3-FIDIA系统操作培训
FIDIA系统操作培训

J.
放弃执行按键。用于中断一个零件程序,过程或是单
个程序段的执行
K.
CNC 数据存储按键。用于存储CNC参数
L.
显示配备了数字型位置传感器的主轴的坐标值的页面
M.
显示绝对坐标值。
N.
图形页面按键。程序执行过程中,点击该按键可以图形
方式时时显示机床运行的轨迹
三. 五轴联动铣加工实例
• 以铝合金头像 的加工为例介 绍如何在飞阳 系统上进行五 轴加工
二. 菲迪亚C0系统介绍
菲迪亚C0是一个可支持多轴联 动的操作系统
系统采用开放式 Windows XP 操作系统,采用奔腾 III 800MHz CPU(工业级), 15.1” LCD TFT图形彩色触摸 屏,512 Mb RAM内存, 60Gb硬盘。
通用的操作系统给设备使用带来 极大的方便,高配置的硬件可 实现系统的高运算能力和高响 应速度
TOOL DATA页面以图形方式监控测量循环。显示在它上面 的各值不能编辑。
C.
执行按键。点击该功能按键可弹出其子功能按键,用
于执行块或者文件。
EXECUTE FILE 执行文件按键用 于执行以文件形 式存在的程序, 点击后弹出文件 路径窗口,可选 择要执行的文件。
点击执行文件窗口右侧的FILE VIEW按键可以 图形方式浏览程序轨迹。
其步距等于STEPCNC 参数的值
坐标以JOG 或STEP 方式作负向运动
冷却液供给开关
选择快速运动
主轴顺时针旋转
坐标以JOG 或STEP 方式作正向运动
主轴逆时针旋转
进给调 节旋钮
停止主轴和冷却 刀具松卡按钮
启动CNC 停止CNC 进给和主轴保持 进给和主轴释放 暂停时收回刀具
FIDIA中文手册资料
1.命令AUCO编程语言是FIDIA产品为了进行二进制类型变量操作。
逻辑指令读取数字类型的输出和输入,规定数字类型的输出用途,OR,AND, EXOR ,NEG操作执行。
组织指令读取AUCO 子程序,AUCO程序管理,跳转。
运算指令加,减,乘,除,平方根,正弦,余弦,正切,反正弦,反余弦,反正切。
执行指令用绝对零点或设定原点的作为参考点的执行CNC编程块,信息显示,读和写区域和CNC参数。
AUCO指令同样是被条件化IFEQ(等于),IFGT,IFGE, IFLT, IFLE, IFNF, IFOV。
2.一般描述AUCO实际应用的典型例子有:—在系统中的专用M功能—辅助轴管理—刀具测量循环管理—箱体逻辑管理执行和使用AUCO逻辑程序注视以下方面:—研究需求逻辑的各种各样的功能和AUCO指令构成序列—使用编辑,写AUCO程序并需要定义—编辑AUCO程序,使用由FIDIA供给专用编辑器—装载获得可执行文件,以后在FIDIA数控系统的存储器中辑器2.1标志每个输入点,子程序或跳转程序必须由6个字符组成的表来辨认,接着跟随冒号。
除句点和下划线外其它特除专用符号不能用。
标志,指令,位或区域的名称在系统中是唯一的。
2.1.1局部标志标志结尾用美元符号$ 被命名为局部标志,它们建立在两个标准标志之间仅由指令检索。
这些标志是有用的,因为相同的名称能被分配给他们,如果没有编辑故障存在,同样地分配给在另外的部分程序中的其他的当前局部标志,例子:-OPEN:---1$: ---4$: ---CLOSE:---2$: ---3$: ---BLOC:--例子注释:—标志1$:和4$:建立在OPEN:和CLOSE:两个标准标志之间仅由指令检索。
—标志2$:和3$:建立在CLOSE:和BLOC:两个标准标志之间仅由指令检索。
—在与OPEN: 标志一样相同的行的指令仅由局部标志1$:和4$:检索。
—在与CLOSE:标志一样相同的行的指令仅由局部标志2$:和3$:检索。
英格索兰S3控制器 操控培训资料

Intellisys S3
LCD显示结构
菜单导航
P00 -- 状态界面 P01 -- 用户设置 P02 -- 故障历史记录 P03 -- 高级设置 P04 -- 工厂设置 P05 -- 诊断测试 P06 -- 口令代码
操作代码(CD)
CD 0000 用户码 CD 0101 高级码 CD 1594 工厂码
图标 闪烁 不能被修改
19 Intellisys S3 Training
Intellisys S3
标准菜单结构和参数
菜单结构和参数.pdf
20 Intellisys S3 Training
Intellisys S3
I/O的要求
一般操作控制规范
电机运行
输出压力 卸载压力
加载压力
21 Intellisys S3 Training
16 Intellisys S3 Training
Intellisys S3
LCD设置界面
高级(选项)设置菜单
Ss: __OFF 定时启动/停止开关 St: 00:00--- 定时启动时间 Sp: 00:00--- 定时停止时间 Po: OFF PORO开关 Pt: 0010 SEC PORO时间 Lt: 0020 SEC 环境温度低加载延迟时间 Rc: 0000_ 远程控制 Is: ___OFF 整体顺序控制 Cn: 0001 485 通信压缩机号 Ad: 0001 Modbus 地址 Bd: __9600 Modbus 波特率
14 Intellisys S3 Training
Intellisys S3
LCD设置界面
故障历史记录
CD:0000 P02 -- 故障历史记录 黄色标记为ENH显示 Fc:_001_故障代码 Pd:机组排气压力 Ae:主机排气温度 Rn:运行时间 Ip:桶体压力 Dt:日期 Tm:时间
艾迪桑安全系统用户指南说明书

Every time Ignition Key is turned on system will enter Anti Hijack Mode.2.Door Activated Anti Hijack Mode When Ignition Key is on,and door is opened,system will enter Anti H ijack Mode.3.When Ignition Key is on,press button4 for 3 seconds,system will enter Anti Hijack Mode.The Anti H ijack Mode feature may be programmed during installationANTI HIJACK OPERATIONAfter Anti Hijack has been triggered:0-20 seconds there will be no indication the Anti Hijack has been activated.21-30 seconds LED will flash slowly.31-45 seconds LED will flash quickly,andsiren will chirp every 2 seconds.46-60 Seconds LED will flash quickly,and siren will chirp every 1 second.61 seconds,LED will flash quickly,Siren, Horn* will sound,and Parking Lights will flash for 5 minutes.Starter Disable will be activated.To deactivate the Anti Hijack during the first 60 seconds,Press the Valet switch 3 times.To deactivate the Anti H ijack after 60 seconds press,and hold the valet switch for 5 secondsSiren,Horn* will stop sounding,and Parking Lights*will stop flashing. System will enter the valet mode. Starter Disable will be deactivated.Before you begin the installation •Read the INSTRUCTIONS!•Always use a multi-meter when verifying vehicle wiring.•Before mounting the product,verify with the customer the desired location for the valet switch and LED.•Protect the vehicle by using fender covers.•Always look before drilling.Make sure you will not cause damage to vehicle hoses, electrical looms or physical damage to vehicle.Mounting The System ModuleMount the system module under the dash where it will be difficult for a potential thief to locate the module,and away from moving parts such as brake pedals,etc. Route the antenna wire away from wire looms,computer modules and metallic objects for better range.Mounting The SirenMount the siren in a suitable place under the hood,away from hot and moving engine parts such as manifolds,fan belts, etc.Make sure the siren cannot be accessed from underneath the vehicle or through the grill.Face the siren down so that water cannot accumulate inside the siren bell.Protect wires running through the firewall using either tape or split loom tubing.If a new hole is needed,protect the wire from chaffing by installing a proper size grommet.Mounting The Shock SensorSecure the shock sensor to the steering column,thick wire harness or a dash brace, using a wire tie.Make sure that the adjustment screw is accessible for later testing and adjustment.12-Pin Main Harness:•RED WIRE - +12V Battery input.Connect the red fused wire on the main harness to a constant +12V source.This source wire should be at least 15 amp supply.•BLACK WIRE - Ground input (-).Connect to a solid chassis ground that is clean and free of paint or dirt.•YELLOW WIRE - +12V Ignition input. Connect to a main ignition wire at the ignition switch harness.This wire shows +12V when the ignition is on and while cranking.The voltage must not drop when the car is starting.•GREEN WIRE - Negative door trigger (-). Connect to the door switch circuit wire that shows ground when the door is open.•VIOLET WIRE - Positive door trigger (+). Connect to the door switch circuit wire that shows +12V when the door is open.•BLUE WIRE - Trunk/H ood trigger (-). Connect the Blue wire to the trunk and/or optional hood pin switches.The switch must provide a ground output when switch is opened.•BROWN WIRE - Siren wire output (+) 3A. Connect to the siren’s red wire.Connect the siren’s black wire to ground.•BROWN/WH ITE WIRE – 2nd Auxiliary Output 500mA (-) can be programmed for:pulsing Horn output,variable pulse output, or 30 second output.Connect to an optional relay to activate these accessories.•BLACK/WHITE WIRE - Dome Light output (-) 500mA.Connect to an optional relay to activate the vehicle’s dome light.•ORANGE WIRE - Armed Output (-) 500mA. The ORANGE wire provides a ground when the unit is armed to activate a circuit disable relay or other device (i.e.window control module,etc.).•GRAY WIRE - Auxiliary output (-) 500mA. Connect to a relay for an optional feature such as trunk release,etc.•WHITE WIRE - Parking Light output (+/-) 10A relay.Connect to the vehicle’s parking light wire.If the vehicle’s parking light circuit exceeds 10 amps a relay is required. For vehicle’s with independent left and right parking light circuits,the parking light wires must be connected using diodes to keep the circuits separate.NOTE:Do not connect the WH ITE wire to the vehicle’s headlight circuit.RED/WH ITE WIRE – Parking Light Polarity Selection Input.Connect this wire to +12V Constant for Positive Output on White wire. Connect to Ground for Negative Output on White wire.For Multiplex activated parking light systems,install correct value resistor on this wire.Plug in Connectors3-Pin Red Door Lock Connector: Plug-in connector port for door lock harness or optional door lock relay module.•BLUE WIRE - unlock output (-) 500mA.•GREEN WIRE - lock output (-) 500mA.2-Pin White Connector: Plug-in connector port for LED.Mount the LED in an area where it can easily be seen from either the driver or passenger side of the vehicle.2-Pin Blue Connector: Plug-in connector port for valet switch.Mount switch in an area that is easily accessible from the driver’s seat.4-Pin White Connector: Plug-in connector port for dual stage shock sensor. Entering ProgrammingTo enter System Programming:1.Turn Ignition on.2.Within 5 seconds press the valet switch5 times.The siren will emit a long chirp,to indicate entering the program mode.3.Press the valet switch the number oftimes equal to the desired feature step. The siren will chirp,and the Led will flash to confirm your selection (example:Step 7 = 1 long chirp,and 2 short chirps.LED will emit 1 long flash,and 2 short flashes.)4.Within 5 seconds,press the transmitterbutton corresponding to the desired operation mode for that feature.The siren will chirp,and LED will flash to indicate the setting.One chirp/flash = Button 1Two chirps/flashes = Button 2Three chirps/flashes = Button 3Four chirps/flashes = Button 4Turn off Ignition to save changes.Siren will chirp 3 times.Parking Lights will flash 3 times Complete Default ResetThis procedure will reset all Programmab le Features to factory default settings.1.Enter System Programming.2.Press valet switch 16 times.Siren willemit 3 long chirps,and 1 short chirpLED will emit 3 long,and 1 short flashes.3.Press button 4 for 3 seconds.Siren will chirp 6 times.Parking Lights will flash 6 timesLED will flash 3 times.3.Turn Ignition off to save changesSiren will chirp 3 timesLED will flash 3 timesParking Lights will flash 3 times Programmable Features1.Arming Mode.Select between manual arming (Active),automatic arming (Passive), and automatic arming with chirps that countdown every 2 seconds until armed.2.Parking Light Operation.Selects whether the parking lights flash twice or remain on for 30 seconds after disarming the system.3.Auto Rearm.Automatically rearms the system in case of accidental disarming.The hood/trunk must not be opened or auto rearm is bypassed.If button 3 is selected, the doors will lock on auto rearm.4.Arming Chirps.Select Normal or Silent Arming.5.Trunk Disarm Feature.When selected, activating the Auxiliary function to open the trunk will automatically disarm the system.6.Ignition Locking.Automatically locks and unlocks the doors with the ignition.The system will not lock the doors if any door is open when the ignition is turned on.7.Door Lock Pulse.Selects between a 0.8-second and a 3.5-second output for vehicles equipped with vacuum door locking systems.8.Passive Locking.Selects whether or not the system will automatically lock the doors when Arming.9.Door Unlock Pulse - Single or Double. Selects between a single pulse or a double pulse door unlock output.10.Open Door Report.Siren will chirp 4Programmable FeaturesStep Function Button 1Button 2Button 3Button 41.Arming Mode Active Passive Passive w/Countdown2.Parking Light Operation Flash twice30 sec.3.Auto Rearm Off Auto Rearm Auto Rearm w/ Lock4.Arming Chirps Normal Silent5.Trunk Disarm Off On6.Ignition Locking On Off7.Door Lock Pulse 0.8 sec. 3.5 sec.8.Passive Locking Off On9.Door Unlock Pulse Single Double10.Open Zone Report10 seconds60 sec.11.Auxiliary 2Siren Horn Horn Variable output30 sec.output12.Not Used13.Ignition Anti-Hijack Off On14.Door Anti-Hijack Off On15.Remote Anti-Hijack Off On16.Factory Default Reset All Programmable options will reset to factory default settingstimes if a door remains open 10 seconds after arming.If vehicle has delayed dome light,program for 60 seconds.11.Auxiliary 2.Select Siren/Horn(Default) Horn will sound when alarm is triggered.Select Horn.H orn will sound with arm, disarm,shock sensor warn-away,and trigger.Select Variab le.Auxiliary 2 output will be activated for as long as you hold buttons 3, and 4.Select 30 sec.output.Auxiliary 2 output will be activated 30 seconds upon arming system.12.Not used13.Ignition Anti-Hijack.Every time Ignition is turned on.Anti-H ijack Function will be activated.14.Open Door Anti H ijack.Whenever any door is opened with Ignition on.Anti-Hijack Function will be activated.15.Remote Anti Hijack.When Ignition is on, and Button # 4 is pressed for 3 Seconds. Anti-Hijack Function will be activated. 16.Resets all programs to factory default settings.Test System and Adjust Shock Sensor Arm and disarm system,checking that the siren chirps and parking lights are functioning normally.Make sure that the programmed features are performing correctly,ie.:ignition locks,passive arming, passive locks,etc.Test the doors and hood/trunk inputs (make sure all doors trigger the system,not just the driver’s door).Adjust the shock sensor.Arm the system and try starting the vehicle, it should not start.Arm the system and disarm it using the emergency override feature.If programmed for passive arming make sure that the system arms properly.Tie up wire harness,and replace any under dash panels.Make sure the customer has physical knowledge of the location of the valet/override switch.Adding TransmittersTo add a new transmitter to the system have the desired transmitters ready and follow the Code Learning sequence.To enter Code Learning Mode:1.Turn the ignition on,off,on,off andleave on.•The siren will chirp once.2.Press and hold the Valet switch for 5seconds.•The siren will chirp 3 times.3.Press the Lock Button on the transmitter.•The siren will chirp once.4.Repeat step 3 for each additionaltransmitter,up to four total transmitters.5.Turn off the ignition.•The siren will chirp 3 times. NOTE:If a transmitter is lost or stolen,make sure to code all 4 transmitter memory locations.(Example:If only one transmitter is used,repeat step-3 three more times to remove any previously programmed transmitters.)BLUEGREENPYLE SECURITYCAR SECURITY SYSTEM。
PID培训
Y
工段代号
如原液车间碱站工段用“1”表 示
如“01”表示设备一览表,共有
ZZ
图纸类型
是用“00”表示,
详细代号见3.1.1条
AA
图纸序号
如“01”表示第一张图
其各代表意义有:
XXX
表示 内容
Y
100 共有 0
0 1
2
101
原液 车间
3
4
5
6
表示内容
备注
共有 共有 碱站 浸渍工段
老成工段
黄化和溶解工段 粘胶熟成、脱泡和过滤工段
阀门及管件符号图例
Concentric reducer Eccentric reducer Flange Hose Pipe cap Blind Sight glass Flame arrester Taper-type strainer Y-type strainer Expansion joint
40
城市煤气
40 City gas
41
乙炔
41 Acetylene
42
氢气和含氢气的气体
42 Hydrogen & H2 –containing gases
无机气体〔氨气、硫化氢〕
46 Inorganic gases (ammonia & hydrogen sulfide)
49
易燃放空气体
49 Combustible exhaust gases
33
污染气
33 Purified gas
36
循环空气
36 Circulating air
37
用于保送介质的空气
37 Transport air
FIDIA五轴简易说明书
F I D I A五轴简易说明书 Revised by Petrel at 2021FIDIA五轴加工中心基础操作目录一、机床概述二、操作面板三、CNC的编程第一章机床概述名称:五轴高速数控铣床型号:Y2K411厂家:fidiaS.P.A主要技术参数:主轴转速:24000rpm主轴功率:27KWX2数控系统:FIDIAC20工件台面尺寸:5000×2200MM工作台最大载重:20000KG实际加工尺寸:X轴4200mm、Y轴110mm、Z轴1000mmA轴(主机床)95°~-110°(附机床)-95°~110°C轴±180°第二章操作面板一、启动和关闭1、启动:打开主机电源后进入windows见面,点击“开始”选择“程序”再选择FidiaUtility文件,然后点击Userinterface进入用户界面。
2、关闭:从File菜单上选择关闭Exit,关闭CNC的命令页面(其它相关的系统界面先关闭,主界面才会关闭)。
最后关闭电脑再关闭总电源。
二、应用窗口界面在CNC命令界面被执行后,在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:A菜单条B显示和工作区域陈列,取决于上下文,位置值,对话窗口,图,目录以及使用者输入值或其它数据的参数或命令窗口C一个按时间顺序显示CNC信息的盒子D垂向软件键条E横向软件键条F日期和时刻1、横向软件键条:RES T·RESTCNC:机床恢复ZERO·RQ:各轴自动顺序回机床零点(Z、A、C、Y、X)·X、Y、Z、A、C:单独轴选择回零点SETCOMMAND:设置命令屏幕显示:F进给S转速UNIT公/英制单位RCTP(五轴连动)OF/ONTOOLCOORD刀具坐标轴OF/ONROTO当前原点坐标的旋转角度SETCOMMAND·SETORIGIN:设置加工原点坐标(1-10个)机床的原点为零号坐标系,是不能更改的。
进入菲迪亚系统FIDIA
进入菲迪亚系统FIDIA1 打开稳压电源,接着开启气压电源,再打开机床总电源;此时机床电脑已开启2 在电脑进入菲迪亚插件系统.当显示{固定版本5}时打开工作台灯和黄色电源按扭,接着开锁.3 此时,CNC手动指示灯在闪,进入Reset----Reset cnc(手动换自动).再进入<设置命令>使RTCP处于OF状态,这是主轴回零的前提要求.此时,务必注意主轴上的刀长在回A和C零位时是否会撞到机床内侧或工作台上的工件.4 进入CNC面版上的ZERO,RO回车键确定,再按开始键.此时主轴已经开始回零.5 当主轴停止时间超过4小时,主轴需要预热,M106为主轴预热指令.在预热前需要注意主轴上的当前刀具是否适合5000S(SPDL),例如分中棒就不可以.6 当插件需要重新安装时,先在电脑上<开始>进入Prgrams---Fidia Utlity----PowerPC Loader 此时要注意,每次插件重新安装后要修改的一个参数:在CNC上进入PAR CNC---SWIICH,将一个半括号"("的状态修改为OF状态.二退出菲迪亚系统1 退出CNC上的所有程序2 长按CNC手动键,直至Logfile栏中出现CNC请求急停,再按下黄色电源按扭3 电脑OF,气压OF,机床OF,稳压OF.三测刀与换刀指令及各类刀具参数设置1 本FIDIA系统安装了自动刀库和自动测刀系统,刀库有20把刀位,位置序号自行放置,当前主轴上的刀要换成另把刀时,首先要注意CNC面版上TOOL栏里的刀号,与即要换的刀库位置号不能是同一,也就是说,现在的TOOL是1号,那么就不能换M6T.1;M6T.( )是换刀指令,( )里的数字是要想换出的刀库里的刀号.输入M6T.( )后,按开始键,再将F(FEED)开到50%.注意:此时CNC上的ROTO要为OF 状态.2 当换刀过程中出现报警,主轴卡在刀库位置时,先将RESET---RESET CNC即手动换自动,再将主轴手轮移出至Y方向,至手可以拿住刀夹,先输入M66T.( )指令,将TOOL栏上的刀具信息改为想换刀的号,再输入M16T.( )手动换刀的指令,接着按Logfile栏里的提示操作.3 测刀指令为M57+开始键.测刀前首先要注意CNC上<刀具列表>里的刀具参数,接着查看当前要测刀的F值,D22\D25\D32三类刀的F为3000.D10\D12\D16三类刀的F为5000.D3\D4\D6\D8四类刀的F为8000.刀具参数的设置:(1)TYDE--刀具类型1号为平头刀--如4R0\6R0\10R0刀;2号为带R角的刀--如10R1\8R0.5\12R1刀;3号为球头刀--如4R2\6R3\8R4\10R5\12R6刀;4号为单刀片的刀杆刀--如16R8;5号为双刀片的刀杆刀--如22R0.4\25R5\32R6;目前常用的刀具类型就这些,如有新的刀具使用,可查看CNC 刀具列表上的图形提示.(2)PRESETL--预设刀长.用深度尺量出主轴上的刀长,再减去1.5毫米后的数据(3)DIAMETER--实际刀具直径,如10R5就输入10,22R0.4就输入22,6R0就输入6.(4)PRESETD--预设刀具直径,输入同上(3)项(5)PRESETR--刀具的R数,如6R3就输入3;22R0.4就输入0.4;10R0就输入0(6)CUTTERS--刀刃数(7)MAX.SP--限定刀具的最高SPDL.(8)LENCUT--测刀长度,要比R数大1或2,如6R3就输入4,22R0.4就输入1,32R6就输入7 4 在测刀过程中出现报警现象,首先查看Logfile栏里的报警信息,就目前常出现的几个报警信息有如下:G230--TMS打不开,测刀仪激光挡住,需要拆开TMS修理G211--没有接触,说明在刀长上测到有误,要重新用深度尺量准确.WTM008--在激光上保持,说明刀长严重有误5 测出的刀具直径与刀的标准直径有较大出入,说明在参数设置中(8)项中有误.6 当出现测刀报警后,先RESET-RESET CNC,再将主轴移至A0\C0轴有效行程,此时的首要指令为G17Q1四工件\刀具装夹与原点设置1 FIDIA--K199的工作台材料是生铁,硬度较差,容易刮伤,起毛刺;在工件装夹前要清理工作台,工件轻放置,同时要考虑到工件的放置是否会A\C轴超行程,最大行程为:X15000.Y700,Z6002 放置工件需要用行车吊装时,需要打开天窗,开启天窗前必须将Y轴移至+限位,完成后在需移动Y轴时需先将天窗关闭.注意:没开天窗就吊装会撞坏天窗.3 在设置原点前首先要做的是CNC进入<设置命令>将RTCP处于ON状态.如果是OF状态,X 和Y的坐标不会是工件的分中坐标,工件加工报废,并且Z向必定撞刀.所以,每次设置原点前,务必将A TCP开启ON状态.4 原点设置完成(X和Y)后,按<保存原点>.注意:此时在Z向的原点还没有设置,Z向的设置前有个必要的操作,也就是对刀前,务比先测刀.如果在原点三个轴方向都设置好了,再去测刀,极有可能出现装撞刀.所以,要严格遵循测刀后再对刀设置Z向原点的先后顺序.5 如果用分中棒来分中,要注意工件本身可能有磁性,导致分中不准,出现磁性时在分中棒上擦点黄油.在使用分中棒前,进入<设置命令>在 SPDL栏里设置500,接下来将A TCP开为ON.在这项操作中容易犯的一个错误是,输入了SPDL500后,没有回车键确定,就直接到A TCP了.注意:分中棒的最高SPDL为500,同时装夹时不能过紧,一般就可以.6 刀具装夹的操作要求:在装夹前先将该刀要铣的位置明白,用深度尺量出夹具与要铣位置的距离,核对程序单上要求的刀长与先量出的距离是不是够安全,保证主轴与夹具安全.装夹紧固后,在进入刀库前,拿到工件上照程序路径比拟一下,是否有夹头与工件撞到的可能.五程序运行1 核对程序名.在CNC上查看该程序的加工图形,而后打开<文本编辑>,查看下刀和结束位置.同时要修改文本中的SPDL.细致核对无误后回车键确认,此时CNC面版上出现要开始做的程序名,再仔细逐字核对,无误后再按<OK>键,先将FEED进给打到0位,再按CNC开始键.此时CNC面版恢复原始状态,再次细致的检查CNC面版上的各项参数{程序名\A TCP-ON\CQAHDW平移手轮\刀具\原点\ROTO\SPDL转速\AM.CM.WV}2 每次下刀时,在CNC上打开<轴距离>用最慢的FEED下刀.对比现在的轴位置和将要走到的轴位置是不是与主轴上刀与工件的距离相接近.在无把握走第一刀时,要开启CQAHDW<平移手轮>抬上安全高度先走一刀.3 <设置命令>栏里有<平移手轮>,使用时在程序没有开始前先将<平移手轮>开启为ON状态,当程序开始运行了,再用暂停键暂停程序,再进入CQAHDW.使用完后随手关闭或回零位4 程序中如果有镜像要求,就要在<执行文件>中打开<文本编辑>在程序开始G17Q1加上镜像指令,程序结束前加上取消镜像指令.G144----X镜像;G145----Y镜像;G146---Z镜像;G143---取消镜像.在此特别要注意的是如果该程序中有A和C轴出现,那么在程序中要将C或A的+&-值修改.当G144--X镜像时必须将程序里所有的C值改为+&-反方向;当G145--Y镜像时改X的+&-值为反方向.5 G21激活旋转;G20取消旋转,也要在程序里修改,同时ROTO必须为ON状态.要注意,当ROTO为ON时不能测刀6 在加工铝材料时,一定要喷油.先将油阀开到MAX,待喷出油时,再将油阀调到1/4档,先开喷气键再开喷油键7 在操作<执行重新开始>,移动坐标时,如果有A&C轴出现,那么首先要移动A&C轴,再移X.Y.Z8 在三轴加工时,应把A&C轴锁定,M268---A轴锁定和解锁;M269--C轴锁定和解锁.也可用M11解锁和M12上锁9 在五轴加工时,中途停刀,需要抬起主轴时,要使用W轴,也就是说,有A&C轴出现时,W向是抬起的安全方向.特别在铣斜孔时,如果抬Z向,就会撞刀,必须抬W向.10 在使用中心钻时要注意SPDL与FEED的控制,S低\F慢六铣削工艺--材料\刀具\FEED\SPDL之间的配合FIDIA五轴高速加工中心是铣削工艺是一个博大精深的主题.把每一工件看做一件艺术般的作品去对待,这份材料在该程序的指定刀具中,用多少的SPDL和FEED,同时在最有效时间里完成铣削到位并有视觉美感,完成高效高质的作品,我把这想为它的工艺.用一份严肃的责任心去完成每一件工件,这是首要工艺.接下来的加工时间和质量才是第二工艺.就目前常用材料和刀具,转速和进给的配合浅述:。
质量管理德尔福副总培训手册国际汽车工业对产品的开发设计生产制造无缺陷控制的一般流程

输出
使用策划原理采取预测性措施 防止或消除这些隐性的不合理
需要领导的理解和支持
流程设计和流程图
Process Design and Process Flow Chart
8.阻断这些隐性不合理的再产生
输入
输出
运用六西格玛方法的控制原理. 要有严谨的作业态度
9.将流程图转化为程序图
输入
流程设计和流程图
并联要合理 时间取最长
流程设计和流程图
Process Design and Process Flow Chart
3.价值流分析重排流程(二)
输入 5
3
6
3
4
2
4
7
4
3
7
7
7
10
7
14
输出
9
拉直迂回,曲折,重复的流程 输出要满足输入的要求 分段实施的活动要统筹兼顾
流程设计和流程图
Process Design and Process Flow Chart
编号
描述/说明
公差/范围
级别
图示
控制计划
Control Plan
控制计划的检查表
顾客或厂内零件号:
序号
问题
是 否 所要求的意见/措施 负责人 完成日期
1 在制定控制计划时是否使用了控制计划方法论?
2
为了便于选择产品/过程特殊特性,是否已经明确了所有已知的顾 客关注项目?
3 是否将所有产品/过程特殊特性纳入了控制计划内?
修订日期: 第 页, 共 页. 制定人:
有问题吗?
Any Questions?
谢谢各位!
Thank you!
2024年2月1日
系统专业工作程序及方法培训

如何做好?
系统专业质量保证程序
工作手册,各专业应是相似的 系统设计文件均无审定要求,在审核上暂未实施 压力管道审批资质规定 哪些设计文件及条件应经审核?
工程设计规定 PID 及命名表R版起的各版次 安全阀、爆破板、阻火器、火炬等涉及工厂安全的请购文 件及数据表
系统专业校审细则
系统专业为主的重要会议 HAZOP审查会
审查方法
将全装置PID图按目的、功能进行单元划分,系 统专业介绍每个单元的流程、设计说明及解释, 按第一和第二引导词对可能出现的偏差进行分 析,找出出现偏差的原因,确定这些原因将引 起什么样的后果及为减少和防止这些后果产生 的影响应采取什么样的安全措施。
审查记录(HSE中心配置专人记录) 专用工作软件- HAZOP审查表 HAZOP审查实施行动表并跟踪直至关闭
14.提出系统特殊管件数据表。
各设计阶段的任务 (二) 工程设计阶段
其他系统特殊阀门:系统编位号和特殊阀门 (比如低压差的止回阀)数据条件表提给管道 材料专业,应明确指出介质特性、型式、流量、 压差、密封等级或其他任何特殊的要求,管材 专业据此条件完成成品版的特殊阀门采购数据 表。 过滤器、疏水器、限流孔板、呼吸阀、消音器 等,有定型产品则直接编数据表和请购文件供 询价、订货 ; 如无定型产品(限流孔板),则 提出草图,交管道材料专业出图或专业厂家制 造。
系统专业为主的重要会议
PID 1版(用户版)用户审核会
在PID R版评议会基础上,将内部审查协商一致 的所有变更反映形成PID 1版,通过项目发用户。 主持:项目(设计)经理 主审人:业主项目技术主管负责人(专家、厂长、 车间主任等) 参加人:业主有生产经验的各专业代表,工艺、 仪表、管道布置、设备(需要时) 系统专业详细记录每条达成一致的审核意见并形 成纪要,以此作为PID 1A版的设计依据。
FIDIA CNC编程手册
ISOGRAPH语言允许可在数控机床上执行的轮廓和表面的交互式图形方式定义。它作为一个选件在同NC发货时,即己安装好。
ISOGRAPH语言的主要特点是:
—与ISO语言兼容;
—提供有几何指令;
—允许参数编程;
—吸收了高级语言的典型检查结构;
—可以使用参数子程序;
—可以执行复杂的循环。
在一个程序段的两个元素间没有必要空格,因为当操作者移到另一程序段时,将自动插入空格。
圆的定义1731中心及半径直接定义的圆1732隐含中心和显直接定义半径的圆1733过两个直接定义点的己知半径的圆1734过两个隐含点即编号点的己知半径的圆1735过三个隐含点的圆1736与三条隐含直线相切的圆1737显定义中心且与某隐含直线相切的圆1738与另一隐含圆重合但方向相反的圆1739以前编好的圆的执行17310连接两个隐含圆的圆17
如:
这是一个中心坐标及终点横坐标为参数定义的G02指令。
1.7轨迹定义指令
轮廓可以打开和结束。它用交互模式定义成有方向性的几何元素(直线及圆弧)的有机结合。
轮廓可以平移及以某一点为中心进行旋转和缩放。
直线与圆的切点、交点和连接是通过工作站自动计算的。
要定义一个轨迹,必须编制构成轨迹所必须的基本几何要素。
1.7.1 L I N E:直线定义
1.7.1.1经过两点的直线
1.7.1.2经过一点且与圆相切的直线
1.7.1.3与两圆弧相切的直线
1.7.1.4按编程角度倾斜的直线
1.7.1.5过一己知点的平行线的定义
1.7.1.6过一己知距离处的平行线的定义
1.7.1.7垂直于另一条直线的直线的定义
1.7.1.8与另一己知直线成一己知角度的直线的定义
FIDIA基本功能
FIDIA基本功能1.基本功能1.1一般资讯1.1.1启动和关闭再启动用户界面当电气柜一通电,菲迪亚工作站的用户界面被自动启动起来。
如果它已被关闭,按下列步骤启动它:•点击位于屏幕底部的视窗应用工具条上的 Start 按钮,然后选择 Programs.选择Fidia Utility 文件, 然后点击User Interface.断电过程断电务必在所描述的过程之后发生, 否则有可能丢失数据并导致故障,以至于会需要重装操作系统。
•从File菜单上选择关闭Exit,关闭 CNC 的命令页面;•点击 Yes 按钮;•退出所有起作用的应用软件;点击位于屏幕底部的视窗应用工具条上的 Start 按钮,然后选择 Shutdown,一个对话窗口将出现,选择Shutdown,然后点击 OK 按钮;•等待批准断电的信息;•使用适当的开关,去除机床电气柜上的电压。
1.1.2迪亚工作站应用窗口的组成部分在 CNC 命令界面被执行后, 在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:A 菜单条B 显示和工作区域陈列, 取决于上下文, 位置值,对话窗口, 图, 目录以及使用者输入值或其它数据的参数或命令窗口C 一个按时间顺序显示 CNC 信息的盒子D 垂向软件键条E 横向软件键条F 日期和时刻菲迪亚工作站的应用窗口能被缩减成图标也能恢复,这样命令能在视窗操作系统中被给出,也能访问非菲迪亚的应用软件。
W 警告! 信息, 它要求操作者执行一个复位操作。
例子: WCN045 nn 坐标限位微动开关F 致命的信息,它表明有故障,菲迪亚技术支持人员将被要求执行一个复位操作。
例子: FCN014 nn 板子不存在类型“I“(资讯性的)信息仅被记录在登录文件中,所以只能从那种文件中被显示。
所有其余信息也在显示屏的一个窗口中被显示,以期引起操作者的注意。
一旦操作者已经注意到了该信息,他务必给出一个确认(按压 ENTER 键或用鼠标点击 OK 键)以便返回以前的窗口。
FieldAssis操作培训

三、FieldAssis操作实践
功能示例一
模 板 制 作
5.模板中坐标轴的设置
在右侧属性页设置坐标轴: x轴(泵效)最大值100%; y轴类型设置流压,也可根据需要选择流饱比; y轴最大值20MPa。
6.各条线位置设置
经验输入:合理泵效线、供液能力线、断脱漏失线、自 喷流压线 控制点拖动:合理泵效线、供液能力线、断脱漏失线、 自喷流压线、理论泵效上下限 计算法:理论泵效上下限 统计法:合理泵效线、供液能力线、断脱漏失线、自喷 流压线、理论泵效上下限 若使用统计法制作模板,需要通过模板设置-打开数据库 命令,打开统计库。然后将右侧属性页工图类型下工况 与统计库中表征工况类型的字段进行关联。 计算后,根据统计库中的工况在图形上的分布调整各条 线的位置即可。
数据输入
工况图
工况图属性 数据表 状态栏 图形属性
二、FieldAssis应用流程
2、界面运用操作-文件
工程相关的操作; 用于新建、打开、保 存、另存或者关闭一 个FieldAssis的工程文 件,*.fasp
二、FieldAssis应用流程
2、界面运用操作-文件
用于新建三种类型的文件: 抽油机模板(*.rpt)、电潜 泵模板(*.espt)和数据库 文件(*.mdb)。此处新建 的文件是独立于工程之外的, 可单独操作,也可以导入到 某个工程中(通过模板设置 下的导入)
2、界面运用操作-油藏
加载3D油藏
选择评价区块 的3D油藏模 型
二、FieldAssis应用流程
2、界面运用操作-结果处理
将数据表传到Excel中 将评价结果传到Excel中 将工况图复制到剪贴板中 将工况图保存,后缀为 *.rpd或者*.espd
二、FieldAss要特点
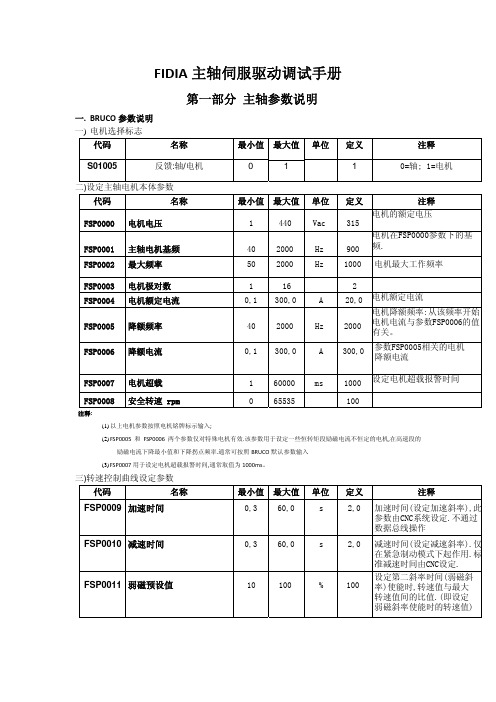
FIDIA主轴伺服驱动调试手册
1
440 Vac
40 2000 Hz 50 2000 Hz
定义 315 900
注释 电机的额定电压
电机在FSP0000参数下的基 频.
1000 电机最大工作频率
FSP0003 电机极对数 FSP0004 电机额定电流
FSP0005 降额频率
FSP0006 降额电流
1
16
2
0,1 300,0
A
20,0 电机额定电流
FSP0030 FSP0031
有效参数 Ic IGBT 电流
最 最大值 单位 定义 注释
0
2000
ms
1000 电动机在停止后,补偿电动
机转差率造成的转子运动滞
后所需的延时时间,一般不
大于1000ms
580
780
V
700 DC电压下降检测使能
600
800
V
730 DC电压下降检测禁止
设定速度到达信号输出
CN_ALARM
0x8000 菲迪亚 CNC保护
(2) FSP0019:驱动器控制模式
1 =转矩控制磁场定向
2 =在无控制环情况下测试(磁通=0)。电流矢量幅值FSP0089设置:常量电流发电机。
3 =在无转矩控制环而只有磁通比例积分控制情况下测试:通过前馈装置进行转矩电流控制。
4 =直接设置输出电流:设置电流向量幅值FSP0089
100
rpm
脉冲 /转
32767 0
0
0 0 0 1000 10 0
速度(反馈连接时可操作)
速度反馈设置:0=有传感器反馈使 能,1=无传感器反馈使能
编码器脉冲数/转 计数信号符号正负极性以校正 旋转方向 零脉冲信号的极性 编码器数据类型: 0= TTL, 1= 正弦信号 转速比例增益 转速积分增益 转速微分增益
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ABORT EXECUTE:放弃执行。用于终止当前程 序或程序段的执行。
D.
复位键
RESET CNC:机床复位。机床返回至初始状态。 建议执行该命令前中断任何正在进行的加工程序。 RESET ALL:总复位。 RESET PLC:PLC复位。
RESET EXE:参数复位。点击该软键是复位 PAR CNC下的软件,FSC,CQA,SWITCHD等。 等。 RESET FDD:点击该软键是复位机床伺服,驱动
RTCP:旋转刀具中心点功能 五轴联动加工与三轴联动加工的区别
机床运动点
RTCP: (旋转刀具中心点) G96(ON) G97(OF )
RTCP OF RTCP ON
对于菲迪亚系统的五轴编程,在程序中只要给出刀具的刀心或刀尖点的 轨迹坐标和刀轴方向(两个回转轴的坐标)即可,而无需考虑在机床五 轴联动时摆长和刀长在有摆动角度时产生的坐标偏置
二. 菲迪亚C0系统介绍
菲迪亚C0是一个可支持多轴联动 的操作系统 系统采用开放式 Windows XP 操 作系统,采用奔腾 III 800MHz CPU(工业级), 15.1” LCD TFT图形彩色触摸 屏,512 Mb RAM内存,60Gb硬 盘。 通用的操作系统给设备使用带来 极大的方便,高配置的硬件可 实现系统的高运算能力和高响 应速度
5.
几款典型的多轴铣床
• 四轴铣床:最常见的四轴铣加工机床是在三轴 机床的基础上添加一个可绕X轴连续旋转的工 作台。该回转轴通常被定义为A轴,主要用于 加工叶片,滚轮等回转体。
• 双转主轴头机床:通过主轴头在两个方向上的旋转 来实现五轴联动加工,这种形式通常被用于龙门式 大型机床或具有较大行程的立式加工中心上。这种 机床通常用于加工飞机零部件,汽车模具等大型复 杂工件。
CQA:程序偏置。用于平移被编程的坐标值,使程序轨迹 整体按指定坐标方向及数值移动。
ROTANG:程序旋转,ROTANG和ROTCEN分别提供了程序坐 标可绕某一坐标矢量和通过某一点进行旋转任意的角度, 被旋转的程序必须以G21开始并以G20结束。
B.
刀具表按键。显示、设定与刀具有关的尺寸和其它数
• 一个旋转工作台和一个旋转主轴头的机床, 这种形式通常被用于中、小型机床,适合 加工回转体式的工件,例如轮胎模具等。
• 双旋转工作台式五轴机床,该机床是通过工作台 的旋转和翻转来实现五轴联动加工的。通常被用 于小型五轴机床,由于是工作台的转动,所以节 省了X、Y、Z轴的线性行程。这类机床通常适合加 工小型工件,例如叶轮,模具等。
选择增量运动, 步 距为0.001 mm 选择增量运动, 步 距为0.01 mm 选择增量运动, 步 距为0.1 mm 选择增量运 动,其步距等于 STEPCNC参数的值 冷却液供给开关
启动CNC
停止CNC
进给和主轴保持
进给和主轴释放
暂停时收回刀具
主轴调 节旋钮
主轴顺时针旋转
主轴逆时针旋转 停止主轴和冷却
E.
可以利用铣刀的端刃和 侧刃去切削工件,减少 切削路径,提高加工效 率。
F.
可以加工尖角
4.
多轴机床的结构
多轴数控铣床不同的结构具有其各自的使用 范围和优缺点,可以有很多种分类方式。 • 按回转轴数可分为四轴和五轴 • 按主轴头的安装方式可分为立式和卧式 • 按照机身结构可分为龙门式或非龙门式 • 按旋转轴的安放位置可分为双摆头式、双 翻转工作台式、单摆头加回转工作台式。
ROTO:
此功能适用于旋转翻转工作台的 五轴机床,它与RTCP联合使用, 可使得加工坐标系相对与被加工 工件或者旋转工作台位置相对固 定,这样可使得动台式机床的加 工形式转换为动轴式机床。
G197(OF )
A0C0时设定 坐标原点
G196(ON)
SET ORIGIN:设定原点。用于建立用户坐 标系O1、O2、O3……。其中O0为机床原点,不可修改。原点设 定后可使用SAVE ORIGIN和RESTORE ORIGIN进行保存和恢复。
E.
返回绝对参考坐标系。在控制系统通电后,必须执 行 ZERO操作,把机床所有坐标轴定位到机床零点上,并记录 这些位置。
执行时可以 选择RQ将所 有坐标回零 也可以选择 单个坐标回 零。DONE下 的状态ON表 示已完成回 零,OF表示 未完成回零。
F.
设置命令按键。包括对进给、转速的设定,长度单 位的设定,RTCP、ROTO等功能的开关设定及坐标原点的设定。
SWITCH:链接编程 的功能的名称至机 床的物理坐标。使 能/禁止阅读编程的 功能。 点击该按键,屏幕 显示以下窗口,可 对各编程功能进行 开关设定,使其生 效或被禁止。
FSC:比例因子,可设定程序中各坐标值的比例系数,可 实现单个轴或程序的整体缩放,还可以通过单个系数的负 值设定实现镜像加工。
I.
CNC信息按键。点击后屏幕显示CNC状态的数据。
TOOL: 当前使用的刀具号 R,D,L: 当前使用刀具的半径,直径和长度 HEAD: 刀具指向 NEST1,NEST2,NEST3,NEST4,NEST5: 加工程序过程中重复执行次数 MDCNC: 选择程序执行模式(AV,AN,SA) FEED: 坐标的进给速度 (来自电位器的值) F: 坐标的进给速度 (编程值) SPDL: 主轴转速 (实际值) S: 主轴转速 (编程值) BLOC: 最后程序段的段号 SECTOR: 包含所读程序段的磁盘上扇区号 NBLK:从当前执行的点开始计算,到终点的数目 ORIGIN: 当前坐标系号 2DRC: 平面上半径校正的状态 3DRC: 空间半径校正的状态 CQAHDW: 指明 CQAHDW功能是否有效 UNIT: 所使用的数据单位 N:当前正在执行的程序段段号 G, M, T, H: 当前所编程的功能 XM,YM,ZM,AM,CM,WM: X,Y,Z,A,C,W 坐标轴的位置 XP,YP,ZP,AP,CP,WP: X,Y,Z,A,C,W 坐标轴的编程坐标值
飞阳系统五轴加工程序格式
2.后置处理 : 后置处理是 指利用后置处 理文件将软件 生成的刀具轨 迹中记录的数 据输出为数控 系统可以识别 的NC代码的过 程。
N000001M06T1 N000003M03S20000 N000005M137 N000007G96G196 N000010 G01 G90 X.5 Y-97.303 Z-67.5 A90. C0.0 F28000 N000011 X-.569 Y-73.64 Z-66.931 A89.81 C-.19 N000012 X0.0 Y-73.997 Z-66.693 A89.731 C0.0 N000013 X.572 Y-74.352 Z-66.928 A89.81 C.19 N000014 X.809 Y-74.499 Z-67.5 A90. C.269 。 。 。 N060704 X-.426 Y72.638 Z-66.471 A89.493 C180.21 N060705 X-.787 Y72.48 Z-66.713 A89.612 C180.388 N060706 X-1.026 Y72.317 Z-67.075 A89.79 C180.507 N060707 X-1.11 Y72.172 Z-67.5 A90. C180.548 N060708 X-.805 Y72.292 C180.274 N060709 X-.57 Y72.511 Z-66.93 A89.806 C180.194 N060710 X0.0 Y72.735 Z-66.693 A89.726 C180. N060711 X.571 Y72.863 Z-66.929 A89.806 C179.806 N060712 X.808 Y72.808 Z-67.5 A90. C179.726 N060713 X.5 Y72.721 C180. N060714M138 M05 N060715G97 G197 N060716M02
1.菲迪亚C0系统外观
屏幕显示区
S、F倍率调节旋钮 标准键盘 功能键区 急停开关 两键鼠标 电子手轮旋钮
选择X坐标运动 选择Y坐标运动 选择Z坐标运动 选择第4坐标运动 选择第5坐标运动 坐标以JOG 或STEP 方式作负向运动 选择快速运动 坐标以JOG 或STEP 方式作正向运动 进给调 节旋钮
界面显示信息介绍
分别显示预设进给、调节 进给和机床实际进给值 分别显示预设主轴转速和 调节后实际主轴转速值 刀具信息,分别为刀号、 长度、角半径及刀具直径
界面显示信息介绍
手轮调节开 关和数值显 示
主要功能开 关显示 最后使用的G、 M功能和当前使 用的坐标系
界面显示信息介绍
菜单条
按时间顺序显示 CNC信息的窗口
工件大小为151mm×100mm×68mm
• 菲迪亚系统在五轴联动加工方面具有 先进的联动自动补偿功能和刀具自动 补偿功能,这些功能的应用可以使得 五轴加工程序的编制及五轴机床的使 用变得简单易行。
五轴NC程序的编制过程
• 手工编程: • 软件编程:利用专用的CAD\CAM软件来实现三轴到五轴 的NC程序的编制。 1. 刀具轨迹的生成
2.
多轴铣加工的特点
• 三轴机床可以实现刀 具到达空间的任意位 置。
• 多轴机床还可以实现 刀具与工件的任意角 度。
3.多轴铣加工的作用
A. 减少零件装夹次数,减少了定位 误差,缩短辅助时间。 可以加工3轴铣无法加工到的区域。 可以用更短的刀具实现零件加工, 提高刀具刚性。
B. C.
D. 改善切削条件。
G.
日志文件显示按钮。可改变信息提示窗口的大 小。系统将 CNC 操作信息按时间顺序保存在硬盘目录 FIDIA/PROGRAM的C 文件中
G.
编程坐标按键。点击此按键可显示编程坐标值XP、 YP、ZP、AP、CP、WP。
H.
轴距离按键。可显示XG、YG、ZG、AG、CG、WG 要到达正在执行的程序段的编程点,每个坐标轴还需要移 动的距离和当前被执行程序段的内容。