第9章-尺寸链--习题参考答案
尺寸链习题

一、判断题(正确的打√,错误的打×)1.尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。
()2.当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
()3.在装配尺寸链中,封闭环是在装配过程中形成的一环。
()4.组成环是指尺寸链中对封闭环没有影响的全部环。
()5.尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。
()6.封闭环基本尺寸等于各组成基本尺寸的代数和。
()7.封闭环的公差值一定大于任何一个组成环的公差值。
()8.尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。
()8.当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。
()10.封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。
()11.尺寸链的特点是它具有封闭性和制约性。
()二、选择题(将下列题目中所有正确的答案选择出来)1.如图4-1所示尺寸链,属于增环的有____。
A.A1 B.A2 C.A3 D.A4 E.A52.如图4-1所示链,属于减环的有______。
A.A1 B.A2 C.A3 D.A4 E.A53.如图4-2所示尺寸链,属于减环的有______。
A.A1 B.A2 C.A3 D.A4 E.A54.如图4-3所示尺寸链,封闭环N合格的尺寸有_____。
A.6.10mm B.5.90mm C.5.10mm D.5.70mm E.6.20mm5.如图4-4所示尺寸链,封闭环N合格的尺寸有______。
A.25.05mm B.19.75mm C.20.00mm D.19.50mm E.20.10mm6.如图4-5所示尺寸链,N为封闭环,组成环A1合格的尺寸有______。
A.15.40mm B.20.40mm C.15.30mm D.15.00mm E.14.90mm7.如图4-6所示尺寸链,N为封闭环,组成环A1合格的尺寸有。
A.20.10mm B.10.00mm C.5.10mm D.5.00mm E.15.05mm三、填空题/简答题1.当所有的增环都是最大极限尺寸而所有的减环都是最小极限尺寸时,封闭环必为。
尺寸链计算及例题解释
(4)各环公差之间的关系
封闭环的公差T(A0)等于各组成环的公差T(Ai)之和,即
T (A ) T (A) T (A) T (A)
m n 1 n 1 i 1 0 i 1 i i m 1 i i
极值法解算尺寸链的特点是: 简便、可靠,但当封闭环公差较小,组成环数目较多 时,分摊到各组成环的公差可能过小,从而造成加工困 难,制造成本增加,在此情况小,常采用概率法进行尺 寸链的计算。
尺寸链方程
—— 确定尺寸链中封闭环(因变量) 和组成环(自变量)的函数关系式,其一般 形式为:
A0 f ( A1 , A2 ,
, An )
2006-3
10
工艺尺寸链示例:
工件 A 、 C 面已加工好,现以 A 面定位 用调整法加工B 面,要求保证B、C 面距离A0
0.05 A
C
B A0 a0 0.1 C a1
2006-3
8
三 、尺寸链的建立
关键
1、加工顺序或装配顺序确定后才 能确定封闭环。 2、封闭环的基本属性为“派生” ,表现为尺寸间接获得。 1、设计尺寸往往是封闭环。 2、加工余量往往是封闭环(靠火 花磨除外)。
1、确定封闭环
要领
2、组成环确定
关键
1、封闭环确定后才能确定。 2、直接获得。 3、对封闭环有影响
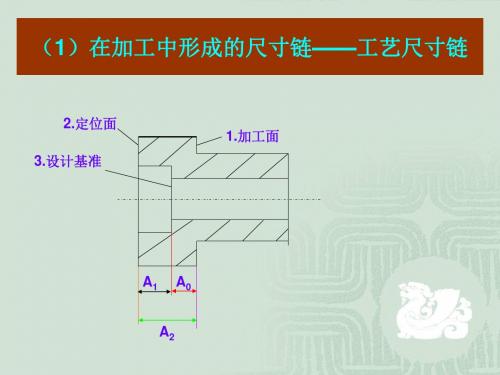
(1)在加工中形成的尺寸链——工艺尺寸链
2.定位面 3.设计基准
1.加工面
A1
A0
A2
(2)在装配中形成的尺寸链——装配尺寸链
A0
A2
A1
图示工件如先以A面定位加工C面,得尺寸A1然后再以 A面定位用调整法加工台阶面B,得尺寸A2,要求保证B面 与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭 尺寸组,就成了一个尺寸链。
机械设计课后参考答案第九章

A.紧边上 B.松边上 C.链条与链轮啮合处
11.在链传动设计中,当载荷大、中心距小、传动比大时,宜选用。
A.大节距单排链 B.小节距多排链 C.大节距多排链
12.与带传动相比较,链传动的优点是;
A.工作平稳,无噪音 B.寿命长 C.制造费用低
13.为了限制链传动的动载荷,在链节距和小链轮齿数一定时,应限制。
二、简答题:
1.①铰链元件在变应力作用下,由于疲劳强度不足而发生的疲劳破坏;
②由于铰链销轴磨损导致链节距过度伸长,造成脱链现象;
③润滑不当或转速过高时,销轴与套筒之间发生胶合;
④套筒或滚子由于过载造成冲击破坏;
⑤低速重载的链传动,铰链元件发生静力拉断;
⑥链轮轮齿发生过度磨损;
2. 08B :P= 12.70 mm;20A: P=31.75 mm; A、B 表示A或B系列; A系列、节距15.875、双排、100节的滚子链。
4.在链传动中,限制链轮最少齿数的目的之一是为了。
A.防止链节磨损后脱链B.使小链轮轮齿受力均匀 C.减少传动的运动不均匀性和动载荷
5.设计链传动时,链节数最好取为。
A.偶数 B.质数 C.链轮齿数的整数倍
6.下列链传动传动比的计算公式中,是错误的。
A.i = n1/n2B.i = d2/d1C.i = Z2/Z1
3.i瞬= ω1/ω2=R2cosγ/R1cosβ 式中:R1、R2——主、从动链轮的节圆半径,
ω1、ω2——主、从动链轮的角速度,
γ、β——链节铰链在主、从动链轮上的相位角;
在传动中,γ、β不是时时相等的,因而其瞬时传动比也不断变化。只有在Z1=Z2,链条中心距正好是其节距的整数倍,既γ、β角的变化完全相同时,其瞬时传动比才为常数。
尺寸链计算例题及习题

作业2 根据设计尺寸(见图1),确定工序尺
寸(见下图)。
图1 设计尺寸
作业3 如图2-40所示为某模板简图,镗削
两孔O1, O2时均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两孔孔距时,因 其测量不便,试标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定该模板为废品?
作业3 下图所示轴套工件,在车床上已加工
解:1.建立尺寸链
首先把每个设计尺寸都看作是封闭环,然后依次用(图a)中的
设计尺寸去(图b)中对应与该尺寸有关的工序尺寸。从而很方 便地建立起了尺寸链(有几个设计尺寸就可以建立几个尺寸 链)。 将mm这个设计尺寸看作封闭环(带框的尺寸)建立的尺寸 链为(尺寸链1);将mm这个设计尺寸看作封闭环(带框的 尺寸)建立的尺寸链为(尺寸链2);将 mm这个设计尺寸 看作封闭环(带框的尺寸)建立的尺寸链为(尺寸链3)。
2.确定公共环的偏差
通过分析三个尺寸链可知为公共环(即三个尺寸链
都含有)根据封闭环的公差等于所有组成环公差之 和的理论,在定的偏差时要看这三个尺寸链中哪个 尺寸链给分的公差最小,的公差就按该尺寸链来定。 如果按公差平均分配的原则,在尺寸链1中给分的 公差为0.07mm;在尺寸链2中给分的公差为 0.05mm;在尺寸链3中给分的公差为0.042mm。 显然,第三个尺寸链给分的公差最小,的公差就可 按尺寸链3来定。(即的公差为0.042mm)。当的 公差确定后,的偏差布置是根据尺寸链1中的布置 方式来分布(即mm,和设计尺寸mm的布置形式是 一致的)。
5.列表计算法 将式(2-1)、式(2-4)、式(2-5)、
式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
尺寸链计算例题及习题[18P][279KB]
![尺寸链计算例题及习题[18P][279KB]](https://img.taocdn.com/s3/m/b811b1077cd184254b353515.png)
3.计算其余的工序尺寸及偏差 由尺寸链计算公式:
封闭环的基本尺寸=所有增环的基本尺寸-所有减
环的基本尺寸; 封闭环的上偏差=所有增环的上偏差-所有减环的 下偏差; 封闭环的下偏差=所有增环的下偏差-所有减环的 上偏差。 计算尺寸链2 得mm 计算尺寸链3 得mm 4.计算结果: mm mm mm 通过这种方法求解工序尺寸时简捷、明了,省去了 封闭环的判断,尺寸之间的联系一目了然。
表2-25 列表计算法
列号 名称 T A ES A EI ES A T EI A A AA
m n n 11
I 基本尺寸
Ⅱ 上偏差
Ⅲ 下偏差
Ⅳ 公差
i i iji j ii m i1 m 11
jj
数据 代 A 号 环的名称
ES
EI
T
增环
减环
封闭环 A∑ ESA∑ EIA∑ TA∑
解:1.建立尺寸链
首先把每个设计尺寸都看作是封闭环,然后依次用(图a)中的
设计尺寸去(图b)中对应与该尺寸有关的工序尺寸。从而很方 便地建立起了尺寸链(有几个设计尺寸就可以建立几个尺寸 链)。 将mm这个设计尺寸看作封闭环(带框的尺寸)建立的尺寸 链为(尺寸链1);将mm这个设计尺寸看作封闭环(带框的 尺寸)建立的尺寸链为(尺寸链2);将 mm这个设计尺寸 看作封闭环(带框的尺寸)建立的尺寸链为(尺寸链3)。
好外圆、内孔及各表面,现需在铣床上以端 面A定位铣出表面C,保证尺寸20-0.2mm试 计算铣此缺口时的工序尺寸。
作业4 要求在轴上铣一个键槽,如下图所示。加工
顺序为车削外圆A1=Ø70.5-00.10mm;铣键槽尺 寸为A2;磨外圆A3=Ø70-00.06mm,要求磨外圆 后保证键槽尺寸为N=62-00.3mm,求键槽尺寸A2。
尺寸链计算例题及习题

3. 计算其余的工序尺寸及偏差
1. 由尺寸链计算公式:
2. 封闭环的基本尺寸=所有增环的基本尺寸-所有减环的基本尺寸;
图1 设计尺寸
作业3 如图2-40所示为某模 板简图,镗削两孔O1, O2时 均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两 孔孔距时,因其测量不便,试 标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定 该模板为废品?
作业3 下图所示轴套 工件,在车床上已加工 好外圆、内孔及各表面, 现需在铣床上以端面A 定位铣出表面C,保证 尺寸20-0.2mm试计算 铣此缺口时的工序尺寸。
2. 基本尺寸计算:43.6=A+20-19. 8mm
3. A=43.4
4. 上偏差计算:+0. 34=Bs(A)+0. 025-0
5. Bs (A)=+0. 315mm
6. 下偏差计算:0=B,(A)+0-0. 05
7. Bx (A)=+0. 05mm
8. 所以
A=43.4+0.05+0.315mm
作业4 要求在轴上铣一 个键槽,如下图所示。加 工顺序为车削外圆A1=; 铣键槽尺寸为A2;磨外 圆A3=Ø70-00.06mm, 要求磨外圆后保证键槽尺 寸为N=62-00.3mm,求 键槽尺寸A2。
整体活动预期
3. 封闭环的上偏差=所有增环的上偏差-所有减环的下偏差;
4. 封闭环的下偏差=所有增环的下偏差-所有减环的上偏差。
5. 计算尺寸链2 得mm
尺寸链的习题答案

P175页:5.如图5-41所示轴套零件,在其余表面已经加工的情况下,以A 面定位加工φ20H7孔,试求工序尺寸及偏差。
解:⑴ 确定封闭环如图:根据工艺过程,可分析出尺寸005.01120-=A ,1.0252±=A ,011.00310-=A (取的φ20H7一半),01.0520-=A 是直接加工形成的,保证011.00310-=A 的尺寸,从而间接保证了而A 4的尺寸。
故将其A 4定为封闭环,用A 0表示。
(2)画出工艺尺寸链图 (4分) 分析组成环可知:005.01120-=A 增环、1.0252±=A ,011.00310=A (取的φ20H7一半),01.0520-=A 为减环。
如图所示。
(3) 计算工序尺寸0A :由封闭环的基本尺寸公式:Ao =A 1-A 2-A 3-A 5=120-25-20-10 =65解得:0A =65 (2分)由封闭环的上偏差公式: ES (0A )=ES (1A )- EI (2A )- EI (3A )- EI (5A )=0-(-0.1)-0-(-0.1)=0.2解得:ES (o A )=0.2 (2分)由封闭环的下偏差公式:EI (Ao )=EI (1A )- ES (2A )- ES(3A )- ES (5A )=-0.05-0.1-(0.011)-0=-0.161解得:EI o A =- 0.161 (2分)故 1A =2.0161.065+-补充1、如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工完毕。
试求:当以B 面定位钻直径为φ10mm 孔时的工序尺寸A1及其偏差。
(要求画出尺寸链图、指出封闭环、增环和减环)2、解:⑴ 画出工艺尺寸链图 (4分)分析可知:封闭环1.0250±=A ,增环、减环如图所示。
⑵ 计算工序尺寸1A :由封闭环的基本尺寸公式:25=1A +50-60 解得:1A =35 (2分)由封闭环的上偏差公式: 0.1=ES 1A +0-(-0.1)解得:ES 1A =0 (2分)由封闭环的下偏差公式:-0.1=EI 1A -0.05-0解得:EI1A =- 0.05(2分)故 1A =005.035-。
机械设计第9章课后答案

9-28 有一链传动,小链轮主动,转速n1=900,齿数z1=25,z2=75。 现因工作需要,拟将大链轮的转速降低到n2≈250 r/min,链条长度 不变,问:1. 若从动轮齿数不变,应将主动轮齿数减小到多少? 此时链条所能传递的功率有何变化? 答:从动轮齿数不变,主动小链轮齿数 z1′= z2/i12= z2n2/n1=75×250/900=20.8 取z1′=21 (老书中)主动小链轮齿数由25降到21,由表9-10知,齿形系数KZ 减小,而其它参数不变,链条所能传递的功率Pca= P0KZ KL KP下降。 (新书中)主动小链轮齿数由25降到21,由图9-13知,齿形系数KZ 增加,而其它参数不变,链条所能传递的功率P= PcaKP/ KAKZ下降。 2. 若主动轮齿数不变,应将从动轮齿数增加到多少?此时链条所 能传递的功率有何变化?
ቤተ መጻሕፍቲ ባይዱ
9-19 链传动的主要失效形式有链的疲劳破坏、链条铰链 的磨损、 胶合 、 链条静力拉断 四种。在润滑良好、中 等速度的链传动中,其承载能力主要取决于 链板的疲劳 强度 。 9-20 链传动的 平均 传动比是不变的,而 瞬时 传动比是 变化的。 9-21 在设计图纸上注明某链条的标记为:16A-2×60 GB1243•1–1983,其中“16A”表示 A系列、链节距为 p=25.4mm 。 9-22 链传动的润滑方式可根据 链节距 和 链速 来选择。
9-17 滚子链是由滚子、套筒、销轴、内链板和外链板所组 滚子链是由滚子、套筒、销轴、 之间、 成,其中 内链板和套筒 之间、 外链板和销轴 之间分别 为过盈配合, 之间、 为过盈配合,而 滚子和套筒 之间、 套筒和销轴 之间分 别为间隙配合。 别为间隙配合。 9-18 在链传动中,链轮的转速 越高 ,节距 越大 ,齿数越少, 在链传动中, 齿数越少, 越少 则传动的动载荷越大。 则传动的动载荷越大。
尺寸链计算例题及习题
解 在孔的半径方向上画尺寸链如图2-28d
所示,显然t0=0. 3~0.5=0. 3+0.2mm是间接 获得,为封闭环。t1的求解如下: t1的基本尺寸:0. 3=72. 38+t1一72. 5 则t、=0. 42mm t1的上偏差:+0. 2 =+0. 02+Bs1-0 则Bs1=+0. 18mm t1的下偏差:0=0+Bx1-0. 02 则 Bx1=+0. 02mm 所以t1 =0. 42+0.02+0.18mm;即渗层深度为 0. 44~0. 6mm 。
5.列表计算法 将式(2-1)、式(2-4)、式(2-5)、
式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
EI
T
增环
减环
封闭环 A∑ ESA∑ EIA∑ TA∑
确定工序尺寸的一种新方法 当零件的设计基准与工艺基准不重合时,工艺规程编制的关键环节之一
是工序尺寸及偏差的确定。用传统的尺寸链计算方法求解工序尺寸时, 首先要判断封闭环,即要判断在直接保证某一个工序尺寸的同时,间接 保证的尺寸。这个过程对初学者来说既麻烦又容易出错。笔者根据多年 的工作实践总结出一种易掌握、易操作、易计算的确定工序尺寸的新方 法,现通过实例介绍如下。 例:根据实际尺寸(图a),确定工序尺寸(图b)
尺寸链计算例题及习题共20页文档

谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
尺寸链计算例题及习题
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
Байду номын сангаас
(完整版)尺寸链试题及答案
1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。
2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。
3、尺寸链由封闭环和组成环构成。
4、组成环包含增环和减环。
5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。
6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。
7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。
8、封闭环公差等于所有组成环公差之和。
9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。
10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。
12-2 选择题:1、一个尺寸链至少由3 个尺寸组成,有1 个封闭环。
2、零件在加工过程中间接获得的尺寸称为 C 。
C、封闭环3、封闭环的精度由尺寸链中 C 的精度确定。
C、其他各环4、按“入体原则”确定各组成环极限偏差应A 。
A、向材料内分布1、什么叫尺寸链?它有何特点?答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。
尺寸链具有如下特性:(1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。
(2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。
2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环?答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。
在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。
零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。
工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。
尺寸链计算及例题解释
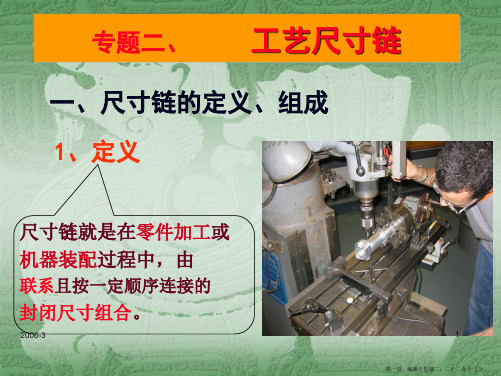
一、尺寸链的定义、组成
1、定义
尺寸链就是在零件加工或 机器装配过程中,由
联系且按一定顺序连接的
封闭尺寸组合。
2006-3
1
第一页,编辑于星期二:二十二点 十七分。
(1)在加工中形成的尺寸链——工艺尺寸链
2.定位面 3.设计基准
1.加工面
2006-3
A1 A0
A2
2
第二页,编辑于星期二:二十二点 十七分。
工艺尺寸链示例:
工件A、C 面已加工好,现以A 面定位用 调整法加工B 面,要求保证B、C 面距离A0
0.05 A C B
A0
0.1 C
a1 a0
A2
2
12
第十二页,编辑于星期二:二十二点 十七分。
0.05 A
C
B
0.1 C
A2 A0 a1 a0
A a)
b)
c)
图示尺寸链中,尺寸A0是加工过程间接保证的,因而是 尺寸链的封闭环;尺寸A1和A2是在加工中直接获得的,
2006-3
21
第二十一页,编辑于星期二:二十二点 十七分。
五、工艺过程尺寸链的分析与解算
1. 基准不重合时的尺寸换算
工艺基准(工序、定位、测量等)与设计基 准不重合,工序基准就无法直接取用零件图上的 设计尺寸,因此必须进行尺寸换算来确定其工序 尺寸。
2006-3
22
第二十二页,编辑于星期二:二十二点 十七分。
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1) 各环公差之间的关系
(2)各环平均尺寸之间的关系 (3)各环平均偏差之间的关系
n1
T(A0) T2(Ai)
尺寸链计算例题及习题

表2-25 列表计算法
列号
名称A T EI EI A ES A A A TAES A
mn 1 n 1 i i iji j ii m 11 i1 m jj
I 基本尺寸
Ⅱ 上偏差
Ⅲ 下偏差
Ⅳ 公差
数据 代 A 号 环的名称
5.列表计算法 将式(2-1)、式(2-4)、式(2-5)、
式(2-6)改写成表2-25所示的竖式表, 计算时较为简明清晰。纵向各列中,最后一 行为该列以上各行相加的和;横向各行中, 第Ⅳ列为第Ⅱ列与第Ⅲ列之差;而最后一列 和最后一行则是进行综合验算的依据。在应 用这种竖式时需注意:将减环的有关数据填 入和算得的结果移出该表时,其基本尺寸前 应加“一”号;其上、下偏差对调位置后再 变号(“+”变“一”,“一”变 “+,’)。对增环、封闭环则无此要求。
好外圆、内孔及各表面,现需在铣床上以端 面A定位铣出表面C,保证尺寸20-0.2mm试 计算铣此缺口时的工序尺寸。
作业4 要求在轴上铣一个键槽,如下图所示。加工
顺序为车削外圆A1=Ø70.5-00.10mm;铣键槽尺 寸为A2;磨外圆A3=Ø70-00.06mm,要求磨外圆 后渗碳层深度的工艺计
算 有些零件的表面需进行渗氮或渗碳 处理,并且要求精加工后要保持一 定的渗层深度。为此,必须确定渗 前加工的工序尺寸和热处理时的渗 层深度。
例2-5如图2-28a所示某零
件内孔,材料为 38CrMoAlA,孔径为 Ø1450+0.04 mm内孔表 面需要渗氮,渗氮层深度 为0. 3~0. 5mm。其加工 过程为 磨内孔至 Ø144.760+0.04mm; 2)渗氮,深度t1; 3)磨内孔至 Ø1450+0.04mm,并保 留渗层深度t0=0. 3~0. 5mm 。 试求渗氮时的深度t1。
尺寸链作业答案

尺寸链作业1、有一孔、轴配合,装配前轴和孔均需要镀铬,铬层厚度均为10±2μm,镀铬后应满足Φ30H7/f7的配合要求。
问轴和孔在镀前的尺寸应是多少?解: 由题知孔和轴应满足Φ30H7/f7的配合要求,则:孔加工后的尺寸为Φ30021.00+mm,轴加工后的尺寸为Φ300021.0-mm;铬层的尺寸为0012.0008.0++;加工后的孔为封闭环A0,镀层为减环A1,加工前的孔为增环A2,则:孔的尺寸连:A2= 2A1+A0=0+30=30mmA2的极限偏差为:ES2=ES0+2EI1=0.021+0.016=0.037mmEI2=EI0+2ES1=0+0.024=0.024mm;加工后的轴为封闭环B0,镀层为增环B1,加工前的轴为增环B2,则:B 2=B 0-2B 1=30-0=30mmB2的极限偏差为:ES 2=ES 0-2ES 1=0-0.024=-0.024mm EI 2=EI 0-2EI 1=-0.021-0.016=-0.037mm ; 加工前孔的尺寸为 300370024.0。
++mm ,加工前轴的尺寸为30024.0-037.0-mm 。
2、某套筒零件的尺寸标注如图所示,试计算其壁厚尺寸。
已知加工顺序为:先车外圆至Φ30-00.04mm ,其次加工内孔至Φ20+00.06mm ,内孔对外圆的同轴度公差为Φ0.02mm 。
由题可知该题的尺寸连为:如图所示,A 0为封闭环,R 1为增环,R 2为减环,则: 壁厚尺寸为:A 0= R 1- R 2-0=15-10-0=5mm ;壁厚的极限尺寸偏差为:ES0=ES1-EI2+0.02=0-0+0.02=0.02mm;EI0=EI1-ES2-0.02=-0.02-0.03-0.02=-0.07mm; 所以壁厚的尺寸为A0=502.007.0- mm。
第9章 尺寸链 习题参考答案

第9章尺寸链习题参考答案一、判定题〔正确的打√,错误的打×〕1、尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。
〔√〕2、当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
〔×〕3、.在装配尺寸链中,封闭环是在装配过程中形成的一环。
〔√〕4、在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。
〔√〕5、在确定工艺尺寸链中的封闭环时,要依据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。
〔√〕6、在工艺尺寸链中,封闭环按加工依次确定,加工依次变更,封闭环也随之变更。
〔√〕7、封闭环时时是构造功能确定的装配精度或技术要求,如装配间隙、位置精度等。
〔√〕8、零件工艺尺寸链一般选择最重要的环作封闭环。
〔×〕9、组成环是指尺寸链中对封闭环没有影响的全部环。
〔×〕10、尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。
〔√〕11、封闭环根本尺寸等于各组成根本尺寸的代数和。
〔√〕12、封闭环的公差值必需大于任何一个组成环的公差值。
〔√〕13、尺寸链封闭环公差值确定后,组成环越多,每一环支配的公差值就越大。
〔×〕14、封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。
〔×〕15、当全部增环为最大极限尺寸时,封闭环获得最大极限尺寸。
〔×〕16、要提高封闭环的精确度,就要增大各组成环的公差值。
〔×〕17、要提高封闭环的精确度,在满足构造功能的前提下,就应尽量简化构造,即应遵循“最短尺寸链原那么”。
〔√〕18、封闭环的上偏差等于全部增环上偏差之和减去全部减环下偏差之和。
〔√〕19、尺寸链的特点是它具有封闭性和制约性。
〔√〕20、用完全互换法解尺寸链能保证零部件的完全互换性。
〔√〕二、选择题〔将以下题目中全部正确的答案选择出来〕1、对于尺寸链封闭环的确定,以下论述正确的有_B、D、。
A.图样中未注尺寸的那一环。
尺寸链计算及例题解释
2、按几何特征及空间位置分类
1) 长度尺寸链—全部环为长度的尺寸链 2) 角度尺寸链—全部环为角度的尺寸链 3)直线尺寸链—— 全部组成环平行于封闭 环的尺寸链。 4)平面尺寸链—— 全部组成环位于一个或 几个平行平面内,但某些组成环不平行于 封闭环的尺寸链。 5) 空间尺寸链——组成环位于几个不平行 平面内的尺寸链。
(2)反计算——已知封闭环,求各组成环。反计算主要用于产 品设计、加工和装配工艺计算等方面,在实际工作中经常碰到。 反计算的解不是唯一的。如何将封闭环的公差正确地分配给各 组成环,这里有一个优化的问题。 (3)中间计算——已知封闭环和部分组成环的基本尺寸及公 差,求其余的一个或几个组成环基本尺寸及公差(或偏差)。
51-0.4
50-0.34
10.4-0.2
零件图
10 车孔及端面
14.6±0.2
20 车外圆及端面
10-0.3
30 钻孔
40 磨外圆及台阶
解:1)分析
从零件图上看,设计尺寸有10-0.3mm、15±0.2mm 以及50-0.34。 根据工艺过程分析是否全部达到图纸要求.其中10-0.3、 50-0.34直 接保证,15±0.2间接保证,为封闭环,必须校核。
面定位用调整法加工台阶面B,得尺寸A2,要求保证B面与C面
间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组,
就成了一个尺寸链。
2021/3/28
4
2、特征 3、 组成
1、封闭性 2、关联性。
环——尺寸链中的每一个尺寸。它可以是长度或角度。
封闭环——在零件加工或装配过程中间接获得或最后形 成的环。
i1 m
im1 n 1
A 0 A i A i
i 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第9章尺寸链习题参考答案
一、判断题(正确的打√,错误的打×)
1、尺寸链是指在机器装配或零件加过程中,由相互连接的尺寸形成封闭的尺寸组。
(√)
2、当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
(×)
3、.在装配尺寸链中,封闭环是在装配过程中形成的一环。
(√)
4、在装配尺寸链中,每个独立尺寸的偏差都将影响装配精度。
(√)
5、在确定工艺尺寸链中的封闭环时,要根据零件的工艺方案紧紧抓住“间接获得”的尺寸这一要点。
(√)
6、在工艺尺寸链中,封闭环按加工顺序确定,加工顺序改变,封闭环也随之改变。
(√)
7、封闭环常常是结构功能确定的装配精度或技术要求,如装配间隙、位置精度等。
(√)
8、零件工艺尺寸链一般选择最重要的环作封闭环。
(×)
9、组成环是指尺寸链中对封闭环没有影响的全部环。
(×)
10、尺寸链中,增环尺寸增大,其它组成环尺寸不变,封闭环尺寸增大。
(√)
11、封闭环基本尺寸等于各组成基本尺寸的代数和。
(√)
12、封闭环的公差值一定大于任何一个组成环的公差值。
(√)
13、尺寸链封闭环公差值确定后,组成环越多,每一环分配的公差值就越大。
(×)
14、封闭环的最小极限尺寸时,封闭环获得最大极限尺寸。
(×)
15、当所有增环为最大极限尺寸时,封闭环获得最大极限尺寸。
(×)
16、要提高封闭环的精确度,就要增大各组成环的公差值。
(×)
17、要提高封闭环的精确度,在满足结构功能的前提下,就应尽量简化结构,即应遵循“最短尺寸链原则”。
(√)
18、封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和。
(√)
19、尺寸链的特点是它具有封闭性和制约性。
(√)
20、用完全互换法解尺寸链能保证零部件的完全互换性。
(√)
二、选择题(将下列题目中所有正确的答案选择出来)
1、对于尺寸链封闭环的确定,下列论述正确的有_B、D、。
A.图样中未注尺寸的那一环。
B.在装配过程中最后形成的一环。
C.精度最高的那一环。
D.在零件加工过程中最后形成的一环。
E、尺寸链中需要求解的那一环。
2、在尺寸链计算中,下列论述正确的有C、E。
A.封闭环是根据尺寸是否重要确定的。
B.零件中最易加工的那一环即封闭环。
C.封闭环是零件加工中最后形成的那一环。
D.增环、减环都是最大极限尺寸时,封闭环的尺寸最小。
E.用极舒值法解尺寸链时,如果共有五个组成环,除封闭环外,其余各环公差均为0.10 mm,则封闭环公差要达到0.40mm以下是不可能的。
3、对于正计算问题,下列论述正确的有A、B。
A.正计算就是已知所有组顾一半的基本尺寸和公差,求解封闭环的基本尺寸和公差。
B.正计算主要用于验证设计的正确性和求工序间的加工余量。
C.正计算就是已千封闭环的尺寸和公差以及各组成环的基本尺寸,求各组成环的公差。
D.计算问题中,求封闭环公差时,采用等公差法求解。
E.正计算只用在零件的工艺尺寸链的解算中。
4、如图9-1所示尺寸链,属于增环的有_A、B___。
A.A1 B.A2 C.A3 D.A4 E.A5
5、如图9-1所示链,属于减环的有__C、E____。
A.A1 B.A2 C.A3 D.A4 E.A5
6、如图9-2所示尺寸链,属于减环的有__A、B、D____。
A.A1 B.A2 C.A3 D.A4 E.A5
图9-1 图9-2
三、填空题
1、尺寸链计算的目的主要是进行公差设计计算和公差校核计算。
2.尺寸链减环的含义是某一组成环尺寸增大而其他组成环尺寸不变时封闭环尺寸减小。
3.当所有的减环都是最大极限尺寸而所有的减环都是最小极限尺寸时,封闭环必为最大极限尺寸。
4.尺寸链中,所有减环下偏差之和增支所有减环上偏差之和,即为封闭环的下偏差。
5.尺寸链填封闭不公差等于各组成环公差之和。
6.零件尺寸链中的封闭环就根据加工顺序确定。
7.尺寸莲计算中进行公差校核计算主要是验证封闭环的基本尺寸、极限偏差和公差是否符合设计要求。
8.“向体原则”的含义为:当组成环为轴时,取上偏差为零。
9.在产品设计中,尺寸链计算是根据机器的精度要求,合理地确定有关尺寸的公差和
极限偏差。
10.在工艺设计中,尺寸链计算是根据零件图样要求,进行基准换算或确定工序尺寸。
四、综合题
1、什么是尺寸链?它有哪几种形式?
答:尺寸链是指在机器装配加工过程中,由相互连接的尺寸形成封闭的尺寸组。
它有多种不同的形式,按尺寸几何特征分为长度尺寸链与角度尺寸链,按尺寸链用途分为装配尺寸链、零件尺寸链与工艺尺寸链,按其空间位置分直线尺寸链、平面尺寸链和空间尺寸链。
2、尺寸链的两个基本特征是什么?
答:尺寸链的两个基本特征是:各尺寸链相互连接成封闭形式,既具有封闭性,链中某一尺寸的变动直接受其他尺寸变动的影响,既具有约束性。
3、如何确定一个尺寸链封闭环?如何判别某一组成环是增环还是减环?
答:尺寸链封闭环是在装配加工过程中最后形成的一环,装配尺寸链中,封闭环是由机器装配精度决定的,工艺尺寸链中,封闭环必须在加工顺序确定后才能判断。
组成环尺寸增大,封闭环增大是增环,组成环尺寸增大,封闭环尺寸反而减小是减环。
4、为什么封闭环公差比任何一个组成环公差都大?设计时应遵循什么原则?
答:封闭环公差等于各组成环公差之和,故封闭环公差比任何一个组成环公差都大。
当封闭环公差一定时,组成环越多,各组成环分配公差值越小,故设计时应尽量减小尺寸链组成环,即应遵循最短尺寸链原则。
5、尺寸链中遇到基本尺寸为零,上、下偏差符号相反,绝对值相等的环,例如同轴度、对称度等问题时应如何处理?
答:在尺寸链中,当组成环为定位公差(同轴度、对称度、位置度工差)时,它们对尺寸的影响可正可负,公差带对称与零线分布,计算时,作为增环或减环代入均可,结果相同。
6、尺寸链的计算分哪几种类型?它们的目的分别是什么?
答:尺寸链计算一般分两种类型,它们是公差设计计算和公差校核计算。
公差设计计算的目的是根据给定封闭环基本尺寸、公差或极限偏差和各组成环尺寸,求解各组成环公差或极限偏差,它们通常是设计人员在设计产品时,根据机器使用的要求,合理的分配有关尺寸公差或极限偏差。
公差校核设计通常是由工艺人员在产品投产前,根据工艺条件或管理质量中获得的数据进行验算,它是各组成环基本尺寸、公差或极限偏差求解封闭环的基本尺寸、公差或极限偏差。
7、完全互换法解尺寸链考虑问题的出发点是什么?
答:安全互换法又称极值法,它的出发点是从各环的最大和最小极限尺寸出发来计算的,它能保证零、部件的互换性。
8、如图9-3所示零件,A1=30 0 -0.052 mm,A2=160 -0.043mm,A3=14±0.021mm,A4=6+0.048 0mm,A5=24 0 -0.084 mm,试分析图a、图b、图c三种尺寸标注中,哪种尺寸标注法可使N
变动范围最小。
解:不同尺寸标注构成不同尺寸链,封闭环均为N,分别求出N偏差即可判断哪种N变动范围最小。
比较结果为图b标注尺寸变动范围最小。
9、如图9-4所示零件,按图样注出的尺寸A1和A3加工时不易测量,现改为按尺寸A1和A3
解:据题意,按尺寸A1、A2加工,则A3必须为封闭环,A2则为工序尺寸。
A3=A1-A2 A2=A1-A3=(50-10)mm=40mm
ES3=ES1-EI2 EI2=ES1-ES3=0-0=0
EI3=EI1-ES2 ES2=EI1-EI3={-0.06-(-0.36)}mm=+0.3mm
故A2尺寸为40 +0.30 0mm。
15.解:根据公式校核
N=A1-A2-A3=150-75-75=0
ESN=ES1-EI2-EI3={0.016-2×(-0.06)}mm=+0.136mm
EIN=EI1-ES2-ES3={0-2×(-0.02)}mm=+0.04mm
故N范围为0.04~0.136mm,在装配精度要求范围0.1~0.2mm以内,故合理。