真空浸漆绝缘工艺研究
真空浸渍设备的工艺技术及对应设备的改进

真空浸渍设备的工艺技术及对应设备的改进摘要:真空浸渍就是将设备真空化后融入浸渍液,然后将设备缝隙浸入浸渍液,让设备彻底浸渍。
解决了产品的绝缘性,同时做到了防水和防止透气的问题。
相关的产业包括一些电缆电力设备和开关设备等。
本文通过真空浸渍的设备的改进,技术的改进和具体环节的改进三方面,同时在相关的弊端和解决方案上来阐述真空浸渍的改进方法。
并且笔者通过自己的个人经验,对新的绝缘材料的发展和材料的调试方面进行讲解,相对的问题进行分析,提出相应的建议和反馈。
关键词:真空浸渍;设备;工艺;改进引言真空浸渍法是为了创造真空环境和解决漏水透气的问题,广泛地应用到电力、金属铸件等方面,同时它还是主要的电热和传导的工艺手段。
将真空浸渍的方法提高,提高密闭性,同时改善真空浸渍的技术和工艺,可以大大地提高工艺水平和工艺精准性,减少事故的发生和相关的安全隐患,同时在新型的绝缘材料上提出自己的建议,为日后的工艺创造制造了良好的条件,同时造福生产和生活。
一、真空浸渍工艺操作的弊端(一)返油真空浸渍设备的返油是因为真空罐和真空泵的配合气压差造成的,油随着气体压差被带到了别的区域,所以造成了设备的损害和使用寿命的折损。
因为真空泵是一个活门的排气装置,与外界断开,而耐油橡胶活门具有一定的弹性,可以保持它的相对通透性,但是由于真空泵内气场压力过大,或者是使用操作不当带来的过大压差,都会造成大量的真空油渍被带入进别的区域,油渍的进入会减少内部的油量,并且让局部温度过高,产生局部积油。
这样甚至会带来腐蚀,因为机器内长久以来存在的杂质会与油脂发生反应,会使设备加速老化,同时带来安全隐患。
油脂在过高的温度下还会发生一些其他的问题,例如是油质的变质和一些油脂甚至会与氧气发生反应,产生新的物质,这样带来的安全隐患就更为严重。
油脂在这种情况下的逐渐堆积,会让机器运转速度变慢,而局部的变慢就会产生运转的弧度,甚至是事故,同时油脂的部分积累带来机器局部过重的问题[1]。
真空浸漆工艺流程
真空浸漆工艺流程真空浸漆工艺是一种通过真空环境下将涂料浸入物体表面的工艺方法。
它主要应用于工业领域中对产品表面进行保护和美化的需求。
下面是真空浸漆的工艺流程。
首先,准备工作十分重要。
把待涂物体(例如金属、塑料等)清洗干净,确保表面没有油渍、灰尘等杂质,并严密检查是否有划痕、凹坑等物理瑕疵。
清洗过程可以使用专业的清洁剂,也可以使用水和洗涤剂混合清洗。
然后,将物体放入真空浸漆设备中进行下一步的处理。
接下来是真空处理阶段。
将物体放入真空浸漆设备中,通过抽空机将设备内部的气体抽走,形成真空环境。
真空环境下的涂料在浸泡的过程中,由于气压的差异导致涂料渗透物体表面的孔隙和微缺陷,实现一种较为均匀和稳定的涂料覆盖。
同时,由于真空环境下无气泡存在,所以也能避免气泡在涂装过程中的影响。
然后是涂料浸泡阶段。
将所需的涂料放入浸漆容器中,并按照工艺要求调整好温度、浸泡时间等参数。
在设备内部建立真空环境后,通过控制设备内气体的流动,使涂料均匀浸泡到物体表面,达到所需的涂装效果。
涂料浸泡时间根据物体材料、涂料性能等因素而定,需经过实验确定。
浸漆完成后,进行固化处理。
将物体从真空浸漆设备中取出,通常需要在恒温箱或烘箱中进行固化处理。
固化温度和时间根据涂料的固化要求进行调整。
固化处理的目的是使涂料在物体表面形成坚固、耐磨、防腐蚀的保护层。
最后是后处理工序。
将物体取出并进行清洁,确保表面没有残留的涂层、固化剂等杂质。
可以采用机械清洗、喷水或擦拭等方式进行清洁。
同时,对于特殊要求的产品,还可以进行亮光抛光等加工工艺,以增加其美观度。
通过以上一系列的工艺流程,真空浸漆能够在物体表面形成均匀、一致的涂层,提高产品的外观质量和保护效果。
在真空环境下进行的涂料浸泡,能够有效解决涂装过程中气泡和颜料沉淀等问题,使涂装效果更加稳定和高质量。
真空浸漆工艺的应用领域广泛,如汽车零部件、电子产品、航空航天器材等。
真空浸漆或真空压力浸漆
真空浸漆或真空压力浸漆(VPI)工艺规程1 适用范围本工艺适用于B、F、H级交直流电机绕组绝缘和半成品电机绝缘的浸漆。
2 浸漆材料2.1通用7122 无溶剂快干树脂2.2稀释剂:苯乙烯要求:浸漆材料进厂时,需要有产品合格证和使用说明书及检验报告。
3工艺准备3.1 设备检查:检查设备、仪器、仪表等是否正常。
3.2 配漆:单组分包装时可直接加入漆槽;双组分包装时,将甲、乙组份加入漆槽中并搅拌均匀,加入比例为1大桶甲组分(180KG)配1小桶乙组分(12KG)。
3.3 调节粘度:配好的漆应保持粘度在30~80秒(20℃,4#粘度杯),如粘度大于80秒最好加入新漆稀释,或加5~10%稀释剂调节。
3.4 凝胶时间:应该不大于15分钟,一般保持在2~8分钟(140℃),当凝胶时间小于2分钟时,应向技术负责人报告。
2.5 工件检查:检查待浸工件是否经试验合格,绕组及绝缘有无损伤,工件表面是否洁净等。
4 工艺过程4.1普通浸漆4.1.1 预烘:将工件推入干燥炉升温至120℃取出冷却,干燥炉继续升温至150℃保温。
4.1.2 浸漆:待工件冷却至表面温度小于40℃(如无表面温度计以手触摸工件表面不烫手为宜)后即可放入浸漆槽浸漆,工件浸入液面下至少10cm,浸漆时间不少于30分钟,至无气泡冒出。
4.1.3 滴干:将工件取出滴干不少于30分钟,至无漆液滴下。
4.1.4 干燥:工件余漆经清理后(需要时)推入干燥炉中,干燥炉温度设定为150℃,待炉温升至140℃以上后2小时开始每隔1小时测一次热态绝缘电阻,待绝缘电阻稳定在1MΩ上1小时以后方可出炉,根据工件大小,此时间参数一般为150℃3~6小时。
5.2 VPI浸漆工艺5.2.1预烘:将工件推入干燥炉升温至100℃~130℃,保温2~4小时,取出冷却至50℃以下进罐。
注意工件浸入液面下至少10cm。
5.2.2真空去湿5.2.2.1手动扳开(1)号压缩空气阀,在工控机上开(30)号密封圈充气阀,进行工件真空去湿。
真空压力浸漆工艺浅析

真空压力浸漆工艺浅析一高校电气工程系的学生到工厂参观实习,结合所学的知识与企业现场发现对号入座的讨论,大部分的学生对企业的VPI设备颇感兴趣。
真空压力浸漆是一种效果较好的浸漆方法,规范生产的电机企业已采用真空压力浸漆工艺。
真空压力浸漆可以较彻底驱除绕组内的潮气和挥发物;又可以避免浸不透的现象;同时漆的粘度可以较高,以提高填充性能。
Ms.参今天就真空压力浸漆工艺与设备与各位做一个简单交流。
真空压力浸漆优势实践证明,一次真空压力浸漆的效果,要比二次普通浸漆好。
对于某些重要的电机绕组,采用真空压力浸漆是十分必要的。
真空压力浸漆设备费用较高,应尽可能在线圈未嵌装时进行;要求在嵌线后进行真空压力浸漆时,应尽可能采用外压装结构,这样既可提高浸漆设备的利用率,又可避免机座带入灰屑污染浸渍漆。
对于绝缘处理要求高的低压电机绕组,宜采用真空、加压或反复加压的浸漆方式。
绕组经真空干燥(或热风循环干燥)后,须在真空中冷至60~70℃;然后输漆,加压或反复加压。
加压气体可采用空气,对于易燃溶剂的,宜采用氩气,以免引起爆炸。
加压压力为0.2~0.8MN/m2。
对于绕制紧密的磁极线圈或粘度较高的漆(如有机硅漆、无溶剂漆)宜采用反复加压方式。
真空压力浸漆设备简介真空压力浸漆设备的组成主要包括:真空干燥炉、浸漆筒、贮漆筒、真空泵等。
●真空干燥炉呈圆形或椭圆形的密封金属箱。
要求能承受高温高压,一般做成双层,隔层中通入高压蒸汽加热。
缺乏高压蒸汽时,可采用热油加热或电感应加热法。
但不如高压蒸汽安全。
筒的外表包绝热层,筒上面装有真空表,温度计,还应有安全阀。
此外,还应装引出线瓷柱,以测量线圈的绝缘电阻。
●浸漆筒呈圆形,用厚钢板制成。
筒上须装有压力表、真空表、观察窗、安全阀。
也有将浸漆筒与干燥炉做成一体的。
●贮漆筒与浸漆筒相似,但机械强度要求低些,体积应大些。
并须装搅拌器,用防爆电动机带动。
通过漆过滤器与浸漆筒相通,并有阀门控制。
对于需用低温贮存的浸渍漆(环氧类无溶剂漆),应将其放在可调节的冷藏室内。
电机绕组真空连续浸渍绝缘工艺简析

沉浸 漆液的压力 , 使绝缘漆 液渗透到绝缘结构 内层的一 种机械 化连 续作 业的绝缘工艺 。 工艺
上料一 预烘 一 空冷 一沉 浸一 滴 干 工艺流 程 与真 空 连 续 浸渍 工艺相似 , 但浸渍形 式不同
一
凝胶一固化一下料一 0
滴浸 在常压环境 中, 依靠 毛细 管作 用把漆液吸人绝 缘结 构的 内层 空 0 隙 上料一 预烘 一 滴浸一 流 平一 凝胶 利用旋转产生 的离心 力 , 使已经渗透绝缘 内层 的漆液 , 在凝 分布均匀 , 无漆膜 。 工艺 胶 以前均匀分布又 不流失 一 固化一下料一 0
G Ja—h a U i — u
( h n h i l tcl p aa s eerhIs tt,h n h i 0 0 3, hn ) S a g a E e r a A p rt sac ntue S a ga 2 0 6 C ia ci u R i
n c ; lc r a c ie ; i d n i s ee t c lma h n s w n ig i
1引 言
电机绕 组 的浸 渍绝缘处 理工艺 , 沉浸 即普通 浸渍 从 到多次浸渍 , 又到滴 浸 、 浸和真 空压 力浸渍 , 滚 最后 发展 到工序连续的普通沉浸 、 滴浸和滚浸 , 成 了一 系列形式 形 多样 的机械化连续作业 、 算机技 术和 P C技 术 控制 的 计 L 浸渍工艺 , 近两年 , 又形成 了一种 新型 的绝缘 工艺 , 即真 空连续浸渍工艺 。为方便 了解真 空连 续浸 渍工艺 , 面 下
摘
要 : 绍 了真 空 连续 浸 渍 绝缘 工 艺 , 介 与其 它 工 艺 比
较, 该绝缘工 艺是对 真空压力浸渍工 艺应用 的补充 和发展 , 适 用于汽车 、 摩托 车 、 电动 工具 用 电机 、 电子 变压 器 和小 型变 压 器 以及小 型电机绕组 的真空连续浸渍绝缘 处理 。 关键 词 : 空连续浸渍 ; 真 绝缘工 艺 ; 电机 ; 绕组
真空浸渍工艺
真空浸渍工艺一、工艺介绍真空浸渍工艺是一种将材料置于真空环境下,通过涂覆或浸泡等方式将材料表面涂层均匀地覆盖在基材上的工艺。
该工艺广泛应用于电子、光学、航空航天等领域中。
二、工艺流程1. 基材准备将需要进行涂层处理的基材进行清洗和烘干处理,确保表面干净且无油污和灰尘等杂质。
2. 涂料制备根据需要进行涂层处理的材料特性和要求,制备相应的涂料,包括溶剂、固化剂、颜色剂等。
3. 真空设备准备将真空设备进行清洁和维护,确保其正常运行。
同时根据实际情况调整设备参数,如真空度、温度等。
4. 涂层处理将基材放置于真空设备内,并启动设备。
在设定好的真空度下,使用喷涂或浸泡等方式将涂料均匀地覆盖在基材表面上。
待液体挥发后,启动固化程序。
5. 固化处理根据涂料特性和要求,进行相应的固化处理,包括烘干、加热等。
6. 检验质量对固化后的涂层进行检验,包括厚度、附着力、耐腐蚀性等指标。
三、工艺参数1. 真空度:一般在10^-3Pa~10^-5Pa之间。
2. 温度:根据涂料特性和要求进行调整。
3. 喷涂压力:根据喷枪型号和涂料粘度等参数进行调整。
4. 浸泡时间:根据涂料特性和要求进行调整。
四、工艺优点1. 涂层均匀且致密,能够提高材料的机械强度和耐腐蚀性。
2. 可以对复杂形状的基材进行处理。
3. 涂层厚度可控,能够满足不同应用场合的需要。
五、工艺缺点1. 工艺复杂,需要专业设备和技术人员操作。
2. 成本较高,需要考虑经济效益。
六、应用领域1. 电子领域:如半导体器件封装材料、电子元器件表面涂层等。
2. 光学领域:如光学镜片、光纤等。
3. 航空航天领域:如航空发动机叶片、航天器热防护涂层等。
七、工艺注意事项1. 真空设备的维护和清洁非常重要,避免影响涂层质量。
2. 涂料的制备和使用需要按照规定进行,避免使用过期或不合格的涂料。
3. 操作人员需要进行专业培训,确保操作安全和涂层质量。
高压电机真空压力浸漆浸后绝缘效果评价研究
高压电机真空压力浸漆浸后绝缘效果评价研究摘要:绕组浸漆的作用能够提高高压电机的导热性,在浸漆使用前,电机的绕组绝缘空隙里充满了空气,这些空气导致绝缘的导热性非常的差。
而在使用了绕组浸漆以后,能够对绝缘处的空隙进行填补,在设备的表面形成漆膜,从而有效保护绝缘,提高其性能。
本文将会分析与探讨在高压电机当中使用真空压力浸漆后,其整体的效果评价。
关键词:牵引电机;无溶剂浸渍漆;真空压力浸漆引言:浸漆在牵引电机当中有着非常重要的作用,在经过浸漆的处理以后,可以使绝缘处的性能得到优化,有效提高电机的导热性能。
而在牵引电机当中,对于浸漆是有着非常高的要求,一般的工艺操作当中,是需要把浸漆的工件放入到真空的容器当中进行,以压差法把浸漆液注入到工件去进去,再施加一些压力把浸漆液有效的浸透到每个工件的缝隙里面,从而达到最好的效果。
一、浸渍漆的作用浸渍漆在高压电机当中,主要是针对其绕组、线圈还有绝缘零部件进行填充,针对电机当中的这些部件进行填充,可以有效使其中的缝隙以及微孔,在浸漆固化了以后,在其表面形成一层漆膜,从而有效防止因为这些缝隙以及微孔的原因,导致牵引电机的部件内部有空气进入,影响到了牵引电机的使用性能。
通过浸漆的作用,可以有效提高牵引电机的耐潮、耐热,使其变得更加的牢固结实。
二、真空压力浸漆技术真空压力浸漆是将工件放在一个密闭的罐里,先进行空气抽取直至真空状态,将工件里的水份、空气和其它吸附在工件内部的各种气体抽掉,确保其中没有其他杂质存在,从而导致后面的作业出现问题。
然后在真空状态下输漆,使漆渗入工件内部。
当工件浸没后,用氮气在漆的表面加压,追使漆充分渗透后解除压力,最后打开罐盖滴漆固化。
这种真空压力近期的方式,能够有效确保浸漆进入到工件的每一个缝隙当中,从而确保在这些工件当中不含有任何的空气成分,使浸漆更加牢固的附着于工件的表明。
三、真空压力浸漆技术流程详解(一)工件预烘在定转子完成了制造以后,转运到浸烘场所时,在准备实施浸漆之前,首先需要针对其外观进行检测,要确保其表面没有出现任何的碰伤和破损的情况,如果有的话就需要及时进行更换,因为表面有破损会影响到后期的使用。
电机、变压器真空浸漆工艺

电机、变压器真空压力浸漆工艺电气线圈绝缘处理的目的在于提高线圈绕组的耐潮、耐热、导电、导磁及机械性能。
处理的基本要求是线圈浸透、烘干、填满、粘牢,并在绕组外表面形成一层坚韧而富有弹性的漆膜。
电机、变压器,继续电器等设备中线圈,均需进行浸漆处理。
真空压力浸漆设备就是在真空及加压状态下把漆涂到线圈表面及渗透到内部缝隙的一种设备。
与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。
真空压力浸漆系统的工艺流程1.储漆罐抽真空在储漆罐解除真空阀、浸漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,储漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开,在冷却水压达到0.1MPa以上时真空机组自动启动,开始对储漆罐抽真空,当真空度达到1333~4000Pa后,停止抽真空,储漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行。
保真空1~2h后,开储漆罐大气阀,罐内外压力平衡后,关储漆罐大气阀。
2.储漆罐加热启动导热油加热装置,启动导热油管道泵启动,启动搅拌电机,当漆温达到30~50℃时停止加热及搅拌。
3.浸漆罐装工件打开浸漆罐的大气阀,启动液压站,打开浸漆罐罐盖,气动插上锁销,将已准备好的工件吊装进罐。
气动拔出锁销,将浸漆罐罐盖关到位,按下“浸漆罐罐盖旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停止液压站油泵电机,关浸漆罐的大气阀。
4.浸漆罐预抽真空在浸漆罐罐盖关闭并旋紧、大气阀、储漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,浸漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开。
在冷却水压达到0.1MPa以上时真空机组自动启动,开始对浸漆罐抽真空。
当真空度达到400~600Pa后,真空机组自动停止运行,也可以触动“抽真空停止”按键,浸漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行,抽真空过程停止。
真空加压浸漆工艺分析
>5~8 >2
(1)优点。①不需要特殊设备容易实施。②方法简 单容易操作。
(2)缺点。①浸烘周期长,生产效率低。②由于漆 中含有50%左右的溶剂,在烘干过程中要白白挥发掉, 造成很大的浪费。③由于溶剂的挥发使漆膜在生产过 程中产生大量的微孔,降低了绕组的防潮性和导热性 能。④漆中含有对人体有害的甲苯、二甲苯等溶剂,在 浸烘过程中大量挥发,影响工人的身体健康。⑤每年因 绝缘处理不好造成的原材料费和人工费等增加。⑥浸 渍质量受温度影响易出现浸不透现象。
1普通二次浸漆
我公司以前采用的是普通二次浸漆(沉浸法)。电 动机绝缘等级以B级和F级为主。所浸的漆是1032三 聚氰胺醇酸树脂漆(B级)和155--1聚酯浸渍漆(F级), 溶剂为甲苯和二甲苯。1032漆的耐潮性、耐油性及内干 性较好,机械强度较高,且耐电弧。用于B级绝缘。155 —1漆的耐热性和电气性能较好,黏结力强,用于F级 绝缘,所采用的工艺是热沉浸工艺,浸烘次数为二次, 漆的黏度如下:
(10)出炉。 2.2效果
①可以较彻底驱除电动机绕组内的潮气和挥发物。 ②可以避免浸不透现象。③漆的黏度可以较高,以提高 填充性能。实践证明,一次真空压力浸漆的效果要比二 次普通浸漆好。
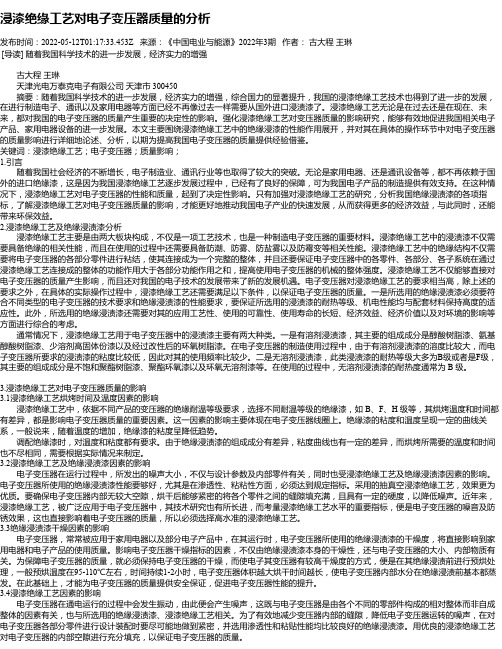
3 VPl真空加压浸渍系统
为了适应市场发展,满足生产大容量,高压电动机
图2 VPl真空压力浸渍系统示意圈 1、3—储漆罐2,4—过滤器5一真空泵6~压缩空气罐7一空气压缩机
62 I nll"tlltl·2008年第12期 万方数据
真空加压浸漆工艺分析
作者: 作者单位: 刊名:
英文刊名: 年,卷(期): 被引用次数:
张建忠, 程鲁伟, 张鹏, 李宁 山东建能西北骏马电机制造有限公司
电气制造 ELECTRICAL MANUFACTURING 2008,(12) 0次
真空环保浸漆工艺在电机修理行业的研究与应用
真空环保浸漆工艺在电机修理行业的研究与应用摘要:介绍了适应电机维修行业真空环保浸漆装置的研制、绝缘漆的选择、真空绝缘处理工艺的完善制定以及真空浸漆在电机修理行业的应用,切实解决了电机修理行业带外壳电机真空浸漆的难题,提高了电机绕组绝缘性能与生产效率,节约了原材料,减轻了工人的劳动强度,减少了浸漆过程中产生的有毒有害气体对环境的污染以及对现场人员身体的损害。
关键词:真空度电机维修行业真空环保绝缘处理工艺引言我公司作为新汶矿业集团指定的唯一电机专业化定点维修单位,主要承担矿用隔爆型电动机、变压器的修复工作。
因井下使用条件差,致使多种原因造成的电机绝缘降低,使电机不能正常使用,严重影响了矿方的生产。
矿井下恶劣的工况条件,决定了对电动机的质量以及生产修复工艺有着更加严格的要求。
电动机的绕组质量又是决定电动机质量的关键因素。
因此,采取一定的措施,提高电机绕组防潮能力,可以进一步提高电机维修质量,保证修理电机的正常使用,减少返修率,增加修理电机使用周期。
为此,在电动机的维修过程中,绕组的绝缘处理工艺,决定了绕组适应井下潮湿、高温等恶劣工况的能力。
绕组绝缘中的微孔和薄层间隙容易吸潮,影响绝缘电阻的阻值,并使绕组及绝缘导热性能变差,增大了氧气或其它腐蚀性物质与其接触的面积,导致绝缘氧化和腐蚀。
在电场作用下,绝缘中的气体容易电离,造成绝缘击穿。
通过绝缘处理就能把绕组及绝缘中的所有气体驱除,将绝缘漆填满绝缘中所有空隙,从而提高绕组的耐潮、耐热、导热和电气性能以及力学性能和化学稳定性。
电机绝缘处理即绕组的浸漆处理,浸漆处理的方法通常有滴浸、沉浸和真空浸漆三种形式。
其中真空浸漆可以将绕组及绝缘中所有气体驱除,将绝缘漆填满绕组及绝缘中所有空隙,绝缘处理质量最好。
电机制造厂家绝缘处理的工艺,在对电机绕组浸漆时,是没有电机外壳的,只需将绝缘漆漫过需浸漆工件即可,故电机制造厂家多选择真空浸漆。
电机修理与制造在绝缘处理工艺的区别是所有的电机都是带外壳的,如果像电机制造厂家那样浸漆,需将铁芯从电机壳体中压出。
绝缘漆浸渍工艺

绝缘漆浸渍工艺嘿,朋友们!今天咱来聊聊绝缘漆浸渍工艺,这可是个相当重要的活儿呢!你想想看,那些电器设备、电线电缆啥的,要是没有绝缘漆的保护,那得多危险啊,就好像人没穿衣服在外面跑一样,多不靠谱呀!而绝缘漆浸渍工艺呢,就像是给这些设备穿上了一层坚固的“保护衣”。
先来说说这绝缘漆吧,它就像是一个忠诚的卫士,默默地守护着里面的导体。
不同种类的绝缘漆有不同的特点和用途,就跟不同的人有不同的性格一样。
有的绝缘漆耐热性好,有的绝缘漆耐腐蚀性强,得根据具体的需求来选择合适的“卫士”。
那怎么进行浸渍呢?这可不是随随便便倒上去就行的。
就好比做饭,得掌握好火候和调料的搭配。
浸渍的时候,要把需要处理的东西放进去,让绝缘漆充分地包裹住每一个角落。
这过程就像给一个雕塑上色,得均匀细致,不能有遗漏的地方。
浸渍完了还不算完呢,还得进行干燥处理。
这就像是让衣服晾干一样,得给它足够的时间和合适的环境。
如果干燥不好,那可就前功尽弃啦,这“保护衣”可就不结实咯!在操作的时候可得小心啊,不能马虎大意。
就像走钢丝一样,得一步一步稳稳当当的。
要是不小心弄洒了绝缘漆,那可就麻烦了,清理起来可不容易呢!而且,还得注意安全,毕竟这绝缘漆也是有一定危险性的,可不能掉以轻心。
你说这绝缘漆浸渍工艺是不是很神奇?它能让那些普通的导体变得强大起来,能够抵御各种恶劣的环境和挑战。
就好像一个普通人经过锻炼和磨砺,变得坚强勇敢一样。
咱再想想,如果没有这个工艺,那我们的生活得变成啥样啊?电器可能随时会出故障,电线可能会漏电,那多吓人啊!所以说啊,这个看似不起眼的工艺,其实有着大大的作用呢!总之,绝缘漆浸渍工艺可不是闹着玩的,得认真对待,好好操作。
这不仅是对设备负责,也是对我们自己的安全负责。
大家可别小瞧了它哟!这就是我对绝缘漆浸渍工艺的理解,你觉得怎么样呢?。
高压绝缘拉杆真空压力浸渍成型工艺研究

绝缘材料2020,53(2)颜丙越等:高压绝缘拉杆真空压力浸渍成型工艺研究71高压绝缘拉杆真空压力浸渍成型工艺研究颜丙越',张卓I,杨威',尹立I,姜志国2,张羽『,陈新I,陈赞'(1.全球能源互联网研究院有限公司先进输电技术国家重点实验室,北京102211;2.北京化工大学材料科学与工程学院,北京100029)摘要:通过可视化模具充分模拟绝缘拉杆真空压力浸渍(VPI)成型工艺,研究了原材料选型、卷布工艺、浸渍温度、浸渍速度等工艺参数对VPI工艺的影响。
结果表明:A型聚酯纤维布与玻璃纤维布和环氧树脂的相容性更好;卷布时增加张力更加容易避免产品缺陷。
通过可视化模型获得了新的工艺参数,即浸渍温度为50〜60°C,浸渍速度为0.30g/s或0.50g/s,在此参数下能够获得浸渍良好的绝缘拉杆产品。
从基础物理性能、力学性能和电气性能3方面对新旧工艺参数下制备的绝缘拉杆产品进行比较,证实了可视化模型获得的工艺参数的优异性。
关键词:绝缘拉杆;VPI成型工艺;可视化模型中图分类号:TM215;TM205+.l文献标志码:A文章编号:1009-9239(2020)02-0071-05DOI:10.16790/ki.l009-9239.im.2020.02.011Research on VPI Forming Process ofHigh Voltage Insulated Pull RodYAN Bingyue',ZHANG Zhuo1,YANG Wei1,YIN Li',JIANG Zhiguo2,ZHANG Chong1,CHEN Xin1,CHEN Yun'(7.State Key Laboratory of Advanced Powder Transmission Technology,Global Energy InterconnectionResearch Institute,Beijing102211,China; 2.College of Materials Science and Engineering,Beijing University of Chemical Technology,Beijing100029,China)Abstract:The vacuum pressure impregnation(VPI)forming process of insulated pull rod was simulated by a visual mold,and the effects of process parameters such as raw material selection,fabrics winding process,impregnating temperature,and impregnating speed on the VPI process were studied.The results show that the type A polyester cloth and glass fiber cloth have better compatibility with epoxy resin.It is easier to avoid product defects by increasing the tension when winding fabrics.A new process parameters is obtained by the visual model,that is,the impregnating temperature is50〜60°C,the impregnating speed is0.30g/s or0.50g/s.A well impregnated insulated pull rod product can be obtained under these process parameters.The basic physical properties,mechanical properties,and electrical properties of the insulated pull rod products prepared by the new and old process parameters are compared,proving the su・periority of the new process parameters obtained by the visual model.Key words:insulated pull rod;VPI forming process;visual model0引言随着我国经济的高速发展,用电需求日益增收稿日期:2019-03-19修回日期:2019-06-04基金项目:国家电网有限公司总部科技项目(5455DW170027)作者简介:颜丙越(1987-),男(汉族),河北沧州人,工程师,研究方向为电工绝缘材料;张卓(1972-),男(汉族),辽宁沈阳人,高级工程师,研究方向为电工绝缘材料。
水性绝缘漆在真空浸漆工艺应用

水性绝缘漆在真空浸漆工艺应用
水性绝缘漆在真空浸漆工艺应用
电器产品在制造过程中大多涉及到绝缘浸演处理,目前国内主要使用含有大量“三苯”类易燎、易爆、有毒溶剂的绝缘漆浸渍,对环境造成极大的污染,同时在生产、储运过程中存在很大的安全隐患。
在倡导绿色生产、低碳生活的今天.研究所积极响应国家节能减排方针政策,推出自主研制的水溶性绝缘漆,于2006年在电动工具行业推广使用,并配合连续沉浸设备,实现流水线生产,受到用户的一致好评。
凭借水性绝缘漆在连续沉浸设备上的成功使用经验,上海电动工具研究所的技术人员结合真空浸漆设备的特点和工艺要求,又研究论证了水溶性绝缘漆在真空浸漆设备上应用的可行性,并在国内多家电机企业试点批里使用。
普遍认为:水溶性绝缘漆产品与真空浸漆工艺匹配性良好,且产品具有综合成本低、健康环保、使用方便、渗透性好、粘结强度高、耐热性好、优良的介电性等优势。
实践证明,这种新型绝缘漆适用于B/F/H级各类电机、电器线圈的真空浸渍绝缘处理。
精密电机有溶剂漆真空压力浸渍工艺研究及应用

精密电机有溶剂漆真空压力浸渍工艺研究及应用
张胜兰;陈雪勇;黎波;陈强
【期刊名称】《现代机械》
【年(卷),期】2018(000)002
【摘要】针对军用精密电机槽满率高、工作环境恶劣等特性,要求其电枢浸漆处理后的绝缘稳定性好.从真空浸漆与真空压力浸漆效果比较、真空压力浸漆技术的工艺参数优化、不同保护非浸漆部位方式等方面进行了工艺研究.与传统方法相比,采用研究后的技术方法浸漆,挂漆量更大、湿热试验中电机的绝缘电阻稳定.解决了此前进行浸漆后电机在湿热状态下绝缘稳定性较差的难题,从而提高精密军用电机的绝缘一致性.
【总页数】5页(P88-92)
【作者】张胜兰;陈雪勇;黎波;陈强
【作者单位】贵州航天林泉电机有限公司,贵州贵阳 550008;国家精密微特电机工程技术研究中心,贵州贵阳 550008;贵州航天林泉电机有限公司,贵州贵阳 550008;国家精密微特电机工程技术研究中心,贵州贵阳 550008;贵州航天林泉电机有限公司,贵州贵阳 550008;国家精密微特电机工程技术研究中心,贵州贵阳 550008;贵州航天林泉电机有限公司,贵州贵阳 550008;国家精密微特电机工程技术研究中心,贵州贵阳 550008
【正文语种】中文
【中图分类】TM305.2
【相关文献】
1.用无溶剂漆代替有溶剂漆浸渍电机绕组 [J], 陈继勇
2.高、低压电机通用F级无溶剂浸渍漆 [J], 周健;黄祖洪;董占先;董良才
3.高低压电机通用F级无溶剂浸渍漆 [J], 张桂林
4.水轮发电机单支线棒真空压力浸渍工艺研发 [J], 李书香
5.高、低压电机通用无溶剂浸渍漆选用研究 [J], 蒋续国
因版权原因,仅展示原文概要,查看原文内容请购买。
JF-9950K+VPI真空压力浸漆工艺
JF-9950K VPI真空压力浸渍工艺要求配备的仪器:4号粘度杯;温度计;点温计;1000V兆欧表。
数据记录:真空度,压力,粘度,烘箱实际温度,工件冷却后温度。
烘培时的绝缘电阻。
一.浸漆前准备1.1 检查设备和电源电压是否正常,检查漆液外观和粘度是否符合要求。
1.2 检查储漆罐内漆的粘度。
粘度控制在17s—26s(23℃),粘度会随温度变化而改变,温度高时粘度会变小,温度低时粘度会增大。
所以调整粘度时要对照粘度—温度曲线图。
1.3 粘度调整:漆缸内的漆粘度偏高时加入新漆调整。
二.使用工艺2.1 工件状况:洁净干燥、绝缘电阻要符合图纸要求。
2.2 工件预热温度:80~110℃。
预烘时间2h ~3h2.3 浸漆时工件温度冷至40℃以下。
2.4 浸漆方式:VPI真空压力浸漆。
2.4.1真空压力浸漆:浸漆时浸渍树脂温度控制在25~30℃之间。
A.将冷却后的工件置于浸漆罐中B.抽真空至浸漆罐内压力≤100pa。
保真空时间3h~4h。
C.保真空时间完成后进行输漆。
输完漆后,待泡沫消去后漆的液面要求高于工件面最高部分100mm以上。
注意:输漆过程中浸漆罐要保持真空状态,要求浸漆罐具有符合要求的保真空性能,否则因空气渗入,导致输漆不能一次完成,影响线圈的浸透。
输漆期间真空泵不能启动,否则导致苯乙烯抽走,漆的粘度快速增加。
同时会导致真空泵容易损坏。
D.输完漆后加压至0.6 MPa ~0.65MPa,保压4h。
加压介质:推荐采用经过过滤的干燥空气,最佳采用干燥氮气。
F.上面过程完成后降压,然后在0.2 MPa压力下进行回漆。
G.回完漆后在罐内滴漆,滴漆完成后,进行二次回漆。
H.取出工件,放进烘箱内烘干。
2.4.2 滴漆:滴漆时间不少于30min或工件不滴漆。
2.5烘干:在135~140℃烘2~3小时,然后升温到160~165℃并保温10h。
具体保温时间根据工件尺寸确定,以在165℃保温至电阻三次测试稳定为准(烘培时每小时测一次绝缘电阻)。
浸漆绝缘工艺对电子变压器质量的分析
浸漆绝缘工艺对电子变压器质量的分析发布时间:2022-05-12T01:17:33.453Z 来源:《中国电业与能源》2022年3期作者:古大程王琳[导读] 随着我国科学技术的进一步发展,经济实力的增强古大程王琳天津光电万泰克电子有限公司天津市 300450摘要:随着我国科学技术的进一步发展,经济实力的增强,综合国力的显著提升,我国的浸漆绝缘工艺技术也得到了进一步的发展,在进行制造电子、通讯以及家用电器等方面已经不再像过去一样需要从国外进口浸渍漆了。
浸漆绝缘工艺无论是在过去还是在现在、未来,都对我国的电子变压器的质量产生重要的决定性的影响。
强化浸漆绝缘工艺对变压器质量的影响研究,能够有效地促进我国相关电子产品、家用电器设备的进一步发展。
本文主要围绕浸漆绝缘工艺中的绝缘浸漆的性能作用展开,并对其在具体的操作环节中对电子变压器的质量影响进行详细地论述、分析,以期为提高我国电子变压器的质量提供经验借鉴。
关键词:浸漆绝缘工艺;电子变压器;质量影响;1.引言随着我国社会经济的不断增长,电子制造业、通讯行业等也取得了较大的突破。
无论是家用电器、还是通讯设备等,都不再依赖于国外的进口绝缘漆,这是因为我国浸漆绝缘工艺逐步发展过程中,已经有了良好的保障,可为我国电子产品的制造提供有效支持。
在这种情况下,浸漆绝缘工艺对电子变压器的性能和质量,起到了决定性影响。
只有加强对浸漆绝缘工艺的研究,分析我国绝缘浸渍漆的各项指标,了解浸漆绝缘工艺对电子变压器质量的影响,才能更好地推动我国电子产业的快速发展,从而获得更多的经济效益,与此同时,还能带来环保效益。
2.浸漆绝缘工艺及绝缘浸渍漆分析浸漆绝缘工艺主要是由两大板块构成,不仅是一项工艺技术,也是一种制造电子变压器的重要材料。
浸漆绝缘工艺中的浸渍漆不仅需要具备绝缘的相关性能,而且在使用的过程中还需要具备防潮、防雾、防盐雾以及防霉变等相关性能。
浸漆绝缘工艺中的绝缘结构不仅需要将电子变压器的各部分零件进行粘结,使其连接成为一个完整的整体,并且还要保证电子变压器中的各零件、各部分、各子系统在通过浸漆绝缘工艺连接成的整体的功能作用大于各部分功能作用之和,提高使用电子变压器的机械的整体强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空压力浸漆绝缘工艺研究Insulation Technology Study about Vacuum PressureImpregnation1 真空压力浸漆(简称:VPI)绝缘工艺1 Vacuum Pressure Impregnation (VPI) Insulation ProcessVPI-真空压力浸渍工艺是将工件预烘去潮后冷却,置于真空环境中,排除白坯线圈内部的空气和挥发物,依靠真空中漆液重力和线圈毛细管作用,以及利用干燥的压缩空气或惰性气体,对解除真空后的浸渍漆液施加一定压力的作用,使漆液迅速渗透并充满绝缘结构内层。
在国内,目前VPI还是一种间隙作业的绝缘工艺。
工件的滴干工序在浸漆罐内进行,其干燥工序一般另设容器或烘箱进行,方式有真空干燥、常压静置干燥或旋转干燥。
The process of VPI-Vacuum pressure impregnation technology is to cool the workpiece after pre-baking and dehumidify, then put it into vacuum environment and exhaust air and volatiles inside the coil. After that put pressure on the impregnation varnish liquid by depending on the action between liquid gravity and coil capillary and utilizing dry compressed air or inactive gas, then the varnish liquid will penetrate and be full of inner of insulation. So far, the VPI process is a discontinuous operation at home. The process of drip-dry works in impregnation cans. And the drying process works in the other heating devices, the methodsinclude vacuum drying, stranding drying at ordinary pressure and rotating drying.VPI-工艺流程:⊙→预烘除湿→入罐→真空排气→真空浸漆→压力浸渍→压力排漆→卸压滴漆→出罐→固化干燥→⊙。
VPI-process: ⊙→pre-baking and to dehumidify→workpiece into the vacuum exhaust tank→vacuum exhaust→vacuum impregnation→pressure impregnation→pressure remove paint→relief pressure, dripping paint→workpiece out the tank→curing baking→⊙.比较:显然,VPI在漆液渗透方面和浸渍方面,远远优于其它浸漆工艺。
在应用方面,VPI更适合大型高压线圈、多层齐绕磁轭线圈和要求较高的大型绕组、以及其它高压线圈。
理论上,VPI的应用,真空和压力可以做得相当的高,当然成本也高了。
FGH则不然,由于连续作业,以及产量和成本的具体要求,其应用具有一定范围的限制。
Make a comparison: Obviously, the varnish liquid penetration and impregnation of VPI is superior to the other technology. In terms of application, VPI better suits the large-scale high voltage coil, multilayer magnetic yoke coil, demanding large-scale coil and other high voltage coil. In theory, vacuum and pressure can achieve quite high while applying VPI, the costis high at the same time. On the contrary, FGH is not the case. Because of the continuous operation and the specificrequirements of production and cost, which limit the range of application.在应用试验和实际工作中,我们发现,真空环境对于某一温度条件下的一种浸渍漆液,当其真空度低于某一绝对压力的数值时,亦即达到某一对应的“临界”真空时,会导致该浸渍漆液中大量泡沫和液面大量雾气的产生,即发生“沫化”和“雾化”现象。
“沫化”造成漆液中大量空穴,会阻碍浸渗。
“雾化”致使溶剂或稀释剂大量逸出,会影响固化。
In the application testing and actual operation, we found that it exists one kind of varnish liquid under one certain degree in vacuum. When the vacuum degree is lower than the absolute pressure value or up to a certain “critical” vacuum, it will produce a lot of foam and mist in the varnish liquid. This phenomenon is called “foaming” and “nebulization”. “Foaming” will cause a lot of void in varnish liquid and influence the infiltration. “Nebulization” will cause lots of solvent or thinner overflow and influence solidification.对于压力,原则上加压是为了使漆液更容易进入填充空隙,输漆过程实际上就有一个大气压。
如果绝缘结构内毛细管的润湿性已经平衡,则增加压力对整个绝缘结构的填充并无明显作用,除非在固化时一直维持增加的压力,所以,增加填充的有效途径,是降低漆的粘度和减小绝缘结构空隙、提高毛细管效应,而不是提高压力。
根据“粘度与压力对渗透速率”的试验,其数据显示:当漆液粘度较大时,增大压力对填充速度有较大作用,在漆液粘度小时,增大压力对填充速度的作用不显着。
然而,漆液粘度却对填充速度具有十分显着的影响,二者呈反比关系。
In principle, the pressure is to make the varnish liquid filling voids easier. Actually, there is one atmospheric pressure in the process of transporting the varnish liquid. Unless to maintain the pressure in the process of curing, or there is no obvious effect to increase pressure on the whole insulation structure if the capillary in the structure has achieved balance of wettability. Therefore, the effective method to increase the filling is to reduce viscosity of varnish, minish the insulation gap and improve the capillary effect, instead of increasing the pressure. According to test of “viscosity and pressure on the permeation rate”, the data shows that: Add the pressure has great effect on the speed of filling when the varnish liquid is in larger viscosity. On the other hand, it’s not obvious of the filling speed while add pressure if the varnish is in low viscosity. However, the viscosity of the varnish has significant impact on the filling speed, there exists inverse relationship between the two aspects.由此可见,在VPI工艺的应用中,片面强调和单纯追求高真空或高压力,是盲目和无益的。
其结果会影响浸渍效率,甚至会破坏浸渍质量。
一种工艺对不同的绝缘结构以及不同的技术要求,其实际工艺参数也各不相同。
譬如VPI共有四种工艺参数,即真空Vi、压力Pi、温度Ti、时间ti,其中i为1、2、3、…….,n(n是VP工艺工序的总数,i是工序次序)。
绝缘结构(W)、技术指标(A)、漆液特性(E)是这四种工艺参数的基本函数元素。
Thus it’s useless and blind to emphasis and pursuit the high vacuum or high pressure in theapplication of VPI process. The result will affect the efficiency of impregnation and even destroy the quality. One process has different insulation structure and different demands on technology, and the actual process parameters are varied. For example, there are four parameters in VPI process, namely vacuum Vi, pressure Pi, temperature Ti, time ti. And “I” means 1, 2, 3…, n (“n” is the total number of VP, and “I” is t he order of process). The basic function elements of the four process parameters are insulation (W), technical indicators (A) and varnish liquid properties (E).2 电机、变压器绕组的浸漆绝缘处理工艺2 Impregnation insulation process of motor and transformer coil.从沉浸即普通浸渍到多次浸渍,又到滴漆,滚浸和真空浸漆,真空压力浸渍发展到工艺连续的普通沉浸,滴漆和滚浸,最后到真空浸漆烘干一体化,形成了一系列多样的机械化连续作业,应用现代计算机技术和PLC技术自动化控制的浸渍工艺,这是不断地通过技术革新,生产需求和社会发展的推动,逐步演变发展,正是这种推动,又产生了新一代真空浸漆烘干机,节能、环保成一体的高新技术产品、名牌产品,国内外近600家用户使用。