QC PLAN
QC小组活动方法

QC小组活动方法为了提高团队协作能力和群体凝聚力,许多组织都会组织各种形式的团队活动。
在进行QC(质量控制)小组活动时,为了确保质量控制过程的顺利进行,需要选择合适的活动方法。
下面给出几种常见的QC小组活动方法。
1. 五个为什么(5 Whys)五个为什么是一种经典的QC工具,可以用于问题分析和根本原因追踪。
在QC小组活动中,可以使用五个为什么方法来鼓励小组成员进行深入分析和讨论,找到问题的根本原因。
这种方法可以帮助团队成员思考问题的深层次原因,进而提出有效的解决方案。
2. 核对表(Checklist)核对表是一种标准化工具,可以帮助QC小组完成一系列的检查工作。
在QC小组活动中,可以使用核对表来记录每个环节的检查情况和结果。
通过使用核对表,团队成员可以清晰地了解需要完成的任务和标准,提高工作的准确性和一致性。
3. PDCA环(PDCA Circle)PDCA环是质量管理中常用的一个概念,也可以应用于QC小组活动中。
PDCA环由计划(Plan)、执行(Do)、检查(Check)和行动(Action)四个环节组成。
在QC小组活动中,可以使用PDCA环来指导质量控制的整个过程。
团队成员可以先制定计划、实施计划、检查结果,然后根据检查结果进行调整和改进。
4. 魱原因分析(Fishbone Diagram)魱原因分析,也称为鱼骨图,是一种用于问题分析和根本原因追踪的工具。
在QC小组活动中,可以使用魱原因分析来帮助团队成员理清问题的各个方面和可能的原因。
通过使用魱原因分析,团队成员可以更好地理解问题的本质和影响因素,同时也能够更好地找到解决问题的方向。
5.分组讨论和分享分组讨论和分享是一种常见的QC小组活动方法。
团队成员可以根据自己的专业领域或感兴趣的话题,自由组成小组进行讨论和分享。
通过这种方式,团队成员可以互相学习、交流经验和知识,增进相互之间的了解和合作。
6.案例研讨案例研讨是一种体验式的学习方法,可以帮助团队成员更好地理解质量控制的实际应用。
QC Sampling Plan
抽样方案的特性函数
接受概率(%) 1.00
0.875
0.75 0.625
0.5
0.375
0.25 0.125
5
10
15
20
批不合格率(%)
25
30
35
Sampling Plan
Sampling Plan &Sampling Coad.xls
缺陷
缺陷的定义: ---没有满足某些预定产品的要求.(规格,图纸,说明
加强自身建设,增强个人的休养。2020年11月16日 上午10时26分20.11.1620.11.16
精益求精,追求卓越,因为相信而伟 大。2020年11月16日 星期一 上午10时26分33秒10:26:3320.11.16
让自己更加强大,更加专业,这才能 让自己 更好。2020年11月上 午10时26分20.11.1610:26November 16, 2020
书) 备注:一个产品所要评估的指标很多,各种指标
缺陷的种类
生活中的辛苦阻挠不了我对生活的热 爱。20.11.1620.11.16Monday, November 16, 2020
人生得意须尽欢,莫使金樽空对月。10:26:3310:26:3310:2611/16/2020 10:26:33 AM
AQL(Acceptable Quality Level )
AQL 是对过程平均不合格率规定的,认为满 意的最大值.可以将它看作可接收的过程平 均不合格率和不可接收之间的界限.换句话说: 若正在生产的产品大多数批的平均品质至少 象AQL一样的好,生产过程可以认为是满意的.
检查水准
检查水准确定了批量和样本大小之间的关系. 如果批量大,样本数也随之增大.但不是按比例 增大,对大批量样本所占的比例要比小批量中 样本所占的比例小.
QC七大手法

PDCA循环,也称戴明环,是由美国著名质量管理专家戴明(W、E、Deming)首先提出的。
这个循环主要包括四个阶段:计划(Plan)、实施(Do)、检查(Check)和处理(Action),及八个步骤。
八个步骤是四个阶段的具体化。
(1)计划(P)阶段计划是质量管理的第一阶段。
通过计划,确定质量管理的方针、目标,以及实现该方针和目标的行动计划和措施。
计划阶段包括以下四个步骤:第一步,分析现状,找出存在的质量问题。
第二步,分析原因和影响因素。
针对找出的质量问题,分析产生的原因和影响因素第三步,找出主要的影响因素。
第四步,制定改善质量的措施,提出行动计划,并预计效果。
在进行这一步时,要反复考虑并明确回答以下问题:1)为什么要制定这些措施(Why)?2)制定这些措施要达到什么目的(What)?3)这些措施在何处即哪个工序、哪个环节或在哪个部门执行(Where)?4)什么时候执行When)?5)由谁负责执行(Who)?6)用什么方法完成(How)?以上六个问题,归纳起来就是原因、目的、地点、时间、执行人和方法,亦称5W1H问题。
(2)实施(D)阶段该阶段只有一个步骤,即第五步第五步,执行计划或措施。
(3)检查(C)阶段这个阶段也只包括一个步骤,即第六步。
第六步,检查计划的执行效果。
通过做好自检、互检、工序交接检、专职检查等方式,将执行结果与预定目标对比,认真检查计划的执行结果。
(4)处理(A)阶段包括两个具体步骤。
第七步,总结经验。
对检查出来的各种问题进行处理,正确的加以肯定,总结成文,制定标准。
第八步,提出尚未解决的问题。
通过检查,对效果还不显著,或者效果还不符合要求的一些措施,以及没有得到解决的质量问题,不要回避,应本着实事求是的精神,把其列为遗留问题,反映到下一个循环中去。
处理阶段是PDCA循环的关键。
因为处理阶段就是解决存在问题,总结经验和吸取教训的阶段。
该阶段的重点又在于修订标准,包括技术标准和管理制度。
03 qc PLAN控制计划
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
第 31 片
控制计划方法论
24. 方法-样本容量
• 这与需要监控的产品的数量有关。
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
第 32 片
控制计划方法论
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
第 34 片
控制计划方法论
27. 反应计划
• 在过程或产品变得不稳定的情况下, 应采取什么行动,如与上级联系。
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
第 21 片
控制计划方法论
14. 其它批准/日期-如果有要求的话 要求的
• 如果顾客有此要求,这便是顾客指定 的人员(除质量和工程人员之外)必 须在控制计划上签署认可的栏目。一 般来说,认可控制计划的必要性由QS 9000的第二部分来规定,或在合同的 评审阶段予以确定。
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
第 4片
控制计划方法论
• 样件控制计划
样件控制计划是一份列出了在制造样 件期间需核实的工艺流程和测量参数 的文件。
注:顾客可要求每个供方提交样件控制计划。
模块 3 - 控制计划
World Class Quality Pty Ltd - 1999年9月
QAQC PLAN for Corning

All samplesthat taken out byCORNING/FLUORCOMPANY shall besubmittedto third party for inspection. And a 24 hours advanced written notice shall be sent out. Other inspections require sampling witness inCORNING/FLUORCOMPANYrequired labs. Such as: rebar rechecking and concrete intensity, etc.
2.质量主管为本工程质量管理的现场代表,对质量问题有一票否决权,项目经理无权干涉其从事正确的质量管理活动,并由质量主管定期组织项目质检人员参加质量例会。测量工程师专职负责本工程的测量放线工作。
Quality supervisor is the site representative of Quality Managing in this project. He has the veto on quality matter. However, PM cannot intervene the right management carried by Quality supervisor. Survey engineer is responsible for the work of setting out.
4.项目质检组建立项目质量检查、测试、测量和试验人员培训的教育台帐,不定期检查他们的检查测试成果,质量主管负责对现场质检员,测量员、试验人员进行质量要求的交底培训教育。
质量控制计划的英文缩写

质量控制计划的英文缩写
质量控制计划的英文缩写是QC Plan。
质量控制计划是指为了确保产品或服务质量达到一定标准而制定的一套管理计划和措施。
在制造业或服务业中,质量控制计划是非常重要的,它包括了质量目标、质量标准、质量检测方法、质量控制程序等内容。
通过执行质量控制计划,可以有效地管理和控制产品或服务的质量,确保符合客户的要求和期望。
在国际贸易中,质量控制计划也是非常重要的,可以帮助企业确保出口产品的质量符合目标市场的标准和法规要求,提高产品竞争力,赢得客户信任。
因此,QC Plan是质量管理中一个重要的概念,它对于企业的可持续发展和市场竞争力具有重要意义。
7种QC工具
QC小组活动的具体程序
2、经济效益的计算 ◆ 计算经济效益的同时应考虑社会效益 ◆ 效益计算应符合实际,不类推、不夸大,计算时间 一般不超过一年。 ◆ 对小组成员的活动收获进行检查,如人 员素质、技术水平的提高等。 ◆ 巩固期能看到稳定状态为止。
3、效果检查常用图表: 调查表 简易图表 排列图 直方图 控制图 散布图
关联图 针 对单 一或多 个问 原因之间有 题的原因进行分析 交叉关系
一般不超过四层 超过用系统图
没有限制
没有限制
QC小组活动的具体程序
六、确定主要原因
运用这一步骤,对诸多问题进行分析,把影响问题 的主要因素找出,排除次要因素,为制定对策提供依据
1、确定主因的三个步骤 (1)将末端因素全部收集 (2)排除不可抗拒因素 (3)对末端因素进行逐条确认,找出真 正的主要原因。
高投入、高难度、违返国家法律、法规的不宜采用。 (3)不采用临时性、应急性对策。 (4)尽量采用以小组成员自身能力可以实现的对策。 (5)将对策内容和措施内容分开制订 (6)对策目标要可检查,不一定非量化。防止出现精神措施。 (7)对策表简单,实施要写详细;对策表复杂,实施可简单 (8)不要为外人制订措施
QC小组的作用
1、有利于开发智力资源,发掘人的潜能,提高人的素质。 2、有利于预防质量问题和改进质量。 3、有利于实现全员参加管理。 4、有利于改善人与人之间的关系,增强人的团结协作精神。 5、有利于改善和加强管理工作,提高管理水平。 6、有助于提高职工的科学思维能力、组织协调能力、分析
解决问题的能力。 7、有利于提高顾客的满意程度。
日本“5S”活动: ◆ 整理(SEIRI) 按需要将东西分开,处理掉不必要的。 ◆ 整顿(SEITON)把需要的物品按使用频次不同分别置放。 ◆ 清扫(SEISO) 清扫现场,去除污物。 ◆ 清洁(SEITSUKE)定期检查,保持工作环境卫生整洁。 ◆ 素养(SHITUKE)加强自身修养,自觉遵守各项规章制度。
Quality Control Plan 质量控制计划

Quality Control Plan质量控制计划1。
Quality policy质量方针The policy aims at satisfying our customer by way of initializing an updated quality management and sticking to the top requirement of “quality first” in an attempt to achieve an elite project finally。
坚持“质量第一"的原则,确保质量体系有效运行,向业主提供满足合同与标准要求的产品. 2。
Quality objective质量目标Provide our customer with products in full line with relevant contract and standard by way of strictly conforming to quality control procedure and intensifying avoiding common quality faults to be sure of an effective operation of the quality assurance and quality control system,achieve a zero quality accident rate and realize good project constructionquality.坚持质量标准,严格质量控制程序,加大质量通病治理,实现质量事故为零,确保工程质量优良,争创优质工程。
Try hard to finish the project in an excellent way努力以如下目标完成项目:(1)Qualification rate for unit project:100%单位工程质量合格率:100%(2)Choiceness rate for unit project:above 95%单位工程质量优良率:95%以上(3)Qualification rate for inspection items with allowable tolerances:above 95%允许项目测点合格率:95%以上(4)Qualification rate for measure of location by self-inspection:above 95% 定位测量自检合格率:95%以上(5)Qualification rate for radiographic test (not including testing weld joints reworked)above 95%焊缝拍片一次合格率:95%以上(6)Quality accident rate:0质量事故发生率为零(7)Mission success rate for one-time commissioning: 100%试车一次成功率100%3。
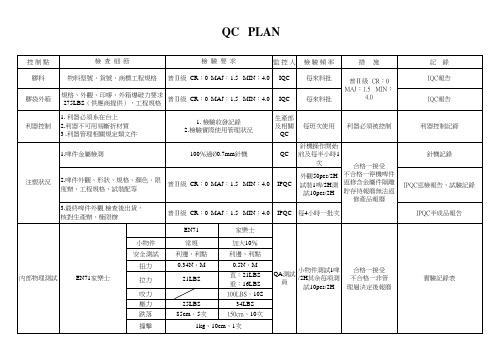
QC PLAN 质量控制计划
裝箱前
外觀檢查、功能
QC巡拉抽檢
IPQC
成品檢驗
包裝方法、數量、外觀、功能
பைடு நூலகம்
普Π級 CR:0 MAJ:1.5 MIN:4.0 成品QC 每批量 100%箱過Ø4.0MM針機 成品QC 每箱
過 Ø 4.0MM 針 每箱過Ø4.0MM針機 機
編制:
審核:
日期:
QC PLAN
記 錄 IQC報告 IQC報告
Ø0.7MM、Ø1.2MM針機操作程序
100%超聲件過Ø0.7MM,Ø 1.2MM針機 IPQC
針機操作開始 合 格 一 接 受 前及每半小時1 不 合 格 一 返 修 次 或隔離貯存報廢 外 觀 :合 格 一 接 受 50pcs/2H 功不 合 格 一 返 修 無法返修報廢處理 能:5pcs/2H 合 格 一 接 受 不合格一返修 合 格 一 入 櫃 不 合 格 一 查 出 鑫屬返修
IPQC 每4小時一批次
小物件 安全測試 扭力 內部物理測試 EN71家樂士 拉力 咬力 壓力 跌落 撞擊
常規 利邊、利點 0.34N、M 21LBS
小物件測試1啤 QA測試 /2H其余每項測 員 試10pcs/2H
合格一接受 不合格一非管 理層決定後報廢
1kg、10cm、1次
QC PLAN
金屬檢測
利器控制記錄
針機記錄
IPQC巡檢報告、試驗記錄
IPQC半成品報告
實驗記錄表
QC PLAN
IPQC報告針機記錄
IPQC巡拉報告
QC成品檢驗報告 針機記錄QC報告
日期:
QC PLAN
控制點 膠料 膠袋外箱 檢 查 細 節 物料型號、貨號、商標工程規格 檢 驗 要 求 普Π級 CR:0 MAJ:1.5 MIN:4.0 監控 人 IQC IQC 生產部 及相關 QC QC 檢驗頻率 每來料批 每來料批 措 施
QC成果报告整理总结
帕累托曲线
200 180
85% ● 70%●
95% ●
97% ●
频率 100% 75%Fra bibliotek140 40% ●
N=200
80 40 0
50% 25%
态度差 种类少 环境差 价格高 设施差 其它 项目
排列图(二)
排列图特点: 1、两个直角坐标
横 -- 项目 纵 左 频数
右 频率 % 2、左面纵座标按度量单位标定,其高度必须等于所 有项目量值的总和;右面纵座标是百分比的座标, 其高度和左面的量值总合等高,并从0-100%标定。
通过分析,把影响问题的主要原因找出,排除次 要因素,为制定对策提供依据。 1、确定主因的三个步骤: (1)将末端因素全部收集 (2)排除不可抗拒因素 (3)对末端因素进行逐条确认,找出真正主因。 2、确认主因常用的方法: (1)现场验证 (2)现场测试、测量 (3)调查分析:对人的因素可用设计调查表等方法
课题类型
根据QC小组活动课题的特点和活动内容,可 将小组活动课题分为“现场型”、“服务型”、 “攻关型”、“管理型”和“创新型”五种类型。 前四种类型可统称为“问题解决型”,这是相对 “创新型”课题而言的。 其中,现场型和服务型课题,通常以生产和服 务一线员工为主体开展活动,攻关型课题通常由领 导干部、技术人员和操作人员三者结合进行活动, 管理型课题通常由管理人员参与活动,创新型课题 则为科研人员、设计开发人员、技术人员、营销人 员与管理人员共同合作
4要正确恰当地应用统计方法名称因果图系统图关联图适用场合对单一问题的原因分析对单一问题的原因分析对单一或多个问题原因进行分析之间关系原因之间没有交叉关系原因之间没有交叉关系原因之间有交叉关系展开层次一般不超过四层没有限制没有限制因果图系统图关联图方法运用问题较多主要是分析不到位因果关系倒置或无关系画图不规范等
qc小组总结及下一步打算

qc小组总结及下一步打算QC小组总结及下一步打算一、介绍在过去的几个月里,我们QC小组一起为完成项目任务努力工作,充分发挥每个成员的优势,取得了一些成果。
本文将对QC小组的工作进行总结,并提出下一步的打算。
二、工作总结1. 团队合作作为一个团队,我们始终坚持紧密合作,相互支持和协助。
我们每周定期召开会议,讨论项目进展和解决遇到的问题。
每个成员都能充分展示自己的专业知识和技能,并积极参与工作。
通过团队合作,我们的工作效率得到了极大提高。
2. 质量控制作为QC小组,我们的主要任务是确保项目产品的质量。
我们制定了详细的测试计划和流程,检查产品的功能、性能和用户体验等方面。
通过严格的测试和质量控制,我们成功解决了一些存在的问题,提高了产品的质量和稳定性。
3. 沟通与协调为了保证各个部门之间的顺利沟通和协调,我们与其他部门保持密切联系,及时了解他们的需求和反馈。
我们经常举行联席会议,与其他小组讨论项目的具体细节,并找出解决方案。
通过有效的沟通与协调,我们顺利完成了与其他部门的合作任务。
4. 客户满意度为了确保客户满意度,我们与客户保持密切的沟通,及时解答他们的问题和反馈。
我们积极收集客户的建议和意见,根据他们的需求来调整和改进产品。
我们的努力获得了客户的一致好评,大大提高了客户满意度。
三、下一步打算1. 进一步提高质量控制水平尽管我们在质量控制方面取得了一些成绩,但我们仍然有很大的提升空间。
我们计划加强对产品功能和性能的测试,同时注重用户体验和界面设计。
我们还将探索新的质量控制方法和工具,以提高我们的检测效率和准确性。
2. 持续改进沟通与协调沟通与协调是团队合作的重要组成部分。
我们将进一步改进我们的沟通渠道和方式,确保信息能够准确传递和理解。
我们还将加强与其他部门的合作,及时解决问题和找出解决方案,以实现更好的协同效率。
3. 关注用户反馈和需求用户的反馈和需求是产品改进的重要依据。
我们将继续与客户保持紧密联系,收集他们的反馈和需求。
中建qc策划书3篇

中建qc策划书3篇篇一中建 QC 策划书一、项目背景随着建筑行业的不断发展,质量管理(Quality Control,简称 QC)在项目中的重要性日益凸显。
中建作为国内知名的建筑企业,一直致力于提高项目质量,为客户提供优质的建筑产品。
本 QC 策划书旨在制定一套有效的质量管理方案,确保项目的顺利进行和高质量交付。
二、QC 目标1. 提高项目质量,确保符合相关标准和规范。
2. 减少质量问题和缺陷,降低返工率。
3. 提高客户满意度,树立中建的良好品牌形象。
三、QC 团队组成1. 项目经理:负责整个项目的质量管理工作,制定 QC 计划和目标,并监督实施。
2. 质量工程师:协助项目经理进行质量策划和控制,制定质量检验标准和流程,组织质量培训和教育。
3. 施工员:负责现场施工的质量管理,监督施工过程中的质量控制措施的执行情况,及时发现和解决质量问题。
4. 质检员:负责对原材料、构配件和施工过程进行质量检验和验收,确保质量符合要求。
5. 资料员:负责质量管理资料的收集、整理和归档,为质量分析和改进提供依据。
四、QC 活动计划1. 质量培训:定期组织质量培训和教育活动,提高团队成员的质量意识和技能水平。
2. 质量检查:制定质量检查计划,定期对施工现场进行质量检查,及时发现和解决质量问题。
3. 质量分析:定期对质量数据进行分析,找出质量问题的根源,制定改进措施。
4. 质量改进:针对质量问题的根源,采取有效的改进措施,不断提高项目质量。
五、QC 工具和方法1. PDCA 循环:按照计划(Plan)、执行(Do)、检查(Check)、处理(Act)的顺序进行质量管理,不断循环改进。
2. 因果图:用于分析质量问题的原因和结果,找出问题的根源。
3. 直方图:用于展示质量数据的分布情况,帮助发现质量问题的规律。
4. 控制图:用于监控质量过程,及时发现质量异常情况。
六、QC 成果评估1. 质量目标达成情况评估:定期对质量目标的达成情况进行评估,及时调整质量管理策略。
QC七大手法
QC七大手法及SPC技术一、目的:QC七大手法与PDCA相结合以解决生产问题症结所在,以达到提高产品质量的目的。
二、定义:1、PDCA循环:计划(PLAN)-实施(DO)-检查(CHECK)-对策(ACTION)循环。
2、特性要因图:能一目了然的表示出,成品的质量特性与制造原因,或质量问题与形成原因的相互关系。
以称因果图、鱼骨图3、柏拉图:将一定期间所汇集的不良数、缺点或故障的发生等数据,依项目别、原因别加以分类,而按其出现大小顺序排列的图形,又称排列图。
4、查检表:在收集数据时设计一种简单的表格,将有关项目和预定收集的数据,依其使用目的以最简单的符号标注,而且很容易汇集整理以了解现状,作为分析或核对使用,这种设计出来的表格称为查检表。
5、层别法:把工作和工序操作中搜集的有关数据加以分类整理、分层,提出提高质量的改善方法称为层别法。
6、散布图:两变量或多个变量间是否有相互间关系,如有关系其相关程度有多少,此分析方法的图形称为散布图,亦称相关系数图。
7、直方图:将收集得到的数据,依一定的标准给予分组,列出每组内所出现的数据个数,横轴表示组界,纵轴表示次数,将每一组以长方形图表示于座标上即为直方图。
8、控制图:用来表示一个过程特性的图像,图上标有根据那个特性收集到的一些统计数据,如一条中心线,一条或两条控制限。
它有两个基本的用途:一是用来判定一个过程是否一直受统计控制;二是用来帮助过程保持受控状态。
又称管理图或管制图.三、各改善步骤与QC七大手法运用关系◎:特别有用○:可用四、QC手法详解4.1特性要因图4.1.1 作法1)决定评价特性:自左向右画一横粗线代表过程,并将评价特性写在箭头右边,以“为何×××”的方式表示。
2)列出大原因:直接部门可依过程别分类,亦可依5M(人、机器、材料、方法、环境)来分类。
大原因用圈起来,加上箭头的大分枝到横粗线。
3)各大原因分别记入中、小原因:a)利用会议形式,共同研讨。
qc小组基本知识

三是切忌把课题名称抽象化,加盖一个大帽子变成“口 号式”,或是用“手段+目的”
来设定课题名称: 例如: 加强技术管理 降低装置能耗
消除空调底板脱焊现象 提高产品合格率
十二、QC小组的活动程序每个步骤的实施要领
*选题理由:应直接写出选此课题的目的和必要性,不要长 篇大论陈述背景。只要把上级或本部门的要求是什么,问题的症 结在哪里,差距有多大,用数据来表达,以说明解决此症结即可 满足要求。
(3)应用统计方法 为了取得证据,通常我们要收集大量的数据,其中有的
是有效数据,有的则是无效数据。因而,我们要应用统计方 法对这些数据进行整理、分析。
十一、QC小组的活动程序
1.“问题解决型”课题活动程 序
“问题解决型”课题包括:现 场型、攻关型、管理型、服务型等 课题,是大多数QC小组选择的活动 课题类型,它们的活动程序基本上 是相同的,只是由于活动课题的目 标值有指令性的或自定的不同而略 有区别。
九、QC小组活动的基本条件
1.领导对QC小组活动思想上重视,行动上支持; 2.职工对QC小组活动有认识,有要求; 3.培养一批QC小组活动的骨干; 4.建立健全QC小组活动的规章制度。
十、QC小组活动解决问题的两方面技术
1.两方面技术:一个方面是专业技术,就是要解决的 这个问题属于什么专业范围,就需要这个专业的技术; 另一个方面是管理技术,这就是程序、证据、方法、技 巧等。专业技术和管理技术并用,才能完满地解决问题。 每个QC小组要解决的课题是不同的,因此所涉及的专业 技术也各不相同,而管理技术则是共性的。
QC活动中应注意的问题全解
二、现状调查
存在问题:
(1)不能为目标值确定提供依据
(2)提供数据不充分、有效 ;无数据(三个成果) ◆ 收集数据要有可比性(现状优良率,效果为合格率) ◆ 收集数据的时间缺少约束或无数据。 ◆ 各数据间关系不清楚(故障率、故障次数、运行时间)
排列图(一)
排列图(Pareto Diagram)又叫帕累托图。是将质量改 进项目从最重要到最次要顺序排列而采用的一种图表。
课题名称的设定要简洁、明确,一目了然的针对所要解 决的问题,不可抽象。原则上按以下方式设定:
××
○○○
解决什么---指质量、效率 成本等方面的管理特性。 要解决问题的对象---指产品、工序、 过程、作业的名称。
的 △△
怎样 --- 提高还是降低,增大还是减少。 例如:降低复印纸的消耗 要解决的管理特性 要解决问题的对象 怎样--要降低
四、分析原因
分析原因是小组活动的重要一环。通过对问题产生原因 的分析,找出关键所在。 分析原因要注意四个问题: (1)针对所存在问题分析原因 (2)要展示问题的全貌 5M1E:(人、机、料、法、测量、环境) (3)分析原因要彻底,要针对结果,把原因一层 层展开,分析到可以采取对策为止。 展开分析: 结果 原因 结果
频数
帕累托曲线
200 180
பைடு நூலகம்
85% ● 70%●
95% ●
97% ●
频率 100% 75%
140 40% ●
N=200
80 40 0
50% 25%
态度差 种类少 环境差 价格高 设施差 其它 项目
排列图(二)
排列图特点: 1、两个直角坐标
横 -- 项目 纵 左 频数
右 频率 % 2、左面纵座标按度量单位标定,其高度必须等于所 有项目量值的总和;右面纵座标是百分比的座标, 其高度和左面的量值总合等高,并从0-100%标定。
qc质量管理方针__概述说明以及解释

qc质量管理方针概述说明以及解释1. 引言1.1 概述质量控制(Quality Control,简称QC)作为一种管理方法,在现代企业中占据着重要地位。
随着市场竞争的激烈化和消费者对产品质量要求的提高,企业必须通过有效的质量管理方针来确保产品和服务符合标准,并满足客户的需求和期望。
本文将围绕qc质量管理方针展开讨论,旨在介绍其定义、重要性、实施策略和目标,并通过实践案例分析进一步阐述其具体要点。
1.2 文章结构本文分为五个主要部分,每个部分都会介绍关于qc质量管理方针的不同方面。
首先是引言部分,概述了本文的主题并说明了文章结构。
接下来是第二部分,详细解释了qc质量管理方针的定义、重要性以及意义。
第三部分将探讨qc质量管理方针的具体要点,包括质量目标设定、质量控制方法与工具以及质量保证体系建立与维护。
第四部分将通过实践案例分析公司A、公司B和公司C的qc质量管理方针实施情况,从中提取经验教训和最佳实践。
最后,在结论与展望部分,将对本文进行总结并展望qc质量管理方针的未来发展前景。
1.3 目的本文旨在通过对qc质量管理方针的深入探讨,帮助读者更好地理解和应用质量控制方法。
具体而言,目的包括:1) 介绍qc质量管理方针的定义与解释,确保读者对其内涵有清晰的认识;2) 阐明qc质量管理方针在企业中的重要性和意义,使读者认识到其对企业发展和竞争力的作用;3) 探讨qc质量管理方针的实施策略和目标,为企业制定有效的质量管理计划提供参考;4) 详细介绍qc质量管理方针的具体要点,包括质量目标设定、质量控制方法与工具以及质量保证体系建立与维护;5) 借助实践案例分析,通过分析公司A、公司B和公司C的qc质量管理方针实施情况效果评估不同策略下所取得成效,并总结经验教训;6) 最后,对本文进行总结并展望qc质量管理方针的发展前景,为读者提供未来参考和研究方向。
通过撰写本文,希望能够增加对qc质量管理方针的认识和理解,并促进相关理论和实践的进一步研究。
QC小组活动的组建原则

3、不是所有的目标都必须制定设置依据。 如:恢复质量的目标
目标设定使用方法:简易图表 直方图 控制图
QC小组活动的具体程序
五、分析原因
分析原因是小组活动的重要一环。通过对问题产生原因 的分析,找出关键所在,小组成员要开阔思路,集思广益, 从能够设想的所有角度去想象可能产生问题的全部原因。
(5) 末端因素上找要因。
QC小组活动的具体程序
2、正确、恰当的应用统计方法 原因分析常用统计工具:因果图 系统图 关联图 三种图示方法的运用
方法名称 适 用 场 合
原因之间的关系 展 开 层 次
因果图 针对单一问题 进行原因分析
原因之间没 有交叉关系
系统图 针对单一个问题 的原因进行分析
原因之间没 有交叉关系
◆ TQM 不局限于“标准”的范围,不间断 寻求改进机会,研究和创新工作方法,以 实现更高的目标。
QC小组的概念
人员:在生产或工作岗位上从事各种劳动的职工。 范围:围绕企业的经营策略、方针、目标和现
场存在的问题。 目的:改进质量、降低消耗、提高经济效益和人
的素质 手段:运用质量管理的理论和方法。
QC小组的性质
关联图 针 对单 一或多 个问 原因之间有 题的原因进行分析 交叉关系
一般不超过四层 超过用系统图
没有限制
没有限制
QC小组活动的具体程序
六、确定主要原因
运用这一步骤,对诸多问题进行分析,把影响问题 的主要因素找出,排除次要因素,为制定对策提供依据
1、确定主因的三个步骤 (1)将末端因素全部收集 (2)排除不可抗拒因素 (3)对末端因素进行逐条确认,找出真 正的主要原因。
QC小组活动的具体程序
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
来料
注塑啤件
1.普Π級 CR:0 MAJ:1.0 MIN:2.5; 2.及时反映问题,避免批量次品产生; 3.反映问题必须提供次品,生产状况, 次品比例等.
IPQC
1.2H巡机一次; 2.小批量批检.
合格一接受. 1QC.巡机报告; 不合格一相关人员评 2.QC半成品验货报告. 定.
包装
1.1.普Π級 CR:0 MAJ:1.0 MIN:2.5.
QC PLAN
产品名称:xx系列
控制點 膠料 檢 查 細 節 是否是指定胶料的型號、产地、生产批号及水口用料比例 等 1.卡通箱、展示盒尺寸规格、箱唛、材质是否符合要求; 2.骨袋/胶袋厚度、透明度、颜色、字唛; 3.说明书尺寸规格、字体内容是否与样板相符 一.每机位挂好标准样板,并每小时巡机检查: 1.每啤啤件尺寸规格与资料是否符合; 2.啤件颜色是否与样板一致; 3.试装其松紧度是否符合要求; 4.啤件外观问题:批锋/缩水/杂点/拖花/油污/摸痕/变形/发 白/缺胶/气纹等,及时做好巡检报告记录和及时反馈问题 并跟进结果; 5.对每台机做水口比例检查;是否符合资料规定要求; 6.核对啤机参数是否与资料相符合; 7.注意检查车间装产品容器,卫生是否符合要求等; 8.检查车间标识纸是否注明模号以方便追踪; 二.批检,QC对车间生产每批次啤件进行批次抽查检验, 并对检验结果做好标识,及时做好检验报告,如有退货 给车间确认并知会相关人员. 1.FQC对所有来料按照样板,资料进行核对确认啤件质 量、包装物料等,合格下拉,不合格标识退货,并反映 沟通; 2.每小时巡拉一次,全面检查产品的符合性,并及时填写 报告; 3.排拉开始生产阶段要重点跟进电子磅公差合理性,每袋 产品磅重公差是否在规定范围,时时跟紧少数、错件, 松紧度与样板是否一致,以及员工操作的合理性等,每 单产品都要至少拼装2PCS成品,并评估试装过程的符合 性; 4.小批量批检,标识入仓,特别注意车间是否有装错箱/ 错内箱/错展示盒/错骨袋/错说明书等问题; 5.跟进每次客人验货产品车间回装是否有错漏等问题; 6.每天早上重点抽查夜班包装产品质量,注意少数,错件 油污,胶件批锋等外观问题. 普Π級 CR:0 MAJ:1.0 MIN:2.5. IQC 每來料批 对资料核对样板 IQC報告 檢 驗 要 求 監控人 檢驗頻率 措 施 記 錄
1.每1H巡检; OQC/FQC 2.成品小批量批检.
合格一接受 . 1.首检报告; 不合格一相关人员评 2.QC巡拉报告; 定. 来自.QC成品检验报告.編制:
審核:
日期:2013.03.05