加热炉炉膛压力稳定性的研究
蓄热式加热炉炉压控制方式的研究

2 An a g S e l o a y L mi d,T c n lgc lC n r , . g n te mp n i t C e e h oo i a e t e
3 A gn t l o pn i i d N . t l kn l t f n agSel o ,t. . n a gSe m ayLm t , o 1Se maigPa g t .Ld ) eC e e noA n eC
C e n h n Xi L u C a g e g X a o g i h n p n u D yn
Z n ha g Yu De e Zha h a ng W i o Ai u 。 W a g Lin n a g
( . nhnI na dSel ru op rt n 1 A sa r n t opC roai , o eG o
温度 为 常 温 或 热 装 70C,加 热 能 力 为 10/ 0o 5 th (0 以 上热 坯 ) 或 9 th ( 70 0/ 冷坯 ) ,采 用 高 炉
炉膛压力保护和控制的优化
422 炉膛压力保护和控制的优化王庆晋(华电潍坊发电有限公司 山东 潍坊 261204)【摘 要】炉膛压力保护和炉膛压力自动是保证锅炉安全稳定运行的最主要的保护和自动,尤其是炉膛压力保护更是FSSS 系统的核心保护之一,对炉膛安全起到至关重要的作用。
炉膛压力测量装置的准确性、及时性是保护和自动灵敏可靠的前提条件,而确保炉膛压力取样管的畅通是炉膛压力测量准确的基础,完善的逻辑是炉膛压力保护和控制可靠的保证。
【关键词】取样装置 堵塞 死循环 4选1 潍坊公司#1、#2机组炉膛压力检测设备运行现状华电潍坊发电有限公司#1、#2机组 DCS 系统现设计安装炉膛压力模拟量测点6个,开关量测点8个。
其中上下层燃烧器之间的前后墙各安装一台量程为-3000 Pa ~+3000Pa 的压力变送器;其余测点均安装在炉膛遮焰角下部的锅炉稳燃区,左右墙各半,分别参与炉膛压力调节、报警和炉膛保护;其中有三只量程为-3000 Pa ~+3000Pa 的变送器3台,量程为-300 Pa ~+300Pa 的变送器1台;动作值+1568 Pa 的炉膛压力高开关3只,动作值-1666 Pa 的炉膛压力低开关3只,动作值分别为±600Pa 的炉膛压力报警开关2只。
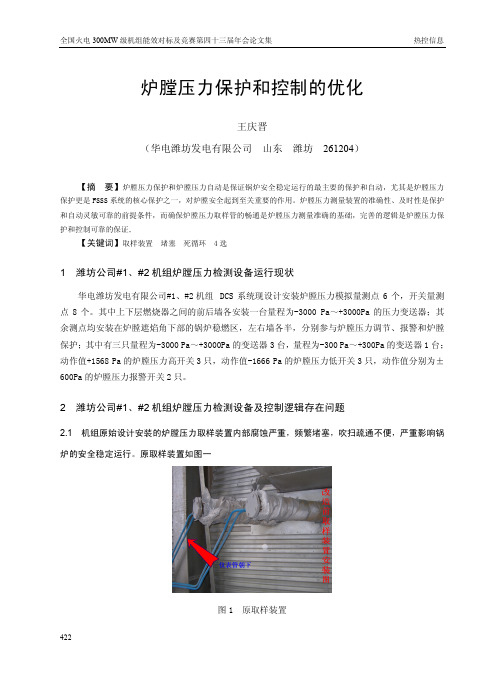
2 潍坊公司#1、#2机组炉膛压力检测设备及控制逻辑存在问题2.1 机组原始设计安装的炉膛压力取样装置内部腐蚀严重,频繁堵塞,吹扫疏通不便,严重影响锅炉的安全稳定运行。
原取样装置如图一图1 原取样装置4232.1.1 炉膛压力取样管锈蚀堵塞炉膛压力取样管材质差(是碳钢管),容易产生锈蚀,而且取样管太细(为Ф12),容易堵塞,因而我们将炉膛压力取样管更换为不锈钢管,减少取样管内锈蚀;同时将取样管加粗,使用Ф20的不锈钢管,确保取样管畅通。
2.1.2 炉膛压力取样母管锈蚀堵塞炉膛压力取样母管材质差(是碳钢管),容易产生锈蚀,而且取样管太细(为Ф50),同时母管为水平安装,容易积灰,产生堵塞,因而我们将炉膛压力取样管更换为不锈钢管,减少取样管内锈蚀;同时将取样管加粗,使用Ф80的不锈钢管,确保取样管畅通;并且重新设计炉膛压力取样母管的安装方式,改为倾斜安装,便于母管内积灰流入炉膛。
燃气锅炉燃烧稳定性研究
燃气锅炉燃烧稳定性研究燃气锅炉是现代家庭供暖和热水使用中的常见设备之一,也被广泛应用于工业领域。
燃气锅炉的工作原理是利用燃气的燃烧释放出热量,从而加热水或空气。
然而,燃烧不稳定会导致燃气锅炉发生故障,影响其运行效率和寿命,同时也会产生有害气体,对环境和人体健康产生危害。
因此,燃气锅炉燃烧稳定性的研究与优化是非常重要的。
燃气锅炉的燃烧过程涉及多个交互作用的因素,包括燃气成分、喷嘴设计、燃烧室结构、空气调节等。
其中,燃气成分对燃烧稳定性的影响尤为重要。
燃气成分与燃烧产生的温度、反应速率等密切相关,因此燃气成分的变化可能导致燃烧效率的下降和燃烧不稳定。
例如,燃气中苯、甲脂等有机化合物含量过高时,可能会导致燃烧产生的一氧化碳和挥发性有机物超标,影响室内空气质量。
为了解决燃气锅炉燃烧不稳定的问题,研究人员进行了大量的实验和理论探索。
在喷嘴设计方面,通过改变喷嘴孔径和角度,可实现燃气的充分混合和喷雾均匀,从而提高燃烧效率和稳定性。
在燃烧室结构方面,优化燃烧室的形状和大小,可减少燃气与空气的残留和死角,提高燃烧效率和稳定性。
在空气调节方面,通过控制空气进入量和流动方向,可实现氧气浓度的调节,从而控制燃烧速率和稳定性。
为了更好地探究燃气锅炉燃烧稳定性的问题,许多研究采用数值模拟和计算流体力学方法进行分析。
通过建立燃气锅炉的数学模型,模拟燃气在喷嘴、燃烧室和烟囱中的流动、混合和燃烧过程,可以实现对燃烧稳定性的预测和优化。
此外,还可以通过计算燃气锅炉的能量转移和质量传递过程,分析燃气在燃烧室中的分布、温度和压力变化等,从而了解燃气锅炉燃烧过程的细节和规律。
燃气锅炉燃烧稳定性的研究不仅有助于提高燃气锅炉的使用性能和安全性,也可以为其他燃气设备的设计和使用提供借鉴和参考。
然而,需要注意的是,不同类型、品牌的燃气锅炉存在差异,在进行燃烧稳定性研究和优化时需要根据具体情况进行相应的措施和调整。
总之,燃气锅炉燃烧稳定性的研究是一个复杂而重要的课题,需要综合考虑多个因素的作用和交互关系。
热媒炉稳定高效运行探讨
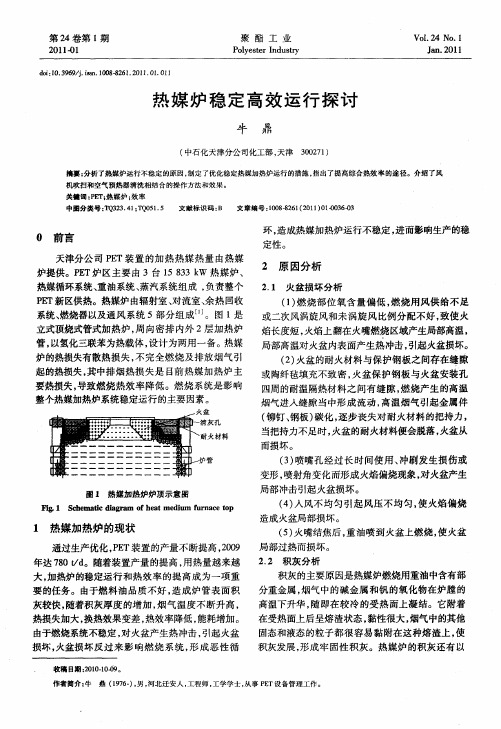
O 前 言 天津分公司 P T装置 的加热热媒热量由热媒 E
炉提供 。P T炉 区主 要 由 3台 1 3 W 热媒 炉 、 E 58 3k
使热媒 炉 燃烧更 加 稳定 , 油压力 控制 更为重要 , 重 将
() 1 当炉子 燃 烧 不 正 常 烟 筒 冒黑 烟 时 , 气 中 烟 含有 大量 炭粒子 , 形成 酸性 物质 , 受热 面形 成硫 酸 与
重油 自立 阀改 造成 自动 阀 , 时将 压力 信 号 远传 到 同
主控 室 , 现 了重 油压力 的 自动控 制 , 重油循 环系 实 使
由于燃烧 系统 不稳定 , 火盆 产生热 冲击 , 对 引起火 盆
损坏, 火盆损 坏 反 过 来 影 响 燃 烧 系 统 , 成 恶 性 循 形
收稿 日期 :0 01-9 2 1.00 。
( ) 嘴结焦后 , 油 喷到 火 盆上燃烧 , 火盆 5火 重 使 局 部过 热 而损坏 。
2 2 积灰分 析 .
亚铁 , 增加 了积灰 的牢 固性 。
( ) 的炉子在 低 负荷 运 行 时 , 启 动 、 炉过 2有 或 停
统更加 稳定 , 证 了燃 烧供 油 的稳 定 。定 期对 二 次 保 重油 系统进 行蒸 汽清 扫 , 障管路 的通 畅性 。 保 ( ) 制雾 化蒸 汽 。随 着 加 热 炉 负 荷 的 改变 , 2控 雾化 蒸 汽 的压 力 需要 保 持 稳 定 , 而且 必 须保 障雾 化 蒸 汽 的品质 , 证 蒸 汽 预 热 器 运行 稳 定 供 给过 热蒸 保 汽 , 样才 能保 障 重 油 的雾 化 效 果 , 燃 烧 保 持 稳 这 使
步进梁式加热炉炉压问题分析及处理方法

步进梁式加热炉炉压问题分析及处理方法摘要:加热炉作为钢铁工业轧钢生产线的关键设备和能耗设备,其自动化控制水平直接影响到能耗、烧损率、废钢率、产量、质量等指标。
关键词:步进梁式;加热炉;关键技术1加热炉发展和现状现代化的高产量热轧带钢轧机,由于对轧制带钢的厚度、尺寸、公差带、钢表面质量和板型控制的要求日益严格,因而对板坯加热温度均匀性和热板坯表面的质量要求也不断提高。
加热炉是热轧带钢轧机必须配备的加热设备,随着工业自动化技术的不断发展,现代化的热连轧机应该配置大型化的高度自动化的步进梁式加热炉,其生产应符合高产优质低耗节能、无公害以及生产操作自动化的工艺要求,以提高其产品的质量,增强产品的市场竞争力。
我国轧钢工业的加热炉型有推钢式炉和步进式炉两种,但推钢式炉有长度短产量低烧损大,操作不当时会粘钢造成生产上的问题,钢坯断面温差较大,板坯背面滑轨擦痕多难以实现管理自动化。
由于推钢式炉有难以克服的缺点,而步进梁式炉是靠专用的步进机构在炉内做矩形运动来移送板坯,可以留出空隙,板坯和步进梁之间没有摩擦,通过托出装置出炉完全消除了滑轨擦痕,又有适合加热断面较大的坯料钢坯,加热断面温差小、加热均匀,以及可出空炉料炉长不受限制、产量高、生产操作灵活等特点,其生产符合高产优质、低耗节能、无公害以及生产操作自动化的工艺要求。
2步进式加热炉工艺流程步进式加热炉炉型为三段供热端进端出步进梁加热炉。
加热炉自装料端至出料端沿炉长上分为预热段、加热一段、加热二段及均热段。
为了便于灵活调节各段炉温,在加热二段与均热段之间设有无水冷隔墙。
用无水冷隔墙隔开,可以精确控制两段炉温和炉压,减少两段之间的辐射干扰。
各段均为上下加热,采用分布在炉子侧墙上的烧嘴进行供热。
通过每对烧嘴的切换燃烧,加强了炉气在炉内的扰动,增强了炉气对钢坯的传热。
空气预热温度600℃以上,排烟温度250℃以下。
加热工艺的操作包括正常生产时的加热温度、加热速度、加热时间等工艺参数的控制,以及对炉内气氛和炉压控制等项。
32 浅谈炉膛压力正确动作控制措施
炉膛压力正确动作控制措施分析向丽晖(中电国华电力股份有限公司北京热电分公司)摘要锅炉炉膛压力保护是防止炉膛灭火和爆炸易实现的最简单的手段之一,通过从炉膛压力取样、动作可能因素及设备管理方面进行分析,提出了改进防范措施,进一步提高了炉膛压力动作的正确性。
关键词炉膛压力取样保护措施0 引言锅炉炉膛压力保护是防止炉膛灭火和爆炸易实现的最简单的手段之一,炉膛压力保护、控制在锅炉安全监控系统中重要的监控点。
中电国华北京热电分公司安装四台哈尔滨锅炉厂生产FG-410/9.8-YM1型,为高温高压锅炉。
每台锅炉设有八个取样点,两种测量方式,分别为炉膛压力开关和压力变送器,它们为锅炉炉膛安全监视提供监视、保护手段。
中电国华北京热电分公司锅炉炉膛压力两种测量方式,压力变送器测量的数据提供给炉膛压力调节回路参与调节,压力开关进入保护回路作为锅炉保护对象。
压力变送器取样为五个取样点,三个压力信号(PT17、18、19)分别进入DCS控制系统,另两点压力信号送入热控盘作为DCS系统失灵后的后备监视点。
PT17和PT18取平均值参与调节,使得炉膛压力维持在-60~-70Pa范围内,PT19与PT17、18构成三取二保护作为六送风机跳闸保护。
台压力开关其中三台作为炉膛压力高保护信号另外三台作为炉膛压力低保护信号。
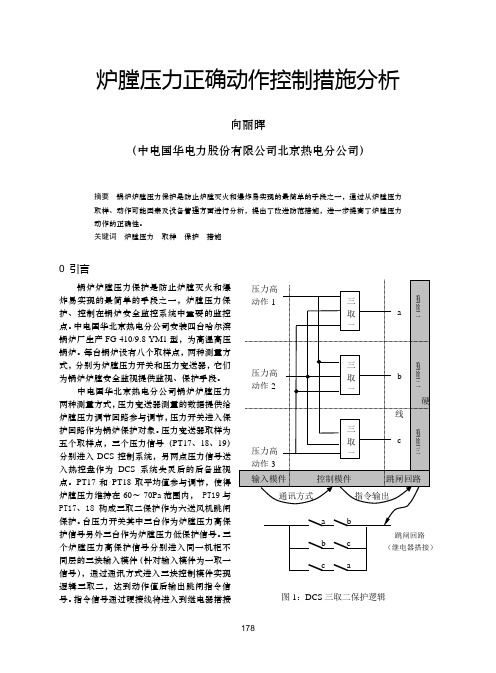
三个炉膛压力高保护信号分别进入同一机柜不同层的三块输入模件(针对输入模件为一取一信号),通过通讯方式进入三块控制模件实现逻辑三取二,达到动作值后输出跳闸指令信号。
指令信号通过硬接线将进入到继电器搭接图1:DCS三取二保护逻辑的三取二跳闸回路,最终实现锅炉跳闸(见图1)。
DCS 系统无论是从软件还是硬件都实现了三取二的功能,但在布置取样点时未能充分考虑三取二的功能,如高低压力保护取在同一点。
1炉膛压力原设计方案炉膛压力取样点安装位置距离顶蓬约 2m ,炉前墙有两点取样点,为此烟气流 动对炉膛压力影响较大,特别是前墙两个 测点与侧墙测点相比测量数据反应速度慢, 正常运行时有30-40Pa 的偏差,当炉膛压 力出现扰动时该问题更加突出,偏差能够 达到500-600Pa 。
蓄热式连续加热炉炉膛压力问题研究

压力分布。 (3)流量增加(即热负荷增加)时,如果引风机抽
力保持不变,炉膛压力将明显升高。这一点同生产现 场的现象吻合,其压力分布曲线如图 2(c)。炉体封 闭良好时,加大出口抽力可以有效降低炉膛压力。然 而蓄热式炉是一个非封闭的设备,加大出口抽力只 能在一定程度上降低炉膛压力,其应用效果有待进 一步研究。
源,2006,26(4):35- 36. [4] 万惠民,柳 宜.蓄热式加热炉投产后的问题及解决方法[J]. 轧
钢,2005,22(3):60- 63. [5] 吕以清,孙 玮,侯卫军.双预热蓄热式加热炉减小炉压的研究
(4)当引风机抽力保持不变时,随着炉子内宽的 增加,炉内整体压力水平提高。这是对多数加热炉而 言“宽度越大,炉膛压力越高”的原因。
4 结论
蓄热式炉和换热式炉相比,炉膛压力偏高且 波动频繁,结合二者热工过程对比分析,可知炉内 气体流动状况是造成蓄热式炉炉膛压力高的主要 热工因素。针对蓄热式炉内气体流动特点建立了 流 动 模 型 ,通 过 模 型 分 析 得 知 ,沿 炉 宽 方 向 空 、煤 气喷口压力大于排烟口压力;流量增加时,炉膛压 力也会相应升高。当蓄热式炉宽度超过某一范围 时,炉膛压力很难调节,因此蓄热式炉在结构上不 宜过宽。
炉内气体流动方向
流动
流动
烟道大小
排烟方式 排烟温度/℃
烟道面积大于空、煤 烟道面积等于空、煤气喷
气喷口面积
口面积
连续排烟、自然排烟 间断排烟、强制排烟
300~500
100~200
1.2 热工过程对比 蓄热式炉与换热式炉在结构和操作上的差异导
致了燃烧、流动和传热等热工过程的不同。其中,流 动和燃烧状况对传热过程有一定的影响。另外,流 动状况不但影响传热效果,而且对燃烧过程、温度分 布以及炉膛压力均有较大影响。同换热式炉相比, 蓄热式炉具有以下特点:提高了燃料及空气的预热 温度,进而提高了参加燃烧化学反应混合物的温度, 缩短了混合物达到着火温度的时间,从而加快了燃 烧反应速度,进而改善了燃烧过程;炉温均匀,在满 足加热要求的前提下,传热均匀,加热物料温度均 匀。蓄热式炉与换热式炉在炉型结构、操作方面存在 一定的差别,导致二者炉内气体流动状况不同,热工 过程亦有较大区别。因此,应结合蓄热式炉内气体 流动状况分析其压力分布。
提高锅炉运行稳定性探究
提高锅炉运行稳定性探究摘要:随着社会经济和科学技术的发展,我国的生产力水平有了较大的提高。
锅炉作为热力系统中的重要组成部分,在实际生产生活中发挥着重要的作用。
因此,提高锅炉运行的稳定性是目前的重要工作。
本文主要对锅炉运行稳定性的提高措施进行探究,以确保锅炉能够正常发挥其作用,更好的用于生产生活。
关键词:锅炉;运行;稳定性;探究在热力系统的众多工序中,锅炉占据着重要的地位。
在锅炉运行的过程中,再热器管、指水冷壁管、省煤器管以及过热器管(以下称之为“四管”)作为锅炉重要的构件,若在运行中出现泄漏,锅炉就不能够继续运行,直接导致了停炉停机处理,这无疑给企业造成了巨大的损失。
因此,提高锅炉“四管”的稳定性是使锅炉作用得以充分发挥的重要途径。
所以,为了提高锅炉的稳定性,则必须对“四管”出现故障的原因加以重视,对其采取相应的措施进行预防,以使公路事故免于发生,保证锅炉运行的安全陛、稳定性,从而企业促进经济的发展。
1锅炉当前运行的现状以及出现故障的说明随着我国能源的开发和利用,我国的能源出现了短缺的现状,并且随着人们生产生活的需要,能源被大规模的利用,导致能源的开采已出现供不应求的现象,尤其是当前生产规模的扩大,进一步加大了对能源的利用,导致能源更加紧张,锅炉的运行离不开能源,近年来锅炉在运行的过程中也存在一些问题的存在,例如能源供应的不及时、锅炉自身结构出现问题以及其他人为因素的影响。
特别是“四管”的泄漏、爆裂等问题的出现,严重影响锅炉的正常运行,更为严重的是还危及人们的生命财产安全,因此,保持锅炉运行状态时的稳定性是非常必要的。
在锅炉所有的故障中,最常见的问题就是锅炉的水冷壁爆管停机以及锅炉省煤器出现的泄漏事故。
2事故及故障产生的原因分析2.1锅炉出现停机事故的原因分析通过事故发生后进行对事故现场检查,通过检查可以发现,导致事故及故障产生的原因是锅炉炉顶的水冷壁爆管。
而一般情况下,若水冷壁爆管,管道内部存在杂物以及管道材质都可能是产生事故及故障发生的根本原因,对于管道内若存在杂物,则会影响水循环的流量,从而使管道内部产生气阻,从而造成管道过热发生保管;而爆裂材料则可能是使用的材质抗拉强度较低,例如,其材质中所包含的Mn以及Mo的含量偏低,致使材质的抗拉强度较低,从而引发爆裂。
加热炉炉况的分析与判断总结

加热炉炉况的分析与判断总结加热炉生产实践知识总结炉况的分析与判断1. 煤气燃烧情况的分析:方法:从炉尾或侧炉门观察火焰,如果火焰长度短而明亮,或看不到明显的火焰,炉内能见度很好,说明空燃比适中,燃烧正常;如果火焰暗红无力,火焰拉向炉尾,炉内的气氛混浊,甚至冒黑烟,火焰在烟道中还在燃烧,说明严重缺乏空气,燃料处于不完全燃烧状态;如果火焰相当明亮,噪声过大,可能是空气过量,但对喷射式烧嘴不能依次而判断;燃烧的正常与否可以通过观察仪表进行分析判断:当燃烧充分完全时,空气与煤气流量的比例大致稳定在一定数值,这一数值因燃料的发热量的不同而不同。
利用氧化锆装置以检测烟气的含氧量:当烟气中的含氧量在0.01-0.03时燃烧正常;含氧量在超过0.03时为过氧燃烧,即供入的空气量过多;当含氧量小于0.01时为氧化锆中毒的反应,说明空气量不足,是欠氧燃烧。
氧化锆的安装位置应适当,取样点应具有代表性。
2. 加热过程中钢坯的温度判断作为一名优秀的加热工应有过硬的目测钢温的本领,观察并区分钢的火色,最好在黑暗处进行观测,以免在其他光源的照射下引起误差。
钢料是否烧透的判断:中间与两端的温度相同时,说明坯料本身的温度已经比较均匀;若端部高于中间的温度,说明坯料没有烧透需继续加热;若端部的温度低于中间温度,说明炉温有所降低,此时要警惕发生粘钢现象。
钢温与炉子的状态有直接的关系,有时料头端部温度过高多是因为炉子两侧墙温度过高造成的,坯料短尺交错排料时,两头受热面积大,加热速度快或炉子的下加热负荷过大,下部热量上流冲刷端部引起的。
钢坯长度方向温度不均,轧制延伸不一致、轧制时不好调整影响产品的质量。
端头温度低轧制时穿带率低,容易产生设备事故影响生产,同时增加燃料和电力消耗。
钢坯加热的下表面温度低或存在严重的水管黑印,轧制时上下延伸不同造成钢的弯曲,同时影响产品的质量。
下加热温度低是下加热供热不足、炉筋水管热损失太大、水管绝热不良、炉门吸入冷风过多或加热时间不足造成的。
超高压电站锅炉的燃烧稳定性分析与改善

超高压电站锅炉的燃烧稳定性分析与改善超高压电站锅炉作为能源生产的重要设备,其燃烧稳定性对于电厂的运行效率、能源消耗以及环境保护都起着至关重要的作用。
本文将对超高压电站锅炉的燃烧稳定性进行分析,并提出一些改善燃烧稳定性的措施。
首先,我们需要了解超高压电站锅炉的燃烧过程。
超高压电站锅炉通常采用燃烧器进行燃烧,然后通过锅炉中的水壁进行换热,最后产生蒸汽驱动汽轮机发电。
在燃烧过程中,燃料与空气混合并点燃,产生高温高压气体,然后通过水壁传热给水,使其变为蒸汽。
燃烧的稳定性对于炉膛温度的分布均匀性、炉膛内的流场分布以及锅炉的热效率都有着重要的影响。
燃烧稳定性的分析需要从燃料供给、燃烧器结构和燃烧过程中的关键参数等方面入手。
首先,燃料供给系统的不稳定性将导致燃料的流量和压力波动,使得燃烧过程不稳定。
因此,我们需要对燃料供给系统进行精确的流量和压力控制,以确保燃料供给的稳定性。
其次,燃烧器结构的设计和调整也对燃烧稳定性有着重要的影响。
燃烧器的结构应该能够保证燃料和空气的良好混合,并且能够将燃烧产物迅速排除,以维持燃烧过程的稳定。
此外,燃烧器还应具备一定的调整能力,以适应不同的燃料和燃烧负荷。
燃烧过程中的关键参数包括温度、压力、氧气浓度等。
这些参数的变化将直接影响到燃烧过程的稳定性。
因此,需要对这些参数进行实时监测和控制,以保证燃烧的稳定性。
监测系统应具备高精度、高灵敏度和快速响应的特点,以实时反馈燃烧过程中的变化,为调整和优化燃烧系统提供依据。
除了以上的分析,我们还可以通过一些改善措施来提高超高压电站锅炉的燃烧稳定性。
首先,我们可以使用先进的燃烧器技术,如低NOx燃烧器、多点喷射燃烧器等,这些先进的燃烧器可以提供更好的混合性和燃烧稳定性。
其次,可以采用先进的燃料供给系统,如燃料气体化和加压供给系统等,以提高燃料供给的稳定性。
此外,还可以通过优化锅炉的控制算法和策略,以提高锅炉的运行稳定性和热效率。
综上所述,超高压电站锅炉的燃烧稳定性对于电厂的运行效率和环境保护至关重要。
大型轧钢加热炉炉膛压力分布的模拟分析
f o r t h e r e s e a r c h f o r e h e a t i n g f u r n a c e .F o r e x a m p l e ,t h e i m p r o v e m e n t a n d a d j u s t m e n t f o he t p r e s s u r e
i n A l a r g e s t e e l r o l l i ng f u r n a c e
L i C h a o x i a n g S o n g J u n y a n g Y u a n X i a n x i a n g T a n g S h u n
Th e es r lt u s s h o w t h a t he t b o t t o m w a l l t y p e o f he t p eh r e a t i n g s e c i t o n o n f u r n a c e h a s a s i g n i i f c nt a i mp a c t
o n f u ma e e t e mp e r a t u r e is d t r i b u t i o n ., I ' I l e s i mu l a i t o n ms lt u s p r o v i d e a n i mp o r t a n t g u i d i n g s i g n i i f c a n c e
e n t b o t t o m w a l l s t r u c t u r a l o f t h e l a r g e s t e e l r o U i n g h e a t i n g f u na r c e i n t h e n o r ma l p r o d u c t i o n c o n d i t i o n s .
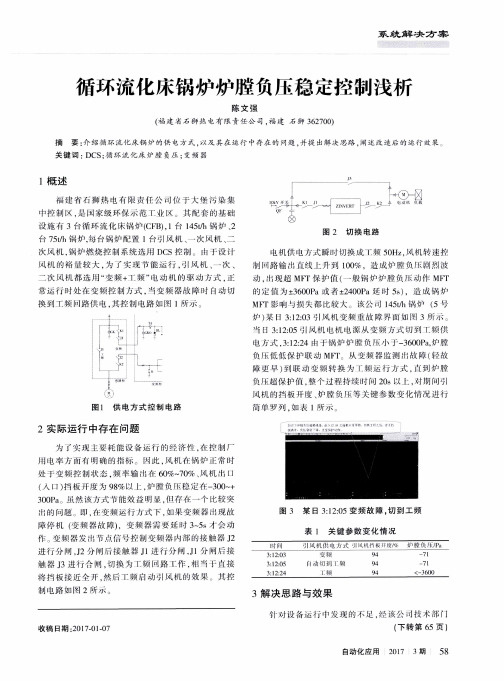
循环流化床锅炉炉膛负压稳定控制浅析
l i ar
一
∞
J
’
茎
注: D B 5 3 2 I ) B — t l G ( : 一 R o l l — F ( , LMt a s 工 J 光整 机轧 制 力测 撤值 ;
[ ) B 53 2. I ) B H( : ( :(
— 一
… —
~ 一
一
~
一
一
、
一
一 一
…
… —
…
一
- . 、 … 一
’ … —
=
.# —
l _ Me a s为 光 整 机 辊 缝 实 际测 量 假 ; _ r _ T M一 ( ) I ) e
— —
= I 啪
一
r r f :
m ,
ni
E r
n
一 ~ … 一
纵讨 论 , 认 为陔 处 不 足 属 于 比较 严 重 的 缺 陷 . 必 须
、
U 『 J 改 f 土 4 此, 热控专 、 提
f U机 南 变 频 供 I U h ‘ j = l = 的情 况下 , 一口 _ 出现重 故障 ( 此 ^ 叟 障信号 会… I ) ( ) 信号输 f f I 到 集控 DC S系 统 , 且 持 续 3 s后 就 会 切 I l 1 频 供 电 的 运 行 式 ) 报警 , DC S系
OR I F L I I i l a t , e T c 1 1 A 5 T P f d l , 为退 火 炉 内 A 5卜 ‘ = 域 张 力测 量 佤
图 l 0 优化后 。 光 整机 执 行 全 开操 作 其周 围
设 备 运 行 情 况
制 每 郎 没备 运 行 轨 迹 干 l l 动作行程 , _ r 解 没 备 数 据 状 念
加热炉钢坯运行不稳定问题分析及对策
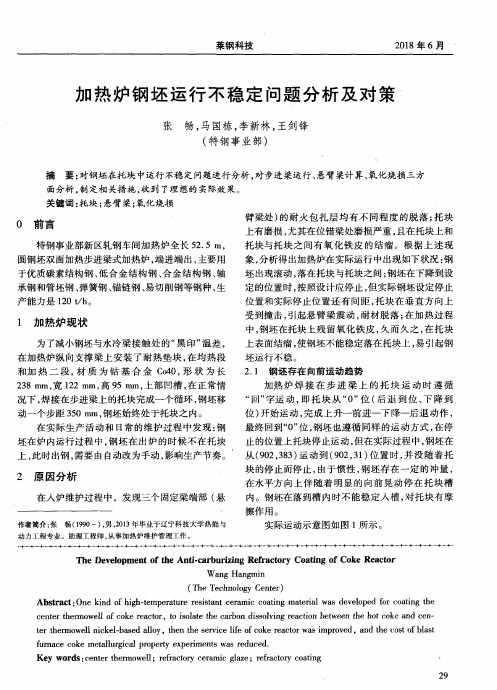
在 加 热炉 纵 向支撑 梁 上 安 装 了耐 热垫 块 ,在 均热 段 坯运 行不 稳 。
和加 热 二 段 ,材 质 为 钴 基 合 金 Co40,形 状 为 长 2.1 钢坯 存 在 向前运 动趋 势
238 mm,宽 122 mm,高 95 mm,上 部 凹槽 ,在 正 常情
加 热 炉 焊 接 在 步 进 梁 上 的 托 块 运 动 时 遵 循
关 键词 :托 块 ;悬臂 梁 ;氧 化烧 损
0 前 言
臂梁 处 )的 耐火 包 扎 层 均 有 不 同程 度 的脱 落 ;托 块 上有 磨损 ,尤 其在位 错 梁处磨 损严 重 ,且在 托块 上和
特钢事 业 部新 区轧 钢车 间加 热 炉 全 长 52.5 m, 托块 与托 块 之 间 有 氧 化 铁 皮 的结 瘤 。根 据 上 述 现
莱钢科 技
2018 年 6月
加 热 炉钢 坯 运 行 不 稳 定 问题 分 析 及 对 策
张 畅 ,马 国栋 ,李新林 ,王剑锋 (特钢事业部 )
摘 要 :对钢 坯 在托 块 中运行 不稳 定 问题进 行 分析 ,对 步进 梁运行 、悬臂 梁 计算 、氧化 烧损 三方
面分析 ,制 定相 关措 施 ,收到 了理 想 的 实际效果 。
擦作 用 。
作者简介 :张 畅(1990一),男 ,2013年毕业于辽宁科技大 学热能与 动 力 工 程 专 业 。 助 理 工 程 师 ,从事 加 热炉 维 护管 理 工作 。
实际运 动示 意 图如 图 1所 示 。
The Developm ent of the Anti·carburizing Refractory Coating of Coke Reactor W ang Hangmin
炉膛压力特性及检测

炉膛压力特性及检测一、炉膛压力特性炉膛压力的重要性:理论和实践证明,炉膛火焰和炉膛压力是表征燃烧状况,判断炉膛内燃烧是否稳定的主要信号。
灭火前和低负荷时炉膛正、负压急剧波动,原因是:锅炉在全炉膛灭火前,经常发生局部灭火和局部爆燃。
局部灭火时,炉膛内出现负压;局部爆燃时,炉膛内出现正压。
若调整不当,将导致炉膛灭火。
此时炉膛温度迅速下降,炉膛内燃烧产物的容积突然减小,导致炉膛内产生较大的负压。
若灭火后仍未停止燃料供应,将产生爆燃,使炉膛内正压急剧增大,往往造成锅炉设备的损坏。
1、炉膛内较大的负压主要在以下情况下出现⑴炉炉灭火后,炉膛内负压增大;⑵送风机故障或挡板关闭,引风机仍运行,造成炉膛内出现较大负压;⑶MFT跳闸后,炉膛压力大幅度下降。
2、炉膛内出现较大正压的原因如下⑴锅炉灭火未能及时发现,仍有燃料送入炉膛而造成爆燃,俗称“放炮”;⑵发生炉膛灭火,用“爆燃法”点燃;⑶锅炉虽未灭火,但燃烧不稳,投入油枪助燃而造成较大正压波动;⑷引风机故障或挡板关闭,送风机仍在运行,造成炉膛产生较大的正压;⑸大块掉焦,造成较大的正压。
典型的锅炉灭火压力变化曲线如图5-1所示。
图 5-1 锅炉灭火压力变化曲线二、压力保护值整定原则各种灭火保护系统都把炉膛正负压信号作为“MFT 跳闸”的重要启动信号。
对于这两个参数的整定值选取还是一个值得探讨的问题。
分析:炉膛压力和温度的关系可利用理想气体状态方程式分析。
在炉膛灭火时,温度 T 的突然变化必然引起炉膛压力 P 变化,其变化幅度与温度变化幅度成正比。
炉膛压力 P 变化速度可通过方程两边对时间 t 求导数得到。
dtdT V M dt dP R 结论:压力的变化速度与温度的变化速度成正比。
由此可知,炉膛在发生爆燃或灭火的一瞬间,其正压或负压的绝对值取决于炉膛温度和温度的变化速度。
影响因素:锅炉容量越大,负荷越高,进入炉膛燃料的浓度越浓,燃料质量越好,细度越细,漏风情况越小,过渡过程越快,产生的炉膛正、负压绝对值就越大。
32 浅谈炉膛压力正确动作控制措施
炉膛压力正确动作控制措施分析向丽晖(中电国华电力股份有限公司北京热电分公司)摘要锅炉炉膛压力保护是防止炉膛灭火和爆炸易实现的最简单的手段之一,通过从炉膛压力取样、动作可能因素及设备管理方面进行分析,提出了改进防范措施,进一步提高了炉膛压力动作的正确性。
关键词炉膛压力取样保护措施0 引言锅炉炉膛压力保护是防止炉膛灭火和爆炸易实现的最简单的手段之一,炉膛压力保护、控制在锅炉安全监控系统中重要的监控点。
中电国华北京热电分公司安装四台哈尔滨锅炉厂生产FG-410/9.8-YM1型,为高温高压锅炉。
每台锅炉设有八个取样点,两种测量方式,分别为炉膛压力开关和压力变送器,它们为锅炉炉膛安全监视提供监视、保护手段。
中电国华北京热电分公司锅炉炉膛压力两种测量方式,压力变送器测量的数据提供给炉膛压力调节回路参与调节,压力开关进入保护回路作为锅炉保护对象。
压力变送器取样为五个取样点,三个压力信号(PT17、18、19)分别进入DCS控制系统,另两点压力信号送入热控盘作为DCS系统失灵后的后备监视点。
PT17和PT18取平均值参与调节,使得炉膛压力维持在-60~-70Pa范围内,PT19与PT17、18构成三取二保护作为六送风机跳闸保护。
台压力开关其中三台作为炉膛压力高保护信号另外三台作为炉膛压力低保护信号。
三个炉膛压力高保护信号分别进入同一机柜不同层的三块输入模件(针对输入模件为一取一信号),通过通讯方式进入三块控制模件实现逻辑三取二,达到动作值后输出跳闸指令信号。
指令信号通过硬接线将进入到继电器搭接图1:DCS三取二保护逻辑的三取二跳闸回路,最终实现锅炉跳闸(见图1)。
DCS 系统无论是从软件还是硬件都实现了三取二的功能,但在布置取样点时未能充分考虑三取二的功能,如高低压力保护取在同一点。
1炉膛压力原设计方案炉膛压力取样点安装位置距离顶蓬约 2m ,炉前墙有两点取样点,为此烟气流 动对炉膛压力影响较大,特别是前墙两个 测点与侧墙测点相比测量数据反应速度慢, 正常运行时有30-40Pa 的偏差,当炉膛压 力出现扰动时该问题更加突出,偏差能够 达到500-600Pa 。
轧钢加热炉炉气温度均匀性的控制方法
轧钢加热炉炉气温度均匀性的控制方法摘要:介绍轧钢加热炉运行情况,重点介绍解决炉温均匀性的过程及方法。
关键词:加热炉、吸冷风、脉冲燃烧、炉压。
Control method of gas temperature uniformity of soaking furnace for steel rollingSu KaitaoAbstract:This paper introduces the operation of soaking pit for steel rolling, with emphasis on the process and method to solve the temperature uniformity.Key Words:Soaking pit, pulse combustion, furnace pressure1、概况:广西钢铁棒线厂二普棒和四高棒采用两段式加热炉,燃料为混合煤气。
炉子有效长度:13580mm有效宽度:12700mm。
加热炉供热系统沿炉长方向分为均热段一段供热。
供热段炉顶为全平炉顶结构,预热段炉顶为压下结构,加热炉燃烧控制分为均热段上(左/右共6个500Nm/h脉冲烧嘴)、均热段下(左右共6个600Nm/h脉冲烧嘴),采用炉内悬臂辊辊道侧进侧出,在出料悬臂辊道下方沿炉宽方向均匀分布五根排渣管。
采用引风机进行强制排烟。
在两座加热炉投入生产后发现,钢坯的头部温度比温度低了40度左右。
因此我厂技术人员对加热炉炉温分布及操作进行观察,并采取相应的试验。
2、炉温现状轧侧下均温度为1086℃、上均热为1160℃。
非轧侧下均温度为1150℃、上均热为1160℃。
由炉温分布可以看出,钢坯的头部温度比尾部温度低,主要是由于轧侧下均温度严重偏低造成的,而此时下均热烧嘴脉冲断火时间为零,即持续燃烧供热。
上均轧侧和非轧侧烧嘴基本处于不供热状态,为此我方技术人员便提出猜想:在下均热烧嘴处于持续供热的状态下,温度仍然偏低,极有可能是下部吸冷风造成。
炉膛压力控制方案
炉膛压力控制方案摘要本文档介绍了炉膛压力控制的方案。
首先,我们将介绍炉膛压力控制的重要性和应用场景。
然后,我们将介绍一个基于PID控制的炉膛压力控制方案,并分析其优势和局限性。
最后,我们将讨论该方案的实施步骤和注意事项。
1. 引言炉膛压力控制在许多工业应用中起着重要的作用。
例如,在一些化工流程中,控制炉膛的压力可以确保流体在合适的条件下进行反应。
此外,在发电厂中,炉膛的压力控制可以确保燃烧过程的安全和效率。
因此,开发一种有效的炉膛压力控制方案对于许多工业领域来说是至关重要的。
本文将介绍一种基于PID控制的炉膛压力控制方案。
2. PID控制的炉膛压力控制方案PID控制(比例-积分-微分控制)是一种常用的控制方法,通过对系统的测量值进行反馈调节,使其尽可能接近设定值。
在炉膛压力控制中,PID控制可以根据炉膛压力的变化调整燃烧器的工作参数,以达到设定的压力目标。
2.1 比例控制比例控制是PID控制中的一部分,它通过比例增益来调整输出信号。
在炉膛压力控制中,比例控制可以根据压力变化的幅度调整燃烧器的工作参数。
更具体地说,当炉膛压力高于设定值时,比例控制会减小燃烧器的燃料供给量,从而降低炉膛压力。
相反,当炉膛压力低于设定值时,比例控制会增加燃料供给量,以增加炉膛压力。
2.2 积分控制积分控制是PID控制的另一部分,它通过积分增益来调整输出信号。
在炉膛压力控制中,积分控制可以根据炉膛压力的积分误差调整燃烧器的工作参数。
具体来说,积分控制可以通过累积炉膛压力误差来调整燃料供给量。
如果炉膛压力误差积累较大,则积分控制会增加燃料供给量,以减小累积误差。
相反,如果炉膛压力误差积累较小,则积分控制会减小燃料供给量,以增加累积误差。
2.3 微分控制微分控制是PID控制的最后一部分,它通过微分增益来调整输出信号。
在炉膛压力控制中,微分控制可以根据炉膛压力的变化率调整燃烧器的工作参数。
具体来说,微分控制可以通过测量炉膛压力的变化率来调整燃料供给量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
了稳定 。 改善 了板 坯加 热质量、 降低 了生产 能耗 、 减轻 了操作 人员的劳动强度。
【 关键词】 加热炉 炉膛 压力 脉 冲控制
பைடு நூலகம்
S t u d y o n Pr e s s u r e S t a b i l i t y o f He a t i n g F u r n a c e He a r t h
Z HAN G C h e n g — b i n , Z HENG Wa n — d e , L I U Z h a n — q u a n
( F  ̄ q u i p me n t S u p p o r t D e p a t r me n t o f A n g a n gS t e e l B a y u q u a n I r o n&S t e e l C o . , L t d . , Y i n g k u o 1 1 5 0 0  ̄
2 . 2 脉 冲燃烧 控制
1 5 8 o  ̄ i 热炉根据工艺共分 为 7 个供热调节 回 路: 均 热 段 上左 、 均热 段上 右 、 均 热 段下 、 二加 热段 上、 二加热段下 、 一加热段上 、 一 加 热 段 下 。预 热 段不供热 。其 中均热段上左 、 均热段上右 、 二加热
b e a m h e a t i n g f u r n a c e a n d s o l u t i o n . A t f e r i mp l e me n t , t h e h e a r t h p r e s s u r e i s s t a b i l i z e d . T h e s l a b h e a t i n g q u a l i t y i s i mp r o v e d , a n d p r o d u c t i o n c o n s u mp t i o n a n d l a b o r s t r e n g t h a r e r e d u c e d .
一
脉 冲燃烧是将一段时间间隔 内的累计煤气和 空气 , 按 预设定 的空/ 燃 比以极 高的速度 , 通 过烧
栏 目编辑 : 孙维宁
58 一
问题研究
嘴, 按照时序分配的结果 , 进行燃烧 。在额定 的煤 气压力 、 热值下 , 在脉 冲燃烧状态 , 喷 出热气流的 热焓 、 速度以及热气流 的长度都是一个定值 , 如果 对多个烧嘴进行适当的组合 , 合理地布置 , 就会很 容易的获得满意的炉 内温度 场的分布 , 保证极高 的板坯加热质量。
第3 4 卷2 0 1 6 年第 6 期( 总第 1 8 6 期)
・
问题研究
问题 研 究 ・
加热炉炉膛压 力稳定性 的研究
张成斌 郑万德 刘 占全
( 鞍 钢 股份 鲅鱼 圈钢铁 分公 司设 备保 障部
【 摘
营口 1 1 5 0 0 7 )
要】 介 绍了 1 5 8 0 热轧步进式加热 炉炉膛压 力波动的原 因及解决方案 , 解决方案 实施后 炉膛压 力得到
【 Ke y w o r d s ] H e a t i n g f u na r c e , h e a t r h p r e s s u r e , p u l s e c o n t r o l
l 前 言
鞍钢 1 5 8 0  ̄ J I ] 热炉燃烧控制系统在各上部燃烧 控 制 段 采 用工 业 炉 窑控 制 中典 型 的 串级 双 交叉 限 幅控 制 方 式 ; 下 部 燃 烧 控 制 段 的热 量 设 定 可 以在 两种方 式 中切换 : 传统 串级双交叉 限幅和脉冲控 制方式 。 目前采用脉 冲控制燃烧 的加热炉 , 在得 到较好 的温度 场的状 态下 , 炉膛压力控制不能和 传统 的串级并联 双交叉 限幅控制 系统相 比较 , 因 为脉 冲 燃烧 控 制 温度 的特点 就 是 在动 态 条 件下 实 现烧 嘴的开关 , 而传统 的串级并联双交叉 限幅控 制 系统 的特 点 是 在稳 态 条件 下 实 现烧 嘴 流量 的大 小 。这样的特点决定 了脉冲控制下炉膛压力 的不 稳定性 。目前 国内外采用脉 冲燃烧 的加热炉炉膛 压 力 波动都 比较大 。 因此 , 需要通过分析炉膛压力波动原 因, 分析 脉 冲 燃烧 控 制 时 序 、 扰动 影 响 , 分 析炉 门开 关时 序 对 炉膛 压力的影 响 , 提 出解决炉膛压力波动大 的 方 法 并实施 , 以实 现 1 5 8 0  ̄ I 1 热 炉炉膛 压力 的稳 定 。
2 工 艺简 介
段上 、 一加热段上采用在工业炉窑控制 中典型 的 串级双交叉 限幅控制方 式 ; 均热段下 、 二加热段 下、 一加热段下采用可以在两种方式 中切换 : 传统 串级双交叉限幅和脉冲控制方式。炉型见 图 1 。
图1 1 5 8 0 加热炉炉型示意
2 . 1 双 交 叉 限 幅 控 制
【 A b s t r a c t 】 I n t r o d u c e t h e r e a s o n o f p r e s s u r e l f u c t u a t i o n i n t h e h e a r t h o f 1 5 8 0 h o t r o l l i n g w a l k i n g
双交叉限幅控制是 以炉膛温度调节 回路为主 环, 煤气流量和空气流量调节为副环 , 构成串级并 联 双 交 叉 限 幅控 制 系统 。它 通 过 限制 过渡 状 态下
煤气 和空气 流量 的变化范 围, 减少煤气控制 回路 和空气控制 回路之 间因滞后系数差异造成的不 良 影响 , 具有 良好的控制精度 。控制简图见图 2 。