MAN183-2螺栓及其它防蚀层选择
氧化聚合型包覆防腐技术

目录1异形节点腐蚀现状 (1)1.1大气区异形节点腐蚀的严重性 (1)1.2大气区异形节点腐蚀严重性实例 (1)1.2.1螺栓腐蚀 (1)1.2.2储罐边缘板腐蚀 (2)1.2.3法兰腐蚀 (2)1.2.4焊接部位腐蚀 (2)1.2.5桥梁钢索腐蚀 (3)2氧化聚合型包覆防腐蚀技术(OTC) (4)2.1OTC包覆防腐蚀技术特点 (4)2.2OTC包覆防腐蚀技术施工步骤 (5)2.3OTC包覆防腐蚀技术验收检测项目 (7)2.4OTC包覆防腐蚀技术优势 (8)3氧化聚合型包覆防腐蚀技术(OTC)施工工艺 (8)3.1地脚螺栓 (9)3.2储罐边缘板 (10)3.3法兰 (13)3.4异型材料 (9)3.5钢索防水套 (13)3.6桥梁钢索 (14)4工程业绩及应用案例 (15)4.1工程业绩 (15)4.2应用实例 (16)4.2.1大连国际会议中心 (16)4.2.2湛江港粮食储仓边缘板 (16)4.2.3天津LNG管廊地脚螺栓 (17)4.2.4淄博华伟银凯储罐边缘板 (17)4.2.5丹东华能电厂法兰 (18)4.2.6青岛海湾大桥吊杆防水套 (18)4.2.7宁波中化兴中码头消防水罐边缘板 (18)4.2.8青岛大炼油电梯井 (19)4.2.9日本大野大桥钢索 (19)1异形节点腐蚀现状1.1大气区异形节点腐蚀的严重性金属材料在大气环境中受盐分、湿度及其他酸性气体的强烈影响,耐腐蚀性能较差,大大降低了金属构造物的使用寿命,直接影响使用安全。
尤其是海洋大气环境,与陆地相比,湿度更大,空气中存在着含盐液滴,使得该部位的腐蚀要比内陆严重的多。
此外,在海洋大气中的金属表面常会有真菌和霉菌存在,保持了金属表面的水分从而增强了环境的腐蚀性。
另外,在工业大气环境中,由于常伴有二氧化硫、二氧化碳等有害气体产生,对金属的腐蚀也产生着极大的影响。
据统计,在自然环境中,50%以上的腐蚀破坏是由大气腐蚀引起的。
曼标表面处理
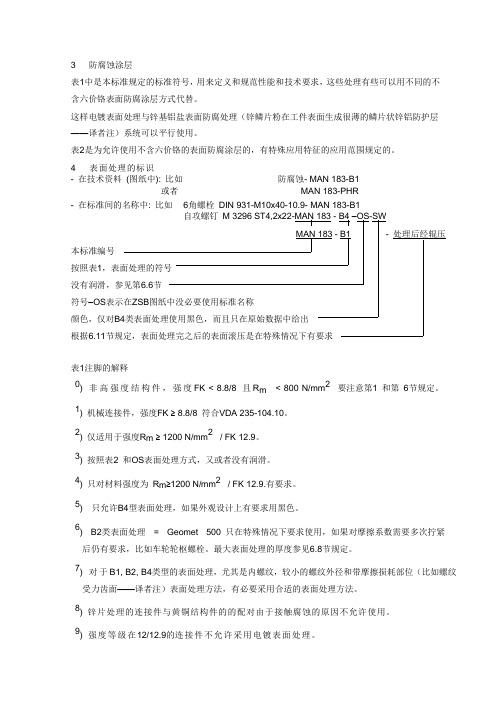
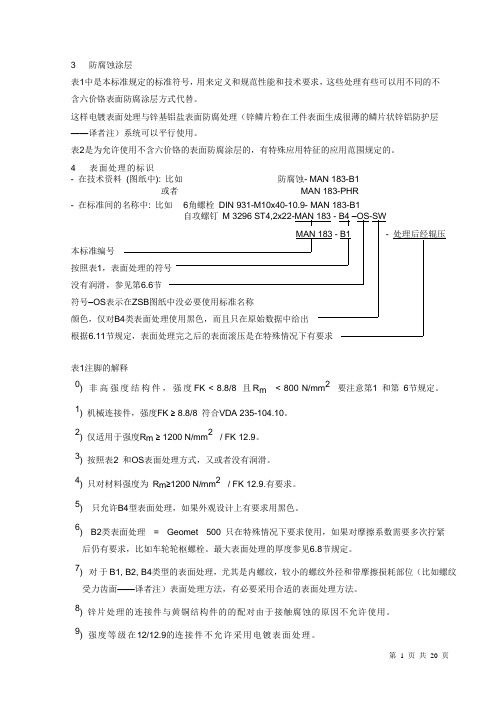
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
续表2,5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
铁路道轨螺栓防腐要求

铁路道轨螺栓防腐要求全文共四篇示例,供读者参考第一篇示例:铁路道轨螺栓是铁路运输系统中的重要组成部分,起着连接轨道和固定轨道等作用。
螺栓的防腐工作对于保障铁路运输系统的安全和正常运行至关重要。
对于铁路道轨螺栓的防腐要求必须严格执行,以确保铁路运输系统的稳定性和安全性。
一、防腐材料选择在铁路道轨螺栓的防腐工作中,首要考虑的是选择合适的防腐材料。
常见的防腐材料包括热镀锌、镀锌、喷涂涂料等。
这些材料能有效地防止螺栓表面受到大气、水和化学物质侵蚀的损坏,延长螺栓的使用寿命。
在选择防腐材料时,还需要考虑其成本、施工难度和防腐效果等因素。
对于铁路道轨螺栓来说,一般建议选择热镀锌或镀锌材料,这样既能确保螺栓的防腐性能,又能满足铁路运输系统的要求。
二、防腐处理工艺除了选择合适的防腐材料外,还需要采取有效的防腐处理工艺。
在进行螺栓防腐处理时,需要严格按照操作规程和标准要求进行操作,确保每一道工序都得到正确的执行。
一般的防腐处理工艺包括脱脂、酸洗、磷化、热镀锌等步骤。
这些步骤的目的是清除螺栓表面的污垢和氧化物,同时在螺栓表面形成一层防腐层,保护螺栓不受到腐蚀。
在进行防腐处理工艺时,还需要注意控制工艺参数和质量要求,确保螺栓的防腐效果达到预期的要求。
还需要对处理过程进行监测和检测,及时发现问题并进行处理,以保证螺栓的质量和可靠性。
三、防腐质量检测为了确保铁路道轨螺栓的防腐质量,需要对螺栓的防腐性能进行检测。
常见的防腐质量检测方法包括外观检查、厚度测量、附着力检测等。
这些检测方法能够有效地评估螺栓的防腐性能,及时发现问题并进行处理。
在进行防腐质量检测时,需要遵循相关的标准和规范要求,确保检测结果的准确性和可靠性。
一旦发现螺栓的防腐性能不达标,需要采取相应的措施进行修复或更换,以保证铁路道轨系统的安全和正常运行。
第二篇示例:铁路道轨螺栓作为连接铁轨和横木的重要组成部分,具有着固定铁轨位置、确保列车安全运行的重要作用。
由于铁路道轨螺栓长期处于室外暴露环境下,容易受到大气、水分、化学物质等外界因素的侵蚀,导致螺栓材质发生腐蚀变质,从而影响铁路的安全运行。
07-09华为刚性PCB性能规范及验收标准
DKBA 华为技术有限公司企业技术标准DKBA3178.1-2007.09代替Q/DKBA3178.1-2006刚性PCB性能规范及验收标准2007年10月15日发布2007年11月01日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved目录前言 (11)1范围 (13)1.1 范围 (13)1.2 简介 (13)1.3 关键词 (13)2规范性引用文件 (13)3术语和定义 (13)4文件优先顺序 (14)5材料品质 (14)5.1 板材 (14)5.2 介质厚度公差 (14)5.3 PTH孔性能指标 (15)5.4 阻焊膜 (15)5.5 标记油墨 (15)5.6 最终表面处理 (15)5.6.1 热风整平 (15)5.6.2 化学镍金 (15)5.6.3 有机涂覆(OSP) (16)5.6.4 化学银 (16)5.6.5 化学锡 (16)5.6.6 电镀金手指 (17)2007-10-26 华为文档,未经许可不得扩散第2页,共2页Page2,Total26外观特性 (17)6.1 板边 (17)6.1.1 毛刺/毛头 (17)6.1.2 缺口/晕圈 (17)6.1.3 板角/板边损伤 (18)6.2 板面 (18)6.2.1 板面污渍 (18)6.2.2 水渍 (18)6.2.3 异物(非导体) (18)6.2.4 锡渣残留 (18)6.2.5 板面余铜 (18)6.2.6 划伤/擦花 (19)6.2.7 压痕 (19)6.2.8 凹坑 (19)6.2.9 GROUND面凹坑、铜粒 (19)6.2.10 露织物/显布纹 (20)6.3 次板面 (20)6.3.1 白斑/微裂纹 (20)6.3.2 分层/起泡 (21)6.3.3 外来杂物 (21)6.3.4 内层棕化或黑化层擦伤 (22)6.4 导线 (22)2007-10-26 华为文档,未经许可不得扩散第3页,共3页Page3,Total36.4.2 镀层缺损 (22)6.4.3 开路/短路 (22)6.4.4 导线压痕 (22)6.4.5 导线露铜 (22)6.4.6 铜箔浮离 (23)6.4.7 补线 (23)6.4.8 导线粗糙 (23)6.4.9 导线宽度 (24)6.4.10 阻抗 (24)6.5 金手指 (24)6.5.1 金手指光泽 (24)6.5.2 阻焊膜上金手指 (24)6.5.3 金手指铜箔浮离 (24)6.5.4 金手指表面 (25)6.5.5 板边接点毛刺 (25)6.5.6 金手指镀层附着力 (26)6.6 孔 (26)6.6.1 孔的公差 (26)6.6.2 铅锡堵孔 (26)6.6.3 异物堵孔 (27)6.6.4 PTH孔壁不良 (27)2007-10-26 华为文档,未经许可不得扩散第4页,共4页Page4,Total46.6.6 PTH孔壁破洞 (27)6.6.7 孔壁镀瘤 (28)6.6.8 晕圈 (28)6.6.9 粉红圈 (29)6.6.10 表层PTH孔环 (29)6.6.11 表层NPTH孔环 (29)6.7 焊盘 (30)6.7.1 焊盘露铜 (30)6.7.2 焊盘拒锡 (30)6.7.3 焊盘缩锡 (30)6.7.4 焊盘损伤 (31)6.7.5 焊盘脱落、浮离 (31)6.7.6 焊盘变形 (31)6.7.7 焊盘尺寸公差 (31)6.7.8 导体图形定位精度 (32)6.8 标记及基准点 (32)6.8.1 基准点不良 (32)6.8.2 基准点禁布区 (32)6.8.3 基准点尺寸公差 (32)6.8.4 字符模糊 (32)6.8.5 标记错位 (33)2007-10-26 华为文档,未经许可不得扩散第5页,共5页Page5,Total56.8.6 标记油墨上焊盘 (33)6.8.7 其它形式的标记 (33)6.9 阻焊膜 (33)6.9.1 导体表面覆盖性 (33)6.9.2 阻焊膜厚度 (33)6.9.3 阻焊膜脱落 (34)6.9.4 阻焊膜起泡/分层 (34)6.9.5 阻焊塞孔 (35)6.9.6 阻焊膜波浪/起皱/纹路 (36)6.9.7 吸管式阻焊膜浮空 (36)6.9.8 阻焊膜的套准 (37)6.9.9 阻焊桥 (38)6.9.10 阻焊膜物化性能 (38)6.9.11 阻焊膜修补 (38)6.9.12 双层阻焊膜 (39)6.9.13 板边漏印阻焊膜 (39)6.9.14 颜色不均 (39)6.10 外形尺寸 (39)6.10.1 板厚公差 (39)6.10.2 外形尺寸公差 (39)6.10.3 翘曲度 (39)6.10.4 拼板 (40)2007-10-26 华为文档,未经许可不得扩散第6页,共6页Page6,Total67可观察到的内在特性 (40)7.1 介质材料 (41)7.1.1 压合空洞 (41)7.1.2 非金属化孔与电源/地层的空距 (41)7.1.3 分层/起泡 (41)7.1.4 过蚀/欠蚀 (42)7.1.5 介质层厚度 (43)7.1.6 树脂内缩 (43)7.2 内层导体 (43)7.2.1 孔壁与内层铜箔破裂 (43)7.2.2 镀层破裂 (44)7.2.3 表层导体厚度 (44)7.2.4 内层铜箔厚度 (45)7.2.5 地/电源层的缺口/针孔 (45)7.3 金属化孔 (45)7.3.1 内层孔环 (45)7.3.2 PTH孔偏 (45)7.3.3 孔壁镀层破裂 (46)7.3.4 孔角镀层破裂 (46)7.3.5 渗铜 (46)7.3.6 隔离环渗铜 (47)7.3.7 层间分离(垂直切片) (47)2007-10-26 华为文档,未经许可不得扩散第7页,共7页Page7,Total77.3.8 层间分离(水平切片) (48)7.3.9 孔壁镀层空洞 (49)7.3.10 孔壁腐蚀 (49)7.3.11 盲孔树脂填孔 (50)7.3.12 钉头 (50)8特殊板的其它特别要求 (50)8.1 背钻孔的特殊要求 (50)8.2 阶梯孔、阶梯板的特殊要求 (51)8.2.1 阶梯孔的要求 (51)8.2.2 阶梯板 (52)8.3 射频类PCB (52)8.3.1 外观 (52)8.3.2 铜厚 (52)8.3.3 粗糙度 (53)8.4 碳浆及银浆(线路及贯孔) (53)8.4.1 开路/短路 (53)8.4.2 导线宽度 (53)8.4.3 阻值要求 (53)8.4.4 银浆贯孔厚度要求 (53)9埋容PCB (53)10常规测试 (54)10.1 清洁度实验 (54)2007-10-26 华为文档,未经许可不得扩散第8页,共8页Page8,Total810.3 通断测试 (54)11结构完整性试验 (55)11.1 切片制作要求 (55)11.2 阻焊膜附着强度试验 (55)11.3 介质耐电压试验 (55)11.4 绝缘电阻试验 (56)11.5 热应力试验 (56)11.6 热冲击试验 (56)11.7 耐化学品试验 (56)11.8 IST测试 (57)12品质保证 (57)12.1 抽样 (57)12.2 检验责任 (57)12.3 外协加工 (57)12.4 原材料检验 (57)12.5 仲裁试验 (58)12.6 可靠性试验与评估 (58)12.7 制程控制 (58)12.8 改进计划 (58)13其他要求 (58)13.1 包装 (58)2007-10-26 华为文档,未经许可不得扩散第9页,共9页Page9,Total913.3返修 (58)13.4暂收 (59)13.5产品标识.........................................................四2007-10-26华为文档,未经许可不得扩散第10页,共10页P a ge10,TotallO密级:秘密DKBA3178.1-2007.09前言本标准的其他系列规范: Q/DKBA3178.2 高密度PCB(HDI)检验标准Q/DKBA3178.3 柔性印制板(FPC)检验标准与对应的国际标准或其他文件的一致性程度:本标准对应于“IPC-A-600GAcceptabilityof PrintedBoar ds”和“IPC-6012QualificationandPerformanceSpecificationforRigidPrinted Boards”。
中国地质灾害防治工程行业协会团体标准
中国地质灾害防治工程行业协会团体标准T/CAGHP XXX-XXXX、危岩落石柔性防护网工程技术规范Technical Specification for Flexible Falling Rock Barrier Engineering(征求意见稿)XX-XX-XX发布 XX-XX-XX实施中国地质灾害防治工程行业协会发布前言本规范根据中华人民共和国国家标准《标准化工作导则》(GB/T 1.1-2009)的要求,由中国地质灾害防治工程行业协会统一规划,中国地质调查局水文地质环境地质调查中心等11个单位共同编制完成。
本规范供有8章和10个附录,内容包括总则、术语、符号、基本规定、危岩落石勘查与评价、柔性防护网工程设计、施工与监理、质量检验与工程验收和工程维护等。
危岩落石柔性防护网工程近几十年来得到广泛采用,但在危岩落石的勘查、设计、施工、验收和工程管理方面国内尚没有统一的技术规范。
在规范编制过程中,参考了国土资源部地质灾害防治相关规范、欧洲、日本等国家和地区的技术规范和导则,通过广泛调研和研讨,吸取了国内危岩落石柔性防护工程的经验,并征求了行业相关专家的意见,形成本规范。
本规范将通过行业试行,不断积累经验,逐步完善。
牵头组织单位:中国地质调查局水文地质环境地质调查中心本规范主编、参编单位和主要起草人如下:主编单位:中国地质调查局水文地质环境地质调查中心绍兴文理学院中国中铁二院工程集团有限责任公司参编单位:四川省地矿局成都水文地质工程地质中心中国科学院地理科学与资源研究所北京交通大学四川奥思特边坡防护工程有限公司布鲁克(成都)工程有限公司贵州省地矿局北京市地质研究所广西壮族自治区桂林水文工程地质勘察院主要起草人:伍法权、李铁锋、赵松江、吕汉川、原振华、洪习成、封志军、张长敏、吴旭、兰恒星、薛元、田维强、黄海、李军辉、何旭东、沙鹏、常金源、刘亚辉、伍劼目次1 范围 (1)2 规范性引用文件 (1)3 术语和符号 (2)3.1 术语 (2)3.2 符号 (4)4 基本规定 (7)4.1 危岩落石柔性防护网工程实施程序 (7)4.2 危岩落石工程地质勘查要求 (7)4.3 危岩崩落危险性、危害性与防护工程分级 (7)4.4 防护工程设计要求 (8)4.5 防护工程施工与验收要求 (8)4.6 防护工程后期维护 (8)5 危岩落石勘查与评价 (9)5.1 地质勘查 (9)5.2 地质测绘 (9)5.3 地质勘探 (9)5.4 试验 (10)5.5 危岩稳定性和落石运动分析 (10)5.6 危岩落石防护措施地质建议 (10)5.7 勘查工作方案和勘查报告编制 (10)6 柔性防护网工程设计 (11)6.1 一般规定 (11)6.2 主动防护网 (11)6.3 被动防护网 (13)6.4 引导防护网 (15)6.5 锚杆与基础 (16)6.6 辅助措施 (19)6.7 环境保护 (20)7 施工与监理 (21)7.1 一般规定 (21)7.2 施工准备与施工放线 (21)7.3 锚杆与混凝土基础施工 (21)7.4 柔性防护网的安装 (22)7.5 施工安全与监测预警 (23)7.6 施工监理 (23)8 质量检验与工程验收 (25)8.1 防护网质量检验 (25)8.2 防护工程验收 (26)9 工程维护 (30)9.1 一般规定 (30)9.3 危岩落石柔性防护网工程数据库 (30)9.4 险情预警与应急工程 (30)9.5 防护工程维修 (31)附录A(资料性附录)危岩体稳定性分析方法与评价 (32)附录B(资料性附录)落石计算分析方法 (37)附录C(资料性附录)勘查工作方案编制提纲 (40)附录D(资料性附录)勘查报告编写提纲 (41)附录E(资料性附录)柔性防护网常用原材料与构件 (43)附录F(资料性附录)柔性网环链破断拉力试验方法 (47)附录G(资料性附录)柔性防护系统构件力学性能试验方法 (48)附录H(资料性附录)未定型的被动防护网系统设计的有限元计算方法 (51)附录I(资料性附录)主动防护网和引导防护网承载力计算建议方法 (54)附录J(资料性附录)落石冲击动能和被动防护网最小防护高度估算方法 (55)附录K(资料性附录)柔性金属网抗顶破力试验 (56)危岩落石柔性防护网工程技术规范1 范围为规范危岩落石柔性防护网工程的勘查、设计、施工和后期维护工作,保障柔性防护网工程质量,制定本规范。
岩土锚固与喷射混凝土支护工程技术规范GB50086-2011
通过喷嘴喷出的混合物,与受喷面撞击后未粘结在上面的溅落材料。
2.1.32喷嘴noggte
位于输料管前端用以喷出混合物的装置,采用干拌法喷射,在喷嘴处加入水和液态外加剂;采用湿拌法喷射,在喷嘴处加入液态外加剂和压缩空气。
2.1.33胶凝料binder
喷射混凝土中水泥和其它具有胶凝作用的外掺料的总称。
2.1.10压力型锚杆compression anchorage
能将拉力直接传递到杆体锚固段末端的锚杆。
2.1.11荷载分散型锚杆load-dispensive anchorage
在锚杆孔内,安设几个独立的单元锚杆所组成的复合锚固体系,每个单元锚杆均有其独立的自由段和锚固段,能使锚杆的张拉力均匀分散地分布于各单元锚杆的锚固段上。又称单孔复合锚固体系。
对锚固段注浆体周边地层进行的高压劈裂注浆,用以提高锚杆承载力。
2.1.18固结注浆consolidated grouting
为减小钻孔周围岩体的渗透性或改善地层的力学性能,向钻孔内灌注水泥浆液。
2.1.19基本试验basic test
工程锚杆正式施工前,为确定锚杆设计参数,在现场进行的锚杆极限抗拔力试验。该试验应采用多循环的分级加荷、持荷和卸荷的试验方法。
2.1.29干拌法喷射混凝土dry mix shotcrete
将水泥、骨料按一定比例拌制的混合料装入喷射机,用压缩空气输送至喷嘴,与压力水混合后喷射至受喷面所形成的混凝土。混合料中可加入外加剂、外掺料(水泥以外的其它胶结料)或纤维。
2.1.30湿拌法喷射混凝土wet mix shotcrete
将水泥、骨料和水按一定比例拌制的混合料装入喷射机,并输送至喷嘴处,用压缩空气将混合料喷射至受喷面上所形成的混凝土。混合料中可加入外加剂、外掺料或纤维。
曼标表面处理汇总

3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
第 2 页共20 页第 3 页共20 页续表2,第 4 页共20 页第 5 页共20 页5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
曼标表面处理
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
第 2 页共18 页第 3 页共18 页续表2,第 4 页共18 页第 5 页共18 页5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
汽车高强度螺栓技术培训
四、螺栓的装配
25
四、螺栓的装配
26
四、螺栓的装配
扭矩精度等级 高精确拧紧 精确拧紧 一般拧紧
名义扭矩公差 ±5% ±10% ±20%
偏差允许控制范围 ±7.5%
±7.5%~±15% ±15%~±30%
27
四、螺栓的装配
拧紧方法 扭矩法
扭矩+转角 屈服点法
轴力精度
±10%~30% ±10%~25% ±3%~10%
15
三、螺纹连接的防松
16
三、螺纹连接的防松17 Nhomakorabea四、螺栓的装配
18
四、螺栓的装配
19
四、螺栓的装配 3.螺栓屈服强度、轴向预紧力、紧固力矩和摩擦系数的关系图
21
四、螺栓的装配 4.各车企对摩擦系数范围的规定
注:当螺纹摩擦系数<0.08时,螺纹会丧失自锁功能。
22
四、螺栓的装配
公式中: FM--螺栓的预紧力;P--螺距;d2--螺纹中径;μG--螺纹摩擦系数; μk--螺栓承面摩擦系数;Dkm--螺栓承面有效摩擦半径;
盐雾试验要求
白锈 h 红锈 h ≥72 ≥192 ≥48 ≥120 ≥48 ≥120 ≥120 ≥168 ≥120 ≥720 ≥96 ≥720 ≥96 ≥480 ≥480 ≥720
48 72无红锈 2无红锈
说明
加封闭剂可提升盐雾试验时间,但成本 高
底涂次数加多,可提高盐雾试验时间 48h CASS试验无变化,等级≥9级 完全浸在油内4h,半浸在油内48h
10
一、高强度螺栓设计(选用)原则
表面处理
代号
镀锌,彩虹色钝化(三价铬) 镀锌,黑钝化(三价铬)
镀锌,漂白钝化(三价铬)
电解板

②试验方 法:与一般 薄钢板试 验方法相 同,见“8” 所提供的 有关标准 及“普通碳 素钢薄钢 板”所列的 试验方法 标准。
(2)弯 曲试验:
弯曲试验 是衡量薄 板工艺性 能的主要 项目,但各 国标准对 各种镀锌 板的要求 并不一致, 美国标准 除结构级 以外,
电解板
镀锌板
镀锌板
镀锌板是指表面镀有一层锌的钢板.镀锌是一种经常采用的经济而有效的防腐方法.全世界锌产量的一半左 右均用于此种工艺 1.定 义
镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在表面涂一层金属锌,这种涂锌的薄钢板称为镀锌板.
2.分 类和用途
按生 产及加工 方法可分 为以下几 类:
AS TMA5 28—9 0深冲级 热镀锌薄 钢板;屋 面和壁板 用 热浸镀 锌薄钢 板;
AS TMA4 44—8 9沟渠用 热镀锌薄 钢板;
AS TM A4 46—9 3结构级 热镀锌薄 钢板 ;
AS TMA5 99—9 2冷轧电 镀锌薄钢 板;
AS TMA6 42—9 0热镀锌 特殊脱氧 深冲级薄 钢板;
采用此工艺电镀后,产品质量好,特别是彩镀,经钝化后色彩保持好。
2. 锌酸盐镀 锌:
此工 艺是由氰 化物镀锌 演化而来 的。属于 碱性添加 剂的锌酸 盐镀锌; PH值为 12.5~13 。
采用 此工艺, 镀层晶格 结构为柱 状,耐腐 蚀性好, 适合彩色 镀锌。
注意:产品 出槽后→ 水洗→出 光(硝酸+ 盐酸)→水 洗→钝化 →水洗→ 水洗→烫 干→烘干 →老化处 理(烘箱内 80~90℃) 。
⑤合金/复 合镀锌钢 板.它是用 锌和其他 金属如铅 、锌制成 合金复合 镀成的钢 板.它是用 锌和其他 金属如铅 、
主、副井井架的表面处理及防腐要求模版(三篇)

主、副井井架的表面处理及防腐要求模版一、前言主、副井井架是固定在地面上或墙壁上,用于支撑井口设备和管线的重要设施。
为了保证主、副井井架的使用寿命和安全性,必须进行表面处理和防腐处理。
本文档旨在制定主、副井井架表面处理及防腐要求的模板,以便在实际工程中进行参考和指导。
二、表面处理要求1. 表面清洁度要求主、副井井架表面在进行涂覆前必须进行彻底的清洁,以保证涂料能够牢固附着在表面上。
清洁工作应按照相关标准进行,常用的方法有喷砂、喷丸、化学清洗等。
2. 钢材表面粗糙度要求主、副井井架的钢材表面粗糙度应符合设计要求,通常应达到Sa2.5级别。
在清洁表面的基础上,还需要对钢材表面进行喷砂、喷丸等方法处理,以增加表面的粗糙度。
3. 表面涂覆要求主、副井井架表面涂覆应采用耐候性好、抗腐蚀性能强的涂料。
涂覆应按照设计要求进行,通常要求涂层厚度不少于80μm。
同时,涂覆应均匀、牢固,不得有脱落、起泡等现象。
4. 表面修补要求在表面涂覆过程中,如果发现有划伤、麻点等缺陷,必须及时进行修补。
修补应采用与原涂料相同的材料,涂刷方式应与原涂料一致。
修补后的表面应与周围涂层无明显色差,且修补处涂层厚度应符合设计要求。
三、防腐要求1. 防腐涂层要求主、副井井架的防腐涂层应具有良好的抗腐蚀性能和耐候性能。
常用的防腐涂层有环氧涂料、聚氨酯涂料等。
涂层厚度应符合设计要求,通常不少于80μm。
2. 防腐涂层质量检验要求对于防腐涂层的质量进行检验时,应按照相关标准进行,通常包括涂层厚度、附着力、耐盐雾腐蚀性能等指标。
涂层的质量检验应由专业人员进行,检测方法应符合相关标准。
3. 防腐涂层的维护和保养要求主、副井井架的防腐涂层在使用过程中需要进行定期的维护和保养。
维护工作包括检查涂层的损坏情况,及时进行修补;清理涂层表面的污垢,以保持涂层的整洁。
维护工作应定期进行,具体周期视实际情况而定。
四、总结主、副井井架的表面处理和防腐工作是保证其使用寿命和安全性的重要环节。
你需要了解的大气腐蚀性分级对比以及对应的金属紧固件选用原则
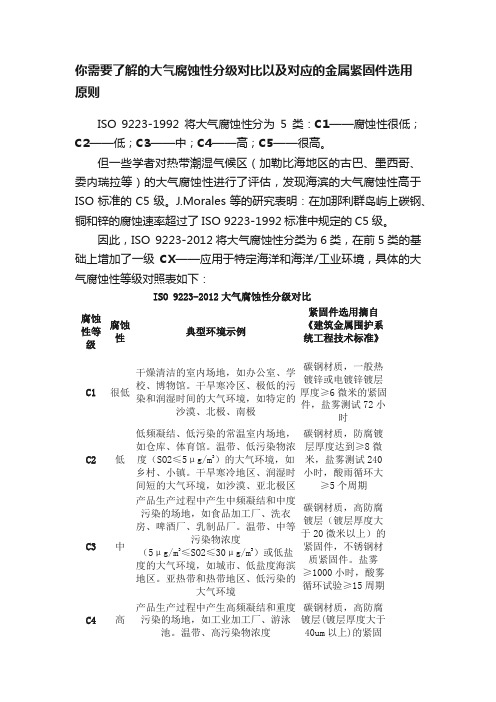
你需要了解的大气腐蚀性分级对比以及对应的金属紧固件选用原则ISO 9223-1992将大气腐蚀性分为5类:C1——腐蚀性很低;C2——低;C3——中;C4——高;C5——很高。
但一些学者对热带潮湿气候区(加勒比海地区的古巴、墨西哥、委内瑞拉等)的大气腐蚀性进行了评估,发现海滨的大气腐蚀性高于ISO标准的C5级。
J.Morales等的研究表明:在加那利群岛屿上碳钢、铜和锌的腐蚀速率超过了ISO 9223-1992标准中规定的C5级。
因此,ISO 9223-2012将大气腐蚀性分类为6类,在前5类的基础上增加了一级CX——应用于特定海洋和海洋/工业环境,具体的大气腐蚀性等级对照表如下:ISO 9223-2012大气腐蚀性分级对比腐蚀性等级腐蚀性典型环境示例紧固件选用摘自《建筑金属围护系统工程技术标准》C1很低干燥清洁的室内场地,如办公室、学校、博物馆。
干旱寒冷区、极低的污染和润湿时间的大气环境,如特定的沙漠、北极、南极碳钢材质,一般热镀锌或电镀锌镀层厚度≥6微米的紧固件,盐雾测试72小时C2低低频凝结、低污染的常温室内场地,如仓库、体育馆。
温带、低污染物浓度(SO2≤5μg/m3)的大气环境,如乡村、小镇。
干旱寒冷地区、润湿时间短的大气环境,如沙漠、亚北极区碳钢材质,防腐镀层厚度达到≥8微米,盐雾测试240小时,酸雨循环大≥5个周期C3中产品生产过程中产生中频凝结和中度污染的场地,如食品加工厂、洗衣房、啤酒厂、乳制品厂。
温带、中等污染物浓度(5μg/m3≤SO2≤30μg/m3)或低盐度的大气环境,如城市、低盐度海滨地区。
亚热带和热带地区、低污染的大气环境碳钢材质,高防腐镀层(镀层厚度大于20微米以上)的紧固件,不锈钢材质紧固件。
盐雾≥1000小时,酸雾循环试验≥15周期C4高产品生产过程中产生高频凝结和重度污染的场地,如工业加工厂、游泳池。
温带、高污染物浓度碳钢材质,高防腐镀层(镀层厚度大于40um以上)的紧固(30μg/m3≤SO2≤90μg/m3)或高盐度的大气环境,如污染较重的城市、工业区、中等盐度海滨地区或暴露于除冰盐的区域。
航天器结构用不同材质的侧面销钉和螺母组件的耐蚀性能研究

第14卷第7期精密成形工程2022年7月JOURNAL OF NETSHAPE FORMING ENGINEERING143航天器结构用不同材质的侧面销钉和螺母组件的耐蚀性能研究韩修柱1,霍秀兵2,周志勇1,常磊2,王谦3,王旭东4(1.北京空间飞行器总体设计部,北京 100094;2.北京卫星制造厂有限公司,北京 100094;3.航天东方红卫星有限公司,北京 100094;4.北京科技大学,北京 100083)摘要:目的针对航天器结构用不同材质的侧面销钉和螺母组件在实际的使用工况下极易出现腐蚀与咬死的问题,对不同材质的侧面销钉和螺母组件的耐蚀性能进行研究。
方法分别在高量级腐蚀条件和低量级腐蚀条件下,采用重复拧紧试验方法,对侧面销钉和螺母开展耐腐蚀性能、防咬死性能研究。
结果在高量级腐蚀条件下,无表面处理的30CrMnSiA侧面销钉+TC4螺母组件在经历12 h腐蚀试验后,其表面发生了100%的腐蚀;经历过重复拧紧试验的30CrMnSiA(表面镀镍)侧面销钉+TC4螺母组件,在经历12 h腐蚀试验后,其表面腐蚀面积>50%;未经历重复拧紧试验的30CrMnSiA(表面镀镍)侧面销钉+TC4螺母组件,在经历12 h腐蚀试验后,其腐蚀面积约为25%~50%。
在低量级腐蚀条件下,经历重复拧紧试验和未经历重复拧紧试验的30CrMnSiA(表面镀镍)侧面销钉+TC4螺母组件均未发生表面腐蚀,而30CrMnSiA(无镀镍)侧面销钉+TC4螺母组件的腐蚀面积为25%~50%。
镀镍处理可以显著提高30CrMnSiA侧面销钉的耐腐蚀性能。
结论经过镀镍表面处理的30CrMnSiA侧面销钉比经过表面钝化处理的1Cr17Ni2侧面销钉具有更好的耐蚀性能、防咬死性能和环境适应性。
重复拧紧虽然对镀镍侧面销钉的耐腐蚀性能有影响,但重复拧紧后的侧面销钉和螺母组件的耐蚀性能仍优于无镀镍处理的侧面销钉和螺母组件。
30CrMnSiA镀镍侧面销钉+ TC4螺母的组件通过了低量级实际工况的盐雾试验考核。
曼标表面处理
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
续表2,5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
耐蚀材料选用

C
B
A
水,沸点
B
A
A
A
A
A
A
A
A
A
A
氯化锌
C
C
B
A
B
B
B
B
A
A
氰化锌
×
B
B
B
B
B
B
B
B
B
B
硫酸锌
×
C
A
A
A
C
C
C
C
A
注: 1. 表中材料代号含义如下:
C . I .――铸铁。 ASTM A48
D . I .――球墨铸造铁, ASTM A536
Steel ――铸造钢, ASTM A216 - WCA 或 WCB ……
B
B
B
A
B
A
A
A
盐水,70 ℉
×
×
×
×
×
B
B
溴 ( 干 ) ,70 ℉
×
×
×
×
×
×
C
B
B
×
×
溴 ( 湿 ) ,70 ℉
×
×
×
×
×
×
C
B
×
×
硫酸氢钙,70 ℉
×
×
B
B
B
×
×
B
A
A
硫酸氢钙,沸点
×
×
C
B
C
×
×
C
A
A
氯化钙,70 ℉
B
C
B
B
B
B
B
A
A
A
螺栓性能、等级、材质、选用标准、表面处理知识
螺栓等级螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。
螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。
例如:性能等级4.6级的螺栓,其含义是:1、螺栓材质公称抗拉强度达400MPa级;2、螺栓材质的屈强比值为0.6;3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到:1、螺栓材质公称抗拉强度达1000MPa级;2、螺栓材质的屈强比值为0.9;3、螺栓材质的公称屈服强度达1000×0.9=900MPa级螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。
另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量释义度量:当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制) 1m =100 cm=1000 mm2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4mm 3/8¢¢×25.4 =9.523、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#,8#,10#,12#螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
1500m3丙烯球罐设计

1500m3丙烯球罐设计摘要本文首先对球形储罐的特点、发展概况和结构形式进行了简单的介绍,然后对目前国内外对球形储罐的研究水平进行了研究,发现目前国内的研究水平和国外相比还是有一定的差距。
对球形储罐设计的意义在于:通常球罐作为大容量、有压存储容器,在各工业部门中作为液化石油气(LPG)、液化天然气(LNG)、液氨、液氧、液氢、液氮及其他中间介质的贮存,也作为压缩空气、压缩气体(氧气、氮气、城市煤气……)的贮存;在原子能工业中球罐还作为安全壳(分割辐射和无辐射去的大型球壳)使用,总之随着工业的发展,球罐的使用范围也越来越广泛。
但是目前限制球罐向大型化发展的主要因素有:设计制造规范、球罐用钢、球罐现场组装和焊接问题、球罐现场热处理、球壳板尺寸精度,因此对球罐的结构和材料的选用提出了新的要求。
本文主要针对球罐的上支柱连接结构进行了相应的改进,把U形柱结构型式支柱改为长圆形结构型式支柱,在球罐施焊过程中和球罐受力方面到得了优化。
关键词:球形储罐应用范围大型化支柱结构Design of 1500m3 Propylene Spherical TankAbstractFirst, the characteristics, development of the survey and structural of the Spherical Tank are introduced in this paper.Then the Level of research for Spherical tank at home and abroad were studied. Study found that the level of development, or has a gap compared domestic to foreign. The significance of the spherical tank design are as follows: Usually as a large spherical tank capacity, pressure storage containers, In the industrial sector as liquefied petroleum gas (LPG), liquefied natural gas (LNG), liquid ammonia, liquid oxygen, liquid hydrogen, liquid nitrogen, and other storage media center, also as compressed air, compressed gases (oxygen, nitrogen, city gas ... ...) of the storage; In the atomic energy industry, also serves as the containment sphere (division of radiation and no radiation to the large spherical shell), In short With industrial development, the use of spherical tanks are increasingly being used. But the current restrictions on development to large spherical main factors: design and manufacturing specifications, spherical steel, spherical field assembly and welding problems, spherical tanks on-site heat treatment, dimensional accuracy of shell plates. Therefore, the structure of spherical tank and material selection were proposed new requirements. This paper corresponding improves on the pillar of the main connection for the spherical structure, changing the U-shaped column structure type pillar into pillar oblong structure type, has optimization in the spherical tank welding process and the terms of the spherical tank force.Key Words: Spherical tank; Scope of application; Large to turn; Support structure目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (4)1.1概述 (4)1.2球罐的设计参数 (5)1.3国内外发展情况 (5)第二章基本尺寸确定 (7)2.1外形尺寸的确定 (7)2.2材料选择 (7)2.3球壳设计 (9)第三章球罐受力分析 (10)3.1球罐质量计算 (10)3.2地震载荷计算 (12)3.3风载荷计算 (12)3.4弯矩计算 (13)第四章强度及稳定性校核 (14)4.1支柱计算 (14)4.2地脚螺栓计算 (16)4.3支柱底板计算 (17)4.4拉杆计算 (18)4.5支柱与拉杆最低点A点应力计算 (20)4.6支柱与球壳连接焊缝强度 (21)4.7开孔补强校核 (21)第五章球壳分瓣计算 (23)5.1赤道带和上温带合板(如图5-1) (23)5.2赤道带(如图5-2) (24)5.3极板(如图5-3) (25)第六章工厂制造及现场组装 (28)6.1工厂制造 (28)6.2现场组装 (29)6.3组装方案 (30)第七章检验 (34)7.1原材料检验 (35)7.2车间制造检验 (36)7.3安装焊接检验 (40)7.4竣工检查 (45)7.5使用安全检查 (47)第八章技术经济分析 (51)第九章结论 (52)参考文献 (54)致谢 (57)第一章绪论1.1概述近十几年来球形容器在国外发展的很快,我国球形容器引进建设在七十年代才得到了飞速的发展。
防腐设计中的材料选择
防腐设计中的材料选择材料选择与结构设计同样重要。
在满足结构要求的同时,合理的材料选择是防止和减轻产品腐蚀、劣化和变质的重要环节之一。
·1金属材料1.选材原则·尽可能采用最耐腐蚀的金属材料。
·尽量避免采用有残余应力的金属材料,采用最抗应力腐蚀的材料,并根据零件的使用环境认真选材和使用保护层。
·选材时应考虑表面、晶间、缝隙和剥蚀等特殊腐蚀问题。
·选材时应考虑接触或紧密相邻异类金属的相容性,以避免电偶腐蚀。
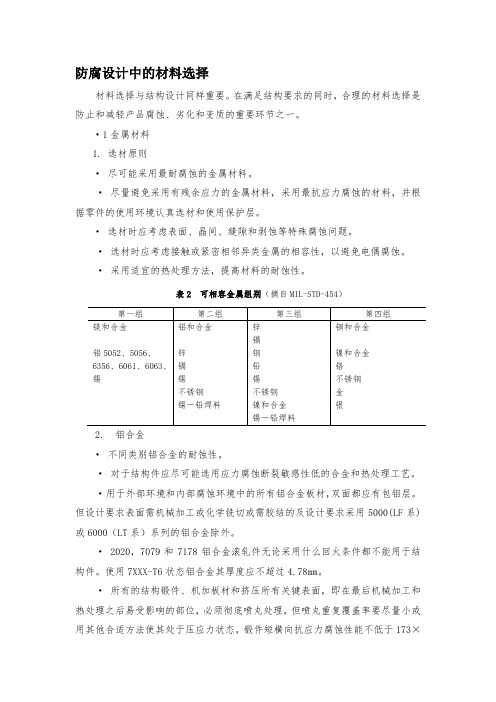
·采用适宜的热处理方法,提高材料的耐蚀性。
表2 可相容金属组别(摘自MIL-STD-454)2. 铝合金·不同类别铝合金的耐蚀性。
·对于结构件应尽可能选用应力腐蚀断裂敏感性低的合金和热处理工艺。
·用于外部环境和内部腐蚀环境中的所有铝合金板材,双面都应有包铝层。
但设计要求表面需机械加工或化学铣切或需胶结的及设计要求采用5000(LF系)或6000(LT系)系列的铝合金除外。
· 2020,7079和7178铝合金滚轧件无论采用什么回火条件都不能用于结构件。
使用7XXX-T6状态铝合金其厚度应不超过4.78mm。
·所有的结构锻件、机加板材和挤压所有关键表面,即在最后机械加工和热处理之后易受影响的部位,必须彻底喷丸处理,但喷丸重复覆盖率要尽量小或用其他合适方法使其处于压应力状态,锻件短横向抗应力腐蚀性能不低于173×106Pa及厚度在2.03mm以下薄壁板除外。
锻件上需要研磨,磨光及抛光精饰的表面,在精饰前也要进行喷丸。
应力腐蚀门槛值低于25ksi/in2(173×106Pa)的铝锻件,经喷丸后,在最后热处理和机加工状态下表面基本上没有残余拉应力,为装配要求进行喷丸表面的精饰清理,合金表面去除量不应超过0.07mm。
·不进行应力消除的结构件,在最后热处理后每面的最大金属去除量不应超过 3.81mm。