CORE - Material Management 2013_SSCLMB - HANDOUT
Autodesk Revit 2013系列软件产品要求与建议说明书
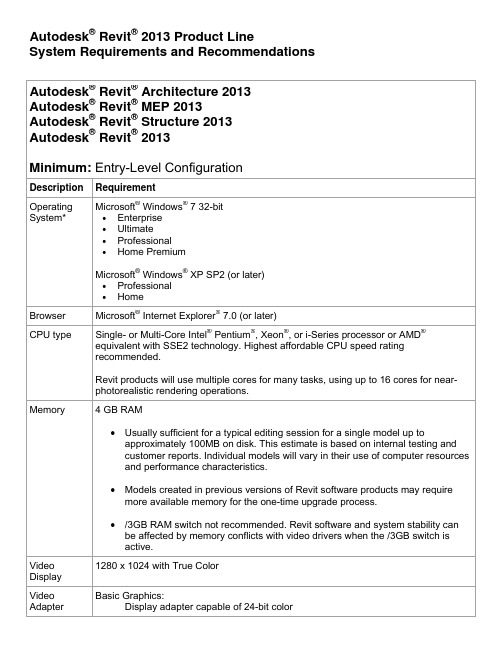
Autodesk® Revit® 2013 Product LineSystem Requirements and RecommendationsAutodesk® Revit® Architecture 2013 Autodesk® Revit® MEP 2013Autodesk® Revit® Structure 2013Autodesk® Revit® 2013Minimum: Entry-Level ConfigurationDescription RequirementOperating System* Microsoft® Windows® 7 32-bit •Enterprise•Ultimate•Professional•Home PremiumMicrosoft® Windows® XP SP2 (or later) •Professional•HomeBrowser Microsoft® Internet Explorer® 7.0 (or later)CPU type Single- or Multi-Core Intel® Pentium®, Xeon®, or i-Series processor or AMD®equivalent with SSE2 technology. Highest affordable CPU speed ratingrecommended.Revit products will use multiple cores for many tasks, using up to 16 cores for near-photorealistic rendering operations.Memory 4 GB RAM•Usually sufficient for a typical editing session for a single model up toapproximately 100MB on disk. This estimate is based on internal testing andcustomer reports. Individual models will vary in their use of computer resourcesand performance characteristics.•Models created in previous versions of Revit software products may requiremore available memory for the one-time upgrade process.•/3GB RAM switch not recommended. Revit software and system stability can be affected by memory conflicts with video drivers when the /3GB switch isactive.VideoDisplay1280 x 1024 with True ColorVideo Adapter Basic Graphics:Display adapter capable of 24-bit colorAdvanced Graphics:DirectX® 10 capable graphics card with Shader Model 3 as recommended byAutodesk at /revit-graphicshardware.Hard Disk 5 GB free disk spaceMS-Mouse or 3Dconnexion® compliant devicePointingDeviceMedia Download or installation from DVD9 or USB keyConnectivity Internet connection for license registration and prerequisite component downloadAutodesk Revit Structure 2013 Autodesk® Revit® 2013Value: Balanced price and performance Description RequirementOperating System* Microsoft® Windows® 7 64-bit •Enterprise•Ultimate •Professional•Home PremiumBrowser Microsoft® Internet Explorer® 7.0 (or later)CPU type Multi-Core Intel® Xeon®, or i-Series processor or AMD® equivalent with SSE2 technology. Highest affordable CPU speed rating recommended.Revit products will use multiple cores for many tasks, using up to 16 cores for near-photorealistic rendering operations.Memory 8 GB RAM•Usually sufficient for a typical editing session for a single model up toapproximately 300MB on disk. This estimate is based on internal testing andcustomer reports. Individual models will vary in their use of computer resourcesand performance characteristics.•Models created in previous versions of Revit software products may requiremore available memory for the one-time upgrade process.VideoDisplay1680 x 1050 with True ColorVideo Adapter DirectX® 10 capable graphics card with Shader Model 3 as recommended by Autodesk at /revit-graphicshardware.Hard Disk 5 GB free disk spacePointingDeviceMS-Mouse or 3Dconnexion® compliant deviceMedia Download or installation from DVD9 or USB keyConnectivity Internet connection for license registration and prerequisite component downloadAutodesk Revit Structure 2013 Autodesk® Revit® 2013 Performance: Large, complex models Description RequirementOperating System* Microsoft® Windows® 7 64-bit •Enterprise•Ultimate •Professional•Home PremiumBrowser Microsoft® Internet Explorer® 7.0 (or later)CPU type Multi-Core Intel® Xeon®, or i-Series processor or AMD® equivalent with SSE2 technology. Highest affordable CPU speed rating recommended.Revit products will use multiple cores for many tasks, using up to 16 cores for near-photorealistic rendering operations.Memory 16 GB RAM•Usually sufficient for a typical editing session for a single model up toapproximately 700MB on disk. This estimate is based on internal testing andcustomer reports. Individual models will vary in their use of computer resourcesand performance characteristics.•Models created in previous versions of Revit software products may requiremore available memory for the one-time upgrade process.VideoDisplay1920 x 1200 or higher with True ColorVideo Adapter DirectX® 10 capable graphics card with Shader Model 3 as recommended by Autodesk at /revit-graphicshardware.Hard Disk • 5 GB free disk space•10000+ RPM (for Point Cloud interactions)PointingDeviceMS-Mouse or 3Dconnexion® compliant deviceMedia Download or installation from DVD9 or USB keyConnectivity Internet connection for license registration and prerequisite component downloadAutodesk® Revit® Server 2013Description RequirementOperating System • Microsoft® Windows Server® 2008 64-bit• Microsoft® Windows Server® 2008 R2 64-bitWeb Server Microsoft® Internet Information Server 7.0 (or later)< 100 Concurrent Users(multiple models)Minimum Value PerformanceCPU type 4+ cores2.6 GHz+ 6+ cores2.6 GHz+6+ cores3.0 GHz+Memory 4 GB RAM 8 GB RAM 16 GB RAMHard Drive 7200+ RPM 10000+ RPM 15000+ RPM100 + Concurrent Users(multiple models)Minimum Value PerformanceCPU type 4+ cores2.6 GHz+ 6+ cores2.6 GHz+6+ cores3.0GHz+Memory 8 GB RAM 16 GB RAM 32 GB RAMHard Drive 10000+ RPM 15000+ RPM High-Speed RAID Array Virtualization VMware® and Hyper-V® Support (See Revit Server Administrator’sGuide)Autodesk® Revit® Architecture 2013 for Citrix® **Autodesk® Revit® MEP 2013 for Citrix® **Autodesk® Revit® Structure 2013 for Citrix® **Description RequirementCitrix System • XenApp® 6.0 or 6.5• Citrix® License Manager• Citrix® Profile ManagerAuthentication • Microsoft® Active Directoryo Roaming Profiles supportedLicense Server Dedicated Autodesk license server for session-specific licensesClient OS • Microsoft® Windows® XP SP2 (or later)• Microsoft® Windows® XP Professional x64 Edition SP2• Microsoft® Windows® 7 32-bit• Microsoft® Windows® 7 64-bitClient Browser • Microsoft® Internet Explorer® 7 (or later)User Access Client computers should be bound to the network domain. Each client computer should have either the full Citrix® or web client plug-in installed.Users should use their domain logins to access both the Citrix web console and theLAN.*Learn more about using Autodesk Revit Architecture 2013, Autodesk Revit MEP 2013, Autodesk Revit Structure 2013, Autodesk Revit 2013, and Autodesk Revit LT 2013 software with Boot Camp®, part of Mac OS® X that enables you to install and run Microsoft Windows (and Windows-based applications) on a Mac® computer or with Parallels Desktop®, a system utility available from Parallels, Inc. that allows you to run applications in each operating system without restarting your computer.**Autodesk Revit Architecture 2013, Autodesk Revit MEP 2013, and Autodesk Revit Structure 2013 software products are Citrix Ready™ Applications. Disclaimer: The Citrix application is network-based and performance of Autodesk Citrix Ready Applications may vary with network performance. These Autodesk Revit software products do not include the Citrix application, nor does Autodesk provide direct support for issues with the Citrix application. Users should contact Citrix directly with questions related to procurement and operation of the Citrix application.Autodesk, Revit and Revit LT are registered trademarks or trademarks of Autodesk, Inc., and/or its subsidiaries and/or affiliates, in the USA and/or other countries. Citrix and XenApp are registered trademarks and the Citrix Ready logo(s) is a trademark of Citrix Systems, Inc. All other brand names, product names, or trademarks belong to their respective holders. Autodesk reserves the right to alter product and services offerings, and specifications and pricing at any time without notice, and is not responsible for typographical or graphical errors that may appear in this document.©2012 Autodesk, Inc. All rights reserved.。
车间常用英语

【文件编号】中材科技风电叶片车间常用英语受控状态__________发放编号__________编制:__________审核:__________批准:__________目录组件/Parts (4)设备&工装/Equipments&Devices (4)材料/Material (5)玻纤类/Fabric (5)芯材类/ Core Material (5)耗材类/Consumables (6)辅材类/Adding Material (6)树脂&粘接胶/Resin &Glue (6)油漆&腻子/Paint& Filler (6)避雷系统/Lightning Protection System (6)金属件/Metal Pieces (7)2.工艺过程常用中英文词汇对照表 (7)工序类/Procedure (7)模具调试/Mold Debug (8)来料检查/ Ining Inspection (8)铺层/Lamination (8)灌注&预固化/Infusion&Pre-curing (9)粘接/Bonding (9)后处理/ Post-processing (10)3. 缩写/ Abbreviation (10)4. 维修工艺/ Maintenance Craft (14)4.1 真空灌注工艺维修方案/Infusion Process (14)4.1.1维修流程/Repaire Flow Diagram (14)4.1.2主要流程工序/Primary Process Flow (14)4.2 手糊真空袋压工艺/Hand-layup Vacuum Bag Molding Process (17)4.2.1 维修流程/Repaire Flow Diagram (18)4.2.2 主要流程工序/Primary Process Flow (18)4.3 手糊工艺维修方案/ Hand Layup Process (20)4.3.1维修流程/Repair Flow Diagram (21)4.3.2 主要流程工序/Primary Process Flow (21)5.常见缺陷/ mon Defects (22)1.常用中英文词汇对照表2.工艺过程常用中英文词汇对照表3. 缩写/Abbreviation4. 维修工艺/Maintenance Craft4.1 真空灌注工艺维修方案/Infusion Process真空灌注工艺适用于维修面积较大、层数较多、对产品外观有较大影响、关键部件出现的缺陷和影响合模粘接界面的区域等的维修,具体操作要求如下:Vacuum infusion process repaire apply to the defect which refer to larger defective area ,higher-rise layers and greater influence of product Configuration ,critical ponents ,bonding zone. Detailed requirements are as follows:4.1.1维修流程/Repaire Flow Diagram4.1.2主要流程工序/Primary Process Flow4.1.2.1缺陷去除/Defect Removing使用角磨机等工具将缺陷区域磨开,以去除缺陷。
Spears SUPER SOURCEBOOK - 一本塑料管道配件、阀门、管道和水泥类产品的完整目
R O D U C T S M A D E B YS P E A R S®M A N U F A C T U R I N G C O M P A N Y I N T H E U.S.A.F O R A L L Y O U R P L A S T I C P I P I NG N E E D SSSB-1-1011PA L LVisit our web site:T A B L O C A T O RC o n v e n i e n t “T a b L o c a t o r ” p a g e l e t s y o u q u i c k l y t h u m b t o e a c h c a t e g o r y m a t c h i n g s h a d e d t a b s i n t h e o u t e r m a r g i n o f e a c h p a g e .Understanding Column Header & Con À guration InformationA variety of Column Header layouts are used to list product part numbers, options, discount codes, and list price. The following are the mosttypical used:Typical Fitting Column Header label identi ¿ es the following product particulars:Part Number The number used to order the part.Size N ominal diameter of pipe with which the ¿ tting is to be used. NOTE: Fittings may be same size (only one sizedesignation) or reducing (multiple sizes designated).Standard Pack (Std Pk) The quantity of parts packaged in an individual box or bag.Master Carton (Mstr Ctn) The total quantity of parts contained in individual boxes or bags which are packaged together.Discount Code (Disc Code) I denti ¿ cation code for applicable discount to the list price of the product. NOTE: This is a Product Group code andis not a calculation of discount. Discount codes are not the same for all products contained in this price schedule.Price Each The designated list price of the product.Fitting Con À guration Drawings are accompanied by the product’s name and an abbreviated con ¿ guration description of the ¿ tting outlet connec-tions. Line drawing illustrations are general representations of the ¿ ttings in the group, but may not be an exact depiction of all con ¿ gurations listed. Line drawings are correlated to the con ¿ guration description. The drawing is read left to right for Elbow and Adapter con ¿ gurations. Tees have an additional outlet branch and are read left to right (run) then top (branch). Drawings for Wyes and Crosses are read top to bottom then left to right and bushings drawings are read as outside x inside con ¿ guration. The con ¿ guration description also correlates to the size designation. As with the nominal size designations, only one description is given when all outlets are the same. Reducing sizes list run con ¿ guration x branch con ¿ guration.Typical Valve Column Header label identi ¿ es the following product particulars. Headers are generally preceded by identi ¿ cation of material type and con ¿ guration descriptions. Again, variations exist according to product type and con ¿ gurations.Size The nominal diameter of the pipe with which the valve is to be used.Seal Type Designated elastomer seal (O-ring, Seat, Diaphragm, etc.)(i.e., EPDM, Viton ®) NOTE: Part Number and List Price are typically speci ¿ ed under the seal type columns.C ertain products may have other column header designations under which part number and pricing are speci-¿ ed in a similar manner.Standard Pack (Std Pk) The quantity of parts packaged in an individual box or bag.Master Pack (Mstr Pk) The total quantity of parts contained in a single packaging of multiple Standard Packs.Discount Code (Disc Code) I denti ¿ cation code for applicable discount to the list price of the product. NOTE: This is a Product Group code andis not a calculation of discount. Discount codes are not the same for all products contained in this price schedule.Valve Illustrations may be as photos or line drawings. Illustrations are general representations of the valve or product speci ¿ ed, but may not depict all con ¿ gurations listed.Page IIIPart NumberSizeStdPkMstr CtnDisc CodePrice Each402-0033/850200040.97402-0051/250300040 1.01402-0073/4500401.58ExampleProduct Name ------------------- TeeAbbreviated ----------------------- Soc x Fipt Configuration DescriptionIn this example, outletdescription is “Soc x Fipt”which indicates:1. Socket x 2. Socket x3. Female Iron Pipe Thread123Product Type(Page Heading)Typical Presentation PhotoSocket StylePressure Rating @ 73°F (23°C) Water 1/2" - 4"6" - 8"Flanged235 psi 150 psi 150 psiMaximum Service TemperaturePVC=140°F (60°C)CPVC=200°F (93°C)Temperature/Pressure De-ratings ApplyTechnical DataExampleSize EPDMViton ®Std PkMstr PkDisc CodePVC Industrial1/21829-005XX.XX1829-005XX.XX118101Socket EndsPricePart NumberMaterialEnd ConnectorSpears ® Super SourcebookViton ® is a Registered Trademark of DuPont Dow ElastomersSpears ® Super SourcebookTABLE OF CONTENTS1Low VOC Solvent Cements & Primers1Spears® Low VOC Solvent Cements & Primers 1PVC Low VOC Cements2Low VOC Solvent Primers & Cleaners4PVC Schedule 40 Fittings5Tees 590° Ells7Non 90° Ells 9Wyes 11Crosses 12Couplings 13Adapters15Riser Extension 17Reducer Bushings 17Caps 18Plugs 19Unions19Glue-on Saddles20Clamp-On & Hot-Tap Saddles22Mechanical Clamp-On Transition Saddles 29Schedule 40 Tank Adapters30PVC White Schedule 40 - Hard to Find Configurations -Pool & Spa Specialties31Pool & Spa Fittings31True Union 2000 Standard Ball Valve - PVC White 32PVC Pool Butterfly Valves33UVR Schedule 40 Fittings34UVR Sch 40 Fittings34PVC Gray Schedule 40 Fittings36PVC Gray Sch 40 Fittings36PVC Black Schedule 40 Fittings40PVC Black Schedule 40 Fittings40PVC Clear Schedule 40 Pipe & Fittings42PVC Clear Sch 40 Pipe & Fittings42Compression & Repair Fittings44Schedule 40 Repair Fittings 44Repair Couplings45Short Repair Couplings 46Compression Couplings47Compression Male Adapters49Irrigation & Hose Filters50Filters50Reverse Flow Filters51In-line Tee Style Filters and Reverse In -line Tee Style Filters 53Hose Filters55PVC Irrigation Specialty Products57• Hose Fittings • Solvent Weld For Flexible PVC Hose 57• Hose Fittings • For 1/2" Polyethylene (.580 I.D.) Hose 57Hose Adapters58Irrigation Accessories 59Sprinkler Accessories59Dri-Splice Wire Connectors61PVC Irrigation Manifold Systems62High Strength 1" Manifold Systems63Turf Swivel Joints64Turf Swivel Kits 65Turf Swivel Joints66Made in the U.S.A.Page IVProgressive Products from Spears ®Innovation and TechnologySpears®Super SourcebookTABLE OF CONTENTSCompact Turf Swivel Joints66 Pressure Regulated Swivel Joints68 Turf Swivel Joint Replacement Parts68 Pipe Flanges70 Pipe Flanges70 Flange Bolt Kits72 Full-Faced Flange Gaskets73 Ball Valves75 True Union 2000 Standard Ball Valve - PVC White75 True Union 2000 Standard Ball Valves75 CWV Ball Valves77 Utility Ball Valves77 Single Entry Ball Valves78 Electro Actuated True Union 2000 Standard Ball Valve79 Electro Actuated Compact 2000 Ball Valve79 Check Valves80 Utility Swing Check Valves80 True Union Utility Swing Check Valves80 Compression Utility Swing Check Valves81 Utility Spring Check Valves81 True Union Utility Spring Check Valves82 PVC In-line Adjustable Spring Check Valves8283 EverTUFF® TURF™ Fittings For Golf Course & Turf Applications83 EverTUFF® TURF™ PVC Tees83 EverTUFF® TURF™ PVC Elbows83 EverTUFF® TURF™ PVC Couplings83 EverTUFF® TURF™ PVC Special Reinforced Female Adapters83 EverTUFF® TURF™ PVC Male Adapters83 EverTUFF® TURF™ PVC Reducer Bushings84 EverTUFF® TURF™ CPVC Tees84 EverTUFF® TURF™ CPVC Elbows84 EverTUFF® TURF™ CPVC Couplings84 EverTUFF® TURF™ CPVC Special Reinforced Female Adapters84 EverTUFF® TURF™ CPVC Male Adapters84 EverTUFF® TURF™ CPVC Reducer Bushings84 EverTUFF® TURF™ Mechanical Clamp-on Transition Saddles85 EverTUFF® TURF™ Mechanical Clamp-on Transition Saddles85 EverTUFF® TURF™ Swing Joint Riser Assemblies86 EverTUFF® TURF™ Swing Joint Riser Assemblies88 Turf Swivel Joints94 Turf Swivel Kits95 Turf Swivel Joints96 Compact Turf Swivel Joints96 Pressure Regulated Swivel Joints98 Turf Swivel Joint Replacement Parts98 PVC Irrigation Manifold Systems100 High Strength 1" Manifold Systems101 Four-In-One • Cut-Off Nipples102 Four-In-One • Cut-Off Nipples102 PVC Irrigation Specialty Products103• Hose Fittings • Solvent Weld For Flexible PVC Hose103• Hose Fittings • For 1/2" Polyethylene (.580 I.D.) Hose103 Irrigation Accessories104 Hose Adapters105 Sprinkler Accessories106 Dri-Splice Wire Connectors107 Page V Spears® Manufacturing CompanyProgressive Products from Spears®Innovation and TechnologySpears ® Super SourcebookTABLE OF CONTENTSFilters108Reverse Flow Filters109In-line Tee Style Filters and Reverse In -line Tee Style Filters 111Hose Filters 113PVC Low Head PIP Fabricated Fittings, Risers & Accessories115Couplings 115Non 90° Ells 11590° Ells115Reducer Bushings 115Adapters115Glue-on Saddles 116Caps 117Tees 117Crosses118Riser Extension 118Wyes119DISTRIBUTING GATE RISER 120RITE FLO RISER120DISTRIBUTING GATE REPAIR UNIT 120RITE FLO RISER REPAIR UNIT120PVC 80, 100 & 125 PSI PIP Fabricated Fittings126Tees 12690° Ells129Non 90° Ells 130Couplings132Reducer Couplings 133Crosses 135Wyes137Surface Reducers138Stub Surface Reducers 138Caps139Glue-on Saddles 139Pipe Flanges140PVC Class 63, 100, 125, 160 & 200 IPS Fabricated Fittings & Molded Class 125141Tees 14190° Ells145Non 90° Ells 145Couplings148Reducer Couplings 149Crosses150Surface Reducers 151Caps152Glue-on Saddles152Class 125 Molded Fittings154155Barbed Insert Fittings155Insert Fittings156160PVC, CPVC & PE Nipples160PVC, CPVC & PE Nipples160Four-In-One • Cut-Off Nipples164Four-In-One • Cut-Off Nipples164Made in the U.S.A.Page VIProgressive Products from Spears ®Innovation and TechnologySpears®Super SourcebookTABLE OF CONTENTS165 Industrial Pipe165 Schedule 80 PVC Industrial Pipe165 Low VOC Solvent Cements & Primers166 Spears® Low VOC Solvent Cements & Primers166 PVC Low VOC Cements167 CPVC Low VOC Cements168 Low VOC Solvent Primers & Cleaners169 PVC Schedule 80 Fittings170 Tees170 90° Ells172 Non 90° Ells173 Wyes175 Crosses177 Couplings177 Adapters180 Reducer Bushings181 Caps183 Plugs183 Unions184 Clamp-On & Hot-Tap Saddles188 Mechanical Clamp-On Transition Saddles196 Tank Adapters197 Expansion Joints200 Pipe Flanges201 Van Stone Style Flange Replacement Split Rings204 Flange Insulating Joints205 Flange Bolt Kits205 Full-Faced Flange Gaskets206 PVC Compression & Repair Fittings207 Schedule 80 Repair Fittings207 Compression Couplings207 Gauge & Instrument Fittings, Schedule 80 Specialty Fittings for Sensor Probes209 Gauge Guards209 Gauge & Instrument Fittings Schedule 80 Specialty Fittings for Sensor Probes210 Ball Valves211 True Union 2000 Industrial Ball Valves211 True Union 2000 Industrial Vented/Bleach Ball Valves212 True Union 2000 Industrial 3-Way Ball Valves213 Tee-Style "Zero Dead-Leg" Ball Valves215 True Union 2000 Standard Ball Valves216 True Union 2000 Industrial Retrofit Ball Valves -Replaces Other Brand Valves217 True Union 2000 Industrial Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves218 True Union 2000 Standard Retrofit Ball Valves -Replaces Other Brand Valves219 True Union 2000 Standard Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves219 True Union Ball Valves (Regular Style)220 Single Entry Ball Valves221 Compact 2000 Ball Valves221 Compact Ball Valves (Regular Style)222 Utility Ball Valves223 Lab Ball Valves223 Check Valves224 True Union 2000 Industrial Ball Check Valves224 True Union Ball Check Valves (Regular Style)225 Foot Valve Screens226 Y-Check Valves226 Butterfly Check Valves228 Industrial Swing Check Valves229 Page VII Spears® Manufacturing CompanyProgressive Products from Spears®Innovation and TechnologySpears ® Super SourcebookTABLE OF CONTENTSIndustrial Swing Check Valve Accessory and Repair Kits 230Diaphragm Check Valves231PVC In-line Adjustable Spring Check Valves 231Gate Valves232Gate Valves232Plug Gate Valves233Butterfly Valves234Butterfly Valves234Lug Insert Butterfly Valves 235True Lug Butterfly Valves236Large Diameter Butterfly Valves 237Wafer Butterfly Valves237Globe and Needle Valves238Globe Valves 238Needle Valves238Diaphragm Valves239Diaphragm Valves239Y-Pattern Valves241Y-Pattern Valves241Industrial Strainers & Filters243In-line Tee-Style Filters 243Y-Strainers245True Union Y-Strainers 247Basket Strainers 250Suction Strainers252253Industrial Pipe253CPVC Industrial Pipe253Low VOC Solvent Cement & Primer254CPVC Low VOC Cements254Low VOC Solvent Primers & Cleaners255CPVC Schedule 80 Fittings256Tees 25690° Ells258Non 90° Ells 259Wyes 261Crosses 262Couplings 263Adapters265Reducer Bushings 266Caps 267Plugs 268Unions268Clamp-On & Hot-Tap Saddles 272Tank Adapters 280Expansion Joints 283Pipe Flanges284Van Stone Style Flange Replacement Split Rings 285Flange Insulating Joints 286Flange Bolt Kits286Full-Faced Flange Gaskets287Gauge & Instrument Fittings, Schedule 80 Specialty Fittings for Sensor Probes288Gauge Guards288Gauge & Instrument Fittings Schedule 80 Specialty Fittings for Sensor Probes289Ball Valves290True Union 2000 Industrial Ball Valves290True Union 2000 Industrial Vented/Bleach Ball Valves291Made in the U.S.A.Page VIIIProgressive Products from Spears ®Innovation and TechnologySpears®Super SourcebookTABLE OF CONTENTSTrue Union 2000 Industrial 3-Way Ball Valves292 Tee-Style "Zero Dead-Leg" Ball Valves294 True Union 2000 Standard Ball Valves295 True Union 2000 Industrial Retrofit Ball Valves -Replaces Other Brand Valves296 True Union 2000 Industrial Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves297 True Union 2000 Standard Retrofit Ball Valves -Replaces Other Brand Valves298 True Union 2000 Standard Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves298 True Union Ball Valves (Regular Style)299 Compact 2000 Ball Valves300 Compact Ball Valves (Regular Style)301 Utility Ball Valves302 Lab Ball Valves302 Check Valves303 True Union 2000 Industrial Ball Check Valves303 True Union Ball Check Valves (Regular Style)304 Foot Valve Screens304 Y-Check Valves305 Butterfly Check Valves306 Industrial Swing Check Valves307 Diaphragm Check Valves308 Gate Valves309 Gate Valves309 Plug Gate Valves310 Butterfly Valves311 Butterfly Valves311 Lug Insert Butterfly Valves312 True Lug Butterfly Valves313 Large Diameter Butterfly Valves314 Wafer Butterfly Valves314 Globe and Needle Valves315 Globe Valves315 Needle Valves315 Diaphragm Valves316 Diaphragm Valves316 Y-Pattern Valves318 Y-Pattern Valves318 Industrial Strainers & Filters319 In-line Tee-Style Filters319 Y-Strainers321 True Union Y-Strainers322 Basket Strainers324326 Special Reinforced (SR) & Metal Thread Transition Fittings & Adapters326 PVC White Special Reinforced (SR) Fittings327 PVC White Brass Thread Fittings328 PVC Gray Special Reinforced (SR) Fittings329 PVC Gray Brass Thread Fittings333 CPVC Gray Special Reinforced (SR) Fittings334 CPVC Gray Brass Thread Fittings338 CPVC Orange Special Reinforced (SR) Fittings339 CPVC Orange Brass Thread Fittings340 CPVC Orange Brass Grooved Coupling Adapter341 CTS CPVC Tan Special Reinforced (SR) Fittings342 CTS CPVC Tan Brass Thread Fittings342 CTS CPVC Tan Gasket Sealed Thread Fittings343 Blue 75™ Thread Sealant343 Page IX Spears® Manufacturing CompanyProgressive Products from Spears®Innovation and TechnologySpears ® Super SourcebookTABLE OF CONTENTS344Polypropylene Schedule 80 Natural & Black SR Threaded Fittings344Polypropylene Schedule 80 Natural SR Threaded Fittings 345Polypropylene Schedule 80 Black SR Threaded Fittings345Gauge & Instrument Fittings, Schedule 80 Specialty Fittings for Sensor Probes347Gauge Guards347Needle Valves348Needle Valves348Check Valves349Industrial Swing Check Valves349Butterfly Valves350Polypropylene Butterfly Valves350Large Diameter Butterfly and Diaphragm Valves351Large Diameter Butterfly Valves 351Diaphragm Valves352353Ball Valves353True Union 2000 Industrial Ball Valves353True Union 2000 Industrial Vented/Bleach Ball Valves 355True Union 2000 Industrial 3-Way Ball Valves 357Tee-Style "Zero Dead-Leg" Ball Valves 361True Union 2000 Standard Ball Valves362True Union 2000 Industrial Retrofit Ball Valves -Replaces Other Brand Valves364True Union 2000 Industrial Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves 365True Union 2000 Standard Retrofit Ball Valves -Replaces Other Brand Valves366True Union 2000 Standard Retrofit Ball Valves -Replaces Spears® ''Regular Style'' Valves 367True Union Ball Valves (Regular Style)367Single Entry Ball Valves 369Compact 2000 Ball Valves370Compact Ball Valves (Regular Style)371Lab Ball Valves 372Utility Ball Valves 373CWV Ball Valves374Swing Check Ball Valve 374CTS Valves375Ball Valve Accessories & Repair Kits376Check Valves386True Union 2000 Industrial Ball Check Valves 386True Union Ball Check Valves (Regular Style)388Foot Valve Screens 389Y-Check Valves389Y-Check Valve Repair Kits 392Butterfly Check Valves393Butterfly Check Valve Repair Kits 395Industrial Swing Check Valves395Industrial Swing Check Valve Accessory and Repair Kits 397Utility Swing Check Valves398True Union Utility Swing Check Valves 398Compression Utility Swing Check Valves 399Utility Spring Check Valves400True Union Utility Spring Check Valves 401Diaphragm Check Valves401PVC In-line Adjustable Spring Check Valves 402Industrial PVC Backwater Valves403Made in the U.S.A.Page XProgressive Products from Spears ®Innovation and TechnologySpears®Super SourcebookTABLE OF CONTENTSSump Pump Swing Check Valve407 Quiet Check Valve407 Swing Check Ball Valve408 Gate Valves409 Gate Valves409 Plug Gate Valves410 Gate Valve Accessories & Repair Kits411 Butterfly Valves413 PVC Pool Butterfly Valves413 Butterfly Valves413 Lug Insert Butterfly Valves414 True Lug Butterfly Valves -Zinc Plated Lugs416 True Lug Butterfly Valves -SS Lugs417 Polypropylene Butterfly Valves419 Large Diameter Butterfly Valves419 Wafer Butterfly Valves420 High Purity TFM-Lined Butterfly Valves421 Butterfly Valve Accessories & Repair Kits422 Globe Valves430 Globe Valves430 Needle Valves431 Needle Valves431 Diaphragm Valves432 Diaphragm Valves432 Diaphragm Valve Repair Kits436 Y-Pattern Valves437 Y-Pattern Valves437 Y-Pattern Valve Repair Kits440 Backwater, Sewage & Sump Pump Specialty Valves441 Sewer Disconnect441 Industrial PVC Backwater Valves442 Sump Pump Swing Check Valve446 Quiet Check Valve446 Swing Check Ball Valve447448 Actuated Valve Information448 Electro Actuated Compact 2000 Ball Valve451 Electro Actuated True Union 2000 Standard Ball Valve452 Electro Actuated True Union 2000 Industrial Ball Valve453 Premium Actuated True Union 2000 Industrial Ball Valve -Electric454 Premium Actuated True Union 2000 Industrial Ball Valve -Pneumatic455 Premium Actuated Standard Butterfly Valve -Electric457 Premium Actuated Standard Butterfly Valve -Pneumatic458 Premium Actuated Lug Insert Butterfly Valve -Electric460 Premium Actuated Lug Insert Butterfly Valve -Pneumatic461 Premium Actuated True Lug Butterfly Valve -Electric463 Premium Actuated True Lug Butterfly Valve -Pneumatic464 Premium Actuated Diaphragm Valve - Electric466 Unitized Actuated Diaphragm Valve - Pneumatic with Plastic Housing469 Premium Actuated Diaphragm Valve - Pneumatic475489 Irrigation & Hose Filters489 Filters489 Hose Filters490Page XI Spears® Manufacturing CompanyProgressive Products from Spears®Innovation and TechnologySpears ® Super SourcebookTABLE OF CONTENTSIn-line Tee Style Filters and Reverse In -line Tee Style Filters 491Reverse Flow Filters 493Industrial Strainers & Filters496In-line Tee-Style Filters 496Y-Strainers498True Union Y-Strainers 500Basket Strainers 504Suction Strainers507508Expansion Joints508Fabricated Expansion Joints 508Elastomer Expansion Joints 510Repair Couplings512Short Repair Couplings514515PVC DWV Drain Waste Vent Fittings515PVC DWV Drain Waste Vent Fittings 515Sewer Disconnect525Industrial PVC Backwater Valves526PVC Schedule 40 & 80 DWV Fabricated Fittings529Tees 52990° Ells529Non 90° Ells 530Couplings531Reducer Couplings 531Crosses 532Wyes533Sanitary Tees 536Adapters 537Caps 537Plugs 537Cleanouts537538EverTUFF® CPVC CTS Fittings, Valves & Pipe538EverTUFF® CPVC CTS Fittings, Valves & Pipe538543Low-Extractable Piping For Ultra-Pure Water Systems543Low-Extractable Piping For Ultra-Pure Water Systems544551LabWaste™ CPVC Corrosive Waste Drainage Systems551LabWaste™ CPVC Corrosive Waste Drainage Systems551LabWaste™ Standard CPVC & HDPE Neutralization Tanks559LabWaste™ Standard HDPE Round Neutralization Tanks 561LabWaste™ Standard CPVC Round Neutralization Tanks 5621-Gallon CPVC Dilution Tanks563Made in the U.S.A.Page XIIProgressive Products from Spears ®Innovation and TechnologySpears®Super SourcebookTABLE OF CONTENTS1-Gallon CPVC Dilution Traps564 Pedestrian Traffic Covers565 Heavy-Duty Pedestrian Traffic Covers565 Vehicular Traffic Covers565 Optional Inspection Manhole Ports & Tank Extensions566 Tank Extensions566 Limestone Chips for Acid Neutralization Tanks566567Lab Specialty Products567 Lab Ball Valves567 Needle Valves567 Gauge Guards569 Lab Fixtures571575PVC & CPVC Duct & Fabricated Duct Fittings575 PVC & CPVC Round Seamless Duct576 PVC & CPVC Cold Rolled Fabricated Duct576 PVC & CPVC Duct Fittings577584Double Containment584 Tees585 90° Ells587 45° Ells589 Couplings591 Access Tees593 Closure Fittings595 Isolation Couplers596 Termination Fittings598 Centralizers600 Ball Valve Box With Valve601 Ball Check Valve Box With Valve603 Diaphragm Valve Box With Valve605 Clamp-on Saddles for Leak Detection Sensors607608PVC Low Head PIP Fabricated Fittings, Risers & Accessories608 Tees608 90° Ells608 Non 90° Ells608 Couplings608 Reducer Bushings609 Adapters609 Crosses609 Riser Extension610 Wyes611 Caps611 Glue-on Saddles612 DISTRIBUTING GATE RISER613 RITE FLO RISER613 DISTRIBUTING GATE REPAIR UNIT613 Page XIII Spears® Manufacturing CompanyProgressive Products from Spears®Innovation and TechnologySpears ® Super SourcebookTABLE OF CONTENTSRITE FLO RISER REPAIR UNIT 613PVC 80, 100 & 125 PSI PIP Fabricated Fittings619Tees 61990° Ells622Non 90° Ells 623Couplings625Reducer Couplings 626Crosses 628Wyes630Surface Reducers631Stub Surface Reducers 631Caps632Glue-on Saddles 632Pipe Flanges633PVC Class 63, 100, 125, 160 & 200 IPS Fabricated Fittings & Molded Class 125634Tees 63490° Ells638Non 90° Ells 638Couplings641Reducer Couplings 642Crosses643Surface Reducers 644Caps645Glue-on Saddles645Class 125 Molded Fittings647PVC Schedule 40 & 80 DWV Fabricated Fittings648Tees 64890° Ells648Non 90° Ells 649Couplings650Reducer Couplings 650Crosses 651Wyes652Sanitary Tees 655Adapters 656Caps 656Plugs 656Cleanouts656PVC Schedule 40 & 80 Low Pressure Fabricated Fittings657Tees 65790° Ells657Non 90° Ells 658Couplings659Reducer Couplings 659Crosses 660Caps 661Plugs661662PVC & CPVC Metric Fittings, Unions & Valves662PN16 PVC Metric Fittings 666PN16 CPVC Metric Fittings666Class 10/12 PVC & CPVC Metric Fittings & Class 150 Flanges667PVC ASTM Schedule 40 Socket x BSP Adapter Fittings (White & Gray)668PVC Transition Unions669True Union Ball Valves (Regular Style)670PVC & CPVC True Union 2000 Industrial Ball Valves 671PVC & CPVC True Union 2000 Standard Ball Valves672PVC & CPVC True Union 2000 Industrial 3-Way Horizontal Diverter Ball Valves673Made in the U.S.A.Page XIVProgressive Products from Spears ®Innovation and TechnologySpears ®Super SourcebookTABLE OF CONTENTS676s e v l a V l l a B l a c i t r e V y a W -3 l a i r t s u d n I 0002 n o i n U e u r T C V P C & C V P 186s e v l a V k c e h C l l a B l a i r t s u d n I 0002 n o i n U e u r T C V P C & C V P PVC & CPVC Gate Valves682PVC & CPVC Diaphragm Valves 683PVC Irrigation Manifold Systems684Pipe686Industrial Pipe686CPVC Industrial Pipe686786e p i P n o i t u b i r t s i D r e t a W d l o C & t o H S T C C V P C Schedule 80 PVC Industrial Pipe 688Schedule 40 Clear Pipe 688Low Extractable PVC Pipe689986e p i P m e t s y S e g a n i a r D e t s a W e v i s o r r o C C V P C ™e t s a W b a L 096e p i P r e l k n i r p S e r i F C V P C ®d r a u G e m a l F PVC & CPVC Round Seamless Duct690196tc u Dde t a c i r b a F d e l l o R d l o C C V P C & C V P Solvent Cements & Thread Sealants692Blue 75™ Thread Sealant692Blue 75™ Thread Sealant692Low VOC Solvent Cements, Primers & Accessories693396s r e m i r P & s t n e m e C t n e v l o S C O V w o L ®s r a e p S PVC Low VOC Cements 694CPVC Low VOC Cements 696ABS Low VOC Cements697ABS to PVC Transition & Mult 896s t n e m e C C O V w o L e s o p r u P i Low Extractable Low VOC Cement 699007s r e n a e l C & s r e m i r P t n e v l o S C O V w o L Applicators & Accessories701FlameGuard® CPVC Fire Sprinkler Products706FlameGuard® CPVC Fire Sprinkler Piping Products706707s t c u d o r P g n i p i P r e l k n i r p S e r i F C V P C ®d r a u G e m a l F FlameGuard® CPVC Fire Sprinkler Piping 217st c u d o r P Page XVSpears ® Manufacturing CompanyProgressive Products from Spears ®Innovation and TechnologyPart Number Index 714AppendicesAppendix A - Basic Abbreviations Used in this CatalogAppendix B - Applicable Industry Standards & Test Methods Appendix C - Product Approvals & CertificatesAppendix D - Recommendations for Installers & Users Appendix E - Special Information on Fabricated FittingsAppendix F - Sustainable Solutions for Total Piping System Needs Appendix G - Discount CodesSchedule 40 Fittings & AccessoriesSpears® Low VOC Solvent Cements & Primersz User Friendly with reduced fumes and odor for well-being of pipe installers.z NSF ® Certified & Listed for use in piping applications such as potable water, turf, irrigation, pool & spa, industrial, plumbing, DWV, and/or sewer,plus special applications including fire protection, chemical waste, and ultra-pure water.z Meets ASTM Standards for solvent cements and primers used for plastic pipe installation.z Environmentally friendly. LEED ® Compliant (Leadership in Energy and Environmental Design). Credit can be gained through the use of Spears ®Low VOC products. This program, developed by the US Green Building Council, uses SCAQMD Rule 1168 as a benchmark to qualify one credit toward LEED ® certification for green building.z Low VOC emissions comply with SCAQMD Rule 1168/316A z 3-Year Shelf LifeEssential solvent cements developed for contractors' essential needs in joining PVC, CPVC and ABS pipe and fittings.Low VOC PVC CementsRegular, Medium, heavy and extra heavy bodied cements are specifically formulated for PVC pipe in virtually every schedule and in sizes with interference fit to 30" diameter.PVC-00 CLEAR: Regular bodied, fast setting PVC cement for all classes and schedules (except Schedule 80) with interference fit through 4". Excellent for plumbing, DWV, irrigation, electrical conduit, pool &spa and PVC foam core pipe. Listings: ASTM D2564,NSF ®-PW, DWV, SW, U.P. Code.PVC-00 Clear Regular Body PVC CementPart Number Size Std Pk Mstr Ctn Disc Code PriceEach PVC00C-0051/4 Pint 240705 5.85PVC00C-0101/2 Pint 2407058.50PVC00C-020Pint 12070513.10PVC00C-030Quart 12070522.10PVC00C-040Gallon6070571.75PVC-02 CLEAR: Regular bodied, fast setting PVC cement for all classes and schedules (except Schedule 80) with interference fit through 4" diameter. Goes on clear, dries clearest and is slightly thicker than PVC-00. Excellent for plumbing, DWV, irrigation, electrical conduit, pool & spa and PVC foam core pipe. Listings:ASTM D2564, NSF ®-PW, DWV, SW, U.P. Code.PVC-02 Clear Regular Body PVC CementPart Number Size Std Pk Mstr Ctn Disc Code Price Each PVC02C-0051/4 Pint 240705 6.50PVC02C-0101/2 Pint 2407059.45PVC02C-020Pint 12070514.55PVC02C-030Quart 12070524.55PVC02C-040Gallon6070579.65PVC-05 CLEAR:Medium bodied, fast setting, PVC cement for all classes and schedules with interference fit through 6" diameter and Schedule 80 through 4"diameter in industrial, plumbing, DWV, irrigation,electrical conduit, pool & spa and PVC foam core pipe.Can be used without primer on non-pressure systems if local code permits. Listings: ASTM D2564, NSF ®-PW, DWV, SW, U.P. Code.PVC-05 Clear Medium Body PVC CementPart Number Size Std Pk Mstr Ctn Disc Code PriceEach PVC05C-0051/4 Pint 240705 6.60PVC05C-0101/2 Pint 2407059.55PVC05C-020Pint 12070516.75PVC05C-030Quart 12070526.65PVC05C-040Gallon6070590.80PVC-21 BLUE:Medium bodied, fast setting, highstrength PVC cement. It is suitable for use on rigid PVC with interference fit Schedule 40 thru 6" and Schedule 80 thru 4". Can be used without primer on PVC Schedule 40 and SDR pressure water piping systems through 4" if local code permits. Do not use PVC-21 without primer in any other application,schedule, or size such as Schedule 80 industrial applications. Listings: ASTM D2564, NSF ®-PW, DWV,SW, U.P. Code.PVC-21 Blue Medium Body PVC CementPart Number Size Std Pk Mstr Ctn Disc Code PriceEach PVC21B-0051/4 Pint 2407057.05PVC21B-0101/2 Pint 24070511.60PVC21B-020Pint 12070519.85PVC21B-030Quart 12070533.35PVC21B-040Gallon60705114.65Made in the U.S.A.NOT FOR DISTRIBUTION OF COMPRESSED AIR OR GAS Page 1Progressive Products from Spears ®Innovation and Technology。
品质管理缩写英文对照_中文术语

缩写英文对照中文术语8D 8 Disciplines Of Solving Problem 解决问题8步法AC./RE. Acceptable / Rejective 允收/拒收AQL Acceptable Quallity Level 允收水准ABB Activity-Based Budgeting 实施作业制预算制度ABC Activity-Based Costing 作业制成本制度ABM Activity-Based Mangement 作业制成本管理APS Advanced Planning And Scheduling 应用程式服务供应商APQP Advanced Product Quality Planning 先期产品品质规划ANOV A Analysis Of Variance 方差分析AAR Appearance Approval Report 外观承认报告AC Appraisal Cost 鉴定成本ASL Approved Suplier List 合格供应商清单A VL Approved Vendor List 认可的供应商清单ATP Available To Promise 可承诺量BSC Balanced Score Card 平衡记分卡BOM Bill Of Material 材料明细BTF Build To Forecarst 计划生产BTO Build To Order 订单生产BPR Business Process Reengineering 企业流程再造CPK Capability Of Process 修正过程能力指数Ca. Capability Of Accuraty 精确度指数Cp. Capability Of Precesion 精密度指数CRP Capacity Requirement Planning 产能需求规划C. OF C. Certificate Of Compliance (质量)承诺证明书CEO Chief Excutive Officer 执行总裁CQC Companywide Quality Control 全公司范围的品质管理CPM Complaint Per Illion 每百万报怨次CAD Computer Aided Design 计算机辅助设计CTO Configuration To Order 客制化生产CRC Contract Review Committee 合同评审委员会CIF Cost Inusance And Freight 到岸价格COQ Cost Of Quality 品质成本CPM Critical Path Method 要径法CTQ Critical Quality 关键质量CAR Crrective Action Report 纠正措施报告CRM Customer Relationship Management 客户关系管理CR Customer's Risk 消费者冒险率DSS Decision Support System 决策资源系统DS/SS Def.Size/Sample Size 缺点数/样品数DPU Defect Per Unit 单位缺陷数DPMO Defects Per Million Opportunity 百万个机会中的缺陷数DMADV Define\Measurement\Analysis\Design\Verify 确定、测量、分析、设计、验证DMAIC Define\Measurement\Analysis\Improvement\Control 确定、测量、分析、改善、控制DEPT. Department 部门DMT Design Matuing Testing 成熟度验证DOE Design Of Experiment 实验设计DVT Design Verification Testing 设计验证DRP Distribution Resource Planning 运销资源计划DTS Dock To Stock 免验DCC Document Control Centre 文管中心DBE Drum-Buffer-Rope 限制驱导式排程法EOQ Economic Order Quantity 基本经济订购量EMC Electric Magnetic Capability 电磁相容EC Electronic Commerce 电子商务EDI Electronic Data Imterchange 电子资料交换EC Engenering Change 工程变更ECN Engenering Change Notice 工程变更通知ECRN Engineer Change Request Notice 原件规格更改通知ERP Enterprise Resource Planning 物料需求计划EI&PM Employee Involvement & participative Management 全员参与法EIS Executive Information System 主管决策系统FAE Field Application Engineer 应用工程师FQC Finish Or Final Quality Control 成品品质管制FAI First Article Inspection 首件检验FMEA Failure Mode And Efects Analysis 失效模式及效应分析Yft First Time Yield 首次通过率FMS Flexible Manufacture System 弹性制造系统FCST Forecast 预估FOB Free Of Board 离岸价G R&R Gauge Reproducility & Repeatability 量具再现性与再生性GWQC Groupwide Quality Control 全集团范围的品质管理IQC Incoming Quality Control 进料品质管制ISAR Initial Sample Approval Request 首批样品认可IPQC(InPut Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
车间常用英语
【文件编号】中材科技风电叶片车间常用英语受控状态__________发放编号__________编制:__________审核:__________批准:__________目录组件/Parts (4)设备&工装/Equipments&Devices (4)材料/Material (5)玻纤类/Fabric (5)芯材类/ Core Material (5)耗材类/Consumables (6)辅材类/Adding Material (6)树脂&粘接胶/Resin &Glue (6)油漆&腻子/Paint& Filler (6)避雷系统/Lightning Protection System (6)金属件/Metal Pieces (7)2.工艺过程常用中英文词汇对照表 (7)工序类/Procedure (7)模具调试/Mold Debug (8)来料检查/ Incoming Inspection (8)铺层/Lamination (8)灌注&预固化/Infusion&Pre-curing (9)粘接/Bonding (9)后处理/ Post-processing (10)3. 缩写/ Abbreviation (10)4. 维修工艺/ Maintenance Craft (14)4.1 真空灌注工艺维修方案/Infusion Process (14)4.1.1维修流程/Repaire Flow Diagram (14)4.1.2主要流程工序/Primary Process Flow (14)4.2 手糊真空袋压工艺/Hand-layup Vacuum Bag Molding Process (17)4.2.1 维修流程/Repaire Flow Diagram (17)4.2.2 主要流程工序/Primary Process Flow (17)4.3 手糊工艺维修方案/ Hand Layup Process (20)4.3.1维修流程/Repair Flow Diagram (20)4.3.2 主要流程工序/Primary Process Flow (20)5.常见缺陷/ Common Defects (21)1.常用中英文词汇对照表2.工艺过程常用中英文词汇对照表3. 缩写/Abbreviation4. 维修工艺/Maintenance Craft4.1 真空灌注工艺维修方案/Infusion Process真空灌注工艺适用于维修面积较大、层数较多、对产品外观有较大影响、关键部件出现的缺陷和影响合模粘接界面的区域等的维修,具体操作要求如下:Vacuum infusion process repaire apply to the defect which refer to larger defective area ,higher-rise layers and greater influence of product Configuration ,critical components ,bonding zone. Detailed requirements are as follows:4.1.1维修流程/Repaire Flow Diagram4.1.2主要流程工序/Primary Process Flow4.1.2.1缺陷去除/Defect Removing使用角磨机等工具将缺陷区域磨开,以去除缺陷。
品质专业英语大全_29页foxconn
品质专业英语大全从事品质工作以来积累的常用英语,希望对有需要的朋友有所帮助!品质专业英语大全零件材料类的专有名词CPU: central processing unit(中央处理器)IC: Integrated circuit(集成电路)Memory IC: Memory Integrated circuit(记忆集成电路)RAM: Random Access Memory(随机存取存储器)DRAM: Dynamic Random Access Memory(动态随机存取存储器)SRAM: Staic Random Access Memory(静态随机存储器)ROM: Read-only Memory(只读存储器)EPROM:Electrical Programmable Read-only Memory(电可抹只读存诸器)EEPROM: Electrical Erasbale Programmable Read-only Memory(电可抹可编程只读存储器)CMOS: Complementary Metal-Oxide-Semiconductor(互补金属氧化物半导体)BIOS: Basic Input Output System(基本输入输出系统)Transistor:电晶体LED:发光二极体Resistor:电阻Variator:可变电阻Capacitor:电容Capacitor array:排容Diode:二极体Transistor:三极体Transformer:变压器(ADP)Oscillator:频率振荡器(0sc)Crystal:石英振荡器XTAL/OSC:振荡产生器(X)Relay:延时器Sensor:感应器Bead core:磁珠Filter:滤波器Flat Cable:排线Inductor:电感Buzzer:蜂鸣器Socket:插座Slot:插槽Fuse:熔断器Current:电流表Solder iron:电烙铁Magnifying glass:放大镜Caliper:游标卡尺Driver:螺丝起子Oven:烤箱TFT:液晶显示器Oscilloscope:示波器Connector:连接器PCB:printed circuit board(印刷电路板)PCBA: printed circuit board assembly(电路板成品)PP:并行接口HDD:硬盘FDD:软盘PSU:power supply unit(电源供应器)SPEC:规格Attach:附件Case: 机箱,盖子Cover:上盖Base:下盖Bazel:面板(panel)Bracket:支架,铁片Lable:贴纸Guide:手册Manual:手册,指南Card:网卡Switch:交换机Hub:集线器Router:路由器Sample:样品Gap:间隙Sponge:海绵Pallet:栈板Foam:保利龙Fiber:光纤Disk:磁盘片PROG:程序Barcode:条码System:系统System Barcode:系统条码M/B:mother board:主板CD-ROM:光驱FAN:风扇Cable:线材Audio:音效K/B:Keyboard(键盘)Mouse:鼠标Riser card:转接卡Card reader:读卡器Screw:螺丝Thermal pad:散热垫Heat sink:散热片Rubber:橡胶垫Rubber foot:脚垫Bag:袋?br />Washer:垫圈Sleeve:袖套Config:机构Label hi-pot:高压标签Firmware label:烧录标签Metal cover:金属盖子Plastic cover:塑胶盖子Tape for packing:包装带Bar code:条码Tray:托盘Collecto:集线夹Holder:固定器,L铁Connecter:连接器IDE:集成电路设备,智能磁盘设备SCSI:小型计算机系统接口Gasket:导电泡棉AGP:加速图形接口PCI:周边组件扩展接口LAN:局域网USB:通用串形总线架构Slim:小型化COM:串型通讯端口LPT:打印口,并行口Power cord:电源线I/O:输入,输出Speaker:扬声器EPE:泡棉Carton:纸箱Button:按键,按钮Foot stand:脚架部门名称的专有名词QS:Quality system品质系统CS:Coutomer Sevice 客户服务QC:Quality control品质管理IQC:Incoming quality control 进料检验LQC:Line Quality Control 生产线品质控制IPQC:In process quality control 制程检验FQC:Final quality control 最终检验OQC:Outgoing quality control 出货检验QA:Quality assurance 品质保证SQA:Source(supplier) Quality Assurance 供应商品质保证(VQA) CQA:Customer Quality Assurance客户质量保证PQArocess Quality Assurance 制程品质保证QE:Quality engineer 品质工程CE:component engineering零件工程EE:equipment engineering设备工程ME:manufacturing engineering制造工程TE:testing engineering测试工程PPEroduct Engineer 产品工程IE:Industrial engineer 工业工程ADM: Administration Department行政部RMA:客户退回维修CSDI:检修PC:producing control生管MC:mater control物管GAD: General Affairs Dept总务部A/D: Accountant /Finance Dept会计LAB: Laboratory实验室DOE:实验设计HR:人资PMC:企划RD:研发W/H:仓库SI:客验PD: Product Department生产部PA:采购(PUR: Purchaing Dept)SMT:Surface mount technology 表面粘着技术MFG:Manufacturing 制造MIS:Management information system 资迅管理系统DCC:document control center 文件管制中心厂内作业中的专有名词QT:Quality target品质目标QP:Quality policy目标方针QI:Quality improvement品质改善CRITICAL DEFECT:严重缺点(CR)MAJOR DEFECT:主要缺点(MA)MINOR DEFECT:次要缺点(MI)MAX:Maximum最大值MIN:Minimum最小值DIAiameter直径DIMimension尺寸LCL:Lower control limit管制下限UCL:Upper control limit管制上限EMI:电磁干扰ESD:静电防护EPA:静电保护区域ECN:工程变更ECO:Engineering change order工程改动要求(客户)ECR:工程变更需求单CPI:Continuous Process Improvement 连续工序改善Compatibility:兼容性Marking:标记DWGrawing图面Standardization:标准化Consensus:一致Code:代码ZD:Zero defect零缺点Tolerance:公差Subject matter:主要事项Auditor:审核员BOM:Bill of material物料清单Rework:重工ID:identification识别,鉴别,证明PILOT RUN: (试投产)FAI:首件检查FPIR:First Piece Inspection Report首件检查报告FAA:首件确认SPC:统计制程管制CP: capability index(准确度)CPK: capability index of process(制程能力)PMP:制程管理计划(生产管制计划)MPI:制程分析DASefects Analysis System 缺陷分析系统PPB:十亿分之一Flux:助焊剂P/N:料号L/N:Lot Number批号Version:版本Quantity:数量Valid date:有效日期MIL-STD:Military-Standard军用标准ICT: In Circuit Test (线路测试)ATE:Automatic Test Equipment自动测试设备MO: Manafacture Order生产单T/U: Touch Up (锡面修补)I/N:手插件P/T:初测F/T: Function Test (功能测试-终测)AS组立P/K:包装TQM:Total quality control全面品质管理MDA:manufacturing defect analysis制程不良分析(ICT) RUN-IN:老化实验HI-pot:高压测试FMI:Frequency Modulation Inspect高频测试DPPM: Defect Part Per Million(不良率的一种表达方式:百万分之一) 1000PPM即为0.1% Corrective Action: (CAR改善对策)ACC:允收REJ:拒收S/S:Sample size抽样检验样本大小SI-SIV:Special I-Special IV特殊抽样水平等级CON:Concession / Waive特采ISO:国际标准化组织ISA:Industry Standard Architecture工业标准体制结构OBA:开箱稽核FIFO:先进先出PDCA:管理循环Plan do check action计划,执行,检查,总结WIP:在制品(半成品)S/O: Sales Order (业务订单)P/O: Purchase Order (采购订单)P/R: Purchase Request (请购单)AQL:acceptable quality level允收品质水准LQL;Limiting quality level最低品质水准QVL:qualified vendor list合格供应商名册AVL :认可的供货商清单(Approved Vendor List)QCD: Quality cost delivery(品质,交期,成本)MPM:Manufacturing project management制造专案管理KPI:Key performance indicate重要绩效指标MVT:Manufacturing Verification Test制造验证试产Q/R/S:Quality/Reliability/Service质量/可靠度/服务STL:ship to line(料到上线)NTF:No trouble found误判CIP:capacity improvement plan(产能改善计划)MRB:material review board(物料审核小组)MRB:Material reject bill退货单JIT:just in time(即时管理)5S:seiri seiton seiso seiketsu shitsuke(整理,整顿,清扫,清洁,修养)SOP:standard operation process(标准作业程序)SIP:Specification inspection process制程检验规格TOP: Test Operation Process (测试作业流程)WI: working instruction(作业指导书)SMD:surface mounting device(表面粘着原件)FAR:failure aualysis report故障分析报告CAR:Corrective action report改善报告BPR:企业流程再造 (Business Process Reengineering) ISAR :首批样品认可(Initial Sample Approval Request)- JIT:实时管理 (Just In Time)QCC :品管圈 (Quality Control Circle)Engineering Department (工程部)TQEM: Total Quality Environment Management(全面品质环境管理)PD: Production Department (制造)LOG: Logistics (后勤支持)Shipping: (进出口)AOQ:Average Output Quality平均出货质量AOQL:Average Output Quality Level平均出货质量水平FMEA:failure model effectiveness analysis失效模式分析CRB: Change Review Board (工程变更会议)CSA:Customer Simulate Analysis客户模拟分析SQMS:Supplier Quality Management System供应商品质管理系统QIT: Quality Improvement Team 品质改善小组QIP:Quality Improvement Plan品质改善计划CIP:Continual Improvement Plan持续改善计划M.Q.F.S: Material Quality Feedback Sheet (来料品质回馈单) SCAR: Supplier Corrective Action Report (供货商改善对策报告)8D Sheet: 8 Disciplines sheet ( 8D单)PDCA:PDCA (Plan-Do-Check-Action) (管理循环)MPQ: Material Packing Quantity (物料最小包装量)DSCN: Delivery Schedule Change Notice (交期变更通知) QAPS: Quality Assurance Process Sheet (品质工程表)DRP :运销资源计划 (Distribution Resource Planning)DSS:决策支持系统 (Decision Support System)EC :电子商务 (Electronic Commerce)EDI :电子资料交换 (Electronic Data Interchange)EIS :主管决策系统 (Excutive Information System)ERP:企业资源规划 (Enterprise Resource Planning)FMS :弹性制造系统 (Flexible Manufacture System)KM :知识管理 (Knowledge Management)4L :逐批订购法 (Lot-for-Lot)LTC :最小总成本法 (Least Total Cost)LUC :最小单位成本 (Least Unit Cost)MES :制造执行系统 (Manufacturing Execution System)MPS :主生产排程 (Master Production Schedule)MRP :物料需求规划 (Material Requirement Planning)MRPⅡ:制造资源计划 (Manufacturing Resource Planning)OEM :委托代工 (Original Equipment Manufacture)ODM :委托设计与制造 (Original Design & Manufacture)OLAP:线上分析处理 (On-Line Analytical Processing)OLTP:线上交易处理 (On-Line Transaction Processing)OPT :最佳生产技术 (Optimized Production Technology) PDCA:PDCA管理循环 (Plan-Do-Check-Action)PDM:产品数据管理系统 (Product Data Management))RCCP:粗略产能规划 (Rough Cut Capacity Planning)SCM :供应链管理 (Supply Chain Management)SFC :现场控制 (Shop Floor Control)TOC:限制理论 (Theory of Constraints)TQC :全面品质管制 (Total Quality Control)FYI/R:for your information/reference仅供参考ASAP:尽快S/T:Standard time标准时间TPM:total production maintenance:全面生产保养ESD Wrist strap:静电环IT:information technology信息技术,资讯科学CEO:Chief Executive Officer执行总裁COO:Chief Operaring Officer首席业务总裁SWOT:Strength,Weakness,Opportunity,Threat优势﹐弱点﹐机会﹐威胁Competence:专业能力Communication:有效沟通Cooperation:统御融合Vibration Testing:振动测试IDP:Individual Development Plan个人发展计划MRP:Material Requirement Planning物料需求计划MAT'S:Material材料LRR:Lot Rejeet Rate批退率ATIN:Attention知会3C:Computer ,Communication , Consumer electronic消费性电子5W1H:When , Where , Who , What , Why , Ho5M: Man , Machine , Material , Method , Measurement人,机器,材料,方法,测量4MIE: Man,Material,Machine,Method,Environment人力,物力,财务,技术,时间(资源)7M1I: Manpower , Machine , Material , Method, Market , Management , Money , I nformation人力,机器,材料,方法, 市场,管理,资金,资讯1 Accuracy 准确度2 Action 行动3 Activity 活动4 Analysis Covariance 协方差分析5 Analysis of Variance 方差分析6 Approved 承认7 Attribute 计数值8 Average 平均数9 Balance sheet 资产负债对照表10 Binomial 二项分配11 Brainstorming Techniques 脑力风暴法12 Cause and Effect Matrix 因果图(鱼骨图)13 CL:Center Line 中心线14 Check Sheets 检查表15 Complaint 投诉16 Conformity 合格(符合)17 Control 控制18 Control chart 控制(管制)图19 Correction 纠正20 Correlation Methods 相关分析法21 CPI: continuouse Process Improvement 连续工序改善22 Cross Tabulation Tables 交叉表23 CS: Customer Sevice 客(户)服(务)中心24 DSA: Defects Analysis System 缺陷分析系统25 Data 数据 Description:品名26 DCC: Document Control Center 文控中心27 Decision 决策、判定28 Defects per unit 单位缺点数29 Description 描述30 Device 装置31 Do 执行32 DOE: Design of Experiments 实验设计33 Element 元素34 Engineering recbnology 工程技35 Environmental 环境36 Equipment 设备37 Estimated accumulative frequency 计算估计累计数38 E Equipment Variation 设备变异39 External Failure 外部失效,外部缺陷40 FA: Failure Analysis 失效分析41 Fact control 事实管理42 Fatigue 疲劳43 FMEA: Failure Mode and Effect Analysis失效模式与效果分析44 FP First-Pass Yield (第一次通过)合格率45 FQA: Final Quality Assurance 最终品质保证46 FQC: Final Quality control 最终品质控制47 Gauge system 测量系统48 Grade 等级49 Histogram 直方图50 Improvement 改善51 Initial review 先期审查52 Inspection 检验53 Internal Failure 内部失效、内部缺陷54 IPQC: In Process Quality Control 制程品质控制55 IQC: Incomming Quality Control 来料品质控制56 IS International Organization for Standardization 国际标准化组织57 LCL: Lower Control limit 管制下限58 LQC: Line Quality Control 生产线品质控制59 LSL: Lower Size Limit 规格下限60 Machine 机械61 Manage 管理62 Materials 物料63 Measurement 测量64 Median 中位数65 MSA: Measurement System Analysis 测量系统分析66 Occurrence 发生率67 Operation Instruction 作业指导书68 Organization 组织69 Parto 柏拉图70 PPMarts per Million (百万分之)不良率71 Plan 计划72 Policy 方针73 Population 群体74 PQA: Process Quality Assurance 制程品质保证75 Practice 实务(践)76 Prevention 预防77 Probability 机率78 Probability density function 机率密度函数79 Procedure 流程80 Process 过程81 Process capability analysis 制程能力分析(图)82 Process control and Process capability制程管制与制程能力83 Product 产品84 Production 生产85 Projects 项目86 QA: Quality Assurance 品质保证87 QC: Quality Control 品质控制88 QE: Quality Engineering 品质工程89 QFD: Quality Function Desgin 品质机能展开(法)90 Quality 质量91 Quality manual 品质手册92 Quality policy 品质政策(质量方针)93 Random experiment 随机试验94 Random numbers 随机数95 R:Range 全距(极差)96 Reject 拒收97 Repair 返修98 Repeatusility 再现性99 Reproducibility 再生性100 Requirement 要求101 Responsibilities 职责102 Review 评审103 Reword 返工104 Rolled yield 直通率105 RPN: Risk Priority Number 风险系数106 Sample 抽样,样本107 Sample space 样本空间108 Sampling with replacement 放回抽样109 Sampling without replacement 不放回抽样110 Scatter diagram 散布图分析111 Scrap 报废112 Simple random sampling 简单随机取样113 Size 规格114 SL: Size Line 规格中心线115 Stratified random sampling 分层随机抽样116 SOP: Standard Operation Procedure 标准作业书117 SPC: Statistical Process Control 统计制程管制118 Specification 规范119 SQA: Source(Supplier) Quality Assurance 供货商品质保证120 Stage sampling 分段随机抽样121 Standard Deviation 标准差122 Sum of squares 平方和123 Taguchi-method 田口(试验)方法124 Theory 原理125 TQC: Total Quality Control 全面品质控制126 TQM: Total Quality Management 全面品质管理127 Traceablity 追溯128 Training 培训129 UCL: Upper Control Limit 管制(控制)上限130 USL: Upper Size Limit 规格上限131 Validation 确认132 Variable 计量值133 Verification 验证134 Version 版本135 VOC: Voice of Customer 客户需求136 VOE: Voice of Engineer 工程需求137 Inventory stock report:庫存清单报告138 Sales order report:出货报告质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商质量评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 质量/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它质量术语类QIT Quality Improvement Team 质量改善小组ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准CGOO China General PCE龙华厂文件IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略质量保证DQA Design Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Reject Rate 批退率SPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂painting factory烤漆厂molding factory成型厂administration/general affairs dept./总务部production unit生产单位meeting minutes会议记录distribution department分发单位subject主题conclusion结论decision items决议事项pre-fixed finishing date预定完成日Color management 颜色管理Visual management 目视管理production capacity生产力first count初盘first check初盘复棹second count 复盘second check复盘复核quantity of physical inventory second count 复盘点数量physical inventory盘点数量physical count quantity账面数量difference quantity差异量spare parts physical inventory list备品盘点清单cause analysis原因分析waste materials废料description品名specification 规格model机种work order工令revision版次remark备注registration登记registration card登记卡to control管制application form for purchase请购单consume, consumption消耗to notify通知to fill in填写to collect, to gather收集statistics统计cosmetic inspection standard 外观检验规范computer case 计算机外壳(组件)personal computer enclosure 计算机机箱产品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上盖 ?base pan 基座bezel 面板riser card 扩充卡flat cable 排线TOP driver cage 上磁架bottom driver cage 下磁架resin film 树脂膜raw materials原料materials物料steel plate钢板roll/coil material卷料spare parts =buffer备品plastic parts塑料件sheet metal parts/stamping parts 冲件material check list物料检查表finished product成品semi-finished product半成品good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库packing material包材basket蝴蝶竺plastic basket胶筐flow chart流程窗体production tempo生产进度现状lots of production生产批量manufacture procedure制程to revise, modify修订to switch over to, switch—to, switching over切换engineering bottleneck, project difficulty工程瓶颈glove(s)手套glove(s) with exposed fingers割手套Band-Aid创可贴Industrial alcohol工业酒精broom扫把mop拖把vacuum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison联络单rags抹布lamp holder灯架to mop the floor拖地to clean a table擦桌子air pipe 气管delivery deadline交货期die worker模工production, to produce生产equipment设备resistance电阻beacon警示灯coolant冷却液crusher破碎机club car高尔夫球车plate电镀power button电源按键reset button重置键forklift叉车Workshop traveler 天车trailer =long vehicle拖板车Hydraulic trolley手压车hydraulic hand jack油压板车casing = containerization装箱velocity速度patent专利coordinate坐标supply and demand供求career card履历卡barricade隔板carton box纸箱to pull and stretch拉深work cell/work shop工作间sub-line支线bottleneck 瓶颈模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模stage die工程模compound die复合模shearing die剪边模riveting die铆合模feature die公母模male die公模female die母模cavity型控母模core模心公模die change 换模to fix a die装模to repair a die修模punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)upper supporting blank上承板upper padding plate blank上垫板top plate上托板(顶板)top block上垫脚stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块die locker锁模器pressure plate =plate pinch压板thickness gauge厚薄规cutting die, blanking die冲裁模die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条panel board镶块to load a die装上模具to unload a die 御模具active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing block衬套cover plate盖板guide pad导料块pilot导正筒trim剪外边pierce剪内边pocket for the punch head挂钩槽slug hole废料孔radius半径shim/wedge/heel/pad/spacer/gasket楔子torch-flame cut火焰切割set screw止付螺丝form block折刀round pierce punch =die button圆冲子shape punch =die insert异形子stock located block定位块metal plate钣金miller铣床grinder磨床tolerance公差score =groove压线sliding block滑块lathe车active plate活动板baffle plate挡块cover plate盖板groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板capability能力parameter参数factor系数driller钻床set up die架模height of die setting up架模高度analog-mode device类模器inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves =spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套press specification冲床规格die height闭模高度flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold挤压式模具split mold分割式模具die lifter举模器top stop上死点bottom stop下死点one stroke一行程to continue, cont.连动to grip(material)吸料location lump, locating piece, location block定位块reset复位to file burr 锉毛刺embedded lump |in'bed| |l mp|镶块stamping-missing漏冲to tight a bolt拧紧螺栓to loosen a bolt拧松螺栓punched hole冲孔to cut edge =side cut =side scrap 切边to bending折弯to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake铆合designing, to design设计design modification 设计修改成gauge(or jig)治具pedal踩踏板stopper阻挡器flow board流水板torque扭矩spline =the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的forming成型(抽凸,冲凸)draw hole抽孔bending折弯emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线stamp letter冲字(料号)tick-mark nearside正面压印tick-mark farside反面压印冲压类punch, press冲punching machine 冲床hydraulic machine油压机jack升降机decoiler整平机manufacture management制造管理stamping, press冲压feeder送料机rack, shelf, stack料架taker取料机to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削robot机械手production line流水线packaging tool打包机packaging打包成型类well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleeve套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口submarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口runner less无浇道sprue less 无射料管方式long nozzle延长喷嘴方式spur浇口;溶waste废料board广告牌sliding rack滑料架to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料material change, stock change材料变更feature change 特性变更prepare for, make preparations for 准备rotating speed, revolution转速abnormal handling异常处理组装类Assembly line组装线Layout布置图Conveyer流水线运输带Rivet machine拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Hydraulic machine 液压机Pneumatic screw driver气动起子automation自动化to stake, staking, riveting铆合add lubricant oil加润滑油argon welding氩焊cylinder油缸robot机械手conveying belt输送带transmission rack输送架to draw holes抽孔bolt螺栓nut 螺母screw 螺丝identification tag标示单screwdriver plug起子插座automatic screwdriver电动启子to move, to carry, to handle搬运be put in storage入库packing包装staker = riveting machine铆合机fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet/skid栈板barcode条形码barcode scanner条形码扫描仪fuse together熔合fuse machine/heat stake热熔机processing, to process加工delivery, to deliver 交货to return delivery to. to send delivery back to return of goods退货easily damaged parts易损件standard parts标准件to lubricate润滑spring 弹簧spare tools location/buffer手工备品仓spare molds location模具备品仓tox machine自铆机烤漆类phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉organic solvent有机溶剂demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料volatile挥发性degrease脱脂rinse水洗alkaline etch龄咬desmot剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔scraped products报放品disposed products处理品dismantle the die折模auxiliary function辅助功能heater band 加热片thermocouple热电偶derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response =reaction =interaction感应。
高熵合金
Microstructures and properties of high-entropyalloysYong Zhang a ,⇑,Ting Ting Zuo a ,Zhi Tang b ,Michael C.Gao c ,d ,Karin A.Dahmen e ,Peter K.Liaw b ,Zhao Ping Lu aa State Key Laboratory for Advanced Metals and Materials,University of Science and Technology Beijing,Beijing 100083,Chinab Department of Materials Science and Engineering,The University of Tennessee,Knoxville,TN 37996,USAc National Energy Technology Laboratory,1450Queen Ave SW,Albany,OR 97321,USAd URS Corporation,PO Box 1959,Albany,OR 97321-2198,USAe Department of Physics,University of Illinois at Urbana-Champaign,1110West Green Street,Urbana,IL 61801-3080,USA a r t i c l e i n f o Article history:Received 26September 2013Accepted 8October 2013Available online 1November 2013a b s t r a c tThis paper reviews the recent research and development of high-entropy alloys (HEAs).HEAs are loosely defined as solid solutionalloys that contain more than five principal elements in equal ornear equal atomic percent (at.%).The concept of high entropyintroduces a new path of developing advanced materials withunique properties,which cannot be achieved by the conventionalmicro-alloying approach based on only one dominant element.Up to date,many HEAs with promising properties have beenreported, e.g.,high wear-resistant HEAs,Co 1.5CrFeNi 1.5Ti andAl 0.2Co 1.5CrFeNi 1.5Ti alloys;high-strength body-centered-cubic(BCC)AlCoCrFeNi HEAs at room temperature,and NbMoTaV HEAat elevated temperatures.Furthermore,the general corrosion resis-tance of the Cu 0.5NiAlCoCrFeSi HEA is much better than that of theconventional 304-stainless steel.This paper first reviews HEA for-mation in relation to thermodynamics,kinetics,and processing.Physical,magnetic,chemical,and mechanical properties are thendiscussed.Great details are provided on the plastic deformation,fracture,and magnetization from the perspectives of cracklingnoise and Barkhausen noise measurements,and the analysis of ser-rations on stress–strain curves at specific strain rates or testingtemperatures,as well as the serrations of the magnetizationhysteresis loops.The comparison between conventional andhigh-entropy bulk metallic glasses is analyzed from the viewpointsof eutectic composition,dense atomic packing,and entropy of 0079-6425/$-see front matter Ó2013Elsevier Ltd.All rights reserved./10.1016/j.pmatsci.2013.10.001⇑Corresponding author.Tel.:+8601062333073;fax:+8601062333447.E-mail address:drzhangy@ (Y.Zhang).2Y.Zhang et al./Progress in Materials Science61(2014)1–93mixing.Glass forming ability and plastic properties of high-entropy bulk metallic glasses are also discussed.Modeling tech-niques applicable to HEAs are introduced and discussed,such asab initio molecular dynamics simulations and CALPHAD modeling.Finally,future developments and potential new research directionsfor HEAs are proposed.Ó2013Elsevier Ltd.All rights reserved. Contents1.Introduction (3)1.1.Four core effects (4)1.1.1.High-entropy effect (4)1.1.2.Sluggish diffusion effect (5)1.1.3.Severe lattice-distortion effect (6)1.1.4.Cocktail effect (7)1.2.Key research topics (9)1.2.1.Mechanical properties compared with other alloys (10)1.2.2.Underlying mechanisms for mechanical properties (11)1.2.3.Alloy design and preparation for HEAs (11)1.2.4.Theoretical simulations for HEAs (12)2.Thermodynamics (12)2.1.Entropy (13)2.2.Thermodynamic considerations of phase formation (15)2.3.Microstructures of HEAs (18)3.Kinetics and alloy preparation (23)3.1.Preparation from the liquid state (24)3.2.Preparation from the solid state (29)3.3.Preparation from the gas state (30)3.4.Electrochemical preparation (34)4.Properties (34)4.1.Mechanical behavior (34)4.1.1.Mechanical behavior at room temperature (35)4.1.2.Mechanical behavior at elevated temperatures (38)4.1.3.Mechanical behavior at cryogenic temperatures (45)4.1.4.Fatigue behavior (46)4.1.5.Wear behavior (48)4.1.6.Summary (49)4.2.Physical behavior (50)4.3.Biomedical,chemical and other behaviors (53)5.Serrations and deformation mechanisms (55)5.1.Serrations for HEAs (56)5.2.Barkhausen noise for HEAs (58)5.3.Modeling the Serrations of HEAs (61)5.4.Deformation mechanisms for HEAs (66)6.Glass formation in high-entropy alloys (67)6.1.High-entropy effects on glass formation (67)6.1.1.The best glass former is located at the eutectic compositions (67)6.1.2.The best glass former is the composition with dense atomic packing (67)6.1.3.The best glass former has high entropy of mixing (67)6.2.GFA for HEAs (68)6.3.Properties of high-entropy BMGs (70)7.Modeling and simulations (72)7.1.DFT calculations (73)7.2.AIMD simulations (75)7.3.CALPHAD modeling (80)8.Future development and research (81)Y.Zhang et al./Progress in Materials Science61(2014)1–9338.1.Fundamental understanding of HEAs (82)8.2.Processing and characterization of HEAs (83)8.3.Applications of HEAs (83)9.Summary (84)Disclaimer (85)Acknowledgements (85)References (85)1.IntroductionRecently,high-entropy alloys(HEAs)have attracted increasing attentions because of their unique compositions,microstructures,and adjustable properties[1–31].They are loosely defined as solid solution alloys that contain more thanfive principal elements in equal or near equal atomic percent (at.%)[32].Normally,the atomic fraction of each component is greater than5at.%.The multi-compo-nent equi-molar alloys should be located at the center of a multi-component phase diagram,and their configuration entropy of mixing reaches its maximum(R Ln N;R is the gas constant and N the number of component in the system)for a solution phase.These alloys are defined as HEAs by Yeh et al.[2], and named by Cantor et al.[1,33]as multi-component alloys.Both refer to the same concept.There are also some other names,such as multi-principal-elements alloys,equi-molar alloys,equi-atomic ratio alloys,substitutional alloys,and multi-component alloys.Cantor et al.[1,33]pointed out that a conventional alloy development strategy leads to an enor-mous amount of knowledge about alloys based on one or two components,but little or no knowledge about alloys containing several main components in near-equal proportions.Theoretical and experi-mental works on the occurrence,structure,and properties of crystalline phases have been restricted to alloys based on one or two main components.Thus,the information and understanding are highly developed on alloys close to the corners and edges of a multi-component phase diagram,with much less knowledge about alloys located at the center of the phase diagram,as shown schematically for ternary and quaternary alloy systems in Fig.1.1.This imbalance is significant for ternary alloys but becomes rapidly much more pronounced as the number of components increases.For most quater-nary and other higher-order systems,information about alloys at the center of the phase diagram is virtually nonexistent except those HEA systems that have been reported very recently.In the1990s,researchers began to explore for metallic alloys with super-high glass-forming ability (GFA).Greer[29]proposed a confusion principle,which states that the more elements involved,the lower the chance that the alloy can select viable crystal structures,and thus the greater the chanceand quaternary alloy systems,showing regions of the phase diagram thatand relatively less well known(white)near the center[33].solid-solutions even though the cooling rate is very high,e.g.,alloys of CuCoNiCrAlFeTiV,FeCrMnNiCo,CoCrFeNiCu,AlCoCrFeNi,NbMoTaWV,etc.[1,2,12–14].The yield strength of the body-centered cubic (BCC)HEAs can be rather high [12],usually compa-rable to BMGs [12].Moreover,the high strength can be kept up to 800K or higher for some HEAs based on 3d transition metals [14].In contrast,BMGs can only keep their high strength below their glass-transition temperature.1.1.Four core effectsBeing different from the conventional alloys,compositions in HEAs are complex due to the equi-molar concentration of each component.Yeh [37]summarized mainly four core effects for HEAs,that is:(1)Thermodynamics:high-entropy effects;(2)Kinetics:sluggish diffusion;(3)Structures:severe lattice distortion;and (4)Properties:cocktail effects.We will discuss these four core effects separately.1.1.1.High-entropy effectThe high-entropy effects,which tend to stabilize the high-entropyphases,e.g.,solid-solution phases,were firstly proposed by Yeh [9].The effects were very counterintuitive because it was ex-pected that intermetallic compound phases may form for those equi-or near equi-atomic alloy com-positions which are located at the center of the phase diagrams (for example,a monoclinic compound AlCeCo forms in the center of Al–Ce–Co system [38]).According to the Gibbs phase rule,the number of phases (P )in a given alloy at constant pressure in equilibrium condition is:P ¼C þ1ÀF ð1-1Þwhere C is the number of components and F is the maximum number of thermodynamic degrees of freedom in the system.In the case of a 6-component system at given pressure,one might expect a maximum of 7equilibrium phases at an invariant reaction.However,to our surprise,HEAs form so-lid-solution phases rather than intermetallic phases [1,2,4,17].This is not to say that all multi-compo-nents in equal molar ratio will form solid solution phases at the center of the phase diagram.In fact,only carefully chosen compositions that satisfy the HEA-formation criteria will form solid solutions instead of intermetallic compounds.The solid-solution phase,according to the classical physical-metallurgy theory,is also called a ter-minal solid solution.The solid-solution phase is based on one element,which is called the solvent,and contains other minor elements,which are called the solutes.In HEAs,it is very difficult to differentiate the solvent from the solute because of their equi-molar portions.Many researchers reported that the multi-principal-element alloys can only form simple phases of body-centered-cubic (BCC)or face-cen-tered-cubic (FCC)solid solutions,and the number of phases formed is much fewer than the maximum number of phases that the Gibbs phase rule allows [9,23].This feature also indicates that the high en-tropy of the alloys tends to expand the solution limits between the elements,which may further con-firm the high-entropy effects.The high-entropy effect is mainly used to explain the multi-principal-element solid solution.According to the maximum entropy production principle (MEPP)[39],high entropy tends to stabilize the high-entropy phases,i.e.,solid-solution phases,rather than intermetallic phases.Intermetallics are usually ordered phases with lower configurational entropy.For stoichiometric intermetallic com-pounds,their configurational entropy is zero.Whether a HEA of single solid solution phase is in its equilibrium has been questioned in the sci-entific community.There have been accumulated evidences to show that the high entropy of mixing truly extends the solubility limits of solid solution.For example,Lucas et al.[40]recently reported ab-sence of long-range chemical ordering in equi-molar FeCoCrNi alloy that forms a disordered FCC struc-ture.On the other hand,it was reported that some equi-atomic compositions such as AlCoCrCuFeNi contain several phases of different compositions when cooling slowly from the melt [15],and thus it is controversial whether they can be still classified as HEA.The empirical rules in guiding HEA for-mation are addressed in Section 2,which includes atomic size difference and heat of mixing.4Y.Zhang et al./Progress in Materials Science 61(2014)1–93Y.Zhang et al./Progress in Materials Science61(2014)1–935 1.1.2.Sluggish diffusion effectThe sluggish diffusion effect here is compared with that of the conventional alloys rather than the bulk-glass-forming alloys.Recently,Yeh[9]studied the vacancy formation and the composition par-tition in HEAs,and compared the diffusion coefficients for the elements in pure metals,stainless steels, and HEAs,and found that the order of diffusion rates in the three types of alloy systems is shown be-low:Microstructures of an as-cast CuCoNiCrAlFe alloy.(A)SEM micrograph of an etched alloy withBCC and ordered BCC phases)and interdendrite(an FCC phase)structures.(B)TEMplate,70-nm wide,a disordered BCC phase(A2),lattice constant,2.89A;(B-b)aphase(B2),lattice constant,2.89A;(B-c)nanoprecipitation in a spinodal plate,7nm(B-d)nanoprecipitation in an interspinodal plate,3nm in diameter,a disorderedarea diffraction(SAD)patterns of B,Ba,and Bb with zone axes of BCC[01[011],respectively[2].illustration of intrinsic lattice distortion effects on Bragg diffraction:(a)perfect latticewith solid solutions of different-sized atoms,which are expected to randomly distribute statistical average probability of occupancy;(c)temperature and distortion effectsY.Zhang et al./Progress in Materials Science61(2014)1–937 the intensities further drop beyond the thermal effect with increasing the number of constituent prin-cipal elements.An intrinsic lattice distortion effect caused by the addition of multi-principal elements with different atomic sizes is expected for the anomalous decrease in the XRD intensities.The math-ematical treatment of this distortion effect for the modification of the XRD structure factor is formu-lated to be similar to that of the thermal effect,as shown in Fig.1.3[41].The larger roughness of the atomic planes makes the intensity of the XRD for HEAs much lower than that for the single-element solid.The severe lattice distortion is also used to explain the high strength of HEAs,especially the BCC-structured HEAs[4,12,23].The severe lattice-distortion effect is also related to the tensile brittle-ness and the slower kinetics of HEAs[2,9,11].However,the authors also noticed that single-phase FCC-structured HEAs have very low strength[7],which certainly cannot be explained by the severe lattice distortion argument.Fundamental studies in quantification of lattice distortion of HEAs are needed.1.1.4.Cocktail effectThe cocktail-party effect was usually used as a term in the acousticsfield,which have been used to describe the ability to focus one’s listening attention on a single talker among a mixture of conversa-tions and background noises,ignoring other conversations.For metallic alloys,the effect indicates that the unexpected properties can be obtained after mixing many elements,which could not be obtained from any one independent element.The cocktail effect for metallic alloys wasfirst mentioned by Ranganathan[42],which has been subsequently confirmed in the mechanical and physical properties [12,13,15,18,35,43].The cocktail effect implies that the alloy properties can be greatly adjusted by the composition change and alloying,as shown in Fig.1.4,which indicates that the hardness of HEAs can be dramat-ically changed by adjusting the Al content in the CoCrCuNiAl x HEAs.With the increase of the Al con-lattice constants of a CuCoNiCrAl x Fe alloy system with different x values:(A)hardnessconstants of an FCC phase,(C)lattice constants of a BCC phase[2].CoNiCrAl x Fe alloy system with different x values,the Cu-free alloy has lower hardness.CoCrCuFeNiAl x[15,45].Cu forms isomorphous solid solution with Ni but it is insoluble in Co,Cr and Fe;it dissolves about20at.%Al but also forms various stable intermetallic compounds with Al.Fig.1.6exhibits the hardness of some reported HEAs in the descending order with stainless steels as benchmark.The MoTiVFeNiZrCoCr alloy has a very high value of hardness of over800HV while CoCrFeNiCu is very soft with a value of less than200HV.Fig.1.7compares the specific strength,which yield strength over the density of the materials,and the density amongalloys,polymers and foam materials[5].We can see that HEAs have densitieshigh values of specific strength(yield strength/density).This is partiallyHEAs usually contain mainly the late transitional elements whoselightweight HEAs have much more potential because lightweightdensity of the resultant alloys will be lowered significantly.Fig.1.8strength of HEAs vs.Young’s modulus compared with conventional alloys.highest specific strength and their Young’s modulus can be variedrange of hardness for HEAs,compared with17–4PH stainless steel,Hastelloy,andYield strength,r y,vs.density,q.HEAs(dark dashed circle)compared with other materials,particularly structural Grey dashed contours(arrow indication)label the specific strength,r y/q,from low(right bottom)to high(left top).among the materials with highest strength and specific strength[5].Specific-yield strength vs.Young’s modulus:HEAs compared with other materials,particularly structural alloys.among the materials with highest specific strength and with a wide range of Young’s modulus[5].range.This observation may indicate that the modulus of HEAs can be more easily adjusted than con-ventional alloys.In addition to the high specific strength,other properties such as high hydrogen stor-age property are also reported[46].1.2.Key research topicsTo understand the fundamentals of HEAs is a challenge to the scientists in materials science and relatedfields because of lack of thermodynamic and kinetic data for multi-component systems in the center of phase diagrams.The phase diagrams are usually available only for the binary and ternary alloys.For HEAs,no complete phase diagrams are currently available to directly assist designing the10Y.Zhang et al./Progress in Materials Science61(2014)1–93alloy with desirable micro-and nanostructures.Recently,Yang and Zhang[28]proposed the X param-eter to design the solid-solution phase HEAs,which should be used combing with the parameter of atomic-size difference.This strategy may provide a starting point prior to actual experiments.The plastic deformation and fracture mechanisms of HEAs are also new because the high-entropy solid solutions contain high contents of multi-principal elements.In single principal-element alloys,dislo-cations dominate the plastic behavior.However,how dislocations interact with highly-disordered crystal lattices and/or chemical disordering/ordering will be an important factor responsible for plastic properties of HEAs.Interactions between the other crystal defects,such as twinning and stacking faults,with chemical/crystal disordering/ordering in HEAs will be important as well.1.2.1.Mechanical properties compared with other alloysFor conventional alloys that contain a single principal element,the main mechanical behavior is dictated by the dominant element.The other minor alloying elements are used to enhance some spe-cial properties.For example,in the low-carbon ferritic steels[47–59],the main mechanical properties are from the BCC Fe.Carbon,which is an interstitial solute element,is used for solid-solution strength-ened steels,and also to enhance the martensite-quenching ability which is the phase-transformation strengthening.The main properties of steels are still from Fe.For aluminum alloys[60]and titanium alloys[61],their properties are mainly related to the dominance of the elemental aluminum and tita-nium,respectively.Intermetallic compounds are usually based on two elements,e.g.,Ti–Al,Fe3Al,and Fe3Si.Interme-tallic compounds are typically ordered phases and some may have strict compositional range.The Burgers vectors of the ordered phases are too large for the dislocations to move,which is the main reason why intermetallic phases are usually brittle.However,there are many successful case studies to improve the ductility of intermetallic compound by micro-alloying,e.g.,micro-alloying of B in Ni3Al [62],and micro-alloying of Cr in Fe3Al[63,64].Amorphous metals usually contain at least three elements although binary metallic glasses are also reported,and higher GFA can be obtained with addition of more elements,e.g.,ZrTiCuNiBe(Vit-1), PdNiCuP,LaAlNiCu,and CuZrAlY alloys[65–69].Amorphous metals usually exhibit ultrahigh yield strength,because they do not contain conventional any weakening factors,such as dislocations and grain boundaries,and their yield strengths are usually three tofive times of their corresponding crys-talline counterpart alloys.There are several models that are proposed to explain the plastic deforma-tion of the amorphous metal,including the free volume[70],a shear-transformation-zone(STZ)[71], more recently a tension-transition zone(TTZ)[72],and the atomic-level stress[73,74].The micro-mechanisms of the plastic deformation of amorphous metals are usually by forming shear bands, which is still an active research area till today.However,the high strength of amorphous alloys can be sustained only below the glass-transition temperature(T g).At temperatures immediately above T g,the amorphous metals will transit to be viscous liquids[68]and will crystallize at temperatures above thefirst crystallization onset temperature.This trend may limit the high-temperature applica-tions of amorphous metals.The glass forming alloys often are chemically located close to the eutectic composition,which further facilitates the formation of the amorphous metal–matrix composite.The development of the amorphous metal–matrix composite can enhance the room-temperature plastic-ity of amorphous metals,and extend application temperatures[75–78].For HEAs,their properties can be different from any of the constituent elements.The structure types are the dominant factor for controlling the strength or hardness of HEAs[5,12,13].The BCC-structured HEAs usually have very high yield strengths and limited plasticity,while the FCC-structured HEAs have low yield strength and high plasticity.The mixture of BCC+FCC is expected to possess balanced mechanical properties,e.g.,both high strength and good ductility.Recent studies show that the microstructures of certain‘‘HEAs’’can be very complicated since they often undergo the spinodal decomposition,and ordered,and disordered phase precipitates at lower temperatures. Solution-strengthening mechanisms for HEAs would be much different from conventional alloys. HEAs usually have high melting points,and the high yield strength can usually be sustained to ultrahigh temperatures,which is shown in Fig.1.9for refractory metal HEAs.The strength of HEAs are sometimes better than those of conventional superalloys[14].Temperature dependence of NbMoTaW,VNbMoTaW,Inconel718,and Haynes2301.2.2.Underlying mechanisms for mechanical propertiesMechanical properties include the Young’s modulus,yield strength,plastic elongation,fracture toughness,and fatigue properties.For the conventional one-element principal alloys,the Young’s modulus is mainly controlled by the dominant element,e.g.,the Young’s modulus of Fe-based alloys is about200GPa,that of Ti-based alloys is approximately110GPa,and that of Al-based alloys is about 75GPa,as shown in Fig.1.8.In contrast,for HEAs,the modulus can be very different from any of the constituent elements in the alloys[79],and the moduli of HEAs are scattered in a wide range,as shown in Fig.1.8.Wang et al.[79] reported that the Young’s modulus of the CoCrFeNiCuAl0.5HEA is about24.5GPa,which is much lower than the modulus of any of the constituent elements in the alloy.It is even lower than the Young’s modulus of pure Al,about69GPa[80].On the other hand,this value needs to be verified using other methods including impulse excitation of vibration.It has been reported that the FCC-structured HEAs exhibit low strength and high plasticity[13], while the BCC-structured HEAs show high strength and low plasticity at room temperature[12].Thus, the structure types are the dominant factor for controlling the strength or hardness of HEAs.For the fracture toughness of the HEAs,there is no report up to date.1.2.3.Alloy design and preparation for HEAsIt has been verified that not all the alloys withfive-principal elements and with equi-atomic ratio compositions can form HEA solid solutions.Only carefully chosen compositions can form FCC and BCC solid solutions.Till today there is no report on hexagonal close-packed(HCP)-structured HEAs.One reason is probably due to the fact that a HCP structure is often the stable structure at low tempera-tures for pure elements(applicable)in the periodic table,and that it may transform to either BCC or FCC at high temperatures.Most of the HEA solid solutions are identified by trial-and-error exper-iments because there is no phase diagram on quaternary and higher systems.Hence,the trial-and er-ror approach is the main way to develop high-performance HEAs.However,some parameters have been proposed to predict the phase formation of HEAs[17,22,28]in analogy to the Hume-Rothery rule for conventional solid solution.The fundamental thermodynamic equation states:G¼HÀTSð1-2Þwhere H is the enthalpy,S is the entropy,G is the Gibbs free energy,and T is the absolute temperature. From Eq.(1-2),the TS term will become significant at high temperatures.Hence,preparing HEAs from the liquid and gas would provide different kinds of information.These techniques may include sput-tering,laser cladding,plasma coating,and arc melting,which will be discussed in detail in the next chapter.For the atomic-level structures of HEAs,the neutron and synchrotron diffraction methods are useful to detect ordering parameters,long-range order,and short-range ordering[81].1.2.4.Theoretical simulations for HEAsFor HEAs,entropy effects are the core to their formation and properties.Some immediate questions are:(1)How can we accurately predict the total entropy of HEA phase?(2)How can we predict the phasefield of a HEA phase as a function of compositions and temperatures?(3)What are the proper modeling and experimental methods to study HEAs?To address the phase-stability issue,thermody-namic modeling is necessary as thefirst step to understand the fundamental of HEAs.The typical mod-eling techniques to address thermodynamics include the calculation of phase diagram(CALPHAD) modeling,first-principle calculations,molecular-dynamics(MD)simulations,and Monte Carlo simulations.Kao et al.[82]using MD to study the structure of HEAs,and their modeling efforts can well explain the liquid-like structure of HEAs,as shown in Fig.1.10.Grosso et al.[83]studied refractory HEAs using atomistic modeling,clarified the role of each element and their interactions,and concluded that4-and 5-elements alloys are possible to quantify the transition to a high-entropy regime characterized by the formation of a continuous solid solution.2.Thermodynamicsof a liquid-like atomic-packing structure using multiple elementsthird,fourth,andfifth shells,respectively,but the second and third shellsdifference and thus the largefluctuation in occupation of different atoms.2.1.EntropyEntropy is a thermodynamic property that can be used to determine the energy available for the useful work in a thermodynamic process,such as in energy-conversion devices,engines,or machines. The following equation is the definition of entropy:dS¼D QTð2-1Þwhere S is the entropy,Q is the heatflow,and T is the absolute temperature.Thermodynamic entropy has the dimension of energy divided by temperature,and a unit of Joules per Kelvin(J/K)in the Inter-national System of Units.The statistical-mechanics definition of entropy was developed by Ludwig Boltzmann in the1870s [85]and by analyzing the statistical behavior of the microscopic components of the system[86].Boltz-mann’s hypothesis states that the entropy of a system is linearly related to the logarithm of the fre-quency of occurrence of a macro-state or,more precisely,the number,W,of possible micro-states corresponding to the macroscopic state of a system:Fig.2.1.Illustration of the D S mix for ternary alloy system with the composition change[17].。
Logistics Management

Logistics Management“Logistic is the process of planning, implementing and controlling the efficient, effective flow of goods storage of goods, services and related information from the point of origin to the point of consumption for the purpose of conf orming to customer requirements”Logistics exists to satisfy customer requirements by facilitating relevant manufacturing and marketing operation. The main responsibility of logistic is the geographical positioning of raw materials, work in process and finished inventories at the lowest possible cost.Creating logistics value is costly. Logistics accounts for one of the highest costs of doing business. Logistics expenditure normally ranges from 5% to 35% of sales depending on the type of business. Thus logistics even though very important for any business success is expensive.VARIOUS DEFINITIONS OF LOGISTICS MANAGEMENTLogistic management encompasses all materials flows management, from the inflow of purchased materials into works (i.e. materials planning of raw materials components and other products, transport of materials from suppliers to works, receiving and inspection and storage of materials) materials flow through manufacturing processes (i.e. materials issues and materials handling) and material (flow to customers (physical distribution (Refer fig.1 for these relationships)Materials Logistics physical distributionManagement ManagementFig.1(Relationship between logistics and other)Schmidt describes logistics management as:“The management (i.e. the planning, execution and control) of all factors that affect the material flow and the information about it, seen from the perspective of customer’s requirements for the purpose of achieving a high reliability,A high degree of comple teness and a short delivery time”Institute of purchasing and supply define logistics as:“Logistics is the concept which seeks provide for the management and co-ordination of the activities within the supply chain from sourcing and acquisition through production, where appropriate, and on through distribution channels to the customer. The goal of logistics is the creation of competitive advantages through the simultaneous achievement of high customer service levels, optimum investment and value for mone y.”According to Bowersox and Closs:“Logistics management includes the design and administration of systems to control the flow of materials work in progress and finished inventory to support business unit strategy”From the above definitions, we conclude that--(1) Logistics management is the function of managing the total flow of materials which includes movement of raw materials from suppliers, in process within the firm, and movement of finished goods to the customer.(2) Logistics management covers both physical flow of products as well as information flow covering reports and documentation relating to goods movement.(3) Logistics management evolves procedures that meet customer service at the minimum cost.(4) Logistic management achieves cost reduction by speeding the flow of materials, work-in-progress and finished products.ACTIVITIES OF THE LOGISTICS FUNCTIONSLogistics function consists of following sets of activities:(1) Order processing. Though this activity does not contribute much toT otal costs, yet it is treated important because of its contribution to lead time.(2) Transportation Management. Transportation involves---• Firm’s own transport (if goods are to be collected)• Hiring of transport (if services of external firm are to be used)• Routing and load planning.• Selection of the most suitable of transport (i.e. rail, road, sea or air).• Packaging needed (i.e. loose, pallets or special).• Documentation required (especially if goods are arriving from overseas.)(3) Inventory management. Inventories require to be maintained to take care of needs between the time of demand and time of supply. Inventory management involved decisions concerning. • Buffer stocks.• Lead time.• Replenishment of stocks.(4) Warehousing. Is concerned with management of space to hold inventories and it involves such problems as:• Site selection.• Space determination.• Layout and design.• Receipts and issues and storage.• Preservation.(5) Materials handling is concerned with movement of product at the stocking point and itinvolves such decision as :• Smoothening of materials flow.• Selection of materials handling equipment.• Maintenance of materials handling equipment.(6) Packaging is concerned with design of packing of the product that ensures damage free movement of the product and is conducive to efficient handling and storage.(7) Acquisition is concerned with sourcing, planning and ordering of the product in order to ensure its availability in the right quantity, at the right time, at the right place and at the right cost. Acquisition, however, dose not includes other purchasing activities such as price negotiation, vendor rating etc.(8) Product scheduling is concerned with preparation of aggregate quantities to be produced in accordance with demands, actual as well as projected. Product scheduling, however, dose not include day-to-day detailed scheduling carried out by production planner.(9) Information system is a must for the successful implementation of logistics function. Database on customer location, sales volume, inventory levels, lead times etc. must be maintained.IMPROVING EFFECTIVESS OF LOGISTICS MANGEMENT:Five pillars to the effective logistics are: (i) Logistical network, (ii) Transport (iii) information, (iv) Inventory and (v) Warehousing, materials handling and packaging.(1) Logistical network include facilities such as manufacturing, warehouse, dealers and retail stores. The larger the geographical spread, the more complex the film’s logistical network. Superior logistical network, based on systematic analysis and determination of number of each type of facilities, their geographical location, specific work allocations etc. can be a very big competitive tool.(2) Information. Accurate forecasting and good order management are essential for the systematic inventory management JIT and Contingency Replenishment (CR) and quick response (QR) to the customer. Timely information thus is the key to the logistical performance. Modern information technology, in the form of both hardware (faxes, mobile phones, e-mail) and software (Enterprise Resource Planning) have removed the deficiencies in information.(3) Transport. Cost, speed and reliability are key determinants of the effectiveness, whether it is a war or business. Since time is the essence, quality of transport performance becomes the critical factor. Further, as speed and cost of transport are inter-related, careful selection of the transport becomes essential for optimum cost. For example, faster transport costs mean more money but reduce inventories and improve customer service.(4) Inventory management. Good inventory management system must be put into place to achieve desired customer service with minimum inventory investment. Inventory policies must be carefully devised. Excessive inventories hide deficiencies (e.g. deficiencies of logistics network, poor quality of suppliers, interior purchase order management etc.) while too low inventories cause delay in order execution, slow response and deficient customer service. Selective treatment based on following principles generally lead to effective inventorymanagement:• Enough quantity of high profit high volume products, demanded by the core customer, may be carried in stock while or negligible inventory may be kept of low-profit-low volume products purchased by a fringe of customers.• Core customers may be serviced by fast reliable air service while orders of other customers may be dispatched by surface transport.• Commitment to deliver product rapidly and timely (say within the declared period) must be preceded by enhanced capabilities of logistic network.• Commitment of rapid and consistent delivery should be intended to gain customer service advantage and to neutralize the strength that a competitor enjoys.(5) Warehousing, materials handling and packaging. The choice and location of the warehouse should be with a view to get closer to the core customers. Materials handling within the warehouse should be planned to ensure safe and speedy receipt, movement, storage and packaging of customer’s requirements.SUMMARYLogistics management is the management of all factors that affect the materials flow and the information about it, seen from the perspective of customer requirement, for the purpose of achieving a high delivery, a high reliability, a high degree of completeness and a short delivery time.Logistics functions include following:(i) Order processing(ii) Transport management(iii) Inventory management(iv) Warehousing(v) Materials handling(vi) Packaging(vii) Production scheduling(viii) Information systemSome examples of the Logistics decisions taken by the Organizations-A manufacturer of large molded plastic water tanks has transport costs as a significant portion of the product cost. The is due to the fact that the weight based capacity of the trucks are underutilized by the large volume tanks. In order to build a competitive edge by reducing the product cost attempts are being made to change th e product design in which the lid is a separate piece. It enables small size tanks to go into the large sized ones, resulting in the reduction of the transportation cost. Since at present the results of the research are uncertain, a location decision has been taken to manufacture the products in products in four regions regions rather then at one place.A few cement manufacturers are modifying their production structure in response to the non-availability of covered railway wagons. Cement has been sent to the distribution centers in the granulated forms so that the open wagons can be used. Fine grinding is being done prior to the secondary distribution. Packaging decisions to whether cement should be transported in bulk or in a jute bag or HDPE bags are also under consideration.A two wheeler manufacturer is re-examining its distribution network design as well as its warehouse location to ensure better response to satisfy customer requirements and lower total product cost by cost by optimizing on cost relating to primary distribution, secondary distribution, warehouse operations and sales tax.A manufacturer of sponge iron in western India is deciding on a movement plan for both its incoming raw materials and outgoing finished products. The significant issues are the transportation mode choice, shipment size and stocking levels especially since water, rail and road are possible alternatives. The issues are more complicated since the port serving the plant is minor one with limitations of vessel draft and movement being inhibited during the monsoon. Possibilities of cost saving by coordinating inbound and outbound movement add another dimension to the problems.Certain pharmaceuticals and chemical industries could examine their production planning with respect to their production batch size by considering the profile of orders from the dealers, thereby optimizing on set up costs, work-in-process inventory cost and finished goods inventory cost. In such industries choices can also be made regarding transportation of some products in liquid, paste or powder form. There are implications on transportation costs, conversion energy costs and packing costs。
ASHRAEStandard62.1-2013andStandard90.1-2013…
Technical Report 1MechanicalASHRAE Standard 62.1-2013 and Standard 90.1-2013 EvaluationAuthor: Kale MullikinAdvisor: Donghyun RimSeptember 18, 2014ContentsProject Summary (2)Executive Summary (2)ASHRAE standard 62.1-2013 (3)Section 5 (3)Summary of ASHRAE 62.1 (7)Ventilation Rate Procedure Analysis (8)Summary of Ventilation Rate Procedure (10)ASHRAE standard 90.1-2013 (11)Section 5: Building Envelope (11)Section 6: Heating, Ventilating, and Air Conditioning (13)Section 7: Service Water Heating (13)Section 8: Power (13)Section 9: Lighting (13)Section 10: Other Equipment (14)Summary of ASHRAE 90.1 (15)Appendix (16)Project SummaryThe Medical Office Building is located in North-East United States and is to house many medical offices as well as some examination rooms and a physical therapy area. The building is two stories with a total square footage of 72,706.The main heating and cooling of the building will be supplied by two roof top units with a VAV system to regulate the air in the building. There are also five separate ductless split-system units that will serve areas that generate more heat than the rest of the building.Executive SummaryThis technical report was created to analyze the Medical Office Building and determine if it meets the requirements of ASHRAE 62.1-2013 and 90.1-2013.ASHRAE 62.1 specifies minimum ventilation rates and other requirements to provide an air quality that is acceptable for human occupation. Since the Medical Office Building is a healthcare facility, it is very important that the building complies with this standard. This building does comply with 62.1. There was only one minor specification that was not met and that was bird screens on the intakes of the roof top units. This can be easily improved post construction if it proves to be a problem.ASHRAE 90.1 is intended to set minimum requirements for energy efficiency of buildings. Due to the fact that the Medical Office Building was not intended to obtain a LEED rating, the building adhered to compliance but did not go above and beyond. The standard requires that there be energy saving controls on the lights and mechanical units as well as minimizing the amount of air to leak in or out of the building.ASHRAE standard 62.1-2013Section 55.1 Ventilation Air DistributionDesign for Air Balancing: System will be equipped with 100% modulating based economizer system. Fresh air will be measured and controlled with minimum and maximum fresh air setpoints that will be programmable at the human interface.Plenum Systems: This building does not make use of plenum supply and return. Therefore this section does not apply.Documentation: Minimum requirements for air balancing and testing shall be taken fromNEBB’s “Procedural Standards for Testing, Adjusting, and Balancing of EnvironmentalSystems.” Testing, adjusting, and balancing shall be done by a firm certified by NEBB.5.2 Exhaust Duct Location: Exhaust fans will be located on the ceiling allowing for negative pressure of exhaust ducts. Exhaust fans will also comply with AMCA requirements.5.3 Ventilation System Controls: System will be equipped with an automatic economizer cycle with maximum and minimum fresh air set points adjustable at a human interface to maintain required fresh air ventilation.5.4 Airstream SurfacesResistance to Mold Growth:The duct materials in this building are composed of galvanized sheet steel complying with ASTM A 653/A 653M having a G90 coating, PVC-coated galvanized steel complying with ASTM A 653/A 653M having a G90 coating, carbon-steel sheets ASTM A 366/A366M, stainless steel ASTM A 480/A480M type 316, aluminum sheets ASTM B 209 alloy 3003 temper H14.Resistance to Erosion: This building has sheet metal ducts which are excluded from thissection. The duct liner present in some of the ducts will be coated to prevent the erosion of glass fibers.5.5 Outdoor Air IntakesLocation: The closest exhaust fan is exhausting class 2 air and is further than 10 feet awayfrom the inlet of the roof top units specified in drawings. Other fresh air inlets are located on the ground floor and there are no exhaust near outlets or loading areas near these inlets.Rain Entrainment and Intrusion: Rain entrainment and intrusion is prevented by a downward facing hood on the intake of the roof top unit as well as linked damper blades and a damper filter.Snow Entrainment: Roof access doors are provided as well as walking pads placed on the roof leading to the roof top units.Bird Screens: Bird screens are called out on the roof top exhaust fans but are not called out on the intakes for the roof top units.5.6 Local Capture of Contaminants: Separate exhaust fans have been provided for all the rooms that require direct venting to the outside.5.7 Combustion Air: Fuel-burning appliances are located in the roof top units and therefore have plenty of air for combustion as well as venting.5.8 Particulate Matter Removal: A pleated cartridge type pre-filter of minimum MERV 8 has been provided in accordance with ASHRAE standard 52.1.5.9 Dehumidification SystemsRelative Humidity: The climate of the area already has a low humidity so humidifiers havebeen added to better control the humidity of the building. Humidity set points are adjustable at the operator’s interface station was well as monitoring the relative humidity.Exfiltration: Exfiltration is easily controlled by the presence of VAV boxes in different zones to control the amount of air entering the room which can easily be adjusted to keep the building pressurized.5.10 Drain PansDrain Pan Slope: Drain pans are sloped to comply with ASHRAE 62.Drain Outlet: Threaded nipples are mounted on both sides of the drain pan.Drain Seal: No negative static pressure is present in the roof top unit at the drain pan therefore there is no need for a drain seal.Pan Size: The drain pan will span the whole area under the roof top unit and be a minimum of two inches deep.5.11 Finned-Tube Coils and Heat ExchangersDrain Pans: A stainless steel formed drain pan has been provided in accordance withASHRAE 62.1.Finned-Tube Coil Selection for Cleaning: Easy access to upstream and downstream of thecoil has been provided as well as detailed instructions on how to clean the coils.5.12 Humidifiers and Water-Spray SystemsWater Quality: The humidifier being used is a self-contained humidifier that will use citywater which meets potable water requirements.Obstructions: The location of the humidifier with relation to manifolds in ducts, air handling units and occupied space has been coordinated to ensure proper humidifier operation.5.13 Access for Inspection, Cleaning, and MaintenanceEquipment Clearance: The ventilation equipment is located on the roof with adequate space between the two units therefore providing enough room for inspection and maintenance.Ventilation Equipment Access: Access doors have been provided for inspection andmaintenance of the ventilation equipment.Air Distribution System: Access doors have been provided in the ducts at major areas such as dampers and sensors.5.14 Building Envelope and Interior SurfacesBuilding Envelope: The building will be wrapped in a vapor air barrier and all seams andjoints will have flashing and be caulked to keep moisture and air out.Condensation on Interior Surfaces: Insulation will be provided for ducts and piping wherecondensation could possibly be present due to the cooler nature of the pipes and ducts.5.15 Buildings with Attached Parking Garages: The Medical Office Building does not have an attached parking garage. Therefore this section is not applicable.5.16 Air Classification and RecirculationClassification: Most of the air in this building is classified as class 1. The restrooms areclassified as class 2 and have exhaust fans that vent directly outside.Redesignation: Air in this building will not be cleaned or mixed.Recirculation Limitations: Class 2 air in this building will not be recirculated. Class 2 air will be vented directly outside.Documentation: There is no change of classification from the ASHRAE standard.5.17 Requirements for Buildings Containing ETS Areas and ETS-Free Areas: There are no ETS areas in this building.Summary of ASHRAE 62.1It can be said that the Medical Office Building is in compliance with ASHRAE 62.1. The only section found that the building was not in compliance with was section 5.5-Bird Screens. Although the building is not in compliance with this section, this can easily be fixed once the building is completed.Ventilation Rate Procedure AnalysisVentilation rate calculations are preformed to determine the amount of outdoor air needed in a building to provide a healthy environment for people to live and work in. In the Medical Office Building, there are two roof top units and they were both analyzed because the building is not very large and has many different rooms.Supporting EquationsBreathing Zone Outdoor Airflow (V bz)V bz= R p × P z+ R a × A zA z = the net occupiable floor area of the ventilation zone (ft2)P z = the number of people in the ventilation zone during typical usageR p = outdoor airflow rate required per person (table 6.2.2.1)R a = outdoor airflow rate required per unit area (table 6.2.2.1)Zone Outdoor Airflow (V oz)V oz= V bz/E zV bz = breathing zone outdoor airflowE z = zone air distribution effectiveness is 1.0 due to ceiling supply of cool airPrimary Outdoor Air Fraction (Z pz)Z pz= V oz/V pzV oz = zone outdoor airflowV pz = zone primary airflowUncorrected Outdoor Air Intake (V ou)V ou= D∑all zones (R p× P z) + ∑all zones (R a × A z)D = occupant diversity is taken to be 1Outdoor Air Intake (V ot)V ot= V ou/E vV ou = uncorrected outdoor air intakeE v = system ventilation efficiency (from table 6.2.5.2)Summary of Ventilation Rate ProcedureThe medical office building is in compliance with the ventilation rate procedure. Roof top unit one is compliant by about 1,000 cfm and roof top unit 2 is compliant by about 500 cfm. An opportunity for improvement could be to split the zones that roof top unit 2 has to handle in half and use two more roof top units so there would be slightly more outdoor air cfm to work with. For roof top unit 1, the nominal outside air (∑V oz) was the same as the required outside air (V ot). For roof top unit 2, the nominal outside air (∑V oz) was less than the required outside air (V ot).RTU-1∑V oz = 3267 cfm V ot = 3267 cfmRTU-2∑V oz = 4272 cfm V ot = 6213 cfmTable 1: Comparison of RTU-1 and RTU-2 nominal and required outside airASHRAE standard 90.1-2013Section 5: Building Envelope5.1 Scope: The Medical Office Building is located in North-East United States. This location has very moist climate which requires that the air be conditioned before it enters the building to improve the comfort of the occupants.5.4 Mandatory Provisions: The building has design elements to reduce air leakage out of the building such as an air barrier, vestibules at the main entrances of the building, and sealants at all joints around windows and doors and any other areas that air my possibly leak in.Figure 1: US Climate Zones5.5 Prescriptive Building Envelope Option: The walls at the Medical Office Building are commonly built up in the following fashion:•Brick veneer•Air space•2” rigid insulation•Air/vapor barrier•5/8” high density glass fiber reinforced sheathing•6” structural steel studs•R-13 batt insulation•5/8” mold resistant gypsum wallboardThis wall makeup easily complies with the R-10 continuous insulation requirement and the R-13 filled cavity requirement from table 5.5-5 of ASHRAE 90.1. There is a 6” requirement for roof insulation which satisfies the R-30 continuous insulation required for the roof also from table 5.5-5 of ASHRAE 90.1.According to section 5.5.4 of ASHRAE standard 90.1, vertical fenestration must not exceed 40% of the total vertical building surfaces and skylights may not exceed 3% of the fenestration of the roof.Building Face Total Wall Area (SF) Fenestration (SF)North 7423 2764East 4705 710South 7682 1971West 5959 2346Total 25769 7791% Fenestration 30.23Table 2: Vertical FenestrationRoof Area (SF) Fenestration (SF)40637 540%Fenestration 1.33Table3: Roof FenestrationSection 6: Heating, Ventilating, and Air Conditioning6.4 Mandatory Provisions: The roof top units are equipped with an economizer cycle which will take into account when the building is occupied and when it is not to adjust the amount of conditioning needed to save energy. All the ductwork and piping will be insulated to conserve energy and reduce condensation.6.5 Economizers: The economizers are expected to comply with all parts of section 6.5.1.1 which also have been called out in the specifications. The VAV system in this building will have static pressure sensors to monitor the air flow through the VAV box.Section 7: Service Water HeatingThe water heated in this building is not used for heating the building, it is for domestic use only. The heaters and storage tanks for domestic water heating do meet the requirements given in table 7.8 of ASHRAE.Section 8: PowerPower to the Medical Office Building will be supplied by a 480/277 3 phase 4 wire source. There will be a 600KW emergency generator on site to provide emergency power since this is a medical building and emergency power is very important. The power in this building meets the requirements for voltage drop, energy monitoring, etc. given in the ASHRAE standard.Section 9: LightingTable 9.5.1 was used to determine the lighting power density for the Medical Office Building. The building area type used was health-care clinic and the power density for this is 0.90 W/ft2. The total building area is 72,706 sf.The building meets the ASHRAE requirements for lighting using different switches to control the lighting depending on occupancy.Section 10: Other EquipmentAll the electric motors in the building are compliant with the requirements of the Energy Independence and Security Act of 2007. The elevators also meet the requirements for lighting, ventilation and standby mode.Summary of ASHRAE 90.1The Medical Office Building is in compliance with ASHRAE 90.1. The building envelope meets building envelope requirements as well as requirements for heating, ventilation, and air conditioning, service water heating, power, lighting, and other equipment.AppendixVentilation Rate Calculations:• A value of 0.8 was used for E z because there is a ceiling supply of warm air at 15 F or more above space temperature and a ceiling return.•Maximum Z p value for each system is highlighted in green.。
Autodesk Revit MEP 2013 Update Enhancement List说明书
AUTODESK® REVIT® MEP 2013Update Enhancement ListImprovements made in Update 2 build (20121003_2115):Autodesk® Revit® MEP 2013 Enhancements∙Improves stability when sizing Duct.∙Corrects the use of tees when specified in duct routing preferences within projects upgraded from Revit 2012.∙Improves stability when upgrading a pipe fitting connected to multiple systems.∙Improves stability when editing duct fitting size in the active view and then editing the duct fitting type in the Property Palette.Autodesk® Revit® Platform 2013 Enhancements∙Improves stability when Save to Central or Sync with Central.∙Improves stability when utilizing Create Assembly Views from the project browser.∙Improves stability when editing a label within the family editor.∙Improves stability when saving file to a location with low disc space.∙Improves stability when launching Export gbXML – Settings dialog.∙Improves stability and memory usage within graphics display.∙Improves stability during IFC data import which contains openings with no usable geometry.∙Improves stability when importing IFC data which imported into Revit 2012 with warnings.∙Improves import of clipped solids during IFC import.∙Improves IFC Export to support buildingSMART International IFC certification.∙Improves stability when linking or attached DWG files.∙Improves stability of printing after Export to DWG or DXF format.∙Improves stability when creating, duplicating or deleting a material in the Material Editor.∙Improves the retention of part parameters within a part upgraded from Revit 2012.∙Corrects ribbon tab population after installing .NET 4.5∙Improves stability while editing calculated values within a schedule after deleting a parameter used in a formula.∙Improves stability with schedules which contains a filter based upon a user defined parameter and elements in linked files do not contain the user defined parameter.∙Improves stability when opening Sun Settings dialog.∙Improves stability when editing Text Notes.∙Improves stability when upgrading Revit 2012 project to Revit 2013.∙Improves stability when moving a Crop Region which utilizes the disjoin option.∙Improves stability when upgrading 2012 project which contains analytical walls.∙Improves stability when adjusting multiple sketch lines of a floor at the same moment.∙Improves stability when editing the gutters on a roof object with the Add/Remove Segment tool.∙Improves stability when renaming a Stair run type or landing to ‘none’.∙Improves stability when using the ribbon Cancel Edit Mode button to exit Stair Edit Mode.∙Improves stability when using an open profile for a wall sweep.∙Improves stability when splitting a wall.Improvements made in Update 1 build (20120716_1115):Autodesk® Revit® Architecture 2013 Enhancements∙Improves stability when closing a sketch editor, such as slab, site, etc., which create a large number of points.∙Improves creation of U-shaped winder stairs.∙Improves stability when editing winder stairs.∙Improves performance when many railings exist within a project.∙Improves stability when support type is not defined for stair.∙Improves railing representation in coarse view.Autodesk® Revit® Structure 2013 Enhancements∙Improves placement of analytical nodes when in 3D views.∙Improves stability when enabling “Show Analytical Model Categories in this View” when the Warning dialog is open.∙Improves creation consistency with Physical Wall when coping an Analytical Model Wall.∙Improves stability when editing an Opening within an object which spans to the boundary of an Analytical Surface.∙Corrects the reporting of the “Structural Parameter” on slabs.∙Improves masking of linked files by Mask and Filled regions in Structural Views.∙Improves stability when placing Rebar.∙Improves stability when copying Area or Path reinforcement between projects which have differing value for the Reinforcement Project Setting: “Host structural rebar”.∙Improves visibility of round rebar when displayed in fine detail level.Autodesk® Revit® MEP 2013 Enhancements∙Corrects the Slope value on placeholder pipe when slope is greater than 15 degrees.∙Improves consistency when applying a slope to a layout which contains a transition.∙Improves stability when splitting pipes which belong to different systems.∙Corrects visibility of the center line when displaying rise/drop symbols.∙Improves stability when opening a Revit 2012 project which contains a pipe placeholder schedule.∙Improves consistency of unit formatting within Panel Schedules .∙Improves consistency of adding circuits to equipment that are connected to a pipe or duct system.∙Improves stability when adding a device, which is connected to a wire, to a circuit.∙Improves display of annotation on duct and pipe transitions.∙Improves stability when inserting duct fittings.∙Improves stability when viewing Routing Solutions.Autodesk® Revit® Platform 2013 Enhancements∙Improves stability when opening projects from previous versions of Revit.∙Improves stability during Copy/Paste operations.∙Corrects display of solid filled regions with transparent backgrounds.∙Allows exporting of materials painted on elements to ODBC.∙Improves performance of opening and closing sketch mode in projects with many families.∙Improves stability when setting a Design Option as the Primary.∙Improves stability when Fixed Distance option for a divided path.∙Improves stability while browsing to Revit Server when there is no network connectivity.∙Improves export consistency of Space and Zone elements when multiple elements have the same name and number.∙Allows Raytrace mode to work with DirectX 9.∙Improves stability when using Raytrace mode with Hardware Acceleration disabled.∙Improves Raytrace mode rendering output.∙Improves Surface Transparency override by element for multiple selections.∙Improves printing consistency when tone mapping is enabled.∙Disables Sun and SunPath from being rendered in Raytrace mode.∙Improves stability when using manual exposure in Raytrace mode.∙Improves stability when rendering views.∙Improves stability and performance when using visualization features like Sky, Exposure, and Anti-Aliasing.∙Improves stability when importing IFC data which contains special characters.∙Improves the setting of custom parameter values during import of IFC data.∙Improves stability when importing IFC data which contains an invalid line pattern.∙Allows Markups from DWF to be exported to DWF.∙Improves stability when drag and drop a DWG file into a Revit project.∙Improves stability when importing DXF data.∙Improves dimension fidelity when exporting to DWG with export units set to Meter.∙Improves alignment of hatch and fill patterns when exporting to DWG.∙Improves stability when selecting a new host for an element within an In-place Wall.∙Improves section creation within a project with linked model.∙Improves stability when working with Materials.∙Improves the displayed Pattern Type assigned to an element with the Material Editor.∙Corrects the display of the materials category within the Paint interface.∙Corrects the printed display of fill patterns within perspective views.∙Improves stability of Type editing when multiple element types are in the selection set. Autodesk ® Revit® API 2013 Enhancements∙Allows Document.PostFailure to be used to post multiple errors during a single transaction that do not reference an ElementId.∙Improves stability using UIApplication.DoDragDrop when a Revit command (such as the Wall tool) was active.∙Improves stability by disabling keyboard shortcuts (except view zoom shortcuts) when a PreviewControl is active.∙Improves stability in ReferenceIntersector.FindNearest() when no matching target pick is found.∙Corrects validation logic to allow NewFamilyInstance to place face-based families on transformed family instances.∙Dimension.Above and Dimension.Below now update the dimension after their data is changed without requiring any user action.∙The properties MechanicalSystem.SystemType, ElectricalConnector.SystemType, PipeConnector.SystemType are obsolete in Revit 2013. Instead query the parameterRBS_DUCT_CONNECTOR_SYSTEM_CLASSIFICATION_PARAM on ConnectorElement.∙Corrects data reported with ConnectorManager.UnusedConnectors.∙Fixes a file corruption that could occur when extensible storage data was added to an element ina central file.∙Improves stability when saving a file with extensible storage data that overwrites an existing file that also contains extensible storage.∙RVT Links created with RevitLinkType.Create will remain loaded when the RVT containing the link is reopened.∙Previously, setting 'suppressBendRadius' to true in method Rebar.GetCenterlineCurves() would cause both fillet bends and user-drawn, parameterized arcs to be omitted from the collection ofcurves returned by the method. The method now omits only the fillet bends; the drawn arcs are included along with the straight edges.∙Updates Rebar.GetCenterlineCurves() method with an additional argument: a MultiplanarOption (enum), which should be set to IncludeAllMultiplanarCurves or IncludeOnlyPlanarCurves. Thisargument controls whether all curves of a multi-planar Rebar instance are returned, or only those which lie in the primary plane.∙Enables method puteDrivingCurves(). This method returns a collection of curves that includes the lines and arcs that drive the shape, but excludes fillets and hooks. It is equivalent to calling GetCenterlinCurves(adjustForSelfIntersection=false, suppressHooks=true,suppressBendRadius=true, multiplanarOption=IncludeOnlyPlanarCurves)∙Improvements have been made in RebarShape methods that deal with matching RebarShapes to collections of curves: CreateFromCurvesAndShape(), RebarShapeMatchesCurvesAndHooks().∙Corrects behavior ot RebarShape.Create() method to not ignore the out-of-plane bend diameter specified in the RebarShapeMultiplanarDefinition argument object, and always used an internaldefault value.Autodesk, DWF, FBX, Revit, ViewCube and 3ds Max are registered trademarks or trademarksof Autodesk, Inc., and/or its subsidiaries and/or affiliates,, in the USA and/or other countries. Allother brand names, product names, or trademarks belong to their respective holders. Autodeskreserves the right to alter product offerings and specifications at any time without notice, and isnot responsible for typographical or graphical errors that may appear in this document.Occasionally, Autodesk makes statements regarding planned or future development efforts forour existing or new products and services. These statements are not intended to be a promiseor guarantee of future delivery of products, services, or features but merely reflect our currentplans, which may change. The Company assumes no obligation to update these forward lookingstatements to reflect any change in circumstances, after the statements are made.© 2012 Autodesk, Inc. All rights reserved.。
SS_00259 第9版(中英文)

MANAGEMENT REGULATIONS FOR THE ENVIRONMENT-RELATED SUBSTANCES TO BE CONTROLLED WHICH ARE INCLUDED INPARTS AND MATERIALSSS-00259 for General Use, Ninth EditionT erms of Use:Copyright and all intellectual property rights in the content of this document are vested in Sony Corporation and reserved, unless otherwise indicated. This document is the Sony T echnical Standard, SS-00259 for General Use, Ninth Edition.Copyright 2010 Sony Corp.ALL RIGHTS RESERVEDNo part of this document may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording or by any information storage and retrieval system, without the prior written permission of Sony Corporation.CONTENTS1. PURPOSE (1)2. SCOPE (1)2.1 Scope applicable to parts and materials (1)2.2 Scope applicable to products (1)3. TERMS AND DEFINITIONS (2)4. MANAGEMENT STANDARDS FOR "ENVIRONMENT-RELATED SUBSTANCES TO BE CONTROLLED" (3)4.1 "Environment-related Substances to be Controlled ('Controlled Substances')" (3)4.2 Additional rules for packaging components and materials (16)4.3 Rules for batteries (Applicable to all batteries in commercial distribution) (19)APPENDIXES (20)1. PURPOSEWith regard to the "Environment-related Substances to be Controlled ('Controlled Substances')" contained in the parts and devices employed in Sony electronics products, this Standard clarifies (1) banned substances,(2) substances to be phased out, and (3) exempted substances and their uses, in order to realize thefollowing aims and objectives:1) To prevent the above-mentioned substances from being used for Sony electronics products;2) To comply with related laws and regulations;3) To reduce the influence of the above substances upon the ecosystem; and4) To contribute to the preservation of the global environment.2. SCOPE2.1 Scope applicable to parts and materialsTargets are the parts, materials, and other articles that are procured by the Sony group, or by third parties to which the Sony group outsources the design and manufacture of its electronics products.The targets need to satisfy the criteria specified in this Standard.Target parts and materials:- Semi-finished products (e.g. modules, functional units, board assemblies, and other assembly parts) - Parts (electrical parts, mechanical parts, semiconductor devices, PWBs, recording media, and packaging components and materials)- Screws- Accessories (mice, remote commanders, AC adaptors, and other accessories with which you can use products)- Materials constituting subsidiary parts and materials (e.g. adhesives, adhesive tapes, soldering materials, etc.) used for products- Printed materials (e.g. instruction manuals, warranty cards, additional product/parts information)- Repair parts (The application of some repair parts for products on the market shall be followed the instructions on the separately issued notice.)- Packaging components and materials that parts suppliers use for delivery and protection (See Section4.2.1 "Definition of packaging components and materials" for details.)- Batteries2.2 Scope applicable to products1) Sony electronics products that are designed and manufactured by the Sony group for sale, loan, ordistribution2) Sony electronics products being sold and loaned or distributed with the Sony group's logos on them,whose design and/or manufacture are outsourced to third parties3) Third parties' electronics products whose design and/or manufacture are outsourced to the Sony group(except when the parts and materials are specified by the third parties)Regarding the use of substances prohibited or restricted by regional or country laws and ordinances, the laws and ordinances must be observed and followed even though the substances and their uses are not clearly regulated in this Standard.3. TERMS AND DEFINITIONSIn this Standard, terms are defined in the following manners.1) "Environment-related Substances to be Controlled ('Controlled Substances')"Among the substances contained in parts and devices, "Environment-related Substances to beControlled ('Controlled Substances')" are those which, according to Sony's judgment, have significant environmental-impact on both humans and the global environment.2) Management standardsTo manage the above-mentioned substances, the following Levels and Exemption are used: a) Level 1The substances and their applications classified into this Level are those that are banned for the usein parts and materials. b) Level 2On the date set in each table, the substances and their applications in the respective tables shall bereclassified into Level 1. c) Level 3No effective date of the ban on the delivery is currently set for the substances and their applicationsclassified into this Level. The ones under Level 3 shall be reclassified into Level 2 for banning the use of them in phases, depending on the availability of alternative parts or materials that satisfy the intended uses. d) ExemptionThe substances and their applications classified as Exemption are those not regulated by orexempted from laws, or excepted from the 'Controlled Substances' because of the unavailability of adequate alternative parts and materials that satisfy the intended uses.3) Contained"Contained" is a situation in which a substance is added to, is blended with, fills up, or adheres to:a) The parts or devices employed in products, orb) The materials used for the parts or devices, regardless if the situation is intentionally created or not.(When a substance is unintentionally contained in, or added to a product in a processing process, this situation is also regarded as "Contained.")There are substances called Dopants (Doping Agents) that are intentionally added to manufacture semiconductor devices, etc. They are not treated as "Contained" if present in the devices in a very small amount.4) I mpurityAn "Impurity" is a substance that satisfies either or both of the following conditions:a) One contained in a natural material, which cannot be completely removed in a refining process bytechnical means (i.e. natural impurities); andb) One generated in a synthesis process, which cannot be completely removed by technical means. There are substances called "impurities," the name of which is used to distinguish them from main materials. If they are used for the purpose of changing the characteristics of a material, they are treated as "Contained."Note: The 'Controlled Substance,' which mingles with or adheres to parts or devices as an "Impurity,"must not exceed its allowable concentration specified in this Standard.5) Effective date of the ban on the deliveryThis indicates the date on or after which Sony won't accept the parts and/or materials specified in thecorresponding columns of Table 4.2.6) Plastics defined in this Technical StandardPlastics refer to materials and raw materials composed of synthetic high-molecular polymers in thisStandard.More specifically, "plastics" mainly mean the following articles composed of synthetic high-molecularpolymers: resins, films, adhesives, adhesive tapes, molded products, products made of synthetic rubber, and plastics made from raw materials of plant origin.When a natural resin is synthesized with any one of the above articles, the synthetic substance is a plastic.4. MANAGEMENT STANDARDS FOR "ENVIRONMENT-RELATED SUBSTANCES TO BECONTROLLED"4.1 "Environment-related Substances to be Controlled ('Controlled Substances')"The table below lists the "Environment-related Substances to be Controlled ('Controlled Substances')," defined in this Standard.Table 4.1 List of "Environment-related Substances to be Controlled ('Controlled Substances')" SubstancesCadmium and cadmium compoundsLead and lead compoundsMercury and mercury compounds Heavy metals Hexavalent chromium compoundsPolychlorinated biphenyls (PCB) Polychlorinated naphthalenes (PCN) Polychlorinated terphenyls (PCT)Short-chain chlorinated paraffins (SCCP) Chlorinated organic compounds Other chlorinated organic compoundsPolybrominated biphenyls (PBB) Polybrominated diphenylethers (PBDE) (including decabromodiphenyl ether [DecaBDE])Brominated organic compounds Other brominated organic compoundsTrisubstituted organotin compounds (including tributyltin (TBT) compounds and triphenyltin (TPT) compounds)Dibutyltin (DBT) compounds Dioctyltin (DOT) compounds AsbestosSpecific azo compounds FormaldehydePolyvinyl chloride (PVC) and PVC blends Beryllium oxide Beryllium copperSpecific phthalates (DEHP, DBP, BBP, DINP, DIDP, DNOP, DNHP) Hydrofluorocarbon (HFC), Perfluorocarbon (PFC) Perfluorooctane sulfonates (PFOS) Specific benzotriazole Cobalt dichlorideOzone depleting substances (ODS) Dimethyl fumarate (DMF)Table 4.2 Main "Targets" and "Effective date of the ban on the delivery" regarding 'ControlledSubstances'Substances: Cadmium and cadmium compoundsTargets Effective date of the ban on the delivery- Packaging components and materials (See 4.2.1.)- The stabilizers, pigments, or dyes used for plastics (including rubber) materials (e.g. labels, cabinets, phonograph records, cable tie, the keys of remote commanders, the outer plastic resins of electrical parts, and the insulators of electrical wiring)- Paints, inks- Surface treatment (e.g. electroplating, electroless plating, etc.) and coating- Photographic films- Fluorescent lamps (small-sized ones, straight-tube ones) Banned since the establishment of this StandardAll uses except those specified in Level 2 and ExemptionTypical examples are given below:- Switches, relays, breakers, DC motors, and other electrical contact points- Fuse elements of temperature fuses- Glass, and the pigments as well as dyes of glass paints (paints for glass and the pigments as well as dyes used for glass)- Solder (whose cadmium concentration is more than 20 ppm)- CdS-photocells and the phosphors contained in fluorescent display devices- Resistor elements (glass frit) Banned since January 1, 2005Level 1- Parts composed of metals containing zinc (e.g. brass, hot dip galvanizing, etc.) whose cadmium concentration is more than 100 ppm Banned since October 1, 2005Level 2 - Optical glass June 1, 2010 Exemption - Plating of electrical contacts, for which high reliability is required andwhich has no alternative materials- Filter glassN/ATest objects: plastics (including rubber), paints, and inksAllowable concentration: Less than 5 ppmStandards for measurement1) Sample preparationTypical sample preparation methods: e.g. IEC 62321:2008, EPA 3052:1996(1) Closed system for acid decomposition method (e.g. microwave decomposition method)(2) Acid digestion method(3) Dry ashing methodNote: Precipitates must be completely dissolved by some technical means (e.g. alkali fusion).Any extraction methods (including EN71-3:1994, ASTM F 963-96a, ASTM F 963-03, ASTM D5517, and ISO 8124-3:1997) shall not be applied.2) Measurement methodsTypical measurement methods: e.g. IEC 62321:2008(1) Inductively Coupled Plasma-Optical (Atomic) Emission Spectroscopy (ICP-OES [ICP-AES])(2) Atomic Absorption Spectroscopy (AAS)(3) Inductively Coupled Plasma-Mass Spectroscopy (ICP-MS)Note: If a combination of a sample preparation method and a measurement method can ensure that the limit of quantification for cadmium is less than 5 ppm, the combination is applicable.Targets Effective date of the ban on the delivery- Packaging components and materials (See 4.2.1.)- The paints, and inks containing lead, which are used for PWBs Banned since the establishment of this StandardLevel 1- Surface coatings (plating) for the external electrodes, lead wires, and other areas of parts (e.g. electrical parts, semiconductor devices, and heat sinks)- The stabilizers, pigments, and dyes contained in the plastic (including rubber) materials that are used for outer and exposed areas of the following articles: mice, devices, AC adaptors, connection cords, remote commanders, and power supply cords- The paints and inks used for outer and exposed areas of devices Banned since April 1, 2004All uses except those specified in Level 2, Level 3 and Exemption Typical examples are given below:- The surface coatings for the external electrodes, lead wires, etc. of the parts contained in AC adaptors, remote commanders, semiconductor devices, etc.- Leaded solder that meets both of the following conditions: 1) lead content is less than 85 wt%; and 2) lead content is more than 1000 ppm- All kinds of alloys (including solder materials) whose individual lead concentrations exceed their allowable ones provided in the table at the bottom of Exemption below. (*1)- The stabilizers, pigments, and dyes contained in the plastic (including rubber) materials that are used for areas (excluding outer and exposed ones) of the following articles: mice, devices, AC adaptors, connection cords, remote commanders, and power supply cords- The paints and inks used for areas other than the outer and exposed ones of devices Banned since January 1, 2005Level 1- Electroless plating films such as electroless nickel plating and electroless gold plating whose lead content is more than 1000 ppm Banned since February 1, 2006Level 2 - Glass for all uses except those specified in Exemption- Solder consisting of more than two elements for the connectionbetween the pins and the package of microprocessors with a leadcontent of more than 80 wt% and less than 85 wt%June 1, 2010Level 2 - Dielectric ceramic in capacitors for a rated voltage of less than 125 VAC or 250 V DCJanuary 1, 2012Level 3 - Electroless plating films such as electroless nickel plating andelectroless gold plating whose lead content is 1000 ppm or lessN/ATargets Effective date of the ban on the deliveryExemption - High melting temperature type solders (i.e. lead based alloyscontaining 85 wt% by weight or more lead)- Optical glass, filter glass- Glass of cathode ray tubes- Glass of fluorescent tubes whose lead content, in proportion to theirweight is 0.2% or less.- Glass, glass matrix compound, ceramic or ceramic matrix compound,which is used in electrical and electronic components (e.g.piezoelectronic devices)Note that dielectric ceramic in capacitors is excluded.- Dielectric ceramic in capacitors for a rated voltage of 125 V AC or 250V DC or higher- Solder to complete a viable electrical connection betweensemiconductor die and carrier within integrated circuit flip chippackages- Crystal glass as defined in Annex 1 (Categories 1, 2, 3 and 4) of EUDirective 69/493/EEC(*1) Allowable lead concentrationsType of alloy Allowable lead concentrationSteel up to 0.35 wt%Aluminum alloy up to 0.4 wt%Copper alloys (includingbrass and phosphor bronze)up to 4 wt%Solder (*2) up to 1000 ppmAllowable concentration (*2) of lead contained in conductivematerials of solder for anisotropic conductive film (ACF) andanisotropic conductive paste (ACP) should be less than 1000 ppm.N/ATest objects: plastics (including rubber), paints, and inksAllowable concentration: Less than 100 ppmStandards for measurement1) Sample preparationTypical sample preparation methods: e.g. IEC 62321:2008, EPA 3052:1996(1) Closed system for acid decomposition method (e.g. microwave decomposition method)(2) Acid digestion method(3) Dry ashing methodNote: Precipitates must be completely dissolved by some technical means (e.g. alkali fusion).Any extraction methods (including EN71-3:1994, ASTM F 963-96a, ASTM F 963-03, ASTM D5517, and ISO 8124-3:1997) shall not be applied. Additionally, EN1122:2001 is not applicable forlead.2) Measurement methodsTypical measurement methods: e.g. IEC 62321:2008(1) Inductively Coupled Plasma-Optical (Atomic) Emission Spectroscopy (ICP-OES [ICP-AES])(2) Atomic Absorption Spectroscopy (AAS)(3) Inductively Coupled Plasma-Mass Spectroscopy (ICP-MS)Note: If a combination of a sample preparation method and a measurement method can ensure that the limit of quantification for lead is less than 30 ppm, the combination is applicable.Substances: Mercury and mercury compoundsTargets Effective date of the ban on the delivery- Packaging components and materials (See 4.2.1.)- Paints, and inks- Hour meters- Relays, switches, or sensors whose contacts contain mercury - Mercury or its compounds mixed in plastics Banned since the establishment of this StandardLevel 1- All uses except those specified in Level 2 and Exemption Banned sinceJanuary 1, 2005 Level 2 - Mercury in cold cathode fluorescent lamps and external electrodefluorescent lamps (CCFL and EEFL):Short length (not over 500 mm) : 3.5 mg or more, and less than 5 mgper lampJanuary 1, 2011Exemption - Mercury in cold cathode fluorescent lamps and external electrodefluorescent lamps (CCFL and EEFL):Short length (not over 500 mm): Less than 3.5 mg per lampMedium length (over 500 mm and not over 1500 mm): Less than 5 mgper lampLong length (over 1500 mm): Less than 13 mg per lamp- Mercury in high-pressure gas discharge lamps (e.g. projector lamps)N/ASubstances: Hexavalent chromium compoundsTargets Effective date of the ban on the delivery- Packaging components and materials (See 4.2.1.) Banned since theestablishment of thisStandardLevel 1- Constituents of parts or materials (e.g. inks, paints, additives, etc.)- Residues in the surfaces of screws, steel sheets, etc. that are processed with plating or conversion coating Banned since January 1, 2005Substances: Polychlorinated biphenyls (PCB), polychlorinated naphthalenes (PCN), polychlorinatedterphenyls (PCT)Targets Effective date of the ban on the deliveryLevel 1 - All uses (e.g. capacitors, lubricants, insulating oils, transformers containing oil, paints, and flame retardants in plastics) Banned since the establishment of this StandardSubstances: Short-chain chlorinated paraffins (SCCP) Short-chain chlorinated paraffins with carbon chain length;10-13Targets Effective date of the ban on the delivery- The cabinets of products (including accessories) and PWBs Banned since theestablishment of thisStandardLevel 1- All uses other than the above Banned sinceFebruary 1, 2006Substances: Other chlorinated organic compoundsTargets Effective date of the ban on the deliveryLevel 3 - The plasticizers or flame retardants contained in plastics, and the flame retardants used for PWBsN/ASubstances: Polybrominated biphenyls (PBB)Targets Effective date of the ban on the deliveryLevel 1 - All uses (e.g. flame retardants contained in plastics) Banned since theestablishment of thisStandard Substances: Polybrominated diphenylethers (PBDE) (including decabromodiphenyl ether [DecaBDE])Targets Effective date of the ban on the delivery- All uses (e.g. flame retardants contained in plastics) Banned since theestablishment of thisStandardLevel 1- The parts manufactured using the molding dies, which were made in or before December 2002 (Applicable only to the bodies of the displays and TV sets shipped to countries and regions other than European ones) The parts whose molding dies have been made since January 2003 must not contain PBDE. Banned since January 1, 2005Substances: Other brominated organic compoundsTargets Effective date of the ban on the deliveryLevel 3 - The flame retardants contained in plastics, or used for PWBs N/ASubstances: Trisubstituted organotin compounds(including tributyltin (TBT) compounds and triphenyltin (TPT) compounds) Metal tin, tin alloys, tin plating and tin inorganic compounds do not fall under this category.Targets Effective date of the ban on the deliveryLevel 1 - All uses (e.g. paints, inks, preservatives, and fungicides) Banned since theestablishment of thisStandardSubstances: Dibutyltin (DBT) compoundsMetal tin, tin alloys, tin plating and tin inorganic compounds do not fall under this category.Targets Effective date of the ban on the deliveryLevel 2 - All uses (e.g. additives for plastic)Materials whose tin concentration is 0.1 wt% or moreJuly 1, 2011Substances: Dioctyltin (DOT) compoundsMetal tin, tin alloys, tin plating and tin inorganic compounds do not fall under this category.Targets Effective date of the ban on the deliveryLevel 2 - Textiles whose tin concentration is 0.1 wt% or more July 1, 2011Substances: AsbestosTargets Effective date of the ban on the deliveryLevel 1 - All uses (e.g. insulators and fillers) Banned since theestablishment of thisStandardSubstances: Specific azo compoundsAzodyes that form any of the amine compounds listed in Table 4.2a through the decomposition methods cited in REACH Regulation (EC) No 1907/2006 / Annex XVII and amine compounds in Table 4.2aTargets Effective date of the ban on the deliveryLevel 1 The substances which are used in parts or articles that may come into direct and prolonged contact with the human skin (e.g. belts, straps, ear phones,head phones, and shoulder pads for bags) Banned since the establishment of this StandardLevel 3 The parts or articles that do not come into continuous contact with thehuman skin (e.g. cushions, mice, remote commanders, and carrying bags)N/ATest methods (for reference)The methods for decomposing azo compounds and then extracting amines are as follows.1) EN 14362-1:20032) CEN ISO/TS 17234:20033) EN 14362-2:2003Table 4.2a List of specific amine compoundsCAS No. Amine compounds92-67-1 4-aminodiphenyl92-87-5 benzidine95-69-2 4-chloro-o-toluidine;4-chloro-2-methylaniline91-59-8 2-naphthylamine97-56-3 o-aminoazotoluene99-55-8 2-amino-4-nitrotoluene;5-nitro-o-toluidine106-47-8 p-chloroaniline615-05-4 2,4-diaminoanisole101-77-9 4,4'-diaminodiphenylmethane;4,4'-methylenedianiline 91-94-1 3,3'-dichlorobenzidine119-90-4 3,3'-dimethoxybenzidine119-93-7 3,3'-dimethylbenzidine838-88-0 3,3'-dimethyl-4,4'-diaminodiphenylmethane;4,4'-diamino-3,3'-diphenylmethane6-methoxy-m-toluidine120-71-8 p-cresidine;101-14-4 4,4'-methylene-bis-(2-chloroanilene)101-80-4 4,4'-oxideaniline4,4'-diaminodiphenylsulfide139-65-1 4,4'-thiodianiline;95-53-4 o-toluidine4-methyl-m-phenylenediamine 95-80-7 2,4-toluylenediamine;137-17-7 2,4,5-trimethylaniline90-04-0 o-anisidine60-09-3 4-aminoazobenzeneSubstance: FormaldehydeTargets Effective date of the ban on the delivery- The wooden products made from fiberboard, particleboard, or plywood, which are employed in products for import into Europe (e.g. speakers and racks) Banned since the establishment of this StandardLevel 1- The wooden products made from fiberboard, particleboard, or plywood, which are employed in products for destinations other than Europe (e.g. speakers and racks) Banned since January 1, 2005Reference value (emission content): Obtain the value by any one of the following methods.1) [With a chamber method]Concentration in the air: Equal to or less than 0.1 ppm (or 0.124 mg/m3) in an air-tight test chamber whosevolume is 12 m³, 1 m³, or 0.0225 m³2) [With a perforator method]- Equal to or less than 6.5 mg in 100 g of a particleboard without a surface treatment (the average value during six months)- Equal to or less than 7.0 mg in 100 g of a fiberboard without a surface treatment (the average value during six months)- Equal to or less than 8.0 mg in 100 g of a particleboard/fiberboard without a surface treatment (the value derived from the one-time measurement based on EN120)3) [With a desiccator method]- Average content: 0.5 mg/l or less- Maximum content: 0.7 mg/l or less(Use N=2 to check the average and maximum values.)Measurement methods:- A chamber method specified in EN 717-1:2004- A perforator method specified in EN 120:1992- A desiccator method specified in JIS A 5905 (Fiberboards) and JIS A 5908 (Particleboards)Substances: Polyvinyl chloride (PVC) and PVC blendsTargets Effective date of the ban on the delivery- Substrates for FeliCa contactless IC cards* For reference, the targets have never contained PVC or PVC blends. Banned since before the establishment of this Standard- Coating agents and fabrics for the carrying bags, carrying cases, and carrying pouches, which are designed for use with personal computers, digital cameras, camcorders, and portable audio products (excluding those for professional use) Banned since the establishment of this Standard- Cable ties used for accessories and connecting cords Banned since July 1,2002- Packaging components and materials to protect, contain, or transport products or supplied accessories (e.g. bags, adhesive tapes, cartons, and blister packs) Banned since January 1, 2005- Heat shrink tubes Banned since April1, 2005- Flexible flat cables (FFC)- Sheets and laminates used for exterior of wooden speakers- Insulating plates, decorative panels, labels, sheets, and laminates Banned since April 1, 2007Level 1- Suction cups for mounting in-vehicle products Banned since April1, 2010Substances: Polyvinyl chloride (PVC) and PVC blendsTargets Effective date of the ban on the deliveryLevel 3 - Connection cords for wearable equipment (e.g. cables for ear phones, head phones, and ear microphones)- Coating for insulation and protection used for the inside or outside ofdevices, insulating tubes, carrying belts, spacers, holders, covers,ducts, etc.- Power supply cords (including ones with some or all of the following:plugs, connectors, or cord bushes) designed for use in Japan, theU.S., and Canada (2P and 3P)- Parts consisting of wires (e.g. connectors with cords) and wires usedfor internal wiring (e.g. motor leads)- Connection cords (e.g. connection cords for USB or i.LINK, and videocords, AC adaptors secondary leads, flat wires, multi core cables,speaker cords, etc.)- Harnesses and processing wires (e.g. coaxial cables, flat wires,double insulation wires, and shielded wires)- Coating agents and fabrics for the carrying bags, carrying cases, andcarrying pouches, which are designed for exclusive use withprofessional-electronics products- Developing papers- Insulation caps for capacitors, power supply switches, and fuses- Trays, magazine sticks, reels, embossed carrier tapes used by partssuppliers for parts packaging- Wiring clip used for the inside of devices (made of polyvinylchloride-coated metal)Other parts except those classified into Levels 1 and ExemptionN/AExemption - Binder for resins- Polyvinyl electrical wires for high voltage- I nsulating tapes- Speaker grilles- Power supply cords designed for use in countries and regions otherthan Japan, the U.S., and Canada- Parts that are not classified into Levels 1 and 3, and are composed ofvinyl chloride copolymers or blends of PVC and other polymers- Transformer leads whose joint is fixed by varnish impregnation- Curl cords- Extra fine electrical wires that are AWG (American Wire Gauge) 36 ormore- Professional cables for which general-purpose ones cannot besubstituted (e.g. cables for broadcast cameras and microphonecables)N/A。
Supply Chain Sustainability Practices

Supply Chain Sustainability Practices Title: Sustainable Supply Chain Management: Balancing Environmental Responsibility and Operational EfficiencyIntroduction:In today's interconnected global economy, supply chains play a crucial role in driving economic growth and ensuring the availability of goods and services. However, with this interconnectedness comes the responsibility to address environmental and social impacts throughout the supply chain. Sustainable supply chain management (SSCM) has emerged as a critical approach for businesses to mitigate environmental risks, enhance social welfare, and ensure long-term viability. This article delves into the principles, challenges, and best practices of sustainable supply chain management.Understanding Sustainable Supply Chain Management:Sustainable supply chain management encompasses the integration of environmental, social, and economic considerations into every stage of the supply chain, from sourcing raw materials to delivering products to consumers. At its core, SSCM seeks to minimize negative environmental impacts, promote ethical labor practices, and create value for all stakeholders involved.Key Principles of SSCM:1. Environmental Stewardship: Sustainable supply chain management involves reducing carbon emissions, minimizing waste generation, conserving natural resources, and promoting eco-friendly practices such as recycling and renewable energy adoption.2. Social Responsibility: SSCM emphasizes fair labor practices, safe working conditions, and respect for human rights across all tiers of the supply chain. This includes addressing issues like child labor, forced labor, and worker exploitation.3. Economic Viability: While prioritizing environmental and social objectives, SSCM also aims to ensure economic viability for businesses. This involves optimizing supply chain efficiency, reducing costs through resource optimization, and fostering innovation to create sustainable products and services.Challenges in Implementing SSCM:Despite its importance, implementing sustainable supply chain management poses several challenges for businesses:1. Supply Chain Complexity: Modern supply chains are often complex, involving multiple suppliers, partners, and stakeholders across various geographic locations. Coordinating sustainability efforts across this intricate network can be challenging.2. Lack of Transparency: Limited visibility into suppliers' practices and processes can hinder efforts to assess and address environmental and social risks effectively.Without transparency, it's challenging to identify areas for improvement or verify compliance with sustainability standards.3. Cost Considerations: Incorporating sustainable practices into the supply chain may incur additional costs initially, such as investing in eco-friendly technologies or conducting supplier audits. Balancing these costs with the long-term benefits of sustainability requires careful financial planning.4. Regulatory Compliance: Compliance with evolving environmental and labor regulations adds another layer of complexity to sustainable supply chain management. Businesses must stay abreast of changing regulations and ensure compliance across their supply chain operations.Best Practices for Sustainable Supply Chain Management:To overcome these challenges and drive meaningful change, businesses can adopt the following best practices in sustainable supply chain management:1. Supplier Engagement: Collaborate closely with suppliers to promote sustainability throughout the supply chain. This includes setting clear sustainability expectations, providing support and resources for improvement, and fostering long-term partnerships based on shared values.2. Transparency and Traceability: Enhance transparency by mapping supply chain processes and monitoring key performance indicators related to sustainability. Implement traceability systems to track the origins of raw materials, identify potential risks, and ensure compliance with ethical and environmental standards.3. Lifecycle Assessment: Conduct lifecycle assessments to evaluate the environmental footprint of products throughout their entire lifecycle, from raw material extraction to disposal. Use this information to identify opportunities for resource efficiency, waste reduction, and product innovation.4. Collaboration and Collective Action: Engage with industry peers, NGOs, and governmental organizations to address systemic sustainability challenges collectively. Collaborative initiatives such as industry-wide standards, certification programs, and information sharing can amplify the impact of individual efforts.5. Continuous Improvement: Embrace a culture of continuous improvement by setting ambitious sustainability goals, measuring progress regularly, and adapting strategies based on performance data and stakeholder feedback. Encourage innovation and experimentation to drive ongoing advancements in sustainable supply chain practices. Conclusion:Sustainable supply chain management is no longer a choice but a business imperative in today's rapidly evolving marketplace. By integrating environmental, social, and economic considerations into supply chain operations, businesses can mitigate risks, enhance resilience, and create long-term value for all stakeholders. Through collaboration,transparency, and innovation, we can build supply chains that not only deliver products efficiently but also contribute to a more sustainable and equitable world.。
Management matters

RESEARCHCommentaryManagement MattersREBECCA A.GOULD,PhD,RD;DEBORAH CANTER,PhD,RD ABSTRACTFewer than 50%of registered dietitians (RDs)supervise personnel and 76%have no budget authority.Because higher salaries are tied to increasing levels of authority and responsibility,RDs must seek management and lead-ership roles to enjoy the increased remuneration tied to such positions.Advanced-level practice in any area of dietetics demands powerful communication abilities,pro-ficiency in budgeting and finance,comfort with technol-ogy,higher-order decision-making/problem-solving skills,and well-honed human resource management capabili-ties,all foundational to competent management practice.As RDs envision the future of the dietetics profession,practitioners must evaluate management competence in both hard and soft skills.Just as research is needed to support evidenced-based clinical practice,the same is needed to support management practice across the pro-fession.Dietetics educators and preceptors should be as enthusiastic about management practice as they are clin-ical practice when educating and mentoring future pro-fessionals.Such encouragement and support can mean that new RDs and dietetic technicians,registered,will understand what it takes to advance to higher levels of responsibility,authority,and subsequent enhanced re-muneration.In the ever-changing social,legal,ethical,political,economic,technological,and ecological environ-ments of work,food and nutrition professionals who are willing to step forward and assume the risks and respon-sibilities of management also will share in the rewards,and propel the profession to new heights of recognition and respect.J Am Diet Assoc.2008;108:1834-1836.“While 43%of all practicing RDs have some supervisory responsibility,only a quarter (24%)manage budgets”(1).—Dick RogersAccording to a recent Commission on Dietetic Regis-tration study (1),clinical positions remain the pri-mary setting for registered dietitians (RDs).Only 12%of all RDs are employed in food and nutrition man-agement,whereas 55%are employed in inpatient,ambu-latory,or long-term care clinical settings (1).“We don’t get paid enough,”is a complaint frequently voiced about the dietetics profession.When food and nu-trition professionals shy away from budgetary and super-visory responsibilities,salaries suffer.Are RDs abdicat-ing power to others outside the profession because of unwillingness to assume managerial authority and the responsibility that comes along with it?WHY DOES MANAGEMENT MATTER?The American Dietetic Association Phase 2Future Practice and Education Task Force,in their draft report presented at the 2007Food &Nutrition Conference &Expo in Philadel-phia,echoes the belief that management,indeed,does mat-ter:“The Task Force reiterates that management is a critical component across all advanced practice in dietetics.Ad-vanced-level management is tied to salary levels in every area of dietetics practice.Higher salaries are commanded by advanced-level practitioners who assume the risk and rewards of high-level decision making and who manage a broad scope of resources”(2).In other words,the greater the resources managed,including budgets and personnel,the higher the salary is likely to be.Managing budgets and personnel means do-ing the hard work of analysis and decision making.In the most recent Compensation and Benefits survey,Rogers (1)reported that supervision and budget authority are highly correlated with substantial increases in pay.It is the assumption of responsibility and risk that is scary,challenging,and yet lucrative.Management is not all about being the stern taskmas-ter,the bean counter,or the adjudicator of decisions.Management and its alter ego,leadership (3),explain,in part,how food and nutrition professionals work effec-tively with and through people.Management is about how to think strategically,how to make sound decisions,and how to arrive at complex solutions to challenges that appear insurmountable—all to achieve the mission and goals of the business entity or the volunteer organization of which food and nutrition professionals are a part.As Paul Hawken said,“Good management is the art of mak-ing problems so interesting and their solutions so con-structive that everyone wants to get to work and deal with them”(4).With all of the social networking advances made pos-sible by technology,it seems that practitioners are losing critical soft skills like the ability to sit down and have aR.A.Gould is a professor and director,InformationTechnology Assistance Center,and D.Canter is a profes-sor and head,Department of Hotel,Restaurant,Institu-tion Management,and Dietetics,Kansas Sate Univer-sity,Manhattan.Address correspondence to:Rebecca A.Gould,PhD,RD,Information Technology Assistance Center,Kansas State University,Manhattan,KS 66506.E-mail:ragou@Manuscript accepted:March 23,2008.Copyright ©2008by the American Dietetic Association.0002-8223/08/10811-0001$34.00/0doi:10.1016/j.jada.2008.08.0101834Journal of the AMERICAN DIETETIC ASSOCIATION©2008by the American Dietetic Associationcivil,frank conversation with someone face to face.In an article by Kate Lorenz posted on , the top10soft skills sought in today’s business environment include a strong work ethic,positive attitude,great com-munication skills,time management abilities,being a team player,possessing self-confidence,demonstrating the ability to accept and learn from criticism,flexibility/ adaptability,and the ability to work well under pressure (5).How do RDs measure up on this top10list?Every one of these10skills is critical to managerial success.RDs need to develop these in ourselves,and,if we carry the title of manager,we need to develop these skills in em-ployees.It has been said,“The conventional definition of management is getting work done through people,but real management is developing people through work”(6). Management is one more tool that must be a part of the toolkit of every food and nutrition professional.Manage-ment principles transcend disciplines and practice areas. Management of resources—human,physical,andfinan-cial—is a core concept taught in the entry-level dietetics curriculum.Although often taught in conjunction with foodservice systems,these concepts are pertinent in any practice area.The same management principles apply whether one is directing a school foodservice operation,a staff of clinical dietitians,a multimillion dollar research grant,or a Fortune100company.Management matters in all facets of the social,politi-cal,educational,and economic environments.According to Mintzberg(7),“The manager determines whether our social institutions will serve us well or whether they will squander our talents and resources.”The fundamental management skills that for years have been inherent in the education of entry-level food and nutrition profession-als are the same management concepts taught in general business courses and outlined in many of the great books on management(8-10).More advanced management skills are needed as food and nutrition professionals climb the administrative ranks.The Phase2Task Force outlined a common core of competencies required of all advanced-level food and nu-trition.Advanced-level practitioners need to demonstrate high-level skills in communications,information technol-ogy,finance and budgeting,leadership,management principles,marketing,human resource development/ management,and organizational development/adminis-tration(2).These skills begin to be developed during supervised practice as a dietetics student or intern,and practitioners must continue to hone these skills through-out their careers.Management skills are integral to success in an in-creasingly complex dietetics profession.These remarks are meant to evoke dialogue among professionals in an attempt to change the negative reactions that often sur-face when management is mentioned.Management and leadership are a balancing act—distinct yet complemen-tary(3).If RDs are to become major change agents,we must step up and step forward to be leaders in the food and nutrition arena.This means taking responsibility for tough and sometimes risky decisions.The principles that make for success or failure in day-to-day operations are severely put to the test in extreme,risky,or emergency situations.As revealed regularly in the media,crisis sit-uations turn the spotlight on leaders,revealing the best and the worst about their planning,organizing,directing, staffing,and controlling abilities.On the other hand,how many of us can identify crisis situations in which the management skills of RDs have come to the rescue?The successes of such individuals should be recognized,cele-brated,and emulated.We hope that readers of this article will look at issues facing the world,understand the potential effect on the profession,and learn from those who solve complex prob-lems.The dietetic s profession is trying to keep pace with changes in the workforce,organizational restructuring, issues with the safety of the food supply,plummeting financial support for higher education,never-ending tech-nological developments,the health care crisis...the list goes on and on.If ever there was a time for food and nutrition professionals to demonstrate leadership and management competencies,it is now.HOW CAN THE VALUE OF MANAGEMENT SKILLS IN THE DIETETICS PROFESSION BE SHOWCASED?Science is the foundation of our profession(11),and this includes management science.RDs need to conduct re-search in the area of management practice.Practitioners need to inundate both peer-reviewed and lay literature with articles focusing on management theory and cators and preceptors need to create as much enthusiasm for management as for clinical practice when educating students.Cluskey,Gerald,and Gregoire(12) tout the domino effect of a more positive perception of management earlier in a career.HOW CAN FOOD AND NUTRITION PROFESSIONALS CONTINUOUSLY HONE THEIR MANAGEMENT SKILLS?Be Well-ReadRead the latest management and leadership books,peer-reviewed business articles,or trade journals.Grasp the issues of the day and the challenges for the future. Peruse the Occupational Information Network ResourceCenter and O*Net OnlineO*Net()can be searched for comprehensive occupation information,including key at-tributes and characteristics of occupations(Figure).With the educational background,knowledge,and skills of RDs,the titles chief executive officer,chairperson of the board,and president are within our grasp.RDs with this set of management skills can land these roles.For each job family,occupation,and/or discipline,O*Net has a listing of job titles,tasks,knowledge,skills,ability,work styles,interests,and more.Read the descriptors care-fully.Practitioners could use these data to develop their own skills and to mentor staff.Likewise,dietetics faculty can use these to develop their own management skills, revamp the dietetics management curriculum,and de-velop continuing education for practitioners.Participate in Organizations that Develop Management Skills Join Toastmasters,Rotary,Kiwanis,or any of the host of civic or philanthropic organizations.Such networks can November2008●Journal of the AMERICAN DIETETIC ASSOCIATION1835give RDs a forum to become involved, practice public speaking, or lead committees that are not work-related.Network with Leaders and Managers Outside the Profession Learn from others who are facing similar challenges and achieving successes outside the world of dietetics. Wheat-ley (13) dares her readers to sit next to someone they have never met and strike up a conversation. Incredible oppor-tunities can come from seemingly random and casual conversations.Attend to the Soft SkillsBeing the boss requires balancing hard and soft skills. When given the option between technical and soft skills training, managers often choose the former because the latter is not well understood or valued (14). Yet the soft skills are the most often desired when hiring new talent. Hard skills can be taught. Soft skills must develop within and be nurtured in our personal and professional lives.“Management’s job is to see the company, not as it is . . . but as it can become” (15). RDs must take the long view to become true change agents for food and nutrition issues in our world. Management must matter. References1. Rogers D. Compensation and benefits survey 2007: Above-average paygains seen for registered dietitians. J Am Diet Assoc. 2008;108:416-427.2. Draft Report of the Phase 2 Future Practice and Education Task Force(September 2007). American Dietetic Association Web site. http:// /ada/files/Draft_Report_FINAL_9_25_07.pdf. Ac-cessed October 12, 2007.3. Kotter JP. What leaders really do. Harvard Bus Rev. 2001;79:85-94.4. Hawken P. QuoteWorld Website. /quotes/6314. Accessed October 22, 2007.5 . Lorenz K. What are soft skills? Careerbuilder Web site. http://jobs.aol.com/article/_a/top-10-soft-skills-for-job-hunters/20051107131509990011.Accessed October 22, 2007.6. Abedi AH. . /quotes/agha_hasan_abedi/. Accessed October 22, 2007.7. Mintzberg M. The manager’s job: Folklore or fact. In: Vecchio RP, ed.Leadership: Understanding the Dynamics of Power and Influence in Organizations. 2nd ed. Notre Dame, IN: University of Notre Dame Press; 2007.8. Drucker PF. Classic Drucker: Essential Wisdom of Peter Drucker fromthe Pages of Harvard Business Review. Boston, MA: Harvard Business School Publishing Corp; 2006.9. Porter ME. Competitive Advantage: Creating and Sustaining SuperiorPerformance. New York, NY: Free Press; 1985.10. Bolman LG, Deal TE. Reframing Organizations: Artistry, Choice andLeadership. 3rd ed. San Francisco, CA: Jossey-Bass; 2003.11. Monsen E. Forces for research. J Am Diet Assoc. 1993;93:981-985.12. Cluskey M, Gerald B, Gregorie M. Management in dietetics: Are weprepared for the future? J Am Diet Assoc. 2007;107:386-389.13. Wheatley ML. Turning to One Another: Simple Conversations to Re-store Hope to the Future.San Francisco,CA:Berrett-Koehler Publish-ers;2002.14.Ashbaugh JL.The hard case for soft skills and retention.HealthcareExecutive.2003;18:59-60.15.Boone LE.Quotable Business.New York,NY:Random House;1992.To search the O*Net database of occupation-specific descriptors:1. Connect to /.2.Click Find Occupations.3.In the Occupation Quick Search box,type in“CEO”(orrelevant job title or occupation).4.Click Go.5.Click the Chief Executives link.6.Review the summary report with tasks,knowledge,skills,abilities,work activities,work context,job zone,and more. Tofind O*Net self-assessment tools:1. Connect to /dev_tools.html.2.Select an assessment tool by clicking the appropriate link. Figure.Navigating the O*Net occupational information network.1836November2008Volume108Number11。
climb的现在分词形式

climbIntroductionClimbing, a popular outdoor activity, is the act of ascending steep mountains, cliffs, or other elevated natural or artificial structures. It has been practiced for centuries for various purposes, including recreation, exploration, and competition. This article aims to explore the different aspects of climbing, including its types, equipment, techniques, and the benefits it offers.Types of ClimbingClimbing can be classified into several types, each requiring different skills and equipment. The most common types include:1. Indoor ClimbingIndoor climbing is performed on artificial climbing walls or structures found in gyms or climbing centers. It is a great way for beginners to learn and practice climbing techniques in a controlled and safe environment.2. Sport ClimbingSport climbing is an outdoor activity that involves ascending fixed routes on cliffs or rock faces. Climbers use pre-placed bolts and anchors for protection as they ascend. This type of climbing requires physical strength, endurance, and technical skills.3. Trad ClimbingTrad climbing, short for traditional climbing, is a form of rock climbing where climbers place their own removable protection such as nuts, cams, or hexes into cracks and crevices as they ascend. It demands a high level of skills and experience as climbers need to evaluate therock quality, choose appropriate gear, and protect themselves from potential falls.4. Ice ClimbingIce climbing involves ascending icy and frozen surfaces, such as frozen waterfalls and glaciers. Climbers use specialized equipment, including ice axes, crampons, and ice screws, to grip the ice and make progress.It requires both physical strength and technical skills to navigate frozen terrain.5. MountaineeringMountaineering is a more challenging and comprehensive form of climbing. It involves ascending high-altitude mountains, often with extreme weather conditions and difficult terrain. Mountaineers must possess a wide range of skills, including technical climbing, navigation, and survival skills.Equipment for ClimbingClimbing requires specialized equipment to ensure safety and facilitate progress. Here are some essential pieces of climbing equipment:1.Climbing Harness: A harness is worn around the waist and thighsand is used to connect the climber to the rope for protectionagainst falls.2.Climbing Rope: Dynamic ropes are used in climbing as they canstretch to absorb the impact of falls, reducing the risk of injury.3.Carabiners: Carabiners are metal connectors used to attach variouscomponents of the climbing system, such as the harness, rope, and protection devices.4.Protection Devices: These include nuts, cams, and hexes that areused to secure the rope in cracks and crevices during tradclimbing.5.Climbing Shoes: Climbing shoes have a sticky rubber sole thatprovides excellent grip on the rock surface, enabling climbers to make precise foot placements.6.Helmet: A climbing helmet offers protection against falling rocks,ice, or other potential hazards.7.Belay Device: A belay device is used to control the rope duringbelaying, which is the technique of managing rope tension toensure a safe descent or ascent.8.Ice Axes and Crampons: Ice climbers use ice axes to create securehandholds and crampons to grip the ice with their boots.Techniques for ClimbingClimbing involves various techniques that climbers must master to ensure safety and efficiency. Here are some commonly used techniques:1. BoulderingBouldering is a type of climbing that is performed on large boulders or short walls without the use of ropes. It focuses on difficult and intricate moves, often requiring a combination of strength, balance, and agility.2. Rock ClimbingRock climbing techniques involve using different types of holds and movements to ascend a rock face. These techniques include smearing, edging, crack climbing, and dynos (dynamic moves).3. Rope ManagementProper rope management is crucial in climbing to minimize tangles, maintain safety, and facilitate smooth upward progress. Techniques such as coiling, flaking, and rope stacking are used to manage the rope effectively.4. BelayingBelaying is the technique of controlling the rope to protect the climber from falling. It involves feeding and taking in the rope as the climber ascends and descends. Different belay techniques include top-rope belaying, lead belaying, and multi-pitch belaying.5. RappellingRappelling, also known as abseiling, is the technique of descending a vertical or near-vertical surface using a rope and appropriate descender devices. It requires proper anchor setup, rope management, and control to ensure a safe descent.Benefits of ClimbingClimbing offers numerous physical, mental, and social benefits. Here are some of the key advantages:1.Physical Fitness: Climbing is an excellent full-body workout thatimproves strength, endurance, flexibility, and coordination. Itengages muscles in the arms, legs, core, and back, leading toincreased overall fitness.2.Mental Strength: Climbing requires problem-solving skills, focus,and mental resilience. Overcoming challenging routes or obstacles builds confidence, enhances concentration, and promotes mentaltoughness.3.Stress Relief: Engaging in climbing helps reduce stress andanxiety by providing an outlet to disconnect from daily worriesand immerse oneself in the present moment.4.Connection with Nature: Climbing often takes place in beautifulnatural environments, allowing climbers to connect with nature,experience stunning landscapes, and develop an appreciation forthe outdoors.5.Social Interaction: Climbing can be a social activity, fosteringconnections with other climbers, teamwork, and mutual support.Climbing communities and clubs provide opportunities fornetworking and sharing experiences.ConclusionClimbing is a versatile and rewarding activity that offers a wide range of experiences, challenges, and benefits. Whether it’s indoor climbing for beginners or mountaineering expeditions for the adventurous, there are options available for everyone. By mastering the techniques, using proper equipment, and embracing the mental and physical challenges, climbers can enjoy the thrill of ascending new heights and experiencing the wonders of the vertical world.。
项目材料管理(Sourcing Management)
制定项目 材料采购计划 PM/PCM/PPM 5.9
制定项目材料 控制计划 PCM/PMCE
制定项目 材料请购计划 PM/PCM/PEM/LE
5.3
5.5
建立WBS PM/PCM
PM :项目经理 PEM :项目设计经理
5.4
PE :项目工程师
PC :项目协调工程师
TDCL:技术文档管理主任 PPM :项目采购经理
制定项目材料控制计划
由项目控制经理召集材料、成本、时程等控制工程师,会同设计、 采购及建造有关人员,在项目工作分工结构下,编制完成相关计划,包 括项目材料供给责任表、项目材料进度及数量控制基准,以确保材料时 程与数量能满足施工需求。在项目执行中,项目经理可依实际作业状况 或各单位的需求修订计划。
1. 项目材料供给责任
2. 小组成员需包括:项目材料控制工程师及工程设计、采购及建造的
相关材料控制人员。
3. 项目材料控制工程师负责联系、信息的汇整、归纳及分析。
项目材料管理的组织结构
项目 设计经理
项目经理
项目 采购经理
项目成本 控制工程师
项目 控制经理
项目材料 控制工程师
项目 质量经理
项目 建造经理
项目时程 控制工程师
项目材料控制工程师的职责
1. 依项目控制经理指示,全程监控项目材料的供应,负责与项目材料
控制小组各成员及相关人员,沟通协调与材料控制相关事宜。
PQM :项目质量经理
E/M QCM:材料品管经理
PCM :项目控制经理
PEC :催货协调工程师
PMCE:项目材料控制工程师 SPC :国贸专员
SCE :项目时程工程师
IPT :项目检验代表
材料管理英语
材料管理英语Materials Management EnglishAs a content creator, it is important to understand the various aspects of materials management, including the relevant vocabulary and terminology in English. Materials management involves the planning, organizing, and controlling of the flow of materials, from the point of acquisition to the point of consumption.Effective materials management helps businesses to achieve the following objectives:1. Reduce waste: By managing materials effectively, businesses can avoid overstocking or understocking, resulting in less waste of resources and materials.2. Boost Efficiency: Materials management helps to ensure that the right materials are in the right place at the right time, enabling businesses to optimize their operations and minimize downtime.3. Improve Quality: Proper management of materials helps to ensure that the products produced are of high quality and meet the required standards.Here are some key terms and phrases related to materials management that content creators may find helpful:1. Inventory: Materials or goods kept in stock forfuture use or sale.2. Stock Keeping Unit (SKU): A unique identifier assigned to a specific product in inventory.3. Just-in-Time (JIT): A manufacturing strategy that emphasizes the timely delivery of materials for production.4. Reorder Point: The inventory level at which new stock needs to be ordered to avoid running out.5. Economic Order Quantity (EOQ): The optimal amount of inventory that should be ordered to balance the cost of purchasing and holding inventory.6. Bill of Materials (BOM): A list of all the materials required to manufacture a product, including the quantity and cost of each item.7. Material Requirement Planning (MRP): A system that helps with the planning and control of the materials required for production.8. Material Handling: The movement and transportation of materials within a facility.9. Cycle Counting: A process of regularly counting a small subset of inventory to ensure the accuracy of inventory records.10. Lead Time: The time taken from the point of placing an order to the point of receiving the materials.It is important for content creators to familiarize themselves with these terms and phrases to effectively communicate with others in the materials management field. By understanding the key concepts and terminology, content creators can create more informative and useful content that can help businesses improve their materials management practices.。
Index, Pages 149-152
Analysis of Variance (ANOVA), 100, 138 Analysis: cube plots, 36 interactions plots, 35 main effects plot, 34--5 normal probability plot of residuals, 37-8 normal probability plot/factor effects, 36-7 Pareto plot/factor effects, 36 response surface plots/regression models, 38-9 Barriers: communication, 30 cultural, 30 educational, 29 lack of guidance in classifying/ analysing problems, 30 management, 29-30 Basic principles: blocking, 10 qualitative/quantitative factors, 7-8 randomization, 8-9 replication, 9-10 understanding of process, 6-7 Bicycle hill climb (2 (7-4) factorial design experiment), 76-80 Blocking strategy, 10, 101 Brainstorming, 95 Case studies: core tube life, 132-41 flight of paper helicopter, 117-22 process variability reduction, 110-14 radiographic quality welding of cast iron, 105-9 slashing scrap rate, 114-17 spot welding process, 141-7 training for DOE using catapult, 127-32 wire bonding process, 123-7 Catapult: analysis/interpretation of results, 128-30 and understanding of role of DOE in training program, 127-32 choice of design/experimental layout, 128 confirmatory experiment, 131 determination of optimal factor settings, 130-1 factors/levels used, 128 objective of experiment, 128 selection of response, 128 significance of work, 131-2 Central Limit Theorem (CLT), 23 Chemical process (23 full factorial design experiment), 60-1 average process yield, 61-3 optimal process condition, 64-5 variability in process yield, 63-4 Confidence interval for mean response, 41-2 Core tube life, 132 analysis/interpretation, 135-9 choice of layout, 135 confirmation trials, 140 determination of optimal process parameter settings, 139-40 Counfounding, 11-12, 101-2 Cracking problem (24 full factorial design experiment), 65-6 optimal process to minimize length, 69-70 variable length, 66-9
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Contribute to the reduction of surplus materials at project completion. l ti
Demonstrate D t t to t Management M t and d Client Cli t status t t of f materials t i l supports all scheduled activities and supports baseline activities.
12 Copyright © 2008 Fluor Corporation
Material Planning Responsibilities
Using MaterialManager® for Planning
– The creation of scenarios allows the planner to perform “what what if if” analysis – Each scenario is made up of multiple work packages. Each work package represents a specific scope of work
Reduce
Increase
“ RIGHT MATERIAL, RIGHT PLACE, RIGHT TIME, RIGHT COST”
3 Copyright © 2008 Fluor Corporation
Material Management Importance To You
Cost of material represents 40% – 60% of the total cost of today’s typical project Lack of material when needed at site is typically the single most frequent cause of construction delays Material M t i lM Management t is i a continuous ti f function ti that th t must t be b performed concurrently with engineering, construction, and other project plans (cross functional) Planning is one of the most important functions – guides all subsequent activities – large impact on the project p execution plan Construction build schedule -> Material Planning -> Engineering design & work package priority identified
Obtain
Provide Provide
efficient and cost effective receiving, storage, security and issuing of materials on construction sites surplus to the lowest possible value to Client and Fluor
1 Copyright © 2008 Fluor Corporation
What Is Material Management?
Material Management is the work process of planning and executing cross-functional activities to ensure the quality and quantity of engineered and bulk materials are available il bl i in a ti timely l and d cost t effective ff ti manner t to support the construction execution plan and facilitate the turnover process.
Material Management
Overview
What is Material Management? Material Management Objectives Material Management importance to you Material Management Department Material Management g general g work flow process p Material Planning Purchasing E Expediting diti SQS Logistics Field Material Management Questions
10 Copyright © 2008 Fluor Corporation
Material Control Responsibilities
Perform Material take-off management Monitor changes in material quantities Prepare Tag/Bulk Material Requisitions Report status of material against key quantities Monitor and resolve material shortages Surplus monitoring and resolution Distribution of material through fabrication classes and destinations
7 Copyright © 2008 Fluor Corporation
MaterialManager® (MATMAN)
MaterialManager® is an integrated database system.
Provides a seamless material management tool.
5 Copyright © 2008 Fluor Corporation
Material Management Department
Material Manager
Traffic Logistics Lead
SQS Lead
Procurement Lead
Materials Planning Lead
11 Copyright © 2008 Fluor Corporation
Material Planning Responsibilities
What is Material Planning?
– Consolidation of all project material information to support fabrication/installation/construction activities in line with the schedule – Engineering Work Packages Destination/RAS – Fab F bC Cat t Destination D ti ti ( (module d l vs. stickbuilt) ti kb ilt)
2 Copyright © 2008 Fluor Corporation
Material Management Objectives
Ensure
quality materials are available when and where required the best value for purchased material and services efficient, low cost transp is NOT exclusively used by Material Management personnel (used by various disciplines).
MaterialManager® is used on all new projects as referenced f d in i th the OSR OSR.
8 Copyright © 2008 Fluor Corporation
Material Control
What is it?
– Material Control is the activities associated with requirement definition, quantity monitoring, and tracking and reporting the status of materials.
Material Control Objectives
Understand material requirements from the project model and ensuring correct materials are purchased.
Timely availability of all materials for any given project.
Who does it?
– The engineering disciplines are responsible for the integrity of the material requirements in MaterialManager®