤出工艺 extrusion technology挤出温度 extrusion temperature挤出机模芯 extrusion tip挤出模具 extrusion tool挤出速度 extrusion velocity挤出轮 extrusion wheel有壳挤出 extrusion with shell无壳挤出 extrusion without shell(漆包线的)挤出涂漆法 emailex method(漆包线的)挤出涂漆法 emailex process双螺杆挤出机 double screw extruder双层挤出(机)头 double(extruder)head双层一次挤出(法) double-layer coating co-extrusion双层挤出(机)头 double-layer extrusion head双层挤出(机)头 dual (extruder) head双层挤出机 dual extruder非连续性挤出 discontinuous extrusion双层直角挤出机头 double layer crosshead挤出机机头口型 die lips挤出机机头口型间隙 die lips gap(控制)压力挤出法 controlled pressure extrusion粉末涂敷 powder coating室温固化 cold curing cold setting十八盘两段卧式绞线成缆机18- bobbin 2-cage horizontal wire stranding and laying-up machine2/2芯单段成缆机2/2- core single cage laying-up machinev成缆、布[配]线、敷设电缆[线] wire未成缆光纤 uncabled fiber绞线成缆联合机 stranding and laying-up machine单节距成缆机 single twist cabler单节距[单绞式]成缆机 single-twist cabling machine刚性成缆机 rigid cabling machine行星式成缆机 planetary cabler行星式成缆机 planetary cabling machine行星式成缆机 planetary laying-up machine行星式成缆机 planetary-type cabling machine光纤成缆技术 optical fiber laying-up technology成缆角 laying angle绞缆、成缆、线芯绞合、敷设 laying up盘式成缆机 laying up drum twister成缆工段 laying up section成缆 laying-up成缆和包带生产线 laying-up and taping line成缆角 laying-up angle成缆机、线芯绞合机 laying-up machine成缆操作、成缆工序 laying-up operation成缆用盘 laying-up reel重型电缆敷设装置、重型成缆设备 heavy cabling equipment双节距成缆机 double-twist cabling machine双绞式[双节距]成缆机double-twist flyer-type high-speed stranding machine双绞式[双节距]成缆机 double-twist strander/laying-up machine盘式成缆机 drum cabling machine盘绞式成缆机 drum twister laying-up machine盘绞式成缆机 drum twister type cabling machine盘绞式成缆机 drum twisting assembling machine盘绞式绞线机、盘绞式成缆机 drum twisting machine线芯绞合、绞缆、成缆 core stranding全套挤塑-成缆生产线 complete extrusion-cabling line成缆材料、包覆材料 cladding material成缆、绞缆 cable-laying成缆机 cable-laying-up machine成缆构件 cabled complement成缆光纤 cabled optical fiber成缆(后)包带 cabled tape成缆机、成缆机、电缆盘 cabler成缆、成缆、电线敷设、布线、电缆敷设 cabling成缆损耗 cabling absorption成缆工段 cabling department成缆设备、布线设备 cabling equipment成缆机 cabling machine成缆放装置 cabling pay-off成缆工艺 cabling processv电缆 cable弓式成缆机 bow cabling machine弓式成缆机 bow type stranding machine绞缆机、成缆机 assembling machineSZ绞成缆机 SZ cabling machineSZ绞合机、左右绞合机、 SZ成缆机 SZ strander电缆填充 cable filling绕包、缠绕、电缆填充物 wormings凡士林填充市话电缆 vaseline filled local cable电缆内壁填充剂[物] wall cable filler填料、填充、塞入 stuffing填料[填充]法 stuffing process浇注温度、填充温度 pouring temperature粉沫填充电缆 powder filled cable压力填充 pressure excited filling聚乙烯填充物 polyethylene filler聚丙烯填充绳 polypropylene filler yarn石油膏填充 petrojelly filling石蜡油填充聚乙烯绝缘电缆 petrolatum-filled polyethylene-insulated cable 石油膏填充物、石油膏填充器 petroleum jelly cable filler石油膏填充 petroleum jelly filling非导电填充物 non-conductive filler矿物填充交联聚乙烯 mineral filled crosslinked polyethylene填充物、填料 loading material膏状物填充松管光纤 loose tube optical fiber filled with jelly石油膏填充塑料电缆 jelly filled plastic cable石油膏填充设备 jelly-filling equipment麻填料、填充麻 jute filler内填充(料) inner filler内填充(护套)料[混合物] inner filling compound内填充护套 inner filling sheath无填充料 inorganic filler填充包套联合生产线 integrated filling and sheathing line填充四线组、间充四线组 interstitial quad高填充胶料 highly-extended compound润滑脂填充线芯 grease-filled core全[连续]填充电缆、纵向密封电缆 fully filled cable光缆填充机 fiber optic cable filling machine填充系数 fill factor填充系数、占体率 fill in ratio填充线芯导线 fill-core conductor填充系数、占体率 fill-in ratio填充电缆 filled cable填充用户电缆 filled service cable填充[封]物、填料、填芯 filler填充剂 filler compound非填充电缆、无填充电缆 fillerless cable填充、充填、填料 filling填充复合物、填料、填充剂、填充混合物、浇注料、浇注剂filling compound填充机 filling machine填充材料 filling material填充温度、浇注温度 filling temperature挤包内护层、内填充护套 extruded inner covering环氧填充密封端 epoxy filled sealing end连续[全]填充电缆、纵向密封电缆 continuously filled cable色标聚乙烯石油膏填充电话电缆 color coded polyethylene jelly filled cable 石油膏填充粘结护套联合设备combined petro-jelly filling and bonded sheath equipment填充率 compaction ratev装料、填充、充电、电荷 charge电缆填充剂 cable-filling compound电缆填充设备 cable-filling plant中心填充物 center filler中心填充物、填芯 centre filler电缆填充、电缆占用率、电缆填充率、电缆线对利用率 cable fill电缆填充 cable filling电缆填充装置 cable filling applicator电缆填充设备 cable filling equipment电缆填充机 cable filling machine电缆填充麻 cable filling yarn电缆填充用油膏、电缆填充油膏 cable jelly填充、填料、锁紧装置 blocking色标聚乙烯石油膏填充 CCP-JF(color code polyethylene-jelly filled)扁平编织线 flat braid编织 braiding浇铸〔流延〕 casting涂敷 coating包封 encapsulating耐磨性 Abrasion Resistance电缆放线车 wheel cable drum carriage放线车 wire barrow放线转台[转盘] wire pay-off turntable放线车 wire-barrow立式越端放线架 vertical flyer pay-off frame垂直升降式收、放线装置 vertical lift pay-off and take-up轨道滑动式放线装置 walk-through pay-off放线、解绕、退绕 unreeling退扭放线装置 untwisting pay-off system退绕[放线]装置 unwinding device移动式龙门收、放线架 travelling drum take-up and pay-off stand in port移动式龙门收、放线架 travelling drum take-up and pay-off stand in portal execution行走式放线装置 travelling pay-off行走式放线架 travelling pay-off stand双头立式放线架 twin headed swift放线(装置) take-off放线架[装置] take-off stand收放线(装置) take-up and pay-off张力控制放线装置 tension controlled pay-off供方、承制厂、放线装置、交货方、制造厂 supplier放线盘 supply bobbin放线牵引轮 supply capstan放线架 supply frame放线盘 supply reel放线架[装置] supply stand收放线装置 spooler-unspooler固定放线装置 stationary pay-off固定式放线架 stationary pay-off stand固定式收放线架 stationary take-up and pay-off stand成捆或成筒放线装置 stempack or drumpack pay-off system 圈式放线装置、捆式放线装置 stempack pay-off越端放线的刚性架绞线机 spin-off rigid-frame strander无轴式恒定张力放线装置 shaft type constant tension pay-off 无轴式恒定张力放线装置 shaftless constant tension pay-off 无轴式放线设备 shaftless pay-off equipment无轴式放线系统 shaftless pay-off system单头立式放线架 single headed swift单盘放线装置 single reel pay-off转盘式放线装置 ring flyer旋转放线装置 rotary pay-off锥形旋转放线架 rotating cone旋转放线装置 rotating pay-off放线装置 re-reeler门式放线架[装置] portal type pay-off门式放线架 portal-type pay-off stand放线(装置) pay off放线人工控制速度 pay off manual speed control放线装置 pay-ins放线储线器、放线储存器 pay-off accumulator组合放线装置 pay-off and bank收、放线装置 pay-off and take-up收、放线设备 pay-off and take-up equipment组合放线装置 pay-off bank放线盘 pay-off drum放线架、放线框 pay-off frame放线导轮架 pay-off guid sheave stand放线机 pay-off machine放线平衡器 pay-off neutralizer放线架 pay-off rack放线盘 pay-off reel放线速度 pay-off speed放线盘 pay-off spool放线架[装置] pay-off stand成圈铜杆放线架 pay-off stand for copper rods in coils放线架 pay-off swift放线装置 pay-off unit放线速度 pay-off velocity放线架 pay-off-rack放线角 pay-out angle放线架 pay-out stand放线装置 pay-out unit放线 payed off放线盘 paying out drum放线盘 paying out reel放线自动控制微调 payoff automatic-control triment放线盘架 payoff bobbin retainer放线张力 payoff tension越端放线(装置) over-end pay-off越端放线装置 over-end pay-off unit越端放线、轴向放线 over-flange pay-off越端放线拉线 over-head take-off drawing越端放线装置 overend dereeler越端[轴向]放线装置 overhead pay-off越端式放线架 overhead pay-off-rack越端牵引、越端放线 overhead-pull-off电动放线装置 motor-driven pay-off机动放线架 motor-driven wire pay-off swift主动放线装置、电动放线装置 motorised pay-off多盘放线装置 multi-bobbin pay-off无驱动放线 non-drive pay off移动式放线装置 mobile pay-off行走式放线架 mobile pay-off stand手动螺杆升降式放线装置 manual screw lift pay-off放线装置 let-off apparatus放线篮架 input core drum carrier放线盘、进线线盘、生产用线盘、机用线盘 input reel 重型无轴式放线装置 heavy duty shaftless pay-off越端放线装置 flyer dereeler浮转式放线装置 flyer pay-off越端放线装置 flyer re-reeler飞环[越端]式放线装置 flyoff hood arrangement。
CLOOS焊接技术

2020年 第12期热加工17C20'中国焊接产业论坛hina Welding Industry Forum体保护焊在镁合金的焊接中仍处于探索阶段,CMT 工艺中熔滴的精准送进与回抽特性正好解决了镁合金焊接的痛点,让镁合金的MIG 工艺焊接变得可控和稳定,因此镁合金的焊接将会得到越来越广泛的应用和普及。
图12 0.7mm 镁合金板(AZ31)对接焊缝图13 3mm 镁合金板(AZ31B )的搭接焊缝成形(4)CMT Braze+工艺 该工艺是一种可与激光钎焊相媲美的MIG CMT 高速钎焊。
白车身侧围落水槽的CMT Braze+钎焊(0.8mmCuSi3焊丝,纯氩气保护,焊接速度高达3m/min ,焊缝余高可控制在0.5mm 以下)如图14所示。
图14 白车身侧围落水槽的CMT Braze+钎焊4 结束语Fronius 伏能士TPS/i 智能焊接平台中除了上述的几种工艺外,还搭载了很多新的工艺和功能,如恒熔深功能(颠覆传统熔化极气体保护焊中的等速送丝为变速送丝)、弧长自适应功能、大数据管理功能、深熔工艺PMC PCS 、适合立向上焊的PMC MIX工艺,以及弧焊打标的Marking 工艺等。
以上焊接应用工艺,可满足客户大部分产品焊接需求。
202011151 品牌历史1919年,CLOOS 由工程师卡尔·克鲁斯先生在德国锡根市(Siegen )成立了以自己名字命名的焊接公司,主要生产乙炔气体发生器及自体焊枪。
1924年公司迁至德国海格尔(Haiger )。
1948年启用新生产线来生产焊条及焊接设备。
1956年实现创举性突破,工程师埃尔文·克鲁斯成功研发了CO 2气体保护焊技术。
1958年机器人焊接崭露头角,成CLOOS 焊接技术李玉龙卡尔克鲁斯机器人科技(南京)有限公司 江苏南京 211106摘要:在CLOOS 品牌下我们研发、生产并销售各种创新解决方案,100年来行销全球40多个国家。
不锈钢管的热处理及焊接工艺介绍

不锈钢管热处理不锈钢管热处理国外普遍采用带保护气体的无氧化连续热处理炉,进行生产过程中的中间热处理和最终的成品热处理,由于可以获得无氧化的光亮表面,从而取消了传统的酸洗工序。
这一热处理工艺的采用,既改善了不锈钢管的质量,又克服了酸洗对环境的污染。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。
这种炉型适用于大规格、大批量不锈钢管热处理,小时产量为1.0吨以上。
可使用的保护气体为高纯度氢气、分解氨及其它保护气体。
可以配备有对流冷却系统,以便较快地冷却钢管。
(2)网带式光亮热处理炉。
这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3)马弗式光亮热处理炉。
钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
不锈钢管的焊接技术1.不锈钢焊管工艺技术——氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。
其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。
70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。
一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。
氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。
多焊炬氩弧焊适用于奥氏体和铁素体不锈钢管的焊接。
2.不锈钢焊管工艺技术——高频焊高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是较新的技术。
其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具和机械结构领域。
工程机械智能化生产线的关键技术及应用

C20'中国焊接产业论坛hina WeldingIndustry Forum1 序言工程机械是进行现代基础建设的最主要工具,也是造就大国工程不可或缺的利器。
而在工程机械的制造过程中,焊接是一个最重要的技术手段,焊接的质量和效率也决定了工程机械的质量和产能,因此在工程机械制造过程中实现自动化焊接已经成为一种行业的共识。
工程机械不仅是一种复杂的钢结构,而且具有零部件的多样性和前期准备的精度较低等一些列不利于自动化焊接的先决条件。
因此,要在工程机械制造领域实现焊接自动化,通常会面临更多的挑战。
例如,各种工程机械中的杆、臂或梁等,这类产品的特点:焊接工作量大,结构复杂,对变形有严格要求。
榫头式标准节的主弦杆就是一个这样的产品。
主弦杆的主体部分由长度约6000mm、边长约200mm、壁厚约20mm重型角钢拼方后焊接而成,此外在上述拼焊而成的空心方钢结构上还焊接有踏步、节点板等重要附件。
榫头式标准节主弦杆是承重部件,对焊缝强度要求高,同时由于榫头式标准节是需要4根主弦杆装配而成,因此要严格控制焊接变形。
榫头式标准节的主弦杆传统生产方式是全部人工组装之后采用埋弧焊和焊条电弧焊完成焊接。
这种生产方式的主要问题是生产效率低,且焊接变形大,整个生产线需要较大的面积和较多人员。
生产过程中的不可控因素多,产品质量难以保证。
因此,在工程机械制造领域实现自动化和数字化的焊接生产线成为产业提升的关键技术。
2 高效电弧焊接技术无论是数字化焊接还是智能化焊接,焊接方法都是首要的问题,因为无论是焊接效率还是焊接质量都是由所采用的焊接方法和具体的工艺技术所决定的。
焊接工作量大是工程机械焊接中的一个共同特点,因此在保证焊接质量的前提下,如何提高焊接效率就成为首要的问题。
选择高效焊接方法还必须考虑到如何适合于机器人焊接系统。
综合以上问题,双丝熔化极气体保护焊就成为最佳选择。
目前,在生产中使用较广泛的是Ta n d e m双丝气体保护焊[1,2],焊接设备如图1所示。
焊接技术发展前景

双丝单面MAG焊 单丝单面MAG焊 CO 2 横对接自动焊 气电垂直自动焊 非熔化极惰性气体保护焊(TIG) 氩弧焊 熔化极惰性气体保护焊(MIG)
第二讲
焊接技术概述
2.1 电弧焊工艺的几个概念
焊条电弧焊:用手工操纵焊条进行焊接的电弧焊方 法,称为手工焊条电弧焊,简称手弧焊。 埋弧焊:电弧在焊剂层下燃烧,利用电气和机械装 置控制送丝和移动电弧的焊接方法,称为埋弧焊。 气体保护焊:是用外加气体作为电弧介质,并保护 电弧、金属熔滴、焊接熔池和焊接区高温金属的电 弧焊方法。在生产中常用的外加气体有氩气、氦气、 二氧化碳气、氩加二氧化碳和氧的混合气体,氩和 二氧化碳的混合气体等,分为熔化极和非熔化极两 种。
的统称。
3.2 系统组成
气阀(Ar或Ar80%+CO220%)
焊接电源
保 护 气 体
控制面板 送丝机构
焊枪
MIG/MAG气体保护熔化极电弧焊系统
远程控制器
4.1
工作原理
CO2焊工艺及设备
CO2电弧焊是利用CO2作为保护气体的气体保护焊。
当焊丝与工件短路引燃电弧后,电弧及其周围区域得 到CO2气体的保护,避免熔滴和熔池金属被空气氧化 和氮化。同时,在电弧高温下,CO2气体发生分解, 其分解反应是吸热反应,对电弧产生强烈的冷却作用, 引起弧柱收缩,使电弧热量集中,焊丝熔化率高,熔 深大,焊接速度快。
1.2 焊接方法的分类及应用
1.2.1 总体分类
熔焊是目前应用最广泛的焊接方法。最常用的有手工电 弧焊,埋弧焊,CO2气体保护焊及手工钨极氩弧焊弧焊 等。 下行焊 焊条
高效焊 重力焊
高 效 焊 接 工 艺 方 法
埋弧 自动焊
焊接参数应用及设置

熔化极气体保护电弧焊工艺参数
导电嘴 喷嘴位置
焊丝 喷嘴 干伸长
焊接方向
焊接参数应用及设置
熔化极气体保护电弧焊工艺参数
焊接参数应用及设置
GMAW Parameters 熔化极气体保护电弧焊工艺参数
Travel Angle 焊枪运行角
10~25° 前方向
前倾角焊接(推) 特点是熔深浅、焊道宽
焊接参数应用及设置
Lead wire
Trail wire
领弧和从弧都采用脉冲
焊接参数应用及设置
上海林肯电气自动化
机器人焊接效果决定因素
1. 焊接程序 2. 焊接模式及参数的选用 3. 母材工件的准备 4. 保护气体等等
焊接参数应用及设置
Weld System Setup
Press MENUS Select SETUP Press F1, [TYPE] Select Weld System
焊接参数应用及设置
熔化极气体保护电弧焊工艺参数
Welding Current 焊接电流 Welding Current: Suitable current for wire. Excessive current cause welding pool boiling and form bad beam. Insufficient current cause the bad focus arc, hard initiation ,big spatter, small penetration and bad beam performance. 焊接电流:必须在焊丝许用电流范围之内。电流过大将引起溶池 翻腾和焊缝成形恶化。电流过小能量集中性变差,引弧困难,飞 溅变大,溶深浅,焊缝成形不好。
MIGMAG焊工艺及设备讲解
M I G/M A G焊工艺及设备什么是熔化极气体保护焊?它有哪些类型?使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。
根据焊丝材料和保护气体的不同,可将其分为以下几种方法,如图3-1所示。
按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。
用实芯焊丝的隋性气体(Ar或He)保护电弧焊法称为熔化极隋性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊(Metal Active Gas Arc Welding)。
用实芯焊丝的CO2气体保护电弧焊(包括用纯CO2或CO2+O2混合气体)简称CO2焊。
用药芯焊丝时,可以用CO2或CO2+Ar混合气体作为保护气体的电弧焊称为药芯焊丝气体保护焊。
还可以不加保护气体,这种方法称为自保护电弧焊。
如何选用熔化极气体保护焊的保护气体?保护气体的选择主要根据保护气体的作用来决定。
主要考虑它的冶金特点、熔滴过渡和焊缝成形等特点。
可以采用单一气体,还可以采用二元或多元气体。
显然采用单一气体比较简单,如:Ar、He或CO2气。
对于铝、镁和钛及其合金等活泼金属,只能选择惰性气体如Ar或He。
对于黑色金属,常常采用价廉的活性气体CO2气。
但是,上述选择仅仅满足了冶金要求,而考虑到熔滴过渡特点或焊缝成形的要求,往往采用多元气体,如Ar+He二元气体,可以比纯Ar保护提高热输入,能用于焊厚板。
Ar+CO2或Ar+O2二元气体,能改善钢液的流动性,可以改善焊缝成形和熔滴过渡。
为进一步改善焊接工艺性,焊钢时还采用三元或四元气体,如Ar+CO2+O2三元气体,又如采用Ar+He+CO2+O2四元气体可以作为高熔敷率保护气体(即TIME气体)。
根据不同的母材和板厚,保护气体往往有多种选择,请详见表1-11、表1-12和表1-13。
附:表1-12 短路过渡时保护气体的选择附:表1-13 熔化极气体保护焊的保护气体分类表MIG/MAG焊各种金属时,应如何选择保护气体?根据保护气体的氧化性强弱和基体金属的冶金性能,来选择合适的保护气体,如表3-1所示(参考表1-13)。
先进的TANDEM高速高效MIG

先进的TANDEM焊接技术珠海市金宝热融焊接技术有限公司魏占静工学硕士高级工程师关键词:MIG MAG 双丝焊 TANDEM为了提高我国工业企业的焊接生产效率和焊接技术水平,珠海市金宝热融焊接技术有限公司从世界著名的德国克鲁斯(CLOOS)公司引进了TANDEM高速高效焊接技术,并在国内大力推广应用。
使用克鲁斯TANDEM工艺焊接2-3mm薄板时,焊接速度可达6m/min,焊接8mm以上厚板时,熔敷效率可达24kg/h,在焊接要求控制线能量的低合金高强钢等材料时是替代埋弧焊的最佳工艺。
该工艺可以焊接碳钢、低合金钢、不锈钢、铝等各种金属材料,是一种高速高效、应用广泛的先进焊接技术。
由于具有很高的焊接速度,所以这种焊接只能在机器人和自动焊接上可以实现。
一、TANDEM焊接系统原理:克鲁斯公司在70年代初采用双丝MIG焊接工艺,见图1,可以看出两种焊接工艺的基本不同。
在90年代,克鲁斯公司开发Tandem焊接工艺,并且已经在过去的10年里提供给用户超过1000套Tandem焊接系统。
图1:Tandem焊接工艺原理Tandem焊接采用两个独立的喷嘴和两个独立的电源,每个电弧有自己独立的焊接参数。
而双丝焊接工艺是两个焊丝都是采用同样的焊接参数。
由于焊接电源技术新的发展及很好的焊接效果,在90年代Tandem焊接工艺取代了双丝焊接系统。
对于Tandem焊接而言,重要的是两根焊丝都可使用脉冲电弧,这就给用户提供了足够的条件来使用不同的脉冲频率焊接,见图2。
图2 Tandem焊接的脉冲波形的几种不同组合类型:A)同频率同相位的(适合焊接钢)B)同频率相位差180度(适合焊接铝)C)不同频率相位任意(适合焊接钢)二、TANDEM双丝焊的工艺特点:1、高性能焊机,100%暂载率时的焊接电流1000A,脉冲电流1500A;2、数字化双脉冲电源,6英寸LCD显示,可编程,连接PC机、打印机;3、每根焊丝的规范参数可单独设定,质材、直径可不同;4、每根焊丝的送丝速度可达30m/min;5、大大提高熔敷效率和焊接速度;6、在熔敷效率增加时,保持较低的热输入;7、电弧稳定,熔滴过渡受控;8、焊接变形小;9、飞溅小;10、焊接数据监控和管理,错误代码显示; 11、使用标准气体,耗气量少; 12、使用范围广,生产率高。
6.4.3 高效熔化极气保焊技术(含双丝、TIME、STT、CMT、窄间隙等)
6.4.3 高效熔化极气保焊技术(含双丝、TIME、STT、CMT、窄间隙等)6.4.3.1冷金属过渡焊(简称CMT)冷金属过渡(cold metal transfer)焊简称CMT法,是奥地利的FRONIUS公司推出的一种新的焊接方法,可适用于薄板铝合金和薄镀锌板的焊接,还可以实现镀锌板和铝合金板之间异种金属的连接。
1.冷金属过渡焊工作原理CMT冷金属过渡技术是在短路过渡基础上开发的,普通的短路过渡过程是:焊丝熔化形成熔滴一熔滴同熔池短路一短路桥爆断,短路时伴有大的电流(大的热输入量)和飞溅。
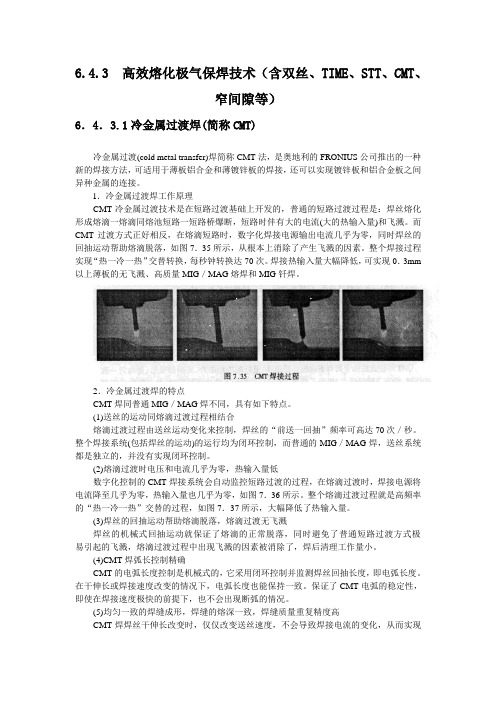
而CMT过渡方式正好相反,在熔滴短路时,数字化焊接电源输出电流几乎为零,同时焊丝的回抽运动帮助熔滴脱落,如图7.35所示,从根本上消除了产生飞溅的因素。
整个焊接过程实现“热一冷一热”交替转换,每秒钟转换达70次。
焊接热输入量大幅降低,可实现0.3mm 以上薄板的无飞溅、高质量MIG/MAG熔焊和MIG钎焊。
2.冷金属过渡焊的特点CMT焊同普通MIG/MAG焊不同,具有如下特点。
(1)送丝的运动同熔滴过渡过程相结合熔滴过渡过程由送丝运动变化来控制,焊丝的“前送一回抽”频率可高达70次/秒。
整个焊接系统(包括焊丝的运动)的运行均为闭环控制,而普通的MIG/MAG焊,送丝系统都是独立的,并没有实现闭环控制。
(2)熔滴过渡时电压和电流几乎为零,热输入量低数字化控制的CMT焊接系统会自动监控短路过渡的过程,在熔滴过渡时,焊接电源将电流降至几乎为零,热输入量也几乎为零,如图7.36所示。
整个熔滴过渡过程就是高频率的“热一冷一热”交替的过程,如图7.37所示,大幅降低了热输入量。
(3)焊丝的回抽运动帮助熔滴脱落,熔滴过渡无飞溅焊丝的机械式回抽运动就保证了熔滴的正常脱落,同时避免了普通短路过渡方式极易引起的飞溅,熔滴过渡过程中出现飞溅的因素被消除了,焊后清理工作量小。
(4)CMT焊弧长控制精确CMT的电弧长度控制是机械式的,它采用闭环控制并监测焊丝回抽长度,即电弧长度。
不锈钢焊管复合电弧焊接工艺规范》征求意见稿1

ICS 01.040.45S 30不锈钢焊管复合电弧焊接工艺规范Tandem arc welding specification of stainless steel welded pipes(征求意见稿)20xx - xx - XX 发布 山东省特种设备协会团体 标 准20xx - xx - XX 实施目次 (I)引言 (II)前言.............................................................................. I II 1范围. (1)2规范性引用文件 (1)3术语和定义 (2)4焊前准备 (3)4施焊过程中的问题及调节方法 (4)5焊接安全要求 (6)T/SASE 006-2022《不锈钢焊管复合电弧焊接工艺规范》旨在加强和规范相关单位不锈钢焊管复合电弧高速焊接工艺应用,实现对不锈钢焊管高效生产过程有效控制,拟由4部分组成:第1部分:列置双TlG电弧高速焊接工艺原理主要介绍列置双TIG电弧高速焊接工艺原理,包括前后两电弧的分工、抑制高速焊接过程咬边、驼峰焊道等机制。
第2部分:列置双TlG电弧高速焊接工艺控制因素主要对于不锈钢焊管列置直流双TIG电弧、脉冲协调匹配双TIG电弧以及TIG电弧辅助MIG电弧高速焊接工艺参数、复合电弧状态、前后独立电弧极相对位姿和形态、焊缝成形等生产工艺参数和焊接工艺条件的设置和要求,以满足不同规格、不同材质的不锈钢焊管高速低能耗焊接生产的要求。
这部分内容是不锈钢焊管高效焊接生产的控制性要素,也是本立项标准的核心内容。
第3部分:焊接质量检测主要对不锈钢焊管的生产质量如钢管内外表面焊缝成形等外观质量以及硬度、膨胀性能等力学性能等检测方法及指标要求作出规定。
第4部分:焊接安全要求主要是对焊接生产过程中人员、设备的安全防护要求。
—1—刖百本文件按照GB/T 1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
双丝高速焊

双丝熔化极气体保护焊韩国明(天津大学材料科学与工程学院 300072)前言高效化是当前焊接技术的发展方向。
要实现高效化焊接,措施之一就是提高焊接速度,由于提高焊接速度易产生未焊透、焊道不连续、咬边等缺陷,因而通常熔化极气体保护焊的焊速只为0.3-0.5m/min;措施之二是提高焊丝熔敷率,在一般MIG/MAG焊时,往往在提高焊丝熔敷率的同时也意味着热输入的增加,从而引起焊接变形等问题。
实际应用证明,采用双丝熔化极气体保护焊可提高生产效率和焊接质量,减少焊接变形,节约焊接材料,改善劳动条件,因而双丝熔化极气体保护焊得到了发展及应用。
1 双丝MAG焊(MAX法)双丝MAG焊是利用熔池过热多余的热量来熔化填充焊丝增加熔敷率并用大电流提高焊接速度。
其基本原理如图1 所示。
在双丝MAG焊时,前面的焊丝产生电弧,称之熔化极焊丝;后面的焊丝为填充焊丝,它直接插入熔池。
前丝的导电嘴与后丝的导丝嘴平行并且相邻地配置在一个喷嘴内。
填充焊丝插入由熔化极焊丝的电弧所形成的熔池中,以熔池多余的热量来融化填充焊丝。
在大焊接电流和焊接速度的条件下,由于填充焊丝吸收了熔池的热量,使母材热影响区变窄,减少了变形,改善了焊缝成形。
在焊接过程中,焊接电流一小部分流经填充焊丝到地线端而形成回路,使得通过熔化极焊丝和填充焊丝的电流方向相反,熔滴在反向电流产生的排斥力作用下向前倾斜,电弧被推向前方。
填充焊丝即使与熔化极焊丝相邻,也不会产生飞溅,且能使填充焊丝顺利送入到熔池中。
此种方法已成功用于铝及铝合金的焊接。
它不但可实现高速焊接,并且在大电流下也不产生起皱现象,而且还可实现薄板的稳定可靠高速焊接。
该方法具有以下特点:(1)熔敷率高由于利用熔池多余热量来熔化填充焊丝,在电源输出功率不变的情况下,大大提高了焊丝熔敷效率。
例如采用直径ф2.4mm的熔化极焊丝和直径ф1.6mm填充焊丝,焊丝熔化量高出单丝MIG焊一倍以上。
由于填充焊丝送丝量可根据焊接电流大小独立控制,从而可依据不同接头形式和坡口形状选择不同的填充焊丝送丝量。
阀门英语

Gate valve 闸阀Globe valve截止阀Check valve止回阀Ball valve球阀Butterfly valve蝶阀材料代号:(不锈钢)CF8=304 CF8M=316 CF3=304L CF3M=316L Handwheel手轮Braided graphite 编织石墨Stem nut阀杆螺母Flexible graphite柔性石墨Back seat上密封座Thrust washer止推垫圈,止推环Incoterm=international chamber of commerce terms国际商会国际贸易术语解释通则Gasket垫片Bonnet阀盖Bonnet bolt阀盖螺柱Bonnet nut阀盖螺母Stem阀杆Disc阀瓣Body阀体Gland压盖Duplex steel双炼钢,二联钢Potable(可,适于)饮用的n.饮料Full bore 通径Reduce bore缩径粗糙度roughness圆度roundnessCopper-bearing含铜的Blast-cleaning喷砂(丸)清理Anneal退火Normalizing正火Quenching淬火Temper回火Slag熔渣Pitting corrosion孔蚀Solution treatment固溶处理Lever扳手挡圈snap ringStopper定位块packing gland填料压盖flow rate流速、流率yoke支架活节螺栓eye bolts活节螺栓销eye bolt pin注油嘴grease fitting铝青铜Aluminium bronze球墨(可锻)铸铁ductile ironTrouble shooting探伤、故障探寻(检修),探伤是事先不知道有没有缺陷,是找的过程。
Pipe spool短管Duty plate机器铭牌,性能标志板SWL=safe working load安全工作负荷Stamping 冲压Surface finish 表面加工,表面抛光Surface preparation表面处理Hot dip tinning热浸镀锡法Hot dip galvanise热浸镀锌法Wet film thickness gauge 湿膜厚度计(测厚仪)Adhesion 粘度Base plate 底座,机座,底盘Flame cleaning 火焰除锈法,火焰除漆法Loose scale疏松鳞锈(氧化皮)Steam cleaning蒸汽清洁法Chipping 碎屑,破片Manual cleaning 手工清洗Mill scale 轧屑,铁鳞,氧化皮{俗}里皮Detergent清洁剂,去垢剂Metallic shine金属光泽Vacuum cleaner真空吸尘器Greasy spot腻斑Chrome moly铬钼合金Inconel 铬镍铁(耐热、耐蚀)合金Weathering 侵蚀、风化Code stamping 代号图章Push button按钮Insulation绝缘Thinner稀释剂Dew point [气、物]露点Stripe 斑纹、条纹Pickling 浸酸、酸洗、浸蚀Run焊道Crevice (墙壁、岩石等的)裂缝Perpendicular 垂直的,正交的,垂线Detrimental 有害的Ambient 周围的,周围环境Appendage 附加物,附属肢体Interstice 空隙,裂缝Handrail 栏杆,扶手Fire fighting apparatus 消防设备Line slope 行斜率,行倾斜First aid (对伤患者的)急救Rigging 索具、绳索、传动装置、装备Davit 吊艇柱,吊柱Lifting beam(安装机座用的)起重横梁、起重天平Portal crane 门座起重机Caustic 腐蚀性的Ammonia 氨,氨水Emergency vent 安全排气口Instrument air仪表气源Plant air 工厂用压缩空气Crate 板条箱、柳条箱Abnormal load不规则荷载Axle load 轴载重、轴负载Civil work土建工程Closing date 截止期Employed capital所用资本Liquid penetrant examination 液体渗透探伤(检查)Eddy current 涡流,涡电流Eddy currency thickness meter电涡流厚度计Magnetic particles 磁性粒子Radiographic test放射性探伤Radiographic testing machine放射性探伤仪Ultrasonic test超声探伤Ultrasonic tester超声探伤器、超声检验器Leak test泄漏测试Leak tester捡漏器Wafer type对夹式Raised face凸面Teflon 特氟隆、聚四氟乙烯Reinforced teflon增强型聚四氟乙烯Solid wedge disc实心楔形闸板Protection against corrosion 防腐蚀Spiral wound gasket 缠绕式垫片Self-aligning gland 自定位压盖Bevel斜面、斜角;圆锥的,倾斜的;伞齿轮Globe stop check valve截止止回阀Scoring划痕、擦伤、划伤Galling磨损、擦伤Resist galling耐磨Packing chamber 填料室Low porosity 低疏松Permeability渗透性;磁导率Belleville spring 碟形[贝氏]弹簧Burnish抛光、压光、烧蓝、光泽Buckle鼠尾(铸造缺陷);扣、卡子、箍,螺丝扣;拉杆Groove坡口Resiliency跳回;弹性Methane甲烷Diametrical clearance径向间隙Blowout鼓风,漏气,断裂,吹风,喷出,爆裂Precompress预压Torque扭矩,转矩Alkylation烷化,烃化Parallel slide gate valve平行式闸阀Socket weld承插焊Bellows seal波纹管密封Leak-off泄漏Port口、孔;口径、通路Header头部、顶盖、集流管(排),总管High solid epoxy 高固环氧涂层Extended body加长阀体Torsional扭力的,扭转的Torsional strength扭转强度Torsional stress扭转应力Butt weld 对接焊Inclined piston check valve斜板活塞止回阀Self-draining自动排污Waterway水路、排水沟Electric actuation 电动装置Cobat钴(Co)Hermetical seal气密封,(真空)密封Toxicity毒性Hastelloy哈司特镍合金,镍基合金Circulating fluid bed(CFB)循环流化床Incineration烧成灰,焚化Tandem串联的,前后串联的,直通连接Blow-down排污管Tilting disc倾斜式阀瓣Y pattern pistion check valve Y型活塞式止回阀Yoke bushing 阀杆螺母,(阀盖)支架螺母套Seat ring 阀座圈,密封圈Finite element analysis 有限元分析Fabricated valve装配式/组合式阀门Vice versa 反之亦然Grounding ball 基座球体Mud box污泥箱Sight glass视镜,观察孔Single acting 单作用的;单动的;单动式Gland follower 填料盖;密封压盖随动件SG iron spheroidal graphite cast iron 球墨铸铁DIN deutsche industrie-norm (德)西德工业标准Expansion joint 伸缩接头BB bolted bonnet 螺栓连接阀盖OS &Y Outside screw & Yoke 明杆带支架Manifold valve 汇流阀Housing 阀体Union type bonnet 活接头阀盖Sewage 污水,下水道(系统)Position indicator 位置指示器Ditto 同上NPT national standard pipe taper thread 美国标准锥管螺纹QA quality assurance 质量保证QC quality control 质量控制Steam condensate 冷凝蒸汽Freight collect 到付Charpy impact test 夏比冲击试验(摆锤冲击试验)PSI product support instruction 产品供应说明书Stuffing box 填料箱Flat face flange 平面法兰Tensile test 拉伸试验Prime paint 底漆Fig. No。
FANUC机器人培训资料

.025-1/16 in (0.6-1.6mm) 药芯焊丝范围: .035-.120 in. (0.9-3.0mm)
.035-5/64 in (0.9-2.0mm)
Lincoln Robotics Power Sources and Feeder
Torch and Clean Station 焊枪及清枪装置
Tregaskiss Air Cooler Robotics Torch for iB Robot 特雷克斯空冷iB机器人焊枪
Torch and Clean Station 焊枪及清枪装置
Tregaskiss Air Cooler Robotics Torch for iC Robot 特雷克斯空冷iC机器人焊枪
Through Arm Tough Gun 500A (泰霸)
焊丝: 碳钢/不锈钢,实芯/药芯, 0.8-1.6mm
电流: 500A/100%/CO2, 350A/100%/Ar混合气
焊枪角度:22º,45º, 180º
Torch and Clean Station 焊枪及清枪装置
Tregaskiss Robotics Torch Clean Station 特雷克斯机器人清枪站
Arc Mate 100iB/6S M-6iB/6S
标准轴数: 手臂负载: 操作半径: 重复精度: 0.08mm
6轴 6kg 951mm ±
Old Series iB / M Robot 原iB / M系列机械手
Arc Mate 100iB M-6 iB
标准轴数: 手臂负载: 操作半径: 重复精度:
高效焊接熔池PPT课件

• d3 = mm
d2
• Shielding gas
• Welding direction
d3
Contact Tip
d1
Workpiece
第18页/共43页
Heat Input (Base Metal Current) Control
第19页/共43页
焊接速度达1.27m/min , 焊缝成形良好,没有成形缺陷
短路过渡GMAW电压电流波形(I=50A V=1.5m/min)
Nd:YAG激光+GMAW电弧复合热源短路过渡电压电流波形 (I=50A, Q=1200W, V=2.0m/min)
激光+电弧复合热源焊接过程中,激光能量的加 入可以使熔滴过渡过程稳定,并能加快其过渡频率。
第28页/共43页
复合热源焊接可以改善表面成形
第41页/共43页
谢谢大家!
第42页/共43页
感谢您的观看!
第43页/共43页
f1(z)
re H
z H ze
r0 z
re ri lnz lnze lnzi
ri
lnze re lnzi lnze lnzi
f0 (z) r0 (z)
第9页/共43页
基于QPAW计算出的焊缝横断面与实验结果
(9.6mm厚不锈钢板,U=31.2V,I=240A,v0=
2mm/s)
第21页/共43页
DE-GMAW
MIG
DE-GMAW
MIG
第22页/共43页
DE-GMAW
MIG
第23页/共43页
DE-GMAW
MIG
DE-GMAW焊接接头变形的有限元分析结果
第24页/共43页
火焰矫正

钢结构焊接变形的火焰矫正施工方法2007-03-29 23:08摘要:根据多年经验,结合国内同行相关资料,阐述钢结构变形的主要种类,介绍焊接变形的火焰矫正施工方法。
关键词:火焰矫正焊接变形施工方法目前,钢结构已在厂房建筑中得到广泛的应用。
而钢结构厂房的主要构件是焊接H型钢柱、梁、撑。
这些构件在制作过程中都存在焊接变形问题,如果焊接变形不予以矫正,则不仅影响结构整体安装,还会降低工程的安全可靠性。
焊接钢结构产生的变形超过技术设计允许变形范围,应设法进行矫正,使其达到符合产品质量要求。
实践证明,多数变形的构件是可以矫正的。
矫正的方法都是设法造成新的变形来达到抵消已经发生的变形。
在生产过程中普遍应用的矫正方法,主要有机械矫正、火焰矫正和综合矫正。
但火焰矫正是一门较难操作的工作,方法掌握、温度控制不当还会造成构件新的更大变形。
因此,火焰矫正要有丰富的实践经验。
本文对钢结构焊接变形的种类、矫正方法作了一个粗略的分析。
1 钢结构焊接变形的种类与火焰矫正钢结构的主要构件是焊接H型钢柱、梁、撑。
焊接变形经常采用以下三种火焰矫正方法:(1)线状加热法;(2)点状加热法;(3)三角形加热法。
下面介绍解决不同部位的施工方法。
以下为火焰矫正时的加热温度(材质为低碳钢)低温矫正500度~600度冷却方式:水中温矫正600度~700度冷却方式:空气和水高温矫正700度~800度冷却方式:空气注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。
16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。
1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。
在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。
线状加热时要注意:(1)不应在同一位置反复加热;(2)加热过程中不要进行浇水。
这两点是火焰矫正一般原则。
1.2柱、梁、撑的上拱与下挠及弯曲一、在翼缘板上,对着纵长焊缝,由中间向两端作线状加热,即可矫正弯曲变形。
CMT技术

RCU 5000i remote-control unit
Remote-control unit with full-text display, weld-data monitoring with Q-Master function, easy-to-follow user guidance, systematic menu structure, user administration features.
UTILISATION
CMT sets brand-new standards in welding technology.
This process is ideal for e.g. the automobile and allied vendor industries, the aerospace sector and for structural and portal work. Essentially, all automated or robot-assisted tasks are suitable. All customary base and filler metals can be used.
可以实现碳钢与铝板的异种连接 良好的搭桥能力,低简隙装配要求,可以实现不同厚度材料的焊接。
具有更快的焊接速度。1 mm铝板对接可达到250 cm/min,CMT钎 焊电镀锌板可达到150 cm/min
Dr. Lin Sanbao, /~arc , / 15
Dr. Lin Sanbao, /~arc , / 10
CMT设备
The wire buffer decouples the front and rear wire-drives from one another and ensures smooth wire travel.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Publication E10.60 2/05 High Deposition WeldingWith T andem MIG configurations having a total welding amperagecapacity of 1300 amps, the process is capable of producing quality weldsat deposition rates in excess of 35 lbs/hr. The high deposition rate hasproven valuable to many companies producing large equipmentcomponents. Installations have spanned industries fabricating earthmoving equipment, heavy haulers, railroad and off-shore platforms. Theprocess is capable of producing high deposition rates at lower heatinputs than that of conventional single wire processes. The lower heatinput means less post-weld work straightening and realigning parts dueto distortion.Typical applications• Automotive components• Wheels, large and small• Cylinders• T anks• Gussets and stiffeners• Many thin gauge lap and fillet weldsTypical applications• Heavy equipment• ASME tanks• Structural• Railroad industry• Pipe and tubular componentsTandem MIG Process[2]ADVANTAGE LINCOLNApplications over 180 ipm travel speed Excellent gap filling capabilitiesFANUC Robot Teach PendantWelding Set-up ScreenSYSTEM 1 Robotic ApplicationsThe T andem System 1 is configured for robotic use with a Fanuc R-J3robot and controller with common ArcLink® digital communication. The seamless digital communication architecture provides fast precisecommunication of critical motion and welding commands for positive arc striking, through the arc seam tracking and touch sensing functions. The system is configured to perform common welding tasks as both a tandem and a single wire process.• T ouch sensing to locate welding joint.• Through The Arc Seam Tracking (TAST) T andem MIG welding. • Single electrode welding.• Switching from T andem MIG to single wire and back on the fly without breaking the arc.• Bi-directional welding when using like diameter electrodes (Switches welding mode and parameters from lead wire to trail wire, and vice versa).• On the fly output mode switching (Pulse modes and CV).Welding parameters and welding commands are conveniently displayed on the Fanuc I-pendant. Easy to learn menu-driven display screens provide operators the comfort of programming ease.T andem MIG Robotic Systems can be configured either with T andem MIG Power Wave 455M Robotic high-speed inverters rated at 450 amps,100% duty cycle each, or T andem MIG Power Wave 655 Robotic high-speed inverters rated at 650 amps, 100% duty cycle each.The Lincoln T andem MIG welding systems can be configured for most popular robot manufacturers.K1795-25 or K1785-25ControllerS22683-XXX orT andem MIG Process[4]SYSTEM 2 Advanced Hard AutomationThe T andem MIG Hard Automation System is configured for use in automated weld stations that require precise and managed procedure control. The system features a user-friendly interface with touch screen advanced programming control. The seamless integration using DeviceNet communication between controller and power sourcesprovides fast accurate execution of parameter commands. The controller features an Allen Bradley PLC and touch screen for reliable service in the most demanding environments.The T andem MIG weld controller is configured with isolated I/O to be compatible with other control devices for common commands such as:weld start/stop, system fault and emergency stopping.The system can be configured with either T andem MIG Power Wave 455M Robotic high speed inverters rated at 450 amps, 100% duty cycle each, or the T andem MIG Power Wave 655 Robotic high speed inverter power sources rated at 650 amps, 100% duty cycle each.*Depending upon torch selectionTandem MIG ControllerS22683-XXX or G3494-XAAD1038-3K1780-2K1795-25 or K1785-25K2262-1-TM or K1519-1-TMT andem MIG Process[5]TANDEM MIG POWER WAVE 455M ROBOTICThe T andem MIG Power Wave 455M Robotic is a high performance digitally controlled power source,which is capable of executing the precise outputs required for T andem MIG operation. The Power Wave is programmed with proprietary T andem MIG software consisting of unique waveforms and power source response characteristics. Outputs are programmed for the range of the machine rating of 450amps, 100% duty cycle.For additional information, request product literature number E10.90.TANDEM MIG POWER WAVE 655 ROBOTICThe T andem MIG Power Wave 655 Robotic is a high output capacity, high performance, digitally controlled inverter power source capable of complex, high-speed waveform control. The higher amperage of the Power Wave 655 Robotic provides the opportunity for higher amperage procedures with the T andem MIG process. The power source executes the proprietary T andem MIG software up to the machine rated output of 650 amps. The higher welding capacity of 650 amperage rating per machine places the Lincoln T andem MIG process deposition capabilities well above conventional dual wire GMAW processes.For additional information, request product literature number E10.95.POWER FEED 10 ROBOTIC WIRE FEEDERThe Power Feed 10 Robotic Wire Feeder is used in all T andem MIG configurations. This highperformance, digitally controlled wire feeder is specifically designed to mount on a robot arm or be mounted in a hard automation cell. The unique four drive roll design provides reliable positive feeding for common T andem MIG wire diameters .035-5/64 inches. Wire feed ranges are 50-800 ipm with standard gearing and 75-1200 ipm with the high speed option.For additional information, request product literature number E9.160.Feeder weight 22.4 lbsT andem MIG Process[6]T andem MIG 800 Amp Welding T orchThe Lincoln T andem MIG 800 Amp Welding T orch is designed for medium duty robotic and hard automation applications. The streamline configuration and extended gooseneck profile is ideal for robotic applications that require reaching into tight locations. The torch features awater-cooled nozzle for minimizing spatter build-up and extended tip life. T o ensure maximum up time, the torch is constructed with an air blast cleaning feature with a separate air line and internal air orifices in the nozzle retainer to remove spatter.T orch Specifications :Duty Cycle: 800 amps 60% duty, mixed gas700 amps 100% duty, mixed gasMax. current per electrode: 450 ampsCooling requirements: one water circulating source providing a min. of .45 gpm, at 40 psi Weight: 7.5 lbs. (with cables elevated 1 ft., 4 ft. from torch mounting bracket)Available Lengths: 4 ft., 6 ft., 8 ft., 10 ft., 12 ft.Compatible T orch Reamer with external sprayer: M18426-1Ordering Information:Welding torch with torch mounting bracket and diffusers (less contact tips and liners)T orch with 4 ft. cables S22693-124T orch with 6 ft. cables S22693-123T orch with 8 ft. cables S22693-122T orch with 10 ft. cables S22693-121T orch with 12 ft. cables S22693-133For additional information, request Tandem MIG 800 amp torch literature number E10.60.1T andem MIG 900 Amp Welding T orchThe Lincoln T andem MIG 900 Amp Welding T orch is designed for high amperage welding applications. The water-cooled torch provides continuous duty welding at 900 amps with mixed gases. Three water coolers are used to maintain cool operation under extreme welding conditions. Each electrode power cable is water cooled to provide extended life of current carrying cables. A third cooler is used to provide coolant directly to the nozzle, further extending contact tip life and minimizing nozzle maintenance. Rigid machined aluminum case and molded internal body components provide consistent contact tip alignment and dimensional stability.T orch Specifications :Duty Cycle: 900 amps 100% duty, mixed gas1200 amps 60% duty, mixed gasMax. current per electrode: 650 ampsCooling requirements: Three separate water circulating sources each providing a min. of .45 gpm, at 40 psi each Weight: 9.8 lbs. (with cables elevated 1 ft., 4 ft. from torch mounting bracket)Available Lengths: 4 ft., 6 ft., 8 ft., 10 ft., 12 ft.Compatible T orch Reamer with external sprayer: M18426-1Ordering Information:Welding torch with diffusers (less contact tips, liners, mounting bracket and Fast-Mate™ adapters)Requires (2) K489-7 Fast Mate adapters (For Power Feed 10 Robotic Wire Feeders)T orch with 4 ft. cables G3494-2A T orch with 6 ft. cables G3494-3A T orch with 8 ft. cables G3494-4A T orch with 10 ft. cables G3494-5A T orch with 12 ft. cables G3494-6AFor additional information, request Tandem MIG 900 amp Torch literature number E10.60.2T andem MIG T orch ReamerThe T andem MIG T orch Reamer is designed to provide fast efficient cleaning of both the 800 amp and 900 amp Lincoln T andem MIG torches. The self-contained system runs on filtered 80-100 psi shop air and 24-vdc power supplied by the robot controller. Operation consists of a single stroke reaming tool that cleans one side of the nozzle at a time. The torch is then indexed, and the reaming tool cleans the second side.After cleaning, the torch nozzle area is sprayed with an anti-spatter compound to lower spatter accumulation and promote easy removal of any spatter that does adhere to the internalnozzle area. T otal cleaning time with anti-spatterspray is approximately 6 seconds.M18426-1 T andem MIG T orch Reamer Assembly withconvenient slotted torch locator andpneumatic reaming tool.Cool-Arc® 40 Water CoolerThe Cool-Arc 40 Water Cooler is recommended for both the 800 amp and the 900 amp T andem T orch assemblies.The efficient positive displacement pump design of the water circulating system provides .45-.60 gpm of water coolant to cool the critical areas of the T andem MIG welding torches. Narrow space saver design can be mounted vertically or horizontally for economy of space incongested work cells. The AD1013-3 torch-cooling package comes complete with Cool-Arc 40 water cooler, Magnum flow sensor and 25 ft. of supply and return water hoses.For additional information, request Cool-Arc 40 literature number E12.170. Hard automated systems and robots without arm collision detection softwareThe heavy duty M17809 Collision Sensor with 10 ft sensor cable assembly is recommended for hard automation or robotic systemswhere collision software is not an option. The heavy-duty sensor is capable of carrying the weight of the T andem MIG torches as well as having the required recovery accuracy to return the torch back to the same location after a collision. The sensor is designed to communicate acknowledgement of a torch collision to motion controlling devices to limit damage to equipment in the event of a collision. Collisions occurdue to improper robot programming, an open part clamp, or an improperly located part during hard automation indexing.Rapid acknowledgement of a collision not only savestorch repair costs; it allows rapid recovery after acollision.Robots with arm collision detection softwareWhen T andem MIG torches are mounted on a Fanuc Robot or other robots that provide robot arm collision protection software, it is recommended to use the S22693-172 Rigid Mounting Bracket. The combination of Fanuc Collision Guard softwareand the rigid torch mounting insures repeatablewire placement and operator safety.C U S T O M E R A S S I S T A N C E P O L I C YThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change — This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.SuperArc® L-50 and L-56 GMAW bulk welding wire packages :K515 — Magnum wire conduit kits :Low friction wire conduit consists of specified feet ofconduit and connection hardware. Available lengths :K515-15 (15 ft.)K515-25 (25 ft.)K515-50 (50 ft.)。