机加工自由公差表
机械加工自由公差表

0.1
0.2
0.3
0.4
0.2
0.4
0.6
0.8
0.4
0.8
1.2
1.6
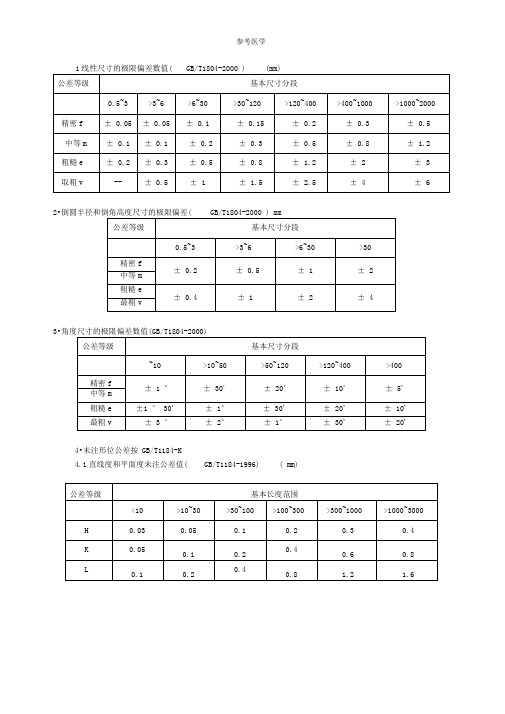
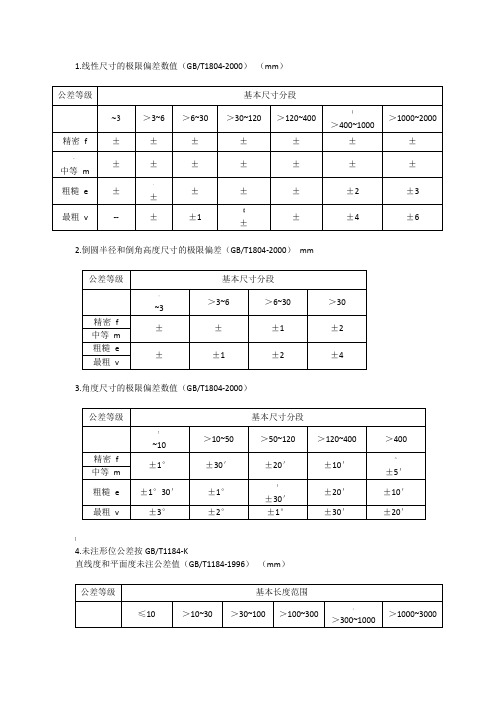
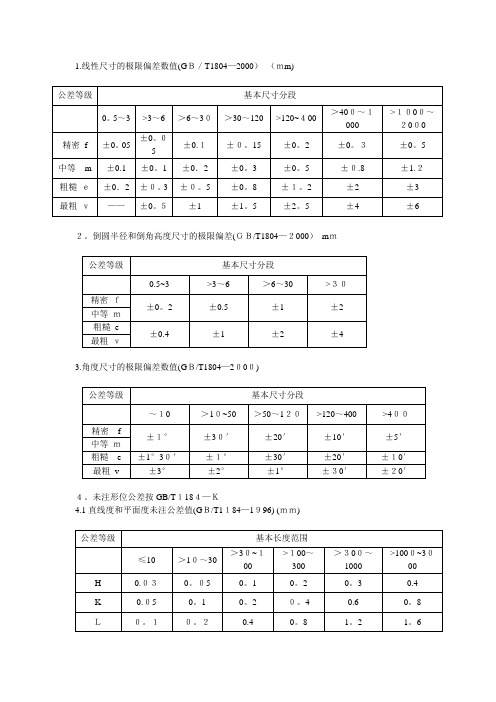
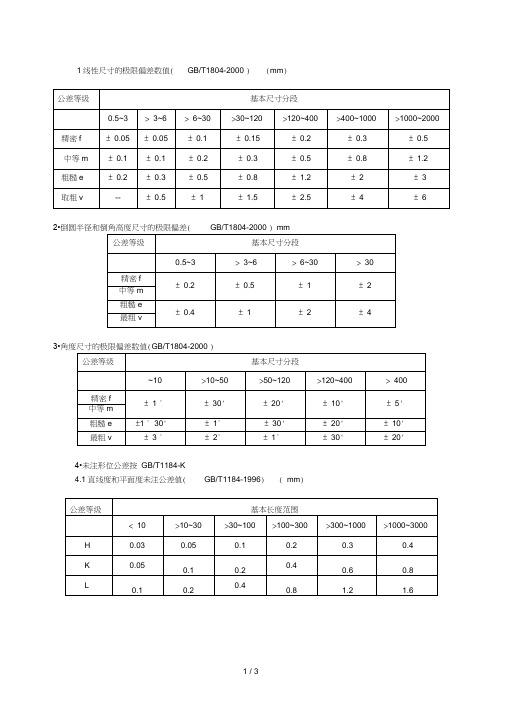
4.2 垂直度未注公差值(GB/T1184-1996) (mm)
公差等级
H K L
≤100 0.2 0.4 0.4
基本长度范围
>100~300
>300~1000
0.3
0.4
0.6
0.8
1
1.5
>1000~3000 0.5 1 2
0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第 1 系列
3)轮廓最大高度 Rz 的数值(GB/T1031-1995) (μm)
第 1 系列
0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,
3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要
集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工
作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995)
4.3 对称度未注公差值(GB/T1184-1996) (mm)
公差等级
H K L
≤100 0.5 0.6 0.6
基本长度范围
>100~300
>300~1000
>1000~3000
0.8
机械加工自由公差表
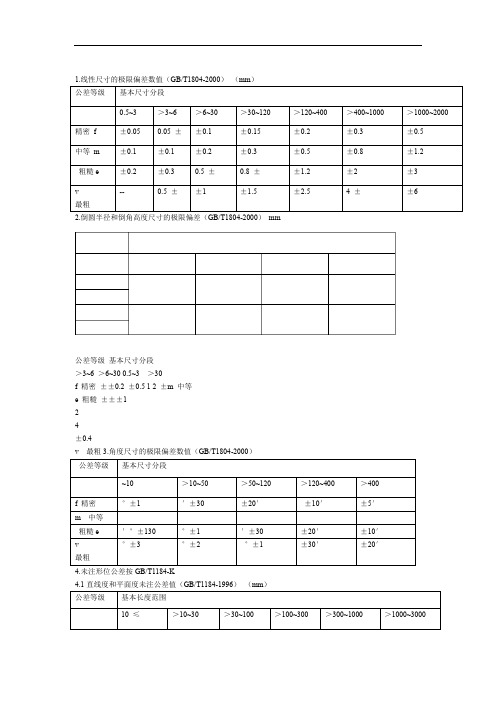
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630饱食终日,无所用心,难矣哉。
机械加工自由公差表

机械加工自由公差表集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2,6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080,0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0,8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32,0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630感谢下载!欢迎您的下载,资料仅供参考。
机械加工自由公差表
2•倒圆半径和倒角高度尺寸的极限偏差( GB/T1804-2000 ) mm4•未注形位公差按 GB/T1184-K4.1直线度和平面度未注公差值( GB/T1184-1996) ( mm)4.2垂直度未注公差值(GB/T1184-1996 ) ( mm)4.3对称度未注公差值(GB/T1184-1996 ) ( mm)4.4圆跳动的未注公差值( GB/T1184-1996 ) ( mm)3•表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值( GB/T1031-1995 )2)轮廓算术平均偏差 Ra的数值(GB/T1031-1995 )(卩m)第 1 系列第 2 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25,0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第 1系列3)轮廓最大高度 Rz的数值(GB/T1031-1995 )(卩m)第 1 系列800,1600,第 2 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 ,200,400,4.0,5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630(注:表格素材和资料部分来自网络,供参考。
机械加工自由公差表
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段>3~6 >6~30 0.5~3 >30f 精密±±0.2 ±0.5 1 2 ±m 中等e 粗糙±±±124±0.4v 最粗3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.2垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围>100~300>300~1000>1000~3000100 ≤0.5 0.3 0.4 0.2 H10.80.60.4KL 0.4 1 1.5 24.3对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围>100~300>300~1000>≤100 1000~30000.5 H1 K 0.6 0.82 L10.61.54.4圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值0.1 H0.2 K0.3L3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0,1.25,2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0,630 ,500,320,250,160,125,16.0, 20, 32, 40, 63, 80.。
机械加工自由公差表
1.线性尺寸的极限偏差数值GB/T1804-2000 mm2.倒圆半径和倒角高度尺寸的极限偏差GB/T1804-2000 mm3.角度尺寸的极限偏差数值GB/T1804-20004.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值GB/T1184-1996 mm4.2垂直度未注公差值GB/T1184-1996 mm4.3对称度未注公差值GB/T1184-1996 mm4.4圆跳动的未注公差值GB/T1184-1996 mm3.表面粗糙度零件的表面都应该注明粗糙度的等级..如果较多的表面具有相同的表面粗糙度等级;则要集中在图样右上角标注;并加“其余”字样..粗糙度等级的选择;一般可以根据对各表面的工作要求和尺寸精度等级来决定;在满足工作要求的条件下;不得随意提高等级..1取样长度和评定长度的选用值GB/T1031-19952轮廓算术平均偏差Ra的数值GB/T1031-1995 μm第1系列 0.012; 0.025; 0.050; 0.10; 0.20; 0.40; 0.80; 1.60; 3.2; 6.3;12.5; 25; 50; 100第2系列 0.008; 0.010; 0.016; 0.020; 0.032; 0.040; 0.063; 0.080; 0.125;0.160; 0.25; 0.32; 0.50; 0.63; 1.0; 1.25; 2.0; 2.5; 4.0; 5.0; 8.0; 10.0;16.0; 20; 32; 40; 63; 80注:尽量选择第1系列3轮廓最大高度Rz的数值GB/T1031-1995 μm第1系列 0.025; 0.050; 0.100; 0.20; 0.40; 0.80; 1.60; 3.2; 6.3; 12.5; 25; 50; 100;200;400;800;1600;第2系列 0.032; 0.040; 0.063; 0.080; 0.125; 0.160; 0.25; 0.32; 0.50;0.63; 1.0; 1.25; 2.0; 2.5; 4.0; 5.0; 8.0; 10.0; 16.0; 20; 32; 40; 63; 80;125;160;250;320;500;630。
机械加工自由公差表
机械加工自由公差表 Prepared on 22 November 20201.线性尺寸的极限偏差数值(G B/T1804-2000)(m m)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)垂直度未注公差值(GB/T1184-1996)(mm)对称度未注公差值(GB/T1184-1996)(mm)圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , , 25, 50, 100第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600,第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630。
机械加工自由公差表
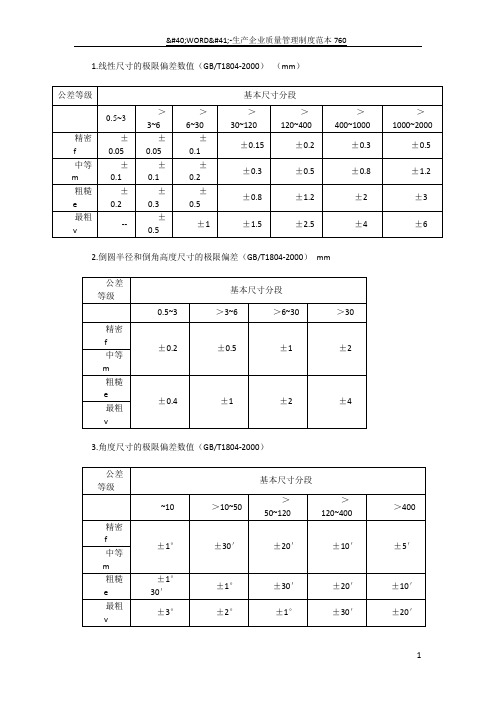
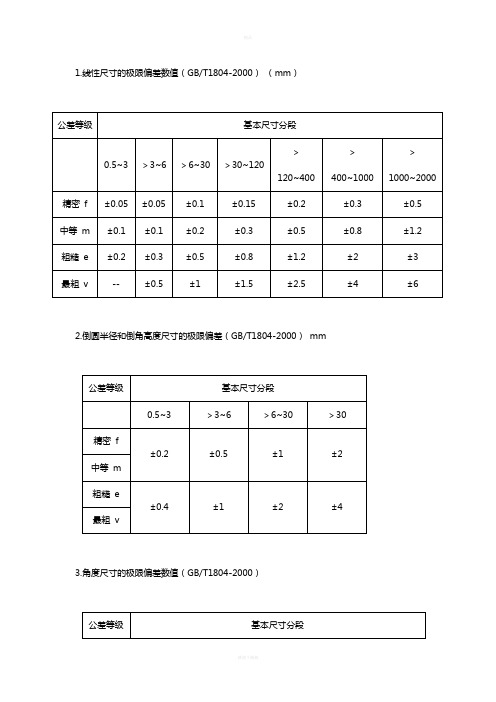
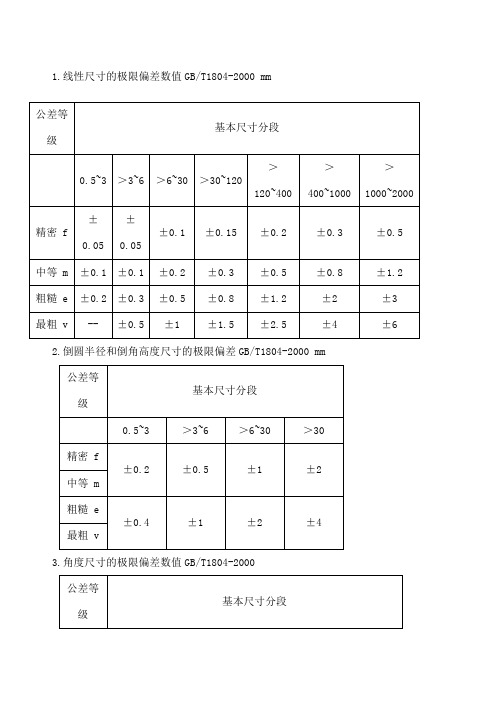
1.线性尺寸的极限偏差数值(GB/T1804-2000) (mm)
公差等级
基本尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
精密 f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
中等 m
±0.1
±0.1
±0.2
粗糙 e
±0.4
±1
±2
±4
最粗 v
3.角度尺寸的极限偏差数值(GB/T1804-2000)
公差等级
基本尺寸分段
~10
>10~50
>50~120
>120~400
>400
精密 f
±1°
±30′
±20′
±10′
±5′
中等 m
粗糙 e
±1°30′
±1°
±30′
±20′
±10′
最粗 v
±3°
±2°
±1°
±30′
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
Ra (μm)
Rz (μm)
取样长度l(mm)
评定长度l n(mm)
>0.003~0.02
>0.025~0.10
0.08
0.4
>0.02~0.10
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995) (μm)
第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,
机械加工自由公差表
机械加工自由公差表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]1.线性尺寸的极限偏差数值(G B/T1804-2000)(m m)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)垂直度未注公差值(GB/T1184-1996)(mm)对称度未注公差值(GB/T1184-1996)(mm)圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , , 25, 50, 100第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600,第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630。
机械加工自由公差表

0。8
1
L
0.6
1
1.5
2
4。4圆跳动的未注公差值(GB/T1184-1996)(mm)
公差等级
圆跳动公差值
H
0.1
K
0。2
L
0.3
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余"字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级.
1。线性尺寸的极限偏差数值(GB/T1804—2000) (mm)
公差等级
基本尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
精密f
±0.05
±0。05
±0.1
±0.15
±0。2
±0.3
±0.5
中等m
±0。1
±0。1
±0。2
±0。3
±0。5
±0.8
4。1直线度和平面度未注公差值(GB/T1184—1996)(mm)
公差等级
基本长度范围
≤10
>10~30
>30~100
>100~300
>300~1000
>1000~3000
H
0.03
0.05
0.1
0.2
0.3
0。4
K
0。05
0.1
0。2
0.4
0。6
0。8
L
0。1
0.2
0.4
0。8
1。2
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
3.角度尺寸的极限偏差数值(GB/T1804-2000)
]
4.未注形位公差按GB/T1184-K
直线度和平面度未注公差值(GB/T1184-1996)(mm)
垂直度未注公差值(GB/T1184-1996)(mm)
¥
对称度未注公差值(GB/T1184-1996)(mm)
圆跳动的未注公差值(GB/T1184-1996)(mm)
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
)
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)
第1系列, , , , , , , , , , , 25, 50, 100
第2系列, , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)
第1系列, , , , , , , , , , 25, 50, 100,200,400,800,1600,
第2系列, , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630
)。
机械加工自由公差表
1.线性尺寸的极限偏差数值(GB/T1804—2000)(mm)2。
倒圆半径和倒角高度尺寸的极限偏差(GB/T1804—2000)mm3.角度尺寸的极限偏差数值(GB/T1804—2000)4。
未注形位公差按GB/T1184—K4.1直线度和平面度未注公差值(GB/T1184—1996) (mm)4.2垂直度未注公差值(GB/T1184—1996)(mm)4。
3对称度未注公差值(GB/T1184—1996) (mm)4。
4圆跳动的未注公差值(GB/T1184—1996) (mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级.如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余"字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级.1)取样长度和评定长度的选用值(GB/T1031—1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0。
012, 0。
025,0.050, 0.10, 0.20,0。
40,0。
80, 1.60,3。
2, 6。
3, 12。
5,25,50, 100第2系列0。
008,0.010,0.016,0。
020, 0.032,0.040,0。
063, 0。
080,0。
125,0。
160,0.25,0.32,0。
50,0.63, 1。
0,1。
25,2。
0,2.5, 4。
0, 5。
0,8.0,10。
0,16。
0,20,32,40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031—1995) (μm)第1系列0.025,0.050, 0。
100, 0。
20, 0。
40, 0。
80, 1.60, 3。
2, 6。
3, 12.5,25,50,100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0。
机械加工自由公差表
1线性尺寸的极限偏差数值( GB/T1804-2000 ) (mm)2•3•4•未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值( GB/T1184-1996) ( mm)4.2垂直度未注公差值(GB/T1184-1996 ) ( mm)4.3对称度未注公差值(GB/T1184-1996 ) ( mm)4.4圆跳动的未注公差值( GB/T1184-1996 ) ( mm)3•表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值( GB/T1031-1995 )2)轮廓算术平均偏差Ra的数值(GB/T1031-1995 )(卩m)第 1 系列第 2 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 1000.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32,0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1 系列3)轮廓最大高度Rz的数值(GB/T1031-1995 )(卩m)第 1 系列800,1600,第 2 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 ,200,400,0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5,4.0,5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630(注:范文素材和资料部分来自网络,供参考。