材料测试允许拒收标准
原料验收标准
原料验收标准管理标准编号:LK-QG-LSB-10-301-10-A原料验收标准受控标识:编制:⽣产部⽇期:会签:⽇期:审核:⽇期:批准:⽇期:管理标准修改履历⽂件名称原料验收标准编号LK-QG-LSB-10-301-10-A 序号修改⽇期修改内容起草部门备注002010-01-01新规制定⽣产部管理标准原料验收标准编号:LK-QG-LSB-10-301-10-A 1⽬的1.1为确保⽤于⽣产的原料符合质量及⼯艺的要求,特制定本验收标准。
2主题内容与适⽤范围2.1本标准规定了原料验收过程的职责分⼯、检验⽅法、质量标准、检验标准、接收和让步接收标准、包装要求与验收记录等。
2.2本标准适⽤于所有进⼚原料的检验。
3职责3.1由⽣产部对采购部提供的新样品进⾏全⾯测试,或审验供应商资质、最近⽇期产品的第三⽅检验报告;若有必要,⽣产部上机试⽤,完全符合要求后按有关程序进⾏采购。
3.2原材料到货后,仓库管理⼈员必须通知物料检验⼈员(下称物检⼈员)检验合格后⽅可办理⼊库⼿续。
3.3检验⼈员和研发⼈员对原料出现的质量问题进⾏跟踪检测,如由供应商原因造成,由采购部负责与供应商协商补偿。
3.4供应商必须按照相关法规提供相关证照和产品检验报告。
3.5供应商若改变原料的配⽅、产地、品种、型号及等级等必须通知使⽤⽅,并提供样品以便使⽤⽅检测、试机,试机符合要求后,供应商提供标准样品,双⽅认可签字后封样交质检员存档,作为检验依据。
如果供应商私⾃改变配⽅等造成的损失全部由供应商负责。
4.质量标准原料需符合附录A的要求。
5.检验⽅法及验收标准5.1⽩砂糖5.1.1样本抽取:以同⼀供应商每次到货的每⼀批号(或每⼀⽣产⽇期)为⼀批,从两袋糖中共取样约1kg检测感官指标。
5.1.2外包装检查:⽩砂糖应该⽤清洁⼲燥的袋包装,没有⽆关杂物、异味或危险物品,⽆⾬淋、受潮或野蛮装卸的痕迹,不得接受扯散或打开的⼝袋。
5.1.3理化测试:5.1.3.1⽓味检查①在50毫升烧杯中倒⼊样品⾄2/3满,插⼊温度计后⽤密封薄膜封⼝。
仓库拒收的标准
仓库拒收的标准仓库拒收标准通常取决于仓库的运营政策、亚马逊的FBA (Fulfillment by Amazon)规则、以及特定仓库的容量和处理能力。
以下是一些常见的仓库拒收标准:1. 重量和尺寸限制:重量:亚马逊仓库可能对单件货物的重量有上限限制,例如7.5公斤以下。
尺寸:货物单边的尺寸必须在一定范围内,通常不超过40厘米。
2. 包装问题:外包装:如果外包装破损、变形、有油渍、涂鸦或不符合亚马逊规定,可能会被拒收。
胶带:使用不符合规定的胶带或包装材料可能会导致货物被拒收。
安全性:包装需要确保货物在运输过程中的安全,防止损坏。
3. 产品标签和信息:标签:产品上的标签必须清晰、准确,不符合规定或损坏可能导致拒收。
信息:产品信息,如SKU标签、FBA标签、Made in China标签等,需要符合亚马逊的要求。
4. 产品自身问题:产品状况:如果产品在运输过程中损坏,可能会被拒收。
产品合规性:产品需要符合亚马逊的合规要求,否则可能会被拒收。
5. 亚马逊政策变更:亚马逊的政策可能会随时更新,包括仓库的拒收标准。
卖家需要定期检查亚马逊的官方公告和指南,以确保遵守最新规则。
6. 特定仓库的规则:不同亚马逊仓库可能有不同的拒收标准,卖家需要根据所在仓库的具体要求进行调整。
7. 季节性和运营压力:在旺季或仓库运营压力大的时期,亚马逊可能会加强对货物的拒收管理,以保证服务质量。
总之,如果货物被拒收,卖家通常需要根据亚马逊提供的反馈进行相应的调整,比如重新包装、更正标签或更换损坏的货物。
卖家应该仔细检查亚马逊的拒收通知,了解具体原因,并采取必要的措施以避免未来的拒收情况。
精密模具来料检验标准

一、目的
确定原材料入库前检验其品质合乎要求与否之客观依据,尽可能避免主观判定,保证产品品质.
二、范围.
适用于生产性原材料之进料检验与测试.
三、定义:无
四、抽样标准
全检,“合格”允收,“不合格”拒收
五、检验标准
5.1模具配件(导轴、定位环、定位针、防水圈、导套、加热管、码铁、水管头、弹簧、进出气管、滑块、顶针、保温针、气缸、风管、水管、喉箍等)Leabharlann 32011
2
281-500
50
1
2
1
2
501-1200
80
1
2
2
3
1201-3200
125
2
3
3
4
3201-10000
200
3
4
5
6
10001-35000
315
5
6
7
8
35001-150000
500
7
8
10
11
150001-500000
800
10
11
14
15
500000以上
1250
14
15
21
22
使用说明:AC-合格判定数,RE:--不合格判定数
目测
MI
4.螺丝孔要求最少2D深,螺丝头要求0.040″
目测
MA
5.模坑是否符合图纸,吊模孔是否符合图纸
目测
MA
6.字唛在模胚上位置是否正确,高度是否适当,字唛是否美观,模板编号是否齐全.
目测
MA
2
配合
2.边钉,边司与模胚紧配,合模时边钉与边司要求原配;
材料验收技术标准
工程材料验收要求一、钢管(一)、低压流体输送用焊接钢管编制依据《低压流体输送用焊接钢管》GB/T3091-2001。
1、钢管外径、壁厚的允许偏差应符合下列规定:公称外径D/mm管体外径允许偏差壁厚允许偏差D≤48.3±0.5mm±12.5%48.3<D≤168.3±1.0%±12.5%2、钢管的椭圆度应不超过公称外径的±0.75%。
3、钢管长度应在通常长度范围(4000mm~12000mm)内,允许偏差为+20mm。
4、钢管的两端面应与钢管的轴线垂直,且不应有切口毛刺。
5、钢管焊缝的外毛刺应清除,其剩余高度应不大于0.5mm;内毛刺可清除或压平,其余高度应不大于1.5mm,清除毛刺后刮槽深度应不大于0.2mm。
6、钢管内、外表面应光滑,不允许有折叠、裂缝、分层、搭焊、补焊。
7、镀锌钢管的内外表面应有完整的镀锌层,不应有未镀上锌的黑斑和气泡存在,允许有不大的粗糙面和局部的锌瘤存在。
8、成捆包装的每捆钢管上,应挂有不少于2个标牌。
标牌上应注明:供方印记或注册商标。
钢管的牌号、炉号、批号、合同号、产品规格、产品标准号、重量或根数、制造日期和供方技术监督部门的印记。
9、交货的每批钢管应附有质量证明书,内容包括:(1)供方名称或印记(2)需方名称(3)发货日期(4)合同号(5)产品标准号(6)钢管的牌号Q235AQ235B(7)炉罐号、批号、交货状态、重量(或根数)和件数(8)品种名称、规格及质量等级(9)产品标准中所规定的各项检验结果(包括参考性指标)a.熔炼成分b.抗拉强度σb/MPa≥375,断后伸长率δ5/%≥15c.压扁试验d.液压试验3MPa稳压时间≥5Se.弯曲试验f.涡流、超声波探伤g.镀锌层均匀性试验和重量测定⑽技术监督部门印记二、中压流体输送钢管编制依据《石油天然气工业输送钢管交货技术条件》GB/9711.1-1997。
1、外径公差应符合下列规定:管体外径公差≤48.3mm+0.41mm—0.79mm60.3mm~457mm±0.75%2、壁厚公差应符合下列规定外径及钢管种类壁厚公差%≤73.0mm的无缝钢管+20.0—12.588.9~457mm的无缝和焊接钢管+15.0—12.53、长度和长度公差(无螺纹钢管)通常长度最小长度每一订货合同最小平均长度最大长度62.745.336.86124.2710.6713.72155.3313.3516.76186.4016.0019.81248.5321.3425.914、无螺纹管端对外径≥60.3mm的无螺纹钢管应以管端带坡口和钝边状态交货,坡口角度为300+50°,以钢管轴线的垂线为基准测量,钝边尺寸为1.59mm±0.79mm。
关于实施抽检检验标准的规定
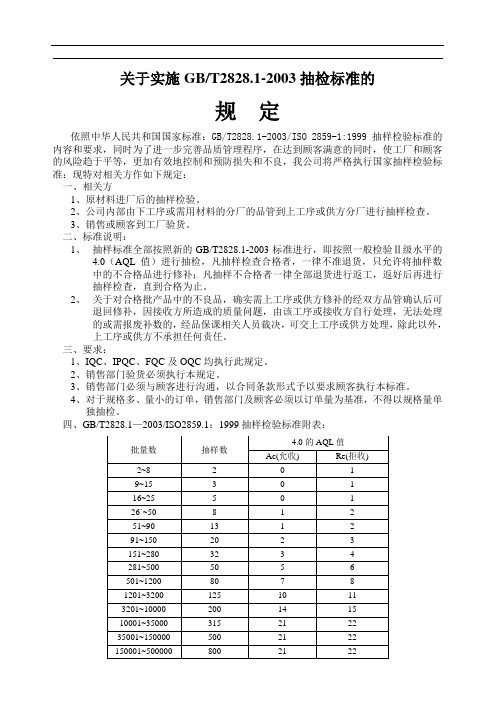
关于实施GB/T2828.1-2003抽检标准的规定依照中华人民共和国国家标准:GB/T2828.1-2003/ISO 2859-1:1999抽样检验标准的内容和要求,同时为了进一步完善品质管理程序,在达到顾客满意的同时,使工厂和顾客的风险趋于平等,更加有效地控制和预防损失和不良,我公司将严格执行国家抽样检验标准:现特对相关方作如下规定:一、相关方1、原材料进厂后的抽样检验。
2、公司内部由下工序或需用材料的分厂的品管到上工序或供方分厂进行抽样检查。
3、销售或顾客到工厂验货。
二、标准说明:1、抽样标准全部按照新的GB/T2828.1-2003标准进行,即按照一般检验Ⅱ级水平的4.0(AQL值)进行抽检,凡抽样检查合格者,一律不准退货,只允许将抽样数中的不合格品进行修补;凡抽样不合格者一律全部退货进行返工,返好后再进行抽样检查,直到合格为止。
2、关于对合格批产品中的不良品,确实需上工序或供方修补的经双方品管确认后可退回修补,因接收方所造成的质量问题,由该工序或接收方自行处理,无法处理的或需报废补数的,经品保课相关人员裁决,可交上工序或供方处理,除此以外,上工序或供方不承担任何责任。
三、要求:1、IQC、IPQC、FQC及OQC均执行此规定。
2、销售部门验货必须执行本规定。
3、销售部门必须与顾客进行沟通,以合同条款形式予以要求顾客执行本标准。
4、对于规格多、量小的订单,销售部门及顾客必须以订单量为基准,不得以规格量单独抽检。
四、GB/T2828.1—2003/ISO2859.1:1999抽样检验标准附表:五、GB2828抽样标准表的说明:4.0的AQL值1、批量数抽样数Ac(允收)或Re(拒收)2、解释:批量数:该工序或者该分厂所提供给其他分厂或工序的产品数量抽样数:按照所供的产品的多少,按批量数的范围所随机抽取的待检样品数量。
Ac(允收):在此范围的次品,允许接收此批产成品。
Re(拒收):达到此范围不允许接收此批产品。
五金件检验规范标准
五金件检验规1.目的及适及围:1.1本检验规为了进一步提高五金制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的五金件检验标准,为外观检验提供科学、客观的方法。
对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。
1.2本检验规适用于金属五金件制成的产品及其相关加工组成品,及小五金件(如螺丝,卯钉等)的检验与验收。
2. 参照文件本检验规参照金属冷冲压件通用技术条件本规若与零件图/规格相抵触, 则以零件图/规格为优先本规若与参考文件相抵触, 则以本规为优先3. 容:3.1 术语:刮伤---手指感觉不出之线凹痕或痕迹。
裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因/外力或机械损伤而造成的裂纹和细小开裂。
披锋---剪切或冲压导致残留不平整边缘,模具设计需使客人接触到的披锋减至最少。
梗屎---通常此种痕迹产生与压印及冲压成型有关。
氧化---材料与空气中的氧起化学变化,失去原有特性:如生锈。
凹凸痕---表面异常凸起或凹陷。
擦伤---指材料表面因互相接触摩擦所导致的损伤。
污渍---一般为加工过程中,不明油渍或污物附着造成。
拉模---一般为加工过程中,因冲制拉伸或卸料不良导致。
变形/翘曲---五金件因/外力而造成的整体的变形。
材质不符---使用非指定的材质。
焊痕---焊接所留下的痕迹。
喷溅---点焊时,从焊件贴合面或电极与焊件接触面间飞出熔化金属颗粒的现象。
脱焊---焊点分离。
错位---指焊件未正确定位。
错件---未依规定零件。
混料---混有不同规格的物料。
少件---少于标准数量.硬划痕---硬物摩擦造成的划痕或有深度的划痕细碎划痕---没有深度的划痕手印---在五金件表面或零件光亮面出现的手指印痕。
3.2 检验方法3.2.1外观缺陷的检验方法及要求:将待验品置于以下条件,作检验判定:A、目测距离: 距离产品25cmB、检验角度: 成45度目视检试之。
C、检验光源: 正常日光灯,室无日光时用40W日光灯或60W普通灯泡的照度为标准。
国标抽查检验标准
GB/T2828.1或MIL-STD-105E抽样计划GB/T2828.1是根据美国军方抽样标准(也是全世界通用的抽样标准)变化而来的,用字母表示是:MIL-STD-105D,国标中带有T的表示是参照的意思,故这个标准并不怎么的认可和使用。
一般公司或工厂都是用美国军方这个抽样标准,但据我所知,好像是一样的,只是删减了些东西。
在这个国际抽样标准中,有一张表格的,先是规定了一批货物中,要抽出多少个样品,然后有个允收品质水准(AQL值),这个AQL值是根据自己的情况在标准中去选的,在AQL值中,将抽出的样品中检验出的不合格品分为:严重、主要、次要,三个档次,每个档次的不合格品有个接收和不接收和数量。
你所说的问题中:抽出要检验的数量是315PCS,那么就315个都要按检验项目一一的检验,每个不合格的检验样再分为三个档次,然后将不合格的总数加起来,按照你们的AQL标准进行对照,从来判定收货与否MIL-STD-105E抽样计划又称计数值的调整型抽样计划,二次大战期间美军军方采购军需武器装备时,对于供货商均以验收检验、制程检验、产品检验、出货检验等方式进行严格的检验以确保武器装备的品质,但由于产品与种类的急遽增多,且制程日益复杂庞大,先前的监督检验制度无法因应此一趋势,而改用稽查检验方式所开发出来的抽样计划。
1?抽样检验之术术语与符号1抽样检验:由一批产品或材料中,分散、随机抽取一定数量的样本,按规定项目加以检验或测试,将结果与判定基准比较,判定全批为合格或不合格的整个作业。
2批(LOT):同条件下生产之产品的集合。
3送验批:送来检验的批。
4批量(LOT SIZE):送验批中含有检验个体之总数,一般以N代表。
5样本(SAMPLE):由批中抽取作业检验对象的产品。
6抽样(SAMPLING):从批中抽取样本的工作。
7样本数(SAMPLE SIZE):样本之个数以n代表。
8合格判定个数:判定批为合格时,样本内容许含有之最高不良品个数,以Ac或c表示之。
产品外观通用检验方法及标准

3、定义:A级面:B级面:C级面:零件表面4、接收条件:5、判定规则(出现情况):7、产品跌落测试:①对有跌落测试要求的产品,零部件高度1.3米,整机高度1米②跌落区域及要求:垂直于硬地板,一角三棱六面⑥“缺陷判定表”各项判定标准只作为通用判定区分缺陷的严重性或轻微性,不能作为AQL接受限度标准6、印刷、喷漆、电镀测试方法规定:①必须进行两项以上测试,并且被测试产品达到相关要求和AQL接收限度规定②印刷品一般以3M胶带和酒精测试为测试依据,喷漆一般以百格法和折弯法为测试依据,电镀品一般折弯法、百格法、盐雾试验(无试验机情况下--10克盐:100克水配比浸泡,容器必须密封后做测试)为测试依据,有另外附加测试要求时会在大货生产前另行通知①所有影响产品功能的产品的缺陷判定为“CR”或“MAJ”②所有出现在A级面上不允许或超出范围的缺陷判定为“MAJ”,规定范围内判定为“MIN”③所有出现在B级面上不允许的缺陷判定为“MIN”,不超出规定范围的接受(但批量不良不允许超过10%)④所有出现在C级面上不允许的缺陷判定为“MIN”,允许情况可接受⑤所有加工工艺或加工方法造成的批量缺陷,以签样或得到本公司主管级别人员确认为准(口头形式无效,以邮件或签样为准),否则按“缺陷判定表”内区分产品的缺陷严重性或轻微性所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
①可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
④缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。
对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。
③所有的等级面应当印刷完好且满足颜色、光泽度、附着力等方面的要求。
②所有的等级面应当喷涂完好且满足颜色、光泽度、厚度、附着力等方面的要求。
原材料检验规范

原材料检验规范1.目的通过对本公司的原材料进行检验,确保原材料质量合格,以满足生产的要求,特制定该原材料检验规范。
2.范围本规范仅适用于本公司的原材料检验,主要包括所有来料的原材料。
3.术语1)抽样检验:根据数理统计的原理所预先制定的抽样方案。
从交验的一批原材料中,随机抽取部分样品进行检验,根据样品的检验结果,按照规定的判断准则,判断该批原材料是否合格,并决定是接受还是拒收或采取其他处理方式。
2)全数检验是指对一批待检的原材料100%地进行检验。
3)AQL值:当一个连续系列批被提交验收抽样时,可允许的最差过程平均质量水平。
4.相关参考标准1)GB/T2828.1-2003«计数抽样检验程序»;2)DJ/QT01-2004«原材料进料检验标准»5.检验方式1)根据DJ/QT01-2004«原材料进料检验标准»对原材料检验方式进行检验;2)如采取抽样检验方式:具体检验数量参见GB/T2828.1-2003抽样检验程序进行。
6.检验要求及接受准则1)严格按照原材料进料检验标准进行检验,如原材料有特殊要求的,按照原材料的设计文档进行检验,。
2)当原材料来料时,工程师必须给出该原材料的检验标准方可检验,如测试方法较复杂的原材料,工程师必须附文说明,否则不予检验。
3)对判断为不合格的原材料,贴上公司内部不合格标签(底色为红色),通报上级领导部门,并附带不合格器件检测报告,对于合格品,也贴上公司内部合格标签(底色为绿色)。
7.检验项目分类1)外观、可焊性2)基本功能3)结构尺寸4)包装质量8.检验报告做好原材料检验报告的填写工作,抽样标准,检验规范,检验数据、使用检验仪器,质量允收标准、原材料批号、操作人员、操作日期……等相关数据一一填写,并把检测报告填写在«硬件质量跟踪库»中,利用«硬件质量跟踪库»实现原材料的可追溯性。
实木栈板检验规范

实木栈板检验规范一、外观检验1.按照ISPM 15标准检验(木栈板侧面要有烟熏IPPC或热处理HT标志)否则判定为拒收2.木栈板不允许有铺板破裂、少板条、少钉或漏钉、以及钉子凸起现象,否则判定为拒收;3.木栈板不容许有虫眼、树皮以及腐朽等现象,,否则判定为拒收;4.木栈板上板条和整体表面平滑、要刨平凸起要≤10MM,否则判定为拒收;5.木栈板在未装载的状态下,栈板摆放于地面必须要平稳,否则判定为拒收;6.木栈板表面不允许有油污、破损、等明显外观不良,否则为条件接收;二、尺寸检验:1.依照订单标注的尺寸检验,如不符合图纸要求尺寸判定为拒收;2.木栈板上面木板之间的缝隙不得超过3英寸(76.2mm),否则判定为拒收;3.木栈板包含侧面的裂缝要≤152×4MM,否则判定为拒收;三、特殊检验:1.符合欧盟ROHS标准判定;超出标准判定拒收;2.木栈板含水率:所有木栈板必须是干燥的,用含水率测试仪测量6个点都必须要≤20%,超出标准判定拒收;3.注意:出货限制用刨花板脚柱的栈板,易脱脚损坏;栈板规格标准现行的栈板标准是国际标准化组织在2003年更新制定的栈板的尺寸标准是物流单元化重要的标准。
栈板与存储的货架、搬运的产品、集装箱、运输车辆、卸货平台以及搬运设施等有直接的关系,因此栈板的规格尺寸是考虑其他物流设备规格尺寸的基点。
例如,栈板横梁货架的横梁宽度尺寸最常见的有2300mm 和2700mm,前者承放两个1200mm×1000mm的栈板,后者承放三个1200mm×800mm的栈板。
这里,特别值得一提的是要建立有效的栈板公用系统,必须使用统一规格的栈板,栈板标准化是栈板作业一贯化的前提。
在选择栈板尺寸时应该考虑以下因素:1.要考虑运输工具和运输装备的规格尺寸合适的栈板尺寸应该符合运输工具的尺寸,可以充分利用运输工具的空间,提高装载率,降低运输费用,尤其要考虑海运集装箱和运输商用车的箱体内尺寸。
最新版建筑材料送检规范(新)

最新版建筑材料送检规范(新)1:1.引言本文档旨在规范最新版建筑材料的送检流程和要求,以确保建筑材料的质量和安全性,促进建筑工程的顺利进行。
2.范围本规范适用于所有建筑材料的送检,包括但不限于水泥、钢材、玻璃、木材等。
3.定标和测试方法3.1. 定标要求在进行送检前,建筑材料必须符合相关定标要求。
3.2. 测试方法建筑材料的测试方法应符合国家标准或行业规范,具体测试方法由制造商或供应商提供。
4.送检程序4.1. 送样准备收集建筑材料样品,同时记录样品信息,确保标识的准确性。
4.2. 样品保存样品应妥善保存,防止损坏或污染。
4.3. 送检要求按照相关标准和规范的要求,准备送检所需的文件和资料。
4.4. 送检流程将建筑材料样品送至指定的实验室进行检测,同时提供送检单和其他必要的文件。
5.检测结果与处理实验室对建筑材料进行测试,并详细的测试报告。
根据测试结果,采取相应的处理措施,包括接受、拒收或重新测试。
6.附件本文档附带以下附件:- 建筑材料送样记录表- 相关法律法规7.术语和注释7.1. 建筑材料:指用于建筑工程的各种材料,包括但不限于水泥、钢材、玻璃、木材等。
7.2. 送检:将建筑材料样品送至实验室进行检测。
2:1.背景本文档旨在规定最新版建筑材料的送检规范,以确保建筑工程的质量和安全,保障施工过程中材料的合格性和可靠性。
2.适用范围本规范适用于所有建筑材料的送检活动,包括但不限于混凝土、砖块、钢材、玻璃等。
3.送检要求和流程3.1. 定标要求建筑材料在进行送检前必须符合相应的定标要求,包括力学性能、化学成分等。
3.2. 送样准备收集建筑材料样品,并进行标识和记录。
3.3. 样品保存样品应妥善保存,防止损坏或污染,以保证送检结果的准确性。
3.4. 送检流程将建筑材料样品送至指定实验室进行检测,同时提供送检单、相关文件和资料。
3.5. 检测结果与处理实验室对建筑材料样品进行测试,并根据测试结果做出相应处理,包括接受、拒收或重新测试。
塑料制品检验标准

塑料制品检验标准1.目的本规范旨在定义我司塑胶制品品质标准,为产品设计者提供达到产品图纸图面要求的系统,为质检员提供塑胶制品检验与判定的参考依据,同时是模具及塑胶制品供应商对我司品质要求认知的准则。
2. 范围本规范适用于本公司生产的所有及外购塑胶制品(包括在成品及半成品及其表面的喷油、印刷)。
3. 职责本规范由品质部和技术部负责制定,品质部负责实施和维护。
4. 定义4.1 缺陷严重缺陷(CR):发生危险影响产品的安全性能或存在严重潜在的安全隐患以及产品的使用功能丧失等,主要缺陷(MAJ):产品的使用性能不能达到所期望的目标,或显著的降低其实用性质次要缺陷(MIN):不影响产品的实用性但影响产品外观的缺点。
4.2 塑胶制品外观缺陷4.2.1 欠注———射胶量不足,制件缺料或不饱满。
4.2.2 毛边———分模面挤出的塑胶。
4.2.3 缩水———材料冷却收缩造成的表面凹陷。
4.2.4 凹痕凸起—制件受挤压、碰撞引起的表面凹陷和隆起。
4.2.5 融接痕——塑胶分支流动重新结合的发状细线。
4.2.6 水纹———射胶时留在制件表面的银色条纹。
4.2.7 拉伤———开模时分模面或皮纹拖拉制件表面造成的划痕。
4.2.8 划伤———制件从模具中顶出后,非模具造成的划痕。
4.2.9 变形———制件出现的弯曲、扭曲、拉伸现象。
4.2.10 顶白———颜色泛白,常出现在顶出位置。
4.2.11 异色———局部与周围颜色有差异的缺陷。
4.2.12 斑点———与周围颜色有差异的点状缺陷。
4.2.13 油污———脱模剂、顶针油、防锈油造成的污染。
4.2.14 烧焦———塑胶燃烧变质,通常颜色发黄,严重时炭化发黑。
4.2.15 断裂———局部材料分离本体。
4.2.16 开裂———制件本体可见的裂纹。
4.2.17 气泡———透明制品内部形成的中空。
4.2.18 色差———实际颜色与标准颜色的差异。
4.2.19 修饰不良—修除制件毛边、浇口不良,过切或未修除干净。
SMT检验标准要点

印制板组装要求与检验规范SMT焊接品质验收标准1 片状、圆柱体、欧翼形等焊点接受标准理想状态(目标): 1.最佳焊点高度为焊锡高度加元件可焊端高度。
2.焊点覆盖引脚表面,但没有超过引脚转折处。
允收状态:1.最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。
2.最小焊点高度(F)为焊锡厚度加可焊端高度(H)的25﹪或0.5mm(最小值)。
3.末端连接宽度(C)至少为元器件端子宽度(W)的75﹪,或焊盘宽度(P)的75﹪,取两者中的较小者。
4.最小侧面焊点长度(D)等于引脚宽度(W)。
5.当引脚长度(L)(由趾部到跟部弯折半径中心测量)小于引脚宽度(W),最小侧面焊点长度(D)至少为引脚长度(L)的75﹪。
6. 引脚厚度(T)等于或小于0.38mm时,最小跟部填充为(G)+(T)。
引脚厚度(T)大于0.38mm时,最小跟部填充为(G)+(T)×50﹪。
7. 底部带散热面端子的元器件,散热面无侧面偏移,端子边缘100%润湿。
拒绝接受:1.焊点廷伸到本体上。
2.焊锡接触高引脚外形元件体或末端封装。
3.焊点没有呈现良好的浸润状态。
4.端连接宽度(C)小于元器件端子宽度(W)的50﹪,或焊盘宽度(P)的50﹪,取两者中的较小者。
WCp5.元器件端子面无可见的填充爬升。
最小填充高度(F)小于焊料厚度(G)加上25﹪的(H),或焊料厚度(G)加上0.5mm,取两者中的较小者。
6.最小侧面焊点长度(D)小于引脚宽度(W)侧面焊点长度(D)小于引脚长度(L)或引脚宽度(W)的25﹪。
7.最小跟部焊点高度(F)小于焊锡厚度(G)加引脚厚度(T)的50﹪。
F<G+(T×50﹪)8.焊接后,由于某些因素的影响,使焊点产生开裂。
2焊点桥联(连焊)定义:两个独立相邻焊点之间在焊接之后形成连接现象,导致短路。
图示:拒绝接受相邻引脚之间焊料互相连接3 漏焊定义:焊盘上未沾锡,未将元器件及基板焊接在一起。
实木栈板检验规范

实木栈板检验
一、外观检验
1.按照ISPM 15标准检验(木栈板侧面要有烟熏IPPC或热处理HT标志)否则判定为拒收
2.木栈板不允许有铺板破裂、少板条、少钉或漏钉、以及钉子凸起现象,否则判定为拒收;
3.木栈板不容许有虫眼、树皮以及腐朽等现象,,否则判定为拒收;
4.木栈板上板条和整体表面平滑、要刨平凸起要≤10MM,否则判定为拒收;
5.木栈板在未装载的状态下,栈板摆放于地面必须要平稳,否则判定为拒收;
6.木栈板表面不允许有油污、破损、等明显外观不良,否则为条件接收;
二、尺寸检验:
1.依照订单标注的尺寸检验,如不符合图纸要求尺寸判定为拒收;
2.木栈板上面木板之间的缝隙不得超过3英寸(76.2mm),否则判定为拒收;
3.木栈板包含侧面的裂缝要≤152×4MM,否则判定为拒收;
三、特殊检验:
1.符合欧盟ROHS标准判定;超出标准判定拒收;
2.木栈板含水率:所有木栈板必须是干燥的,用含水率测试仪测量6个点都必须要≤20%,超出标准判定拒收;
3.注意:出货限制用刨花板脚柱的栈板,易脱脚损坏;。
输血科标本接受与拒收标准与流程
输血科标本接受与拒收标准与流程英文回答:Receiving and rejecting criteria and procedures for blood transfusion specimens in the transfusion department are crucial to ensure the safety and effectiveness of the transfusion process. When a blood specimen is received, it undergoes a series of checks to determine its suitability for transfusion.Firstly, the specimen is checked for proper labeling, including patient identification, date, and time of collection. This is important to ensure that the blood is matched correctly to the intended recipient. If the specimen is not properly labeled, it is rejected and the collection process must be repeated.Next, the specimen is inspected for any signs of hemolysis, such as a pink or red coloration. Hemolysis can occur during collection or handling of the specimen and mayindicate that the blood is no longer suitable for transfusion. If hemolysis is detected, the specimen is rejected and a new sample must be obtained.In addition, the specimen is checked for clots or fibrin strands. Clots can interfere with the transfusion process and pose a risk to the recipient. If clots or fibrin strands are present, the specimen is rejected and a new sample is required.Furthermore, the temperature of the specimen is measured upon receipt. Blood specimens should be kept at a specific temperature range to maintain their integrity. If the temperature is outside of the acceptable range, the specimen is rejected and a new sample must be obtained.Finally, the compatibility of the blood specimen with the intended recipient is determined through a series of tests, including blood typing and crossmatching. These tests ensure that the blood is compatible and will not cause adverse reactions when transfused.In summary, the receiving and rejecting criteria for blood transfusion specimens in the transfusion department involve checking for proper labeling, signs of hemolysis, clots or fibrin strands, temperature, and compatibilitywith the intended recipient. These criteria are essentialto ensure the safety and effectiveness of the transfusion process.中文回答:输血科标本接受与拒收标准与流程对于确保输血过程的安全和有效性至关重要。
电源来料检验标准
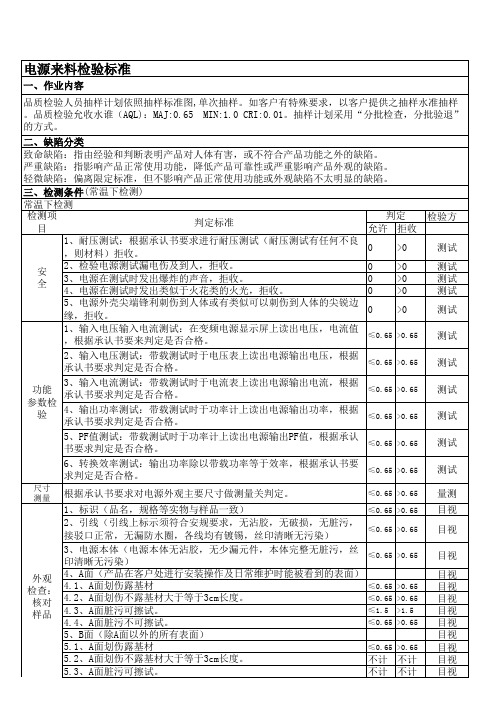
一、作业内容 品质检验人员抽样计划依照抽样标准图,单次抽样。如客户有特殊要求,以客户提供之抽样水准抽样 。品质检验允收水谁(AQL):MAJ:0.65 MIN:1.0 CRI:0.01。抽样计划采用“分批检查,分批验退” 的方式。 二、缺陷分类 致命缺陷:指由经验和判断表明产品对人体有害,或不符合产品功能之外的缺陷。 严重缺陷:指影响产品正常使用功能,降低产品可靠性或严重影响产品外观的缺陷。 轻微缺陷:偏离限定标准,但不影响产品正常使用功能或外观缺陷不太明显的缺陷。 三、检测条件(常温下检测) 常温下检测 判定 检验方法 检测项目 判定标准 允许 拒收 1、耐压测试:根据承认书要求进行耐压测试(耐压测试有任何不良 0 >0 测试 ,则材料)拒收。 2、检验电源测试漏电伤及到人,拒收。 0 >0 测试 安 3、电源在测试时发出爆炸的声音,拒收。 0 >0 测试 全 4、电源在测试时发出类似于火花类的火光,拒收。 0 >0 测试 5、电源外壳尖端锋利刺伤到人体或有类似可以刺伤到人体的尖锐边 0 >0 测试 缘,拒收。 1、输入电压输入电流测试:在变频电源显示屏上读出电压,电流值 ≤0.65 >0.65 测试 ,根据承认书要来判定是否合格。 2、输入电压测试:带载测试时于电压表上读出电源输出电压,根据 ≤0.65 >0.65 测试 承认书要求判定是否合格。 3、输入电流测试:带载测试时于电流表上读出电源输出电流,根据 ≤0.65 >0.65 测试 功能 承认书要求判定是否合格。 参数检 4、输出功率测试:带载测试时于功率计上读出电源输出功率,根据 验 ≤0.65 >0.65 测试 承认书要求判定是否合格。 5、PF值测试:带载测试时于功率计上读出电源输出PF值,根据承认 ≤0.65 >0.65 测试 书要求判定是否合格。 6、转换效率测试:输出功率除以带载功率等于效率,根据承认书要 ≤0.65 >0.65 测试 求判定是否合格。
包装材料 检验标准

包装材料检验标准一、主题内容与使用范围本标准规定了进厂包装材料的质量和技术要求。
本标准适用于本公司采购的大宗包装材料。
包装材料的质量和技术要求局部没有列出的材料,按订货合同要求进行检验和判定。
二、引用标准1、GB 10344?饮料酒标签标准?2、GB 191?包装储运图示标志?3、GB 12904?商品条码?4、BB/T 0018?包装物葡萄酒瓶?5、GB6543?瓦楞纸箱?6、GB 7718?预包装食品标签通那么?三、质量和技术要求<一> 纸箱1、本标准参照GB6543标准制定2、纸箱的质量和技术要求箱体方正,箱盖合拢无离缝,尺寸大小符合要求。
纸箱外外表不允许有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。
箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,左右上下偏差不超过5㎜。
纸箱外应标注内容应符合GB7718?预包装食品标签通那么?要求,图示标志应符合GB191?包装储运图示标志?要求。
有生产许可证的应标明许可证号。
QS标志式样应按?食品生产加工企业质量平安监督管理实施细那么?规定的式样印制。
外箱应标有“小心轻放〞、“向上〞、“怕湿〞字样及标志,标注内容应正确,无文字错误。
钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。
扁丝不应有锈斑、剥层、龟裂或其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相适应。
纸箱接头钉〔粘〕合塔接舌边宽度:普通粘合箱不小于30㎜、钉合箱不小于35㎜,小型彩箱不小于28㎜,金属钉应沿塔接局部中线钉合,箱钉排列整齐,钉距均匀,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差异应在5㎜之内,箱钉应装钉在纸箱的付版上,采用斜钉〔与纸箱立边成45度角〕或竖钉,头尾钉距上下底面压痕边线不大于20㎜。
钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
2.7粘合瓦楞纸箱应使用乙酸乙烯乳液或具有相同效果的其他粘合剂。
粘合接缝的粘合剂涂布应均匀充分,以致面纸别离时接缝依然粘合不分,也不应有多余的粘合剂溢出接缝,纸箱撑开后不开胶。
压铸件产品外观质量验收标准
1 目的本标准定义来料或成品外观质量的基本要起,并作为允收/拒收准则。
2 适用范围来料或成品。
3 检测面的分级:A级面:使用者经常看到的面,如产品的上表面、正面、需要丝印的面等.B级面:在不移动的情况下,使用者偶尔能看到的面,如产品的后面、侧面等。
C级面:产品在移动或被打开时才能看到的面,如产品的底面,内部零件的表面等。
4 检测条件4。
1、所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
光源=40W荧光灯500毫米了4.2、A级面停留10秒,B级面停留5秒,C级面停留3秒。
5 金属件外观检验标准5.1 允收总则5。
1.1 可接受的缺陷不能影响该零件的装配和功能,否则将被拒收。
5.1.2 缺陷允收定义了900mm2的区域内各类缺陷的最大允收数量。
但是,两个区域或两个以上明显缺陷不能相连。
5.2缺陷定义5。
2。
1生锈/氧化:暴露在空气中的金属表面发生的化学反应,包括变黄以及出现其它异常.5.2。
2变色:底色或预期的颜色发生改变,或零件表面的颜色不一致。
5.2.3刮伤:零件表面的呈条状的浅沟,包括露底与不露底.5。
2.4压痕:由尖锐物件在零件表面造成的沟痕,指甲能够感受到.5。
2。
5镀痕/流痕:由于镀层厚度不均匀造成零件表面上波纹状或条状异常的区域。
5。
2.6痕迹:指基体材料的小坑、折弯痕或其他痕迹,涂装后仍无法消除。
5.2.7灰尘或油脂:在制造过程中产生并留在零件表面上的赃污(未清洗).5.2。
8斑点/颗粒:涂装面或零件表面任何非预期的异物。
5。
2。
9凹坑:零件表面弹坑状的缺陷。
5.2.10模压痕:因成形模具在零件表面造成的工艺痕,所有零件的模压痕的位置和大小都一样,均匀分布5.3 缺陷允收表每个面的缺陷数量不能超过允收的界限,如下表所示:缺陷允收表6 液体/粉末喷涂外观标准6。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钜盛鞋业有限公司
实验室材料测试
允收/拒收标准
DONG GHAN JU SHENG SHOES CO,LT
目录
测试项目页次目录…………………………………………………………………………………7-1 大底粘著……………………………………………………………………………7-2 缝线强度……………………………………………………………………………7-2 镁锭/条带强度及接著强度………………………………………………………·7-2 脱鞋夹脚带/条带拉力……………………………………………………………·7-2 面料…………………………………………………………………………………7-3 水洗…………………………………………………………………………………7-3 大底…………………………………………………………………………………7-4 中底海棉……………………………………………………………………………7-5 高跟…………………………………………………………………………………7-5 天皮…………………………………………………………………………………7-5 魔术带………………………………………………………………………………7-5 镁锭顶针/D型扣…………………………………………………………………·7-6 手袋…………………………………………………………………………………7-6
材料测试允许/拒收标准
一、大底粘著
样品数—PAYLESS订单、PARADE订单及巴西货柜场
数量少于5000双,先测1双,若不合格,重测1双,共测2双;
数量5000-10000双,先测1双,若不合格,重测3双,共测4双;
数量大于10,000双,先测2双,若不合格,重测6双,共测8双。
允许一经统计后,若运动鞋低于标准百分比<10%或其他鞋型低于标准百分比<25%;
拒收一经统计后,若运动鞋低于标准百分比>10%或其他鞋型低于标准百分比>25%。
二、缝线强度
样品数—2个试片,若任一试片不合格重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
三、镁锭/条带强度及接著强度
样品数—2个试片,若任一试片不合格重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
四、脱鞋夹脚带/条带拉力
样品数—夹脚带/侧带/后带强度各拉2条,任一部位结果低于标准,该部位重测6个样品;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
五、面料
1、涨破强度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
2、曲折(室温及低温)
样品数—1组(经、纬向各1片)试片,若任一试片不合格,重测6组试片;
允许—若所有试片中<3/7组不合格;
拒收—若所有试片中>4/7组不合格。
3、剥离强度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
4、撕裂
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
5、耐光坚牢度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8组不合格;
拒收—若所有试片中>4/8组不合格。
6、酚黄测试
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8组不合格;
拒收—若所有试片中>4/8组不合格。
备注:在预期的货运时间内,凡检视到不合乎测试5&6之产品者,须依下列指示处理:
⑴若于首日发现不合格者,则退货;
⑵若于首日合格者,则先出货,并持续进行16或12小时测试,至实验完成;
⑶若产品无法合乎全程测试,通知工厂/贸易商、QA技术人员与TOPEKA DC QA主管放
置QA OVERRIDES,且产品将被停上运送至店面。
六、水洗
样品数—1双成品鞋(2双脚),若任一只脚不合格,重测2双;
允许—若所有试片中<2/6不合格;
拒收—若所有试片中>3/6不合格。
七、大底
1、曲折(室温及低温)
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8组不合格;
拒收—若所有试片中>4/8组不合格。
2、耐磨
样品数—1个试片,若不合格,再由不同只底台取2个试片;
3、耐油
⑴泡油
样品数—4个试片(由4只不同底台);
允许—若所有试片中<2/4试片不合格;
拒收—若所有试片中>3/4试片不合格。
⑵滴油曲折
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—所有试片中<3/8组不合格;
拒收—所有试片中>4/8组不合格。
4、EV A中底/大底撕裂/抗张强度/延伸率
样品数—撕裂/抗张强度/延伸率各测2个试片,若任一物性不合格再测该项6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
5、不留痕底台
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8组不合格;
拒收—若所有试片中>4/8组不合格。
6、止滑
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—统计8个结果,若低于标准百分比<30%;
拒收—统计8个结果,若低于标准百分比>30%。
7、耐光坚牢度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8组不合格;
拒收—若所有试片中>4/8组不合格。
(请参考7-3页5与6的备注)
八、中底海棉
1、硬度
样品数—2个试片,若任一试片不合格,重测6个试片;
2、压缩回弹
样品数—3个试片,若不合格,重测6个试片;
允许—统计9个试片结果,若低于标准百分比<30%;
拒收—统计9个试片结果,若低于标准百分比>30%。
九、高跟
1、高跟撞击
样品数—3个试片,若任一试片不合格,重测3个试片;
允许—若所有试片中<2/6不合格;
拒收—若所有试片中>3/6不合格。
2、高跟疲劳
样品数—3个试片,若任一试片不合格,重测3个试片;
允许—若所有试片中<2/6不合格;
拒收—若所有试片中>3/6不合格。
3、高眼拔脱
样品数—测试2双,若任一试片不合格,重测3双,共测5双;
允许—若所有试片中<3/10不合格;
拒收—若所有试片中>4/10不合格。
十、天皮
1、有效厚度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8不合格;
拒收—若所有试片中>4/8不合格。
2、耐磨
样品数—3个试片,若不合格,重测6个试片;
允许—统计8个试片结果,若低于标准百分比<30%;
拒收—统计8个试片结果,若低于标准百分比>30%。
十一、魔术带
样品数—剥离及剪刀强度各2片,若任一物性不合格,该物性重测6片;
允许—统计8个试片结果,若低于标准百分比<30%;
拒收—统计8个试片结果,若低于标准百分比>30%。
十二、镁锭顶针/D型扣
样品数—4个试片,若不合格,重测6个试片;
允许—统计10个试片结果,若低于标准百分比<30%;
拒收—统计10个试片结果,若低于标准百分比>30%。
十三、手袋
1、缝线强度
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—统计8个试片结果,若低于标准百分比<30%;
拒收—统计8个试片结果,若低于标准百分比>30%。
2、肩带接著强度
样品数—180°及90°各2个试片,若任一角度不合格,重测6个试片;
允许—统计8个试片结果,若低于标准百分比<30%;
拒收—统计8个试片结果,若低于标准百分比>30%。
3、掉落试验
样品数—2个试片,若任一试片不合格,重测6个试片;
允许—若所有试片中<3/8不合格;
拒收—若所有试片中>4/8不合格。