PLC在离心式压缩机防喘振控制系统中的运用
PLC在离心式压缩机控制系统中的应用

P C在 离心式压缩 机控 制系统 中的应用 L
徐 惠敏 衢 州学院机 电控制工程 系 5 4 0 2 00
引 言
离心式压缩机是一种利用叶轮的高速 旋 转将气体在压 缩腔内进行压缩 ,使压 缩 气体具 有 一 定压 力的 设备 。它具 有 容量 大 、体 积小 、结构简单 、运行平稳 、供 气 均 匀等特点 , 是冶金 、 机械制造 、 山、 矿 电 力、纺织 、石化 、轻纺 等工业企业的关键
些 参 数 通过 没 置在 各 个位 置 的 传感 器将 采 集 到 的 模 拟 量 信 号输 入 P 的 模 拟 量单 元 I C 中 ,PLC 进 行 判断 系 统 是 否异 常 , 当 参
备 连 接 等 组 态 工 作 , 就 完 成 了 一 整 套 基 于MC GS的离心式压缩机监控 系统 。压 缩 机 运 行 时 ,通 过 运 行 环 境 实 现 动 画 显
a c ri t e n h n e e l uo a i l cod 噌 o d m d ca g s i ra a t m t ay a n cl
rg lt U e nu tiIsp r i r c nr l n e ua e. s id sra ue vs y o to a d o
f ut e c Ths  ̄ 1r pO oe b te misbsi a l,t . ee 3 rpsd y h tu i e h pc x2n eis f h c n f g } c mpe s r l f s r o t e e ”iu a o rso e
c n r ls se O b rf r d. T e fo o a e o t o y t m t e e ome h l w f g s s
PLC在压缩机自控系统中的应用

应用交流◆Yingyong Jiaoliu在轻烃生产工业中,原料气压缩机为系统提供压力,是整个原料气处理系统的“心脏”,因而压缩机的平稳运行就显得尤为重要。
神泉轻烃2台DRESS-RAND公司6CVIP2压缩机,采用WAUKESHA 天然气发动机驱动。
1状态分析及问题压缩机和发动机的检测和控制均由“就地控制盘”完成,其主要由单元化的一次性仪表组成,数据就地显示,没有进入DCS系统,主要存在的问题是:(1)无参数远传功能,无法实现远程监控,不利于操作人员快速及时发现故障。
(2)无存储记忆功能,无历史趋势功能,不利于对故障和机组的工况分析;对分析压缩机的运行情况、故障判断缺乏有力和有效的手段。
(3)控制系统在处理多个报警时,只显示存储最后一个报警信号,这样不利于在压缩机发生故障的第一时间作出准确判断并分析压缩机潜存的问题,留下安全隐患。
2PLC系统设计及实施2.1压缩机自控系统设计思路(1)原压缩机控制柜继续使用,并且所有连锁报警方式保持原设计不变。
(2)变送器或传感器输出的信号通过一个信号分配器分别输出给新增PLC和原压缩机控制柜的控制器。
(3)新增PLC与原压缩机控制柜的控制器并联运行,从对压缩机运行控制的角度上讲,新增PLC与原压缩机控制柜的控制器是互为冗余的关系。
2.2PLC系统设计思路PLC选择西门子S7-300PLC,模块无需设置跳线,模拟量输入模块为自编码型前连接类型,可自动识别并设置为AI、AO、RTD等类型的通道。
机组控制系统以S7-300PLC为中心,配置西门子的TP-270触摸屏对机组实施控制、监测及报警。
在控制室设置1台上位机,组态采用WINCC。
通过该终端对所有机组进行远程停机、参数修改、A/M切换、显示动态画面、实时及历史趋势图显、故障报警、事件记录打印、中文报表打印等。
(1)开关量报警信号改造:开关量点从原先的端子上拆下,改接到新增的端子上,通过新加的电缆远传到中控室PLC控制柜的中间继电器,由中间继电器把这些开关量点分成两路信号,一路送回压缩机现场控制柜,接进现场控制柜的报警端子排。
离心式空气压缩机组的防喘振控制
控制系统 , 来对机组进行全方位的监视及控制。 防喘振控制集成在具有特殊的控制技术的T s 3 0 0 O 控制系统nUc 4 控制 器内部, 从而保证防喘振阀能够及时打开, 并且控制器的扫描周期短( 2  ̄r n s P . ( .
下) , 运算速度很快 , 能够高效处理复杂的运算, 理想地实现防喘振控制 1 . 删 a 哪E) ( 胁棚 按懈 按的生翼功稚 。
1 . 7手 动控 } 5 l } 有两种可选的手动控制: 第1 种为全手动控制, 它允许忽略喘振控制器的作 用而关闭防喘振阀。 这种方法在起步和测试阶段很有用 , 但不能作为正常操作 。 如果系统被置于全手动操作, 喘振控制器将无法开阀来避免喘振, 只能通过改 变手动撵作值来操作。 第拜p 为限 权手动控制( 部分手动) , 至阀门的最终输出是 由手动操作值与控制器的输出值进行高选后得出, 即哪个使阀开得大就取哪个 信号。 在手动控制时, 若耍开阀, 会直接将最终输出 值置为手动操作值, 但若要关 阀, 输出值会以一定的斜率( 5  ̄ / o / S ) 变化至手动操作值, 即 在手动状态下也要实 现阀门的快开慢关。 在全手动时, 防喘振控制的输出会跟踪最终输出值( 因为最 终输出值不一定等于防喘振控制输出值) 。 以便实现手/ 自动无扰动切换。 当由 手动切至 自 动时 , 最终输出值会P A 5 % / s  ̄ 率变化荃防喘振控制输出 值。
离心式压缩机在石化行业应用非常广泛, 而且起着非常重要的作用 所以 对压缩机的良好控制显得尤为重要。 本文主要介绍我厂台成装置中的空压机防 喘振 离 控制 , 以供 同行 们借 鉴 。 . 该空 压机组由蒸汽透平驱动, 带动空压机 , 这台机组采用美国T R I C O N N
离心式压缩机的喘振及防喘振控制分析
设备运维离心式压缩机的喘振及防喘振控制分析张倩(青海盐湖工业股份有限公司化工分公司,青海格尔木816000)摘要:离心式压缩机和其他类型的压缩机相比较,它具有体积较小,流量比较大、正常状态下运行效率较高,最主要的是对它的维修及保养非常方便且简单等优点。
因此,在现代工业生产中已经广泛应用离心式压缩机。
但是,在实际应用中,由于离心式压缩机本身对气体的压力、流量发生的变化非常敏感,因此,在实际应用过程中离心式压缩机会发生喘振现象。
关键词:离心式压缩机;喘振;防㟨振;控制离心式压缩机发生喘振现象属于运行中的一种特殊形式,当正在运行中的离心式压缩机发生喘振时,气流很容易会发生严重的冲击,甚至于喘振严重时,离心式压缩机的内部零件会有不同程度的损坏,这也是导致压缩机正常运行中可能发生故障的原因之一。
因此,针对离心式压缩机运行中发生喘振现象,应釆取相应的有效措施加以控制,才能确保空心压缩机正常平稳的运行。
1离心式压缩机的工作原理离心式压缩机正常运行中的工作原理具体如下:压缩机在正常运行过程中,气体将会随着压缩机的叶轮而旋转,同时也会因受离心力的作用被甩出,大量的流进压缩机的扩压器中,在叶轮处形成一个真空地带,与此同时,一些末经处理的外界新鲜空气会逐渐流入叶轮中,通过叶轮不停的旋转,对气体不断的吸入又甩出,从而使气体可以保持连续不断的流动。
2离心式压缩机喘振出现的原因及影响因素2.1离心式压缩机出现喘振的原因第一,离心式压缩机系统受到的压力过大时,会造成喘振现象,具体原因有以下几点:(1)离心式压缩机在正常运行的状况下,突然停止工作,而压缩机内所存的气体未及时清空。
(2)压缩机管道出口处的逆止阀发生失灵现象,导致使用受阻。
(3)气体在阀门处聚集的容量过大,当气体进入压缩机的出口时,气体的流量发生了强烈的下降趋势,这种情况下,使压缩机的防喘系统没有足够的完成投自动的时间。
第二,空心式压缩机吸入的气体流量不足。
当压缩机正常运行过程中,吸入的气体流量如果低于喘振流量时,空心式压缩机的管道入口处的过滤器会出现异常。
浅谈离心式压缩机的防喘振控制
浅谈离心式压缩机的防喘振控制摘要:受到大环境的影响,流量大幅度下降,压缩机排量逐渐减小,并对出口造成压力波动,导致机组整体发生强烈振动,同时会产生低吼声,就像人咳嗽一般,这种现象叫喘振,其会对离心式压缩机造成一定的危害,轻则导致离心式压缩机无法正常运行,而重则会引发爆炸甚至火灾等灾害,严重危害附近工作人员的生命安全,而造成离心式压缩机喘振的故障原因多半是由于扩压器腐蚀或磨损,进气温度过高,叶轮扩压器等中间存在缝隙,叶轮磨损或存在附着物,都会导致离心式压缩机出现喘振现象,而通过对离心式压缩机展开防喘振控制并加强故障诊断系统的有效应用,可以有效对喘振故障进行预防并展开科学治理。
关键词:离心式压缩机;防喘振;控制引言在离心式压缩机应用范围不断扩大的情况下,离心式压缩机已经成为空分行业制氧、制氮的主要设备,一旦离心式压缩机在应用过程中发生喘振现象,将会影响制氧、制氮的正常产量,也会降低压缩机使用寿命。
因此相关工作应该重点分析导致离心式压缩机出现喘振问题的基本原因,有针对性地设计一些问题预防措施,能够在提高离心式压缩机运行质量的基础上,有助于提升离心式压缩机的运行安全性。
1离心式压缩机出现的喘振问题1.1扩压器腐蚀或磨损而造成离心式压缩机出现喘振的原因具有多种因素,而扩压器受到腐蚀或磨损就是其中一种,离心式压缩机体积较小,结果相对来说比较简单,但同时排放量极大,效率较高,且不受润滑油污染,在我国生产活动当中得以广泛使用,并取得了显著的应用效果,但扩压机内部磨损或腐蚀一直没有得到很好地解决,而且由于磨损与腐蚀是扩压器运行的必然现象,无法做到彻底杜绝,扩压器是离心式压缩机内部的重要组成部分,所以在一定程度上降低叶轮压出气体的流速,提高气体压力,而扩压器一旦发生磨损和腐蚀,就无法正确地发挥效用提高气体压力,从而引发离心式压缩机产生喘振故障。
在面对这项原因时需要工作人员定期对扩压器进行检修,对扩压器腐蚀或磨损部位进行及时更换或修复并做好一系列的防腐措施。
试析对离心式压缩机防喘振的控制研究

试析对离心式压缩机防喘振的控制研究离心式压缩机在石油化工及机械加工领域应用十分广泛,以其流量大、转速高、结构紧凑、运转可靠等优点,在工业生产中一直倍受青睐。
但是在离心式压缩机的运行过程中也存在一些缺陷,如易发生喘振现象等。
喘振现象会危及压缩机的使用安全,因此在实际生产中,我们要避免喘振工况的发生。
标签:离心式压缩机;防喘振;控制方案针对离心压缩机发生的喘振现象,从喘振的原理和危害进行研究,介绍了固定极限流量法、变极限流量法和变频调速法这三种防喘振的控制方法,并对其进行了分析,最终得出了使用变频器、调节阀和旁路回流三种方法配合使用的最佳控制系统。
1、离心式压缩机产生喘振的原因分析离心式压缩机的工作特性曲线,n1,n2,n3分别代表不同的转速,Q1为压缩机入口流量,P是压力。
每一种转速都有一条工况线来描述入口流量与压缩比的关系,压缩比用P2/P1表示,其中P1是入口的绝对压力,P2是出口的绝对压力。
在定转速情况下,随着流量Q1的变化,压缩比P2/P1有极大值。
将每一种转速下P2/P1的极大值连接起来得到一条光滑的曲线,这条曲线就成为喘振曲线。
虚线的左上半部阴影区域为喘振区,右下半部为正常工作区。
工况处于正常工作区的压缩机能够稳定工作。
当压缩机的工作点位于P2/P1极大值的右侧时,减少流量能够提高P2/P1的值,反之,则会降低压缩比。
设正常工作的转速为图1中的n2,此时流量为QA,若存在轻微扰动使流量QA减少,则P2/P1值变大,即P2变大,压缩机会增大排出量使之回到稳定流状态。
若气体的流量QA继续减小,直至工作点位于喘振区内,此时P2/P1值下降,即P2变小,出口压力P2的减小会使排出量减小,排出量又会导致P2继续减小,如此恶性循环,最终导致管网压力大于压缩机所提供的压力,发生倒流现象。
倒流后压缩机又回到正常工作状态,如此反复,就产生了喘振现象。
2、喘振现象造成的危害当喘振现象发生时,会对压缩机造成许多危害。
PLC在离心式压缩机防喘振控制系统中的运用探析

138研究与探索Research and Exploration ·工艺与技术中国设备工程 2018.05 (下)从当前的研究技术可知,离心式压缩机当中运用PLC 实施控制效果十分显著。
但是离心式的压缩机在实践运行过程中出现喘振,导致机器在运行方面出现不稳定的情况。
因此,为了能够更好地提升稳定性,通过PLC 对流量和压力的双参数控制,避免压缩机的喘振次数。
本文分析PLC 在其中的运用,既能够消除相关设备中发生喘振的情况,同时在控制方面的效果也十分良好。
1 分析离心式压缩机中发生喘振的情况对离心式压缩机相关设备做出具体分析可知(见图1),其设计方面主要存在如下的特征,即叶轮设计方面主要运用的是高速率实施旋转的方式而把气体有效输送到压缩腔当中,而且还可以提升对气体实施压缩的效率。
但是气体中出现流量较少的情况,此时就会导致滞留于相关设备中,如管网中的气体难以有效返流到压缩腔中。
此外,气体如果快速地灌入对应压缩机口以及管网,此时就会受到较大的压力影响而导致气体快速从压缩腔中有效排放出。
通过上述分析显示,如果气体的流量存在不足,此时气体就可以在压缩机中产生振荡,这一振荡方式表现出的是有一定的规律性,这一情况就是喘振。
由于发生喘振会导致压缩机在实际运行方面出现不稳定的情况,在实践工作中就需要采取对应的措施及时消除压缩机中的喘振所带来的不良影响。
通常采用的处理方式就是对压缩机的出口位置实施处理,进而降低压力,达到缩短喘振的目的。
此外,在工作中调整对应压缩机具体入口中所产生的气体流量也可以消除喘振。
2 分析消除喘振的方案图1 离心式压缩机2.1 转化不同气体中的流量定值发生喘振的情况和压缩腔中实际的出口压力、气体压缩比以及叶轮旋转的速率有十分密切的关系,为了能够消除喘振可以通变速运行中对离心式压缩机实施控制,并且结合喘振点具体的变化情况及时消除其中所发生的喘振。
此时可以针对不同的设备以及气体流量情况实施控制,同时也可以使用随动相关的系统而有效控制气体流量,即把气体的流量逐渐转化为一个稳定值,进而可以充分保障相关设备具体的运行稳定性,进而可以避免机器在工作中会出现喘振区的情况。
PLC 在压缩机防喘振控制系统中的应用

PLC在压缩机防喘振控制系统中的应用前言抚顺乙烯化工有限公司空分装置空压机防喘振控制系统原来采用FOXBORO盘前二次表来实现,并采用继电器实现其相关联锁逻辑功能,实现手段不仅落后,维护工作量大,而且还经常出现原因不明的意外停车,防喘振控制系统运行也不理想。
该装置原控制系统发生爆炸事故之后,现在采用美国GE-Fanuc公司的90-30双机热备型PLC来实现空压机的防喘振功能和机组联锁保护,使用日本Digital公司的GP-470触摸屏来实现监视和操作功能。
现在不仅操作直观方便、停车原因明确,也使空压机的防喘振系统设计更加完善,机组运行更加平稳。
空压机工艺简介抚顺乙烯空分装置采用法国空气液化公司的专利,该装置以空气为原料,经过过滤、压缩、净化、精馏、蒸发等工序,最后分离出产品氧气和产品氮气。
吸入的原料空气经过滤后除去灰尘和杂质,过滤后的空气由空气压缩机K601进行压缩,加压后送往下游净化岗位。
空压机K601系离心式压缩机,由电机带动,分两级压缩,两级分置于电机两侧即K601A和K601B。
空压机K601设计流量为31500 Nm3/h,功率为3200kw,转速为1450rpm,由法国苏尔寿(SULZER)公司制造。
喘振现象的产生压缩机在工作过程中,当入叶轮的气体流量小于机组该工况下的最小流量(即喘振流量)限时,管网气体会倒流至压缩机,当压缩机的出口压力大于管网压力时,压缩机又开始排出气体,气流会在系统中产生周期性的振荡,具体体现在机组连同它的外围管道一起会作周期性大幅度的振动,这种现象工程上称之为喘振。
喘振是离心式压缩机的固有特性,当发生喘振时需采取措施降低出口压力或增大入口流量,尽量降低喘振时间。
为了确保压缩机稳定可靠地工作,防止用量波动发生喘振,该装置设计了防喘振放空阀,当下游工艺设备空气用量减少或压缩机出现喘振时,可由放空阀减量放空来平衡。
防喘振方案的实施防喘振控制系统描述1.系统结构本系统采用GE Fanuc 90-30 PLC 作数据采集和控制,为了保证系统的可靠性,控制部分采用双机热备结构,电源、CPU、通讯模块和通讯总线、以太网通讯模块等都是冗余的,通过GBC网络通讯模块与双机热备软件共同起作用,从而实现双机热备功能,保证系统的高可靠性。
PLC在离心式压缩机防喘振控制系统中的应用
PLC在离心式压缩机防喘振控制系统中的应用发布时间:2007-10-10 作者:李志宇,中国石化集团洛阳石油化工工程公司我要评论摘要:现在公司采用美国GE-Fanuc的90-30双机热备型PLC来实现空压机的防喘振功能和机组联锁保护,使用日本Digital公司的GP-470触摸屏来实现监视和操作功能,不仅操作直观方便、停车原因明确,也使空压机的防喘振系统设计更加完善,机组运行更加平稳抚顺乙烯化工有限公司空分装置空压机防喘振控制系统原来采用FOXBORO盘前二次表来实现,并采用继电器实现其相关联锁逻辑功能,实现手段不仅落后,维护工作量大,而且还经常出现原因不明的意外停车,防喘振控制系统运行也不理想。
因无SOE功能(顺序事件记录)无法查明误动作原因,为装置生产运行造成许多隐患。
现在公司采用美国GE-Fanuc 的90-30双机热备型PLC来实现空压机的防喘振功能和机组联锁保护,使用日本Digital公司的GP-470触摸屏来实现监视和操作功能,不仅操作直观方便、停车原因明确,也使空压机的防喘振系统设计更加完善,机组运行更加平稳。
空压机工艺简介抚顺乙烯空分装置采用法国空气液化公司的专利,该装置以空气为原料,经过过滤、压缩、净化、精馏、蒸发等工序,最后分离出产品氧气和产品氮气。
吸入的原料空气经过滤后除去灰尘和杂质,过滤后的空气由空气压缩机K601进行压缩,加压后送往下游净化岗位。
空压机K601系离心式压缩机,由电机带动,分两级压缩,两级分置于电机两侧即K601A和K601B。
空压机K601设计流量为31500 Nm3/h,功率为3200kw,转速为1450rpm,由法国苏尔寿(SULZER)公司制造。
喘振现象的产生压缩机在工作过程中,当入叶轮的气体流量小于机组该工况下的最小流量(即喘振流量)限时,管网气体会倒流至压缩机,当压缩机的出口压力大于管网压力时,压缩机又开始排出气体,气流会在系统中产生周期性的振荡,具体体现在机组连同它的外围管道一起会作周期性大幅度的振动,这种现象工程上称之为喘振。
离心式压缩机喘振及防喘振系统研究
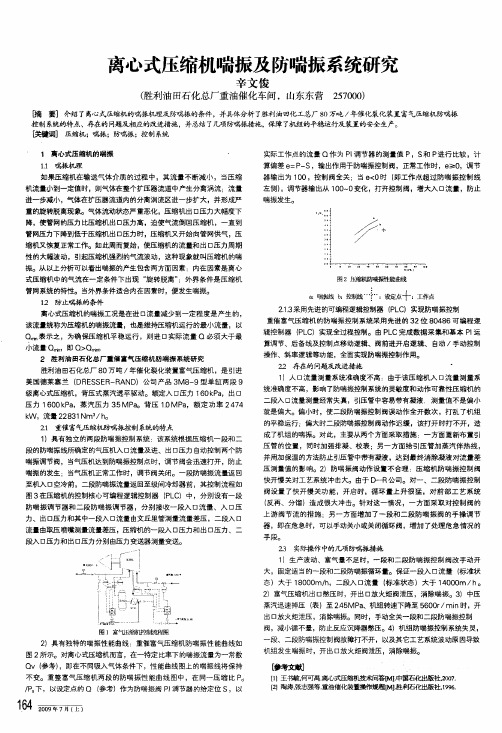
离心式压缩机喘振及防喘振系统研究辛文俊(胜利油田石化总厂重油催化车间,山东东营257000)协%要]介绍了离心式压缩机的喘振机理及防喘振的条件,并具体分析了胜利油田化工总厂80万吨/年催化裂化装置富气压缩机防喘振控制系统的特点、存在的问题屈相应的改进措施,并总结了几项防喘振措施.,保障了枳纽的平稳运行及装置的安全生产。
泼罐嗣]压缩机;喘振;防喘振;控制系统1离心式压缩机的喘振1.1喘振机理如果压缩机在输送气体介质的过程中,其流量不断减小,当压缩机流量小到一定值时,则气体在整个扩压器流道中产生分离涡流:流量进一步减小,气体在扩压器流道内的分离涡流区进一步扩大,并形成严重的旋转脱离现象。
气体流动状态严重恶化,压缩机出口压力大幅度下降,使管网的压力比压缩机出口压力高,迫使气流倒回压缩机,一直到管网压力下降至l低于压缩机出口压力时,压缩机又开始向管网供气,压缩机又恢复正常工作。
如此周而复始,使压缩机的流量和出口压力周期性的大幅波动,引起压缩机强烈的气流波动,这种现象就叫压缩机的喘振。
从以上分析可以看出喘振的产生包含两方面因素:内在因素是离心式压缩机中的气流在一定条件下出现“旋转脱离”;外界条件是压缩机管网系统的特性。
当外界条件适合内在因素时,便发生喘振。
12防止喘振的条件离心式压缩机的喘振工况是在进口流量减少到一定程度是产生的,该流量统称为压缩机的喘振流量,也是维持压缩机运行的最小流量,以Q。
表示之,为确保压缩机平稳运行,则进口实际流量Q必须大于最小流量Q。
即Q>Q.。
2胜利油田石化总厂重催富气压缩机防喘振系统研究胜利油田石化总厂80万吨/年催化裂化装置富气压缩机,是引进美国德莱塞兰(D R E SSE R—RA N D)公司产品3M8—9型单缸两段9级离心式压缩机,背压式蒸汽透平驱动。
额定入口压力160kPa,出口压力1600kPa,蒸汽压力35M Pao背压1.O M Pa,额定功率2474 kW,流量22831N m3/h。
离心式压缩机组防喘振控制及应用

离心式压缩机组防喘振控制及应用中国石油天然气第七建设工程有限公司山东青岛 266300摘要:本文以揭阳石化空压站压缩机为例阐述了离心式压缩机喘振控制原理、操作点算法、防喘振控制功能及防喘振系统的调试与应用,对今后进行机组调试有着借鉴意义。
关键字:防喘振控制;操作点;性能曲线压缩机是石油化工装置的核心设备,其安全平稳运行对安全生产起着至关重要的作用,防止喘振是压缩机运行中极其重要的问题,许多事实证明,压缩机的大量事故都与喘振有关。
一、喘振的定义及发生的条件:1:喘振,顾名思义就像人哮喘一样,严重的喘振会导致风机叶片疲劳损坏。
喘振的产生与流体机械和管道的特性有关,管道系数容量越大,则喘振越强,喘振引起管道,机器及基础共振时,就会造成严重后果。
为防止喘振,就必须使流体机械在喘振区之外运转。
理论和实践证明,能够使离心压缩机工况点落入喘振区的各种因素,都是发生喘振的原因。
2:压缩机喘振的条件:压缩机发生喘振的根本原因就是进气量减少并达到压缩机允许的最小值。
①压缩机特性决定了转速一定的条件下,流量对应于出口压力或升压比,并且在一定的转速下存在一个喘振流量。
当压缩机运行中实际流量低于这个喘振流量时压缩机便发生喘振。
这些流量、出口压力、转速和喘振流量的综合关系构成压缩机的特性线,也叫性能曲线。
在一定转速下使流量大于喘振流量就不会发生喘振。
②如果压缩机与系统管网联合运行,当系统压力大大高出压缩机在该转速下运行对应的极限压力时,系统内高压气体便在压缩机出口形成很高的“背压”,使压缩机出口阻塞,流量减少,甚至管网气体倒流;入口气源减少或切断,压缩机都可能发生喘振。
③机械部件损坏或者部件安装不全,安装位置不准或者脱落,会形成各级之间或各段之间串气,可能引起喘振;过滤器阻力太大,逆止阀失效或破坏,也都会引起喘振。
④实际操作中升速升压过快,降速之前未首先降压可能导致喘振。
升速、升压要缓慢均匀,降速之前应先采取卸压措施,⑤工况改变,运行点落入喘振区。
防喘振控制技术在小型离心压缩机上的应用实践研究

机械与设备2017年5期︱317︱防喘振控制技术在小型离心压缩机上的应用实践研究肖东升昆明冶研新材料股份有限公司(曲靖生产区),云南 曲靖 655000摘要:经济飞速发展下,带动机械技术的突飞猛进,在实践工作使用的机器设备上的小型离心压缩机是机械科技研究的重要内容,研究这内容可以为小型离心压缩机的在使用过程中可以更顺畅带来技术上的支持,本文就主要分析了防喘控制技术在小型离心压缩机上的实践工作,本文分析的防喘控制技术是新研究出的控制系统,对实践中用这一系统对小型离心式压缩机进行技术上的改造,分析整个个改造的过程,检验改造结果。
关键词:防喘振控制技术;小型离心压缩机;应用中图分类号:V233.95 文献标识码:B 文章编号:1006-8465(2017)05-0317-02工程机械技术的发展下,带动了各种机械技术的进步。
现今的,一种应用在小型离心压缩机上的控制系统,对推动机械技术进步有着一定的意义,防喘振控制技术在小型离心压缩机上的应用实践工作中,氮气型压缩机工作组在正常的生产阶段,入口中的导流叶片还有防喘控制阀的阀门自始至终都是自动进行控制的方式,这样就有了两方面的优点,保证了机组工作的安全运行,在调节品质方面对生产工艺进行了提高,免于放空形成的浪费。
1 实践应用分析 对一些氮气压缩机进行研究分析,压缩机设备在氮气压缩机运行中的配套系统是比较传统的控制系统,这种控制系统在保证压缩机安全的运行上主要应用的又是入口倒流叶片进行手动的控制和放空阀来进行的手动控制方式。
在避免工作机组出现喘振问题上,要放空阀维持在百分之三十上下度的开度,要维持这一状态主要缘由就是这种控制系统缺少对防喘振这一功能的专门控制工作和算法。
没有进行这种装置的配备就是因为这种控制技术一般都是掌握在国外的机械制造公司的,想要进行引进就必须花费大量的资金。
(1)离心式氮气压缩机在工作过程中的不足之处 第一点就是应用进口生产的导叶阀的手动进行控制,在确保后续工艺压力上是难以得到稳定的。
离心式压缩机防喘振控制技术的应用
离心式压缩机防喘振控制技术的应用作者:刘树娟来源:《中小企业管理与科技·上中下旬刊》 2018年第7期要介绍了离心机的特点,举例介绍了离心机防喘振控制性能曲线、参数设定和控制方案,简要描述了离心机正常工况和异常工况的调控作用过程。
离心机;安全线;控制线;旁路阀;入口导叶;防喘振【中图分类号】TH452 【文献标志码】A 【文章编号】1673-1069(2018)07-0133-021 离心机的特点离心式压缩机是具有处理气量大、体积小、结构简单、运转平稳、维修方便等特点,应用范围广。
但由于离心机本身结构所限,仍然存在短板,在压力高、流量小的场合会发生喘振,且不能从设计上予以消除。
下面结合生产实际,介绍防喘振控制技术在某化工装置离心式压缩机上的应用情况。
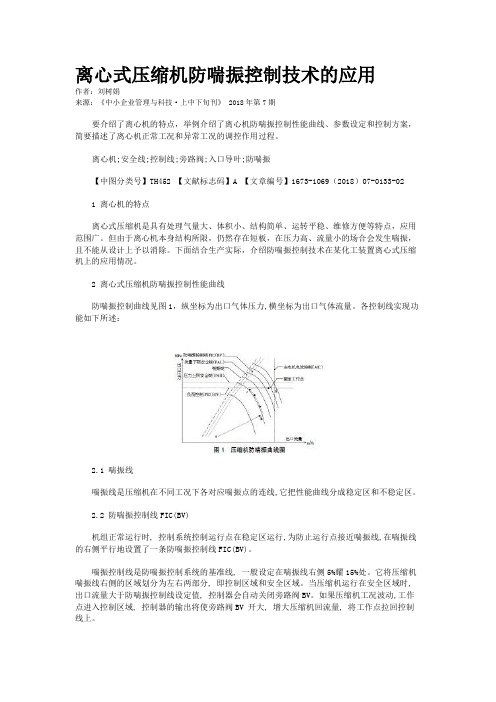
2 离心式压缩机防喘振控制性能曲线防喘振控制曲线见图1,纵坐标为出口气体压力,横坐标为出口气体流量。
各控制线实现功能如下所述:2.1 喘振线喘振线是压缩机在不同工况下各对应喘振点的连线,它把性能曲线分成稳定区和不稳定区。
2.2 防喘振控制线FIC(BV)机组正常运行时, 控制系统控制运行点在稳定区运行,为防止运行点接近喘振线,在喘振线的右侧平行地设置了一条防喘振控制线FIC(BV)。
喘振控制线是防喘振控制系统的基准线, 一般设定在喘振线右侧5%耀15%处。
它将压缩机喘振线右侧的区域划分为左右两部分, 即控制区域和安全区域。
当压缩机运行在安全区域时, 出口流量大于防喘振控制线设定值, 控制器会自动关闭旁路阀BV。
如果压缩机工况波动,工作点进入控制区域, 控制器的输出将使旁路阀BV 开大, 增大压缩机回流量, 将工作点拉回控制线上。
2.3 流量下限安全线(FAL)为确保在极端工况、防喘振控制系统或阀门定位器等故障情况下也能保护机组, 在喘振线与控制线之间设置了一条流量下限安全线(FAL),当运行点到达安全线(FAL)时,旁路阀快速打开,提高入口流量,同时DCS 上将旁路阀阀开度锁定在100%上,入口导流叶片阀开度锁定在0%上,压缩机卸载。
关于压缩机设备控制中PLC系统的有效运用分析
关于压缩机设备控制中PLC系统的有效运用分析发表时间:2018-06-15T12:21:26.657Z 来源:《建筑学研究前沿》2018年第1期作者:班金磊崔炜奇胡睿智[导读] PLC控制系统主要是通过逻辑控制取代继电器控制模式,进而优化系统,使系统稳定性更高。
沈阳鼓风机集团股份有限公司辽宁沈阳 110000摘要:空气型压缩机是辅助煤矿得以生产的最为重要的一种固定型设施,其主要生产的是压缩型空气,从而辅助凿岩机、风动型装岩机等其他的风动设施。
煤矿的生产总量及收益同空气型压缩机是否能够安全进行运转有一定的关联性。
而空气型压缩机得以安全进行生产是直接受到空气型压缩机温度、压力、水源、油等因素的影响,所以正确检测出有关设施的参数,以促进安全的生产得以实现是尤为重要的。
关键词:压缩机;PLC系统;有效应用;分析1导言PLC控制系统主要是通过逻辑控制取代继电器控制模式,进而优化系统,使系统稳定性更高、持续时间更长、抗干扰能力更强及编程简单易于使用。
相关行业和领域运用通过PLC控制系统改造的空气压缩机,能够使生产更加节能及便捷,极大地提高了生产效益。
2 PLC控制系统的工作原理2.1输入采样在PLC控制系统中,输入采样是最基本和最重要的环节,该环节主要是通过扫描与读取系统输入的数据,然后在I/O设备中进行存储,存储后的数据具有即定性,不会受到后期的输入数据的影响,但是在操作过程中应注意输入脉冲信号的宽带需要超过PLC控制系统的扫描周期,避免系统读入失败。
2.2程序执行在PLC控制系统中,程序执行环节主要是利用梯形图模式对用户程序进行扫描,对控制线路的扫描顺序根据先左右、后上下的原则,进而根据逻辑运算对控制线路进行处理,再依据处理结果刷新计算机软盘内的逻辑线圈状态。
在用户执行程序的过程中,输入输出设备的数据与输入采样的状态无改变。
2.3输出刷新在PLC控制系统中,输出刷新是CPU运作的最后一个环节,在这一环节中CPU对存入输入输出设备中的相应数据进行刷新,并锁存输出,进而通过输出电路对外部设备进行驱动。
离心式压缩机的防喘振控制(正式版)
文件编号:TP-AR-L6485In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编订:_______________审核:_______________单位:_______________离心式压缩机的防喘振控制(正式版)离心式压缩机的防喘振控制(正式版)使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
一、离心式压缩机的特性曲线与喘振离心式压缩机的特性曲线通常指:出口绝对压力户2与人口绝对压力p1之比(或称压缩比)和入口体积流量的关系曲线;效率和流量或功率和流量之间的关系曲线。
对于控制系统的设计而言,则主要用到压缩比和入口体积流量的特性曲线,见图6—20中实线。
离心式压缩机在运行过程中,有可能会出现这样一种现象,即当负荷降低到一定程度时,气体的排出量会出现强烈振荡,同时机身也会剧烈振动,并发出“哮喘”或吼叫声,这种现象就叫做离心式压缩机的“喘振”。
喘振是离心式压缩机的固有特性,而事实上少数离心泵也可能喘振。
离心泵工作中产生不稳定工况需要两个条件:一是泵的玎—Q特性曲线呈驼峰状;二是管路系统中要有能自由升降的液位或其他能贮存和放出能量的部分。
因此,对离心泵的情况,当遇到具有这种特点的管路装置时,则应避免选用具有驼峰型特性的泵。
对离心压缩机,由于它的性能曲线大多呈驼峰型,并且输送的介质是可压缩的气体,因此,只要串联着的管路容积较大,就能起到贮放能量的作用,故发生不稳定跳动的工作情况便更为容易。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC在离心式压缩机防喘振控制系统中的运用
作者:宋锋田文海龙飞刘芳
来源:《电子技术与软件工程》2016年第03期
摘要对于离心式压缩机来说中,喘振是其运行过程中遇到的主要运行问题,在设备运行过程中,压缩机会产生不同程度上的喘振,这种喘振不仅会影响离心式压缩机的运行状态,还会缩短设备的运行寿命。
本文便以离心式压缩机喘振的产生为研究基点,分析对离心式压缩机进行防喘振控制的主要方法,并从系统结构、系统优化以及系统特点等三个方面,研究PLC 在防喘振控制系统中的运用。
【关键词】PLC 离心式压缩机防喘振控制
随着我国工业建设的不断发展,在工业领域中,离心式压缩机的运用也越来越广泛,但在设备的运行过程中,喘振已经成为影响设备正常运行的一个主要问题,设计一套科学完善的防喘振控制系统,已经成为相关领域面临的主要问题。
在传统的防喘振控制系统中,通常运用FOXBORO盘前二次表,想要实现联锁逻辑,就必须要运用继电器,这种方式在维护方面非常麻烦,还会不时的出现意外停车现象,且无法判断停车原因。
而PLC是当前非常先进的一种技术,将其运用在离心式压缩机的防喘振控制系统中,能够有效提升系统的防喘振效果。
1 离心式压缩机喘振的产生
离心式压缩机的工作原理是利用叶轮,将气体以高速旋转的方式带入到压缩腔内,从而实现对气体进行压缩的。
在设备运行过程中,如果进入到叶轮当中的气体流量不足设备所设定的最小流量限时,设备管网中所残留的气体,便会倒流到压缩机的压缩腔中。
如果这个时候,压缩机出口压力比管网压力大,设备便会将压缩腔中的气体排出。
在这个过程中,气体会再开压缩机内部进行周期性的振荡,与之相连接的外围管道,也会在此基础上产生相应振动。
在工程上,这种现象就是喘振。
对于离心式压缩机来说,喘振实际上属于这种设备的固有特性,如果设备发生喘振现象,需要运用一定的方法,将设备出口的压力降低,也可以将设备入口的流量增大,与此同时,尽可能的缩短喘振时间。
为了减少因为用量波动而产生的喘振现象,确保离心式压缩机能够稳定运行,在设备中需要设置放空阀,如果出现喘振迹象,可以运用放空阀使设备保持正常运行。
2 防喘振控制的主要方法
离心式压缩机在进行防喘振控制过程中,通常运用以下两种主要方法:
2.1 定极限流量法
这种方法是先设定一个定值流量,在离心式压缩机运行过程中,将流量始终保持在这一定值流量以上,这样便能够避免设备在运行过程中,某一工作点进入到喘振区。
这种方法一般情况下只适用于运行速度相对恒定的离心式压缩机,而且设备流量调节器中所设定的给定值,一定要大于喘振点流量的7%,小于10%。
这种方法的应用优势在于控制相对简单,其缺点是如果设备处于变速运行或低负荷运行状态时,防喘振控制便会提早投入,使得整个系统的能耗增大。
2.2 变极限流量法
如果离心式压缩机的运行方式为变速运行,那么随着转速、出口压力以及压缩比等参数的变化,极限喘振流量也会发生不同程度的改变。
该方法主要是运用随动系统,将不同情况下的压缩机喘振曲线自动转化成为给定值,让喘振调节器始终在稳定区,这种方式不仅安全,而且节约能源,是当前运用比较广泛的一种方法。
3 防喘振控制系统
3.1 系统结构
本文中的设计系统所运用的是GE Fanuc 90-30 PLC作为整个系统的数据采集与控制装置,能够在很大程度上提升系统的可靠性。
在控制装置部分,系统运用的是双机热备,与GBC网络一起为整个系统进行服务。
在数据采集部分,需要装置两层机架,两者在相互连接与通讯的过程中,主要依托于扩展电缆。
在系统信号与PLC模块进行连接的过程中,主要以端子排为基础,从而实现对相关系统数据的采集与控制。
上位机监控主要运用的是GP-470屏幕,Windows NT 4.0是其主要的操作系统,监控站能够为相关工作人员提供各种组态画面,也方便工作人员对系统进行实时的操作与监视。
3.2 系统优化
为了让PLC可以对PID算法实现快速执行,并在这个过程中及时将计算输出刷新出来,系统在设计过程中选用了CPU 351,在PLC高质量的变成软件下,能够为系统提供更加准确的梯形图。
再运用变极限流量法,对防喘振的算法与联锁逻辑进行有效控制。
这样能够在很大程度上对离心式压缩机的防喘振控制系统进行优化,对设备运行现场的操作与维护也更加方便。
3.3 系统特点
本文所运用的PLC系统具有性价比高、性能优良等特点,且能够实现双机热备,在系统中,主机、电源、通讯等装置都能够实现冗余,主从机之间,能够进行无干扰的自由切换,模块之间也可以进行在线切换,提升了整个系统的可靠性。
另外,PLC与系统的上位机,可以运
用10Mb/s的以太网来进行相关系统数据的采集与传输,从而能够在很大程度上保证数据传输过程中的高速与可靠。
该系统的通讯功能、容错功能以及自诊断功能都非常强大,而且能够实现对PID算法的快速计算与计算输出的实时刷新,更可以对系统所产生的历史数据进行处理。
在对系统进行操作的过程中,系统配备的显示器中可以实时显示出系统的操作状态,以及流程图、调速、喘振控制、历史趋势、实时趋势、报警情况等一系列画面,方便操作人员对离心式压缩机进行有针对性的控制。
4 结论
综上所述,在离心式压缩机的防喘振系统中运用PLC系统,可以在很大程度上提升系统的运行可靠性,减少喘振现象的发生几率,确保整个机组的平稳运行,从而达到良好的运行效果,有利于提升设备使用企业的经济效益。
参考文献
[1]兰杰,肖朝晖,赵恩军等.PCS7控制系统在硝酸生产“四合一”压缩机组上的应用[J].泸天化科技,2010,03:168-174.
[2]李方涛,李书臣,苏成利等.离心式压缩机防喘振控制及故障诊断系统研究与应用[J].化工自动化及仪表,2011,05:589-592.
[3]徐惠敏,马晓明.基于模糊神经网络的压缩机防喘振控制系统研究[J].煤矿机械,2011,10:81-83.
[4]陈玉林,巴广军,王文南等.高速齿轮离心式压缩机防喘振系统的研究与改进[J].通用机械,2015,08:49-53.
作者简介
宋锋(1982-),男,黑龙江省佳木斯市人。
硕士研究生学历,毕业于成都理工大学,获得大学本科学历。
现为沈阳鼓风机集团自动控制系统工程有限公司中级工程师。
主要研究方向为控制系统研发。
作者单位
沈阳鼓风机集团自动控制系统工程有限公司辽宁省沈阳市 110142。