邯钢2250热轧物料跟踪系统研究与改进
武钢2250mm热轧厂生产物流管理系统的研究与开发

Research and Development of Production Logistics Management System in 2250mm Hot-rolling Mill of
Wuhan Steel Works
作者: 何志林 [1] 李苏剑 [2]
作者机构: 山西运城学院,计算机系,山西,运城,044000[1] 北京科技大学,物流研究所,北
京,100083[2]
出版物刊名: 物流技术
页码: 69-71页
主题词: 生产物流管理系统 钢铁企业 流程再造 系统开发 全面质量管理
摘要:生产物流管理系统是钢铁企业重要的计算机管理与控制系统,主要进行生产中间仓库
物流作业管理与控制、生产线物流跟踪、生产计划在线调整和生产计划下传与生产实绩收集等
工作.本文介绍了武钢2 250mm热轧厂的生产物流管理系统的主要功能、采用的主要技术与方
法和保证系统成功开发与运行的主要措施.。
浅谈邯钢2250mm热轧带钢板形的控制

浅谈邯钢2250mm热轧带钢板形的控制作者:魏妍张亮马鹤来源:《中国科技博览》2017年第04期[摘要]随着钢铁工业的不断进步与发展,如何实现高精度热轧带钢来满足用户日益严格的质量需求,已成为热轧板带钢生产企业追求的重点,本文分析了冷轧备料中存在的板形问题,对影响板形的主要因素和可控因素进行调整,为带钢板形得到明显改善提供了重要依据。
[关键词]热轧板形;凸度;控制中图分类号:TQ322 文献标识码:A 文章编号:1009-914X(2017)04-0049-011 前言结合邯钢2250mm热轧厂的生产实际情况,对影响板形的主要因素进行了分析,选择可控因素进行调整,提高了板形质量,为冷轧提供高精度原料,带钢板形得到了明显改善。
对于热轧而言,质量控制重点主要包括四个方面:尺寸精确、板形好、表面光滑、性能好。
其中:板形一直是产品控制的重点也是难点。
1.1 板形的定义及表现形式板形定义分为“广义板形”和“狭义板形”。
广义板形:通指带钢横断面几何形状和带钢的平坦度。
广义板形包括:凸度、楔度、边部剪薄量、局部高点、平坦度等。
狭义板形:指带钢的平直度,直观的说是板材的翘曲程度;实质是指带钢内部残余应力的分布。
1.2 企业概况冷轧生产的汽车板原料是由热轧提供,故热轧产品的板形质量对汽车面板等高端产品至关重要,所以对热轧的原料就提出了更高的要求。
本文主要针对中间坯以及带卷的横断面形状即板凸度进行分析研究,其目的为减小实际凸度与目标凸度的差值,提供高精度板形原料。
邯钢公司邯宝2250mm热连轧生产线采用加热炉数字化燃烧、定宽机大侧压、中间坯边部加热、精轧机组多手段板形控制和大功率交直交变频传动等先进技术,具有生产工艺先进、设备配置合理、轧机能力大和控制手段齐全等特点。
2 影响板形的主要因素通过分析影响板形凸度的各种因素,选择可控因素进行调整,减小凸度偏差。
影响热轧带钢板形的因素主要分为:PCFC计算模型的准确性,中间坯板形质量,轧辊的磨损程度以及操作工的技术水平,等等。
2250热轧短行程应用及改进

1 .
1 引 言
2 2 5 0热轧板厂在粗轧采用 的是 大刚压下策 略, 由于在粗轧大立辊 ( r o u g h m i l l 简称 R E) 处 的 侧压量相对较大 , 侧压变形不深人 , 两侧狗骨高度 较大。在进行水平轧制 的过程 中, 板坯头部由于 立辊 轧制 造 成 边 部 和 中 心 金 属 在 纵 向 延 伸 不 均 匀, 头部失宽量在立轧后就 已经存在 , 加上头部狗 骨水平轧制的宽展恢复无法补偿此部分的宽度损 失, 从而形成“ 舌头” 缺陷。尾部失宽则是 由于靠 近带钢尾端的立轧所形成的狗骨小 , 其随后 的水 平轧制宽展量小 , 因此板坯的头尾部会形成 “ 舌 头鱼尾” 缺陷。 粗轧 短 行 程 ( S h o r t S t r o k e C o n t r o l以下 简 称 S S C ) 控制是热轧粗 轧宽度控制过程 中对头尾端 部形状调整 , 减少宽度偏差以及减少成材率损失 的主要方法。通过对生产情况进行分析总结 , 对 原有短行程控制程序进行改 良, 提高 了带钢头尾 宽度精度 , 取得 了良好的经济效益 。
度控制是否合格就取决于 S S C表值 的合理件 。 而实 际轧 制过 程 中 , 由于 板 坯来 料 头尾 宽度 的波动 、 出炉温度的波动等因素的影响 , 取固定值
的方 式不 能满 足 现场 实 际轧 制情 况 , 对 于 现 场 的 适应 能力 差 , 不能 达到 良好 的头尾 控制效 果 。
2 原控 制系统原理 短行程控制功能作用点如图1 所示。
3 S S C功 能的优化
3 . 1 操 作人 员干预 功 能的新 增及 优化
3 . 1 . 1 短 行 程 整 体 干 预 功 能
扦 = l - ・ 一 立 鞋 短 行 程 参 数 曲 线 — - _ . . 一 、 , 、
2250mm热连轧粗轧区域跟踪控制分析及改进

291管理及其他M anagement and other2250mm 热连轧粗轧区域跟踪控制分析及改进王 健(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)摘 要:介绍了首钢京唐2250粗轧区域跟踪控制存在的问题,通过合理的对一级控制程序及现场设备的优化改进,提高了粗轧区域板坯跟踪的控制精度,减少事故的发生。
关键词:粗轧;跟踪控制;一级程序;现场设备中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2019)12-0291-2收稿日期:2019-12作者简介:王健,男,生于1988年,河北唐山人,研究方向:轧钢。
首钢热轧2250mm 热连轧于2009年正式投产,主要区域加热炉区域、粗轧区域、精轧区域、卷取区域。
其中粗轧区域设备包括高压水除鳞机、压力定宽机、R1可逆粗轧机、R2可逆轧机以及连接辊道。
所谓粗轧物料跟踪就是指控制钢坯的活动,通过物料跟踪控制轧线设备的动作时序,传输轧制数据。
板坯正确传输是生产工艺要求的基本功能之一。
通过板坯跟踪来实现相关设备的动作:如,侧导板的对中控制,定宽机的头尾短行程控制,立辊短行程和位置控制,轧机的咬钢控制,高压除鳞水的开闭控制,辊道的升降速控制等。
跟踪出错,必然导致相关设备的动作出错,进而影响板坯的工艺、质量要求。
由于来料板坯的复杂性以及现场环境(水汽、氧化铁皮飞溅)干扰的影响,造成回退板坯,推废板坯,产生带出品的故障经常发生[1]。
1 影响粗轧区域板坯跟踪主要问题的原因分析1.1 板坯在SSP入口打滑,造成跟踪出错板坯在SSP 入口频繁出现打滑引起的跟踪出错事故,跟踪出错导致SSP 前侧导板对中异常(侧导板无法夹到板坯或只夹到一部分)。
造成侧导板入口和出口宽度超偏差200mm 以上,触发连锁保护。
SSP 入口夹送辊“板坯跟踪”建立滞后或者提早,都会对定宽机的后续控制产生影响。
具体表现为:板坯出现头部、尾部宽窄不一的不合格产品,板坯出现整体宽度超宽或拉窄的不合格产品。
邯钢2250mm热轧生产线轧制节奏的分析及优化
邯钢2250mm热轧生产线轧制节奏的分析及优化【摘要】通过对邯钢2250热轧生产线精轧入口的速度切换、精轧入口摆动、飞剪剪切命令启动、二级数据下发等方面控制的优化,加快了轧制节奏,解决了由于热轧生产线精轧轧制区长度长导致的节奏太慢及尾部温度偏低的问题,大大降低了板坯在精轧入口摆动的频率,小时产量由原来的25块提高到了30块,使2250热轧生产线的产能从设计的450万吨提高到了500万吨。
并对今后的热轧生产线设计起到了一定的指导作用。
【关键词】精轧入口辊道;摆动;速度切换;禁止入钢;同步速度;物料跟踪项目概况邯钢西区2250热轧厂是以生产汽车用钢、船体用结构钢、高耐候性结构钢为主导产品,产品的主要特点集中在高强度、高精度、高表面质量和薄规格等方面。
设计生产规模为年产热轧钢卷450万t,成品钢卷/板446.8万t。
随着我厂达产目标的顺利完成,产能近一步释放,轧制节奏成了阻挡产能进一步增加的瓶颈。
面对钢铁行业的严峻形势、用户不断提高的要求以及成本的极大压力,在保证产品质量的同时,在有效轧制时间内使生产线发挥最大产能变得尤为重要,其关键环节就是轧制线的小时产量,具体表达参数就是轧制节奏。
本文通过对计算机控制系统进行程序优化,有效地提高了轧制节奏,取得了良好的应用效果。
一、热连轧精轧区域设备及控制工艺1、热轧精轧区域的设备组成邯钢热轧2250热轧的精轧区域设备包括延迟辊道、精轧入口辊道、飞剪、除鳞机、F1-F7轧机。
控制系统分为一级控制系统(L1)和二级控制系统(L2)。
L1主要完成扇贝的顺序控制,自动位置控制、速度控制、带钢的温度、厚度、宽度、板型控制以及各种操作界面和数据采集等任务。
L2主要完成材料跟踪,过程参数的设定计算,以及操作指导等任务。
2、精轧区域设备控制工艺精轧区域设备控制主要分为精轧入口区域控制和精轧轧机控制。
而影响轧制节奏的主要瓶颈就在精轧入口的控制。
精轧入口控制主要包括:⑴、延迟辊道速度切换控制⑵、精轧入口速度控制⑶、精轧入口摆动控制⑷、精轧入口前后两块板坯距离控制⑸、精轧区域二级数据下发控制⑹、飞剪的剪切控制当板坯从R2轧制完最后一道次,进入精轧区域,首先延迟辊道以6米/秒的速度将板坯传送到飞剪入口,到达EE23HMD 时速度切换为1.1米/秒的切头部速度,切头完成后,速度切换为精轧机速度进入精轧机轧制。
2250热轧厂卷取机助卷辊优化与改造

专 业 研 讨1612250热轧厂卷取机助卷辊优化与改造殷光达(河北钢铁集团邯钢西区热轧厂 河北 邯郸 056015) ʌ中图分类号ɔT G 333.24 ʌ文献标识码ɔA ʌ文章编号ɔ1003-9619(2019)33-0161-01 ʌ简介ɔ邯钢西区2250热轧厂卷取区域由三台卷取机组成,是热轧过程中的最后一道主要工序㊂三台卷取机为地下型式㊁全液压卷取机,在尺寸,外形,功能等方面完全一致㊂卷取机主要包括侧导板㊁夹送辊㊁助卷辊㊁芯轴㊁卸卷小车等关键设备㊂1 卷取机特点描述1.1 卷筒结构为斜楔柱塞式,机座是固定的,在悬臂端设有活动支撑㊂1.2 助卷辊采用三个助卷辊单独定位控制,夹送辊㊁助卷辊辊缝的设定,侧导板开口度调整都由液压缸完成,提高了机械动作的快速性和稳定性㊂1.3 助卷辊采用踏步控制技术,避免在卷取开始时助卷辊对带钢头部造成冲击,引起带钢表面缺陷㊂1.4 卷筒驱动采用两级变速齿轮减速箱传动,卷筒的控制方式为转速控制㊂2 卷取机工艺过程描述带钢头部离开精轧机时,卷取机处于准备状态㊂此时,上夹送辊下压,助卷辊围抱卷筒,助卷辊和夹送辊在各自的辊缝调整机构控制下,在上㊁下夹送辊辊之间㊁助卷辊与卷筒之间都保持有与带钢厚度相适应的辊缝,同时为便于穿带,夹送辊㊁助卷辊辊㊁卷筒速度超前于带钢速度旋转㊂带钢进入卷取机时,夹送辊前导板正确导向,借助导板,在夹送辊和卷筒之间形成封闭路径,使带钢能顺利卷上卷筒㊂待带钢卷上3~5圈后,带钢在卷筒和轧机之间即能建立稳定的张力,此时上夹送辊抬起,助卷辊全部打开,卷筒和轧机一起加速至最高速,进入正常卷取状态㊂带尾即将离开轧机时,卷取机进入收卷状态㊂轧机与卷取机同时降速,助卷辊合拢,压住外层带卷㊂当带钢脱离末架轧机时,夹送辊夹紧,传动电机处于发电状态,带钢在夹送辊和卷筒之间建立张力,避免带尾跑偏或钢卷外层松散㊂卸卷时,助卷辊打开,卸卷小车托起带卷,待卷筒收缩后,可将钢卷移出㊂此后卷取机又恢复准备工作状态㊂通过对卷取机特点及工艺过程的了解,我们发现助卷辊做为卷取机的关键设备,起到了至关重要的作用㊂在卷取的过程中,助卷辊将处于高速旋转的状态,最高时速可达16m /s,并且由于工艺和设备的需要,在卷取的过程中,还受到大量冷却水的冲击㊂这样一来,助卷辊的润滑就显的尤为重要了㊂3 存在问题一台卷取机有三个助卷辊,顺时针依次标注为1#2#3#助卷辊㊂三个助卷辊尺寸㊁材质相同,为长3100mm ,直径为380mm 的实心辊,采用冷却水喷射式的外冷方式进行冷却㊂每个助卷辊均有两个轴承,轴承型号为S K F 24132C C /W 33/C 4,依靠一个型号为V S G 6V A-K R V A 的干油分配器,采用集中供油润滑的方式对助卷辊轴承进行润滑,润滑油品采用最为常见的E P 2干油㊂由于现场环境恶劣,大量冷却水的存在,致使2#3#助卷辊在生产中长期处于水浇的状态(1#助卷辊由于位置原因,水浇量较小)㊂尤其是2#助卷辊,在生产过程中,始终处于冷却水冲刷的状态之下㊂再加上,热轧厂每月生产特种钢的产量及比例在逐渐增大,特种钢的强度及厚度相比普通钢要大许多,对助卷辊的冲击力就更大了,致使助卷辊的轴承密封性能大大降低㊂这样一来,干油雾化的几率进一步增大,导致助卷辊发生抱死的故障几率增大,严重影响了卷取机的正常运行㊂4 原因分析针对卷取机助卷辊的现状分析,原有的干油自动润滑系统已无法满足助卷辊的润滑㊂由于每个助卷辊的两个轴承只有一个干油分配器,仅依靠缩短干油泵的运行周期来增大助卷辊轴承的供油量,1#助卷辊轴承尚可基本满足,根本无法2#3#助卷辊轴承的干油需求量㊂若通过手动加油的方式来满足2#3#助卷辊轴承的正常供油,在时间上影响较大,影响卷取机的正常运行㊂通过分析原因,现场实际测量测绘,计算成本等方面的考虑,分别对1#2#3#助卷辊的干油润滑系统进行不同的优化和改造㊂在增大自动干油润滑的同时,也要实现手动快速加油的便捷㊂并且对于2#3#助卷辊(位置处于下方)轴承密封进行改造㊂在保证不破坏密封的前提下,保证较少的冷却水进入助卷辊轴承内部,增加轴承的使用寿命㊂5 改进措施1#助卷辊:由于位置较高,水冲水浇的水量较小,通过集中供油方式即可满足助卷辊正常的运行需要,无需手动补油㊂但由于特种钢的原因,故增加一个干油分配器来保证供油量,实现一个分配器给一个助卷辊轴承供油,并将分配器供油指针旋转,实现双倍供油㊂2#3#助卷辊:由于位置较低,水冲水浇的水量较大,通过集中供油方式根本无法满足助卷辊正常的运行需要,故需定期手动补油,才可满足助卷辊的正常运行㊂正常情况下,两个高压球阀处于关闭状态,保证2#3#助卷辊的正常周期集中供油㊂根据助卷辊的运行状况,若需要手动补油时,将操作侧高压球阀打开,传动侧高压球阀关闭,并通知操作将干油泵更换为连续补油状态,即可实现对助卷辊操作侧轴承座的手动补油㊂将传动侧高压球阀打开,操作侧高压球阀关闭,并通知操作将干油泵更换为连续周期补油状态,即可实现对助卷辊传动侧轴承座的手动补油㊂无需设备停机,并且补油时间大约只需要10分钟左右,省时省心省力㊂同时,根据现场实际情况,对2#3#助卷辊轴承座加装了新设计的挡水环,将原有的助卷辊轴承座设计成为一种防水型的助卷辊轴承座㊂它包括两个改进的迷宫式密封环,一个加大的密封环通过过盈配合固定在助卷辊上,密封环与助卷辊通过O 型圈进行防水㊂另一个密封环改成了带凸缘的结构,其通过螺栓固定在轴承座上㊂两个改进的迷宫式密封环配合在一起,可有效防止冷却水进入轴承座内部㊂一个密封环半径在原有基础上加大47毫米,并且向轴承座外侧延伸28毫米,密封环采用热装的方式安装到助卷辊上,在工作时与辊子一起转动,密封环与辊子之间采用O 型圈防水,O 型圈直径为6毫米,长度为830毫米㊂另一个密封环凸缘高度为5毫米,厚度为5.6毫米㊂轴承座组装完毕后两个改进的迷宫式密封环外部间隙为3毫米,从结构上解决了冷却水进入轴承座内部的难题,轴承座与芯轴㊁助卷辊支架等设备不干涉㊂通过改进助卷辊轴承座的结构,使轴承座内侧的两个迷宫式密封环,V 型垫㊁O 型圈组合在一起,起到防水作用㊂有效防止了冷却水进入助卷辊轴承内部造成干油乳化变质,最终导致轴承损坏的情况,保证助卷辊轴承的良好润滑,延长了助卷辊的使用寿命,保证生产节奏㊂6 改进效果卷取机助卷辊干油系统改造后,通过一段时间的运行观察,助卷辊润滑效果良好㊂在保证助卷辊正常运行的同时,也延长了助卷辊的使用寿命,节省了维修更换的人力物力㊂在实现助卷辊的无间隙加油润滑的同时,也防止了冷却水进入轴承座,保证了助卷辊的正常运行,卷取机的正常生产㊂。
2250热轧线飞剪废料收集设备优化
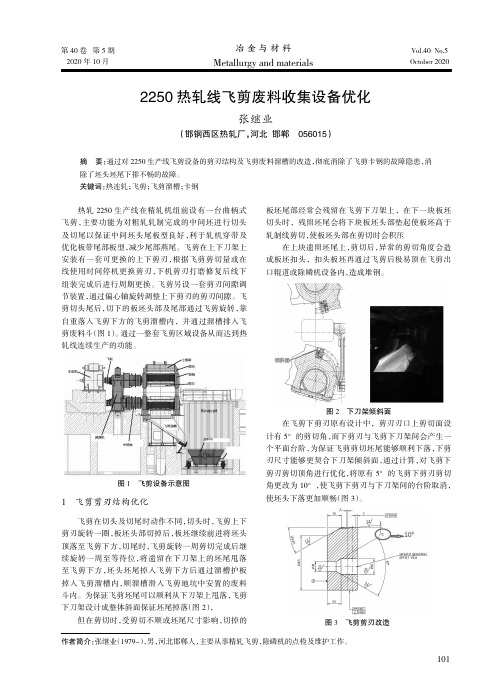
2250热轧线飞剪废料收集设备优化张继业(邯钢西区热轧厂,河北邯郸056015)摘要:通过对2250生产线飞剪设备的剪刃结构及飞剪废料溜槽的改造,彻底消除了飞剪卡钢的故障隐患,消除了坯头坯尾下排不畅的故障。
关键词:热连轧;飞剪;飞剪溜槽;卡钢Metallurgy and materials作者简介:张继业(1979-),男,河北邯郸人,主要从事精轧飞剪,除磷机的点检及维护工作。
热轧2250生产线在精轧机组前设有一台曲柄式飞剪,主要功能为对粗轧轧制完成的中间坯进行切头及切尾以保证中间坯头尾板型良好,利于轧机穿带及优化板带尾部板型,减少尾部燕尾。
飞剪在上下刀架上安装有一套可更换的上下剪刃,根据飞剪剪切量或在线使用时间停机更换剪刃,下机剪刃打磨修复后线下组装完成后进行周期更换。
飞剪另设一套剪刃间隙调节装置,通过偏心轴旋转调整上下剪刃的剪刃间隙。
飞剪切头尾后,切下的板坯头部及尾部通过飞剪旋转,靠自重落入飞剪下方的飞剪溜槽内,并通过溜槽排入飞剪废料斗(图1)。
通过一整套飞剪区域设备从而达到热轧线连续生产的功能。
图1飞剪设备示意图1飞剪剪刃结构优化飞剪在切头及切尾时动作不同,切头时,飞剪上下剪刃旋转一圈,板坯头部切掉后,板坯继续前进将坯头顶落至飞剪下方,切尾时,飞剪旋转一周剪切完成后继续旋转一周至等待位,将遗留在下刀架上的坯尾甩落至飞剪下方,坯头坯尾掉入飞剪下方后通过溜槽护板掉入飞剪溜槽内,顺溜槽滑入飞剪地坑中安置的废料斗内。
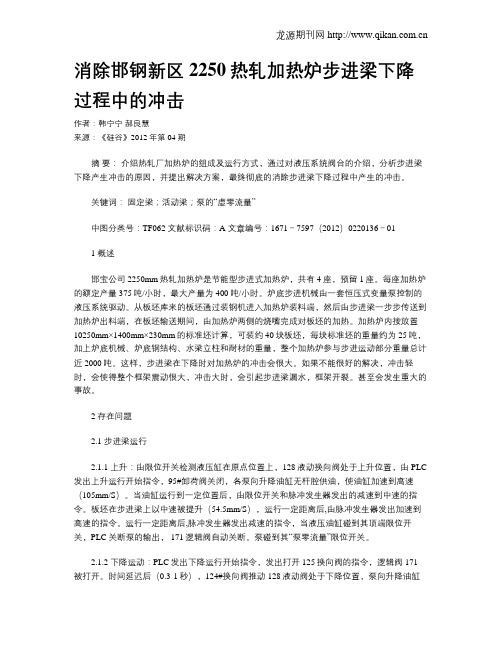
为保证飞剪坯尾可以顺利从下刀架上甩落,飞剪下刀架设计成整体斜面保证坯尾掉落(图2),但在剪切时,受剪切不顺或坯尾尺寸影响,切掉的板坯尾部经常会残留在飞剪下刀架上,在下一块板坯切头时,残留坯尾会将下块板坯头部垫起使板坯高于轧制线剪切,使板坯头部在剪切时会积压在上块遗留坯尾上,剪切后,异常的剪切角度会造成板坯扣头,扣头板坯再通过飞剪后极易顶在飞剪出口辊道或除鳞机设备内,造成堆钢。
图2下刀架倾斜面在飞剪下剪刃原有设计中,剪刃刃口上剪切面设计有5°的剪切角,而下剪刃与飞剪下刀架间会产生一个平面台阶,为保证飞剪剪切坯尾能够顺利下落,下剪刃尺寸能够更契合下刀架倾斜面,通过计算,对飞剪下剪刃剪切顶角进行优化,将原有5°的飞剪下剪刃剪切角更改为10°,使飞剪下剪刃与下刀架间的台阶取消,使坯头下落更加顺畅(图3)。
消除邯钢新区2250热轧加热炉步进梁下降过程中的冲击
消除邯钢新区2250热轧加热炉步进梁下降过程中的冲击作者:韩宁宁郝良慧来源:《硅谷》2012年第04期摘要:介绍热轧厂加热炉的组成及运行方式,通过对液压系统阀台的介绍,分析步进梁下降产生冲击的原因,并提出解决方案,最终彻底的消除步进梁下降过程中产生的冲击。
关键词:固定梁;活动梁;泵的“虚零流量”中图分类号:TF062 文献标识码:A 文章编号:1671-7597(2012)0220136-011 概述邯宝公司2250mm热轧加热炉是节能型步进式加热炉,共有4座,预留1座。
每座加热炉的额定产量375吨/小时,最大产量为400吨/小时。
炉底步进机械由一套恒压式变量泵控制的液压系统驱动。
从板坯库来的板坯通过装钢机进入加热炉装料端,然后由步进梁一步步传送到加热炉出料端,在板坯输送期间,由加热炉两侧的烧嘴完成对板坯的加热。
加热炉内按放置10250mm×1400mm×230mm的标准坯计算,可装约40块板坯,每块标准坯的重量约为25吨,加上炉底机械、炉底钢结构、水梁立柱和耐材的重量,整个加热炉参与步进运动部分重量总计近2000吨。
这样,步进梁在下降时对加热炉的冲击会很大。
如果不能很好的解决,冲击轻时,会使得整个框架震动很大,冲击大时,会引起步进梁漏水,框架开裂。
甚至会发生重大的事故。
2 存在问题2.1 步进梁运行2.1.1 上升:由限位开关检测液压缸在原点位置上,128液动换向阀处于上升位置,由PLC 发出上升运行开始指令,95#卸荷阀关闭,各泵向升降油缸无杆腔供油,使油缸加速到高速(105mm/S)。
当油缸运行到一定位置后,由限位开关和脉冲发生器发出的减速到中速的指令。
板坯在步进梁上以中速被提升(54.5mm/S),运行一定距离后,由脉冲发生器发出加速到高速的指令。
运行一定距离后,脉冲发生器发出减速的指令,当液压油缸碰到其顶端限位开关,PLC关断泵的输出, 171逻辑阀自动关断。
泵碰到其“泵零流量”限位开关。