电磁成形技术的最新进展_江洪伟
磁控溅射法制备氮掺杂的氧化锌薄膜

平均晶粒大小由 Scherrer公式计算 :
D =β0c1o9λsθ。
(1)
这里 ,参数 λ,θ,β分别是 X射线波长 ,布拉格衍射角
和此布拉格衍射角所对应峰的半高宽 。来自于 X 射
线衍射峰的参数 θ,β的值由高斯拟合得来 。在不同
条件下生长的样品中的平均晶粒大小的计算结果列
图 1 各种不同条件下沉淀的 ZnO薄膜样品 的 X射线衍射图
ezz ,
(3)
第 2期 肖锋伟等 :磁控溅射法制备氮掺杂的,是弹性常数 ( c11 = 211 ×1011 N /m2 , c33 = 211 ×1011 N /m2 , c12 = 211 ×1011 N /m2 , c13 = 1105 ×1011 N /m2 ) , 这样就有由于晶格常数 c的改变而产生的
31316 - 61588
31290 - 91476
31375 - 91476 -
31387 91476
31386 - 91493
31288 - 81663
2 结果与讨论
211 X射线衍射 在不同条件下生长处理过的样品的 X 射线衍
射结果如图 1所示 。
(16 000 cp s)比其他样品 ( 4 000 cp s左右 ) 高出很 多 ,并且没有其他衍射峰的一点迹象 ,说明薄膜的晶 体质量较好 。样品 2和样品 4 都是比其各自对应的 样品 1和样品 3在溅射过程中多加入了氧气 ,可以 看出加入氧气后 X 射线衍射图像中除 [ 0002 ]峰外 的其他峰都完全消失 ,并且 [ 0002 ]峰的强度都有不 同程度的增加 ,说明充足的氧气是溅射法制备高质 量氧化锌材料的条件之一 。X射线衍射还显示 ,所 有样品的 [ 0002 ]峰位与粉体氧化锌 ( 34143°)相比 都偏小 ,且 c轴晶格常数值 (列于表 1中 )都大于氧 化锌块体的值 (51205A °) 。由此可见样品中晶粒的 状态是 ,薄膜中晶粒之间相互挤压 ,晶胞沿 c轴被拉 长 ,垂直于衬底方向的张应力和平行方向的压应力 并存 。
电磁成形现状及其发展
电磁成形现状及发展【摘要】电磁成形工艺是一种新兴的高能率成形技术,在工业生产中应用十分广泛。
本文介绍了电磁成形在国内外的发展现状及电磁成形在管材成形、平板件成形等方面的应用,并阐述了怎样用有限元方法精确求解电磁成形过程。
最后提出了电磁成形存在问题及解决办法,展望了电磁成形的应用前景。
关键词:电磁成形;管材成形;平板件成形;有限元方法前言电磁成形工艺是一种新兴的高能率成形技术,是利用瞬间的高压脉冲磁场迫使坯料在冲击电磁力作用下,高速成形的一种成形方法。
电磁成形属于高能(高速率)成形技术,高能(高速率)成形技术种类很多,但是电磁成形排除了爆炸成形的危险性,较之电液成形更方便[1][2]。
从20世纪50年代末,电磁成形在国内外迅速发展起来,成为金属塑性加工的一种新的工艺方法,深受各工业国的高度重视。
现已广泛应用于机械、电子、汽车工业、轻化工及仪器仪表、航空航天、兵器工业等诸多领域,应用前景十分广阔。
电磁成形可广泛应用于平板成形、板材冲裁、冲孔、管材电磁胀形和缩径、翻边和连接、压印和成形、多工序复合成形、组装件的装配、粉末压实、电磁铆接、电磁焊接及放射性物质的封存等,对一些特殊零件是优先选用的成形方法。
如大型构件的精密校形、膜片无毛刺冲裁、复杂外形管件加工、导弹卡箍成形、仪器舱校形、飞机透平发动机舱成形[3]、扭矩轴及连杆装配;汽车空气调节储存器、热交换器、万向接头架、凸轮、齿轮等与驱动轴或万向轴管的连接;熔断器、绝缘器等电子元件的装配;核工业中燃料棒的成形、核废料容器的密封;电磁铆接已被泛用于波音737、747、767;而电磁粉末压制为电磁成形技术在功能陶瓷行业、敏感元件和传感器行业又开辟了广阔的应用前景。
电磁成形是利用磁场力使金属坯料变形的高速率成形方法。
因为在成形过程中载荷以脉冲的方式作用于毛坯,因此又称为磁脉冲成形。
电磁成形理论研究主要包括磁场力分析和磁场力作用下工件的变形分析,以及高速率条件下材料成形性的研究等。
感应加热实现板材弯曲成型的试验

感应加热实现板材弯曲成型的试验周宏;易斌;熊家炜;王江超;郑新建【摘要】针对船体板材弯曲成型中存在的精度控制和智能建造不足等问题,基于25 kW新型感应加热成套设备,对6~8 mm的船用钢板材进行感应加热弯曲成型试验.使用K型热电偶和高精度的温度无线实时测量系统对板材感应加热过程的温度热循环进行数据采集,分析感应加热线圈移动速度对板材加热温度的影响,基于理论分析并采用不同的加热路径,分别获得马鞍形和帆形等弯曲形状板材;应用高精度3坐标定位仪,测量得到沿着纵向和横向的面外弯曲变形,试验及测量结果表明,感应加热精准可控,自动化程度高,易于实现板材弯曲成型的智能建造.【期刊名称】《船海工程》【年(卷),期】2019(048)001【总页数】4页(P33-36)【关键词】感应加热;板材弯曲成型;鞍形板;帆形板【作者】周宏;易斌;熊家炜;王江超;郑新建【作者单位】江苏科技大学海洋装备研究院,江苏镇江212003;江苏科技大学船舶与海洋工程学院,江苏镇江212003;华中科技大学船舶与海洋工程学院,武汉430074;华中科技大学船舶与海洋工程学院,武汉430074;华中科技大学船舶与海洋工程学院,武汉430074;上海交通大学高新船舶与深海开发装备协同创新中心,上海200240;湖北工业大学机械工程学院,武汉430068【正文语种】中文【中图分类】U671.6船体外板结构,特别是艏艉等特殊部位,多采用复杂双曲率板材进行建造;板材弯曲成型的精度和效率直接影响着船舶生产的成本和周期。
当前,船体曲面弯板成型的工艺方法主要有:冷弯成型和热弯成型。
由于冷弯机械设备的差异,冷弯成型又可分为三辊卷制成型、专用胎膜压制成型和可调节多膜头压制成型等;而热弯成型根据热源形式不同,又可分为氧-乙炔火焰加热成型(水火弯板)[1-2]、感应加热成型[3-4]及激光加热弯曲成型[5]等。
大连理工大学开发的水火弯板加工控制软件系统,具有船体外板精确展开计算、水火弯板变形快速预测、船体外板水火加工工艺参数优化、并与船舶设计软件 Tribon 系统相连接,可根据任务要求建立相应模块和系统结构流程。
电磁搅拌对Al-14Ce合金初生
第14卷第5期2023年10月有色金属科学与工程Nonferrous Metals Science and EngineeringVol.14,No.5Oct. 2023电磁搅拌对Al -14Ce 合金初生/共晶相与力学性能的影响戴琨a ,b , 汪志刚*a ,b , 叶洁云a ,b , 陈继强a ,b, 何昌伟a , 熊克智a(江西理工大学, a.材料冶金化学学部;b. 江西省有色金属加工工程技术研究中心, 江西 赣州 341000)摘要:针对Al-14Ce 合金中富Ce 相粗大引起强化效果不佳的问题,通过正交分析法和单一变量法研究电磁搅拌对合金富Ce 相及力学性能的影响。
结果表明,搅拌频率21 Hz ,搅拌电流50 A ,搅拌方向为连续正转下,合金获得较优力学性能。
抗拉强度达184.6 MPa ,屈服强度达107.6 MPa ,伸长率达7.06%。
在10~50 A 范围内,随着搅拌电流的增加,Al 11Ce 3相平均尺寸先减小后增加,力学性能随之先降低后提升。
电流过大达70 A 易导致粗大初生相与孔洞缺陷的产生而恶化性能;在7~21 Hz 范围内,随着搅拌频率的提升,Al 11Ce 3相逐渐细化使得力学性能逐步提升。
频率过大达28 Hz 时则会导致初生相聚集粗化降低力学性能;连续正转利于合金组织与性能改善,交替搅拌会导致局部区域Al 11Ce 3相聚集生长而恶化性能。
关键词:Al-Ce 合金;电磁搅拌;正交分析法;单一变量法;Al 11Ce 3相;力学性能中图分类号:TB31 文献标志码:AEffects of electromagnetic stirring on the primary/eutectic phase and mechanicalproperties of Al-14Ce alloyDAI Kun a, b , WANG Zhigang *a, b ,YE Jieyun a, b , CHEN Jiqiang a, b ,HE Changwei a , XIONG Kezhi a(a. Faculty of Materials Metallurgy and Chemistry ; b. Jiangxi Nonferrous Metal Processing Engineering TechnologyResearch Centre , Jiangxi University of Science and Technology , Ganzhou 341000, Jiangxi , China )Abstract: Aiming at the poor reinforcement caused by coarse Ce-rich phase in Al-14Ce alloys, the effects of electromagnetic stirring on the Ce-rich phase and mechanical properties during alloy solidification were studied by orthogonal analysis and single variable method. The results show that when the stirring frequency is 21 Hz, the stirring current 50 A and the stirring direction a continuous positive turn, the optimal mechanical properties of the alloy are obtained. The tensile strength reaches 184.6 MPa, the yield strength 107.6 MPa and the elongation rate 7.06%. In the range of 10 to 50 A, with the increase of stirring current, the average size of Al 11Ce 3 phase decreases first and then increases, and the mechanical properties decreases first and then increases accordingly. Excessive current up to 70 A is easy to cause coarse primary phase and hole defects, thereby deteriorating the performance. In the range of 7 to 21 Hz, with the increase of stirring frequency, the gradual refinement of Al 11Ce 3 phase gradually收稿日期:2022-09-30;修回日期:2022-11-07基金项目:国家自然科学基金资助项目(51961013);江西理工大学清江拔尖人才培养计划资助项目(JXUSTQJBJ2020007);江西省研究生创新专项资助项目(YC2021-S567)通信作者:汪志刚(1983— ),副教授,主要从事稀土金属结构材料研究工作。
电磁搅拌在小方坯中的应用和日常维护
电磁搅拌在小方坯中的应用和日常维护发布时间:2023-07-11T06:04:43.330Z 来源:《科技潮》2023年12期作者:潘孝银[导读] 电磁搅拌(EMS)首先由瑞典发明用于电弧炉炼钢,后来随着在磁流动力学方面的不断深入研究,电磁搅拌技术日渐成熟,开始逐渐应用于感应熔炼炉、钢包精炼炉和连铸机。
江阴兴澄特种钢铁有限公司江苏江阴 214400摘要:电磁搅拌是提升连铸坯质量的有效方法,在我国生产应用过程中相关技术得到了极大的优化,取得了良好的效果,目前电磁搅拌技术仍在不断优化,本文主要介绍电磁搅拌技术在我分厂小方坯连铸机上的应用,如电磁搅拌装置的工作原理,电磁搅拌控制系统结构组成以及实际应用过程中存在的问题和解决措施,希望在以后的生产过程中可以更好的维护好电磁搅拌器,将电磁搅拌故障率降到最低。
关键词:电磁搅拌;磁场强度;线圈前言:电磁搅拌技术在钢厂连铸中得到大范围的应用,技术人员以及生产者意识到连铸技术对钢铁生产起到的作用,加强对连铸坯技术的关注以及研究程度,围绕连铸坯质量进行深入研究,电磁搅拌技术作为钢铁工业成功的连铸技术,依托于电磁流体力学理论,在定量认识电磁场介质传递的情况下,通过连铸过程中对钢水传热、流动、凝固等工作的控制,以此提升连铸技术作用效果,规避成分偏析、中心缩孔等情况出现,电磁搅拌技术是在科学的理论下进行,可以提升铸坯材料的整体质量,但是在其应用过程中依然要不断优化技术短板,比如我厂小方坯连铸机实际生产中根据钢种工艺需要采用差异化的频率和电流,跟踪试验情况良好,铸坯质量稳定。
一、电磁搅拌技术的发展概况电磁搅拌(EMS)首先由瑞典发明用于电弧炉炼钢,后来随着在磁流动力学方面的不断深入研究,电磁搅拌技术日渐成熟,开始逐渐应用于感应熔炼炉、钢包精炼炉和连铸机。
直到1977年,法国钢研院开发了低频电源,在一台四流方坯连铸机上进行了MEMS技术的第一次工业应用,达到了比较成熟的程度而被迅速推广。
柔性石墨复合接地材料及其接地特性

柔性石墨复合接地材料及其接地特性2017第六届新能源发电系统技术创新大会中国电工技术学会主办,2017年6月21-24日在河北省张北县举办,大会围绕新能源发展战略、系统关键技术、微电网及储能等重要议题展开交流。
浏览会议详情和在线报名参会请长按识别二维码。
文章正文开始广东电网有限责任公司佛山供电局、武汉大学电气工程学院的研究人员肖微、胡元潮、阮江军、詹清华、黄道春,在2017年第2期《电工技术学报》上撰文指出,鉴于电力接地领域现行金属接地材料存在易腐蚀、运输施工难度大、与土壤间隙大、易偷盗以及高成本等实际工程问题,研发一种新型复合接地材料——柔性石墨复合接地材料。
首先简要阐述该新型接地材料的接地特性;然后采用有限元计算方法对比分析新型接地材料和常见铜、钢接地材料的电磁特性(趋肤效应及电感效应);继而基于数值计算结果对柔性石墨复合接地材料进行结构改进,制备了扩径石墨复合接地材料,并分析石墨复合接地材料在输电线路杆塔接地应用的可行性;最后通过新型接地材料在110kV和220kV输电线路杆塔接地工程中的现场测试数据,验证本文所述柔性石墨复合接地材料的可靠性。
研究内容对电力系统接地领域防腐工程具有实际应用价值。
随着电力系统的不断发展,输电线路雷击跳闸事故也日益增多。
据电网故障分类统计表明,在我国跳闸率较高的地区,由于雷击造成的事故次数约占高压输电线路总跳闸次数的60%[1]。
多年来,各国在提高输电线路防雷水平方面都做了大量的研究工作,提出了多种措施,例如采用不平衡绝缘、加装耦合地线、减小线路保护角、降低杆塔接地网的接地电阻、加装避雷器等[2]。
而实际运行线路防雷效果表明,低阻值的接地网是提高输电线路耐雷水平的一项重要参考指标,降低接地杆塔接地电阻是最为经济有效的防雷改进措施[3,4],多年的输电线路运行经验也使研究者在这一点上达成共识。
目前输电线路杆塔接地网仍多采用扁铁、圆钢、镀锌钢等易腐蚀金属材料,长期面临金属腐蚀影响。
电磁成形技术的最新进展
第12卷第3期2O04年6月材料科学与工艺MATERlAISSCIENCE&TECHNOLOeYVoI.12No3June.2004电磁成形技术的最新进展江洪伟,李春峰,赵志衡,李忠,于海平(哈尔滨工业大学材料科学与工程学院,思龙江哈尔滨150001+E-mail:ji岫ghw@hit.educa)摘要:电磁成形是目前应用最广泛的高能率成形方法之一.综述了成形磁场力的求解方法及解决电磁成形问题的3个主要方面内容,包括磁场、磁场力及变形,阐述了电磁成形工艺的威形方法及研究现状,列举了大量的国内、外工艺应用及研究成果,介绍了电磁成形工艺的最新应用——电磁枝形、粉末压实,并展望了电磁成形技术的发展前晕.美键词:电磁成彤;磁场力;变形;有限元中圈分类号:TG391文献标识码:A文章编号:1005—0299(2004)03—0327—05CurrentresearchsituationofelectromagneticformingtechniqueJIANGHong—wei,LIChun—feng,ZHAOZhi—heng,LIzhong,YUHal-ping(SchoolofMaterialsScienceandEngineering,HarbinInstituteofTechnology,Harbin150001,China,E-mail:jianghw@hit.edu.cn)Abstract:Electromagneticforming(EMF)isofthemostwidelyusedhigh—energyformingtechniques.Magneticpressureisemployedinthetechniquetodeformmetalmaterialstoprocessandassembleparts.ThispapergivescomprehensiveexplanationofthemethodstosolvemagneticpressureandthethreeaspectsinthesolutionofEMFproblems,thatis:magneticfield,magneticpressureanddeformation.TheessentialprocessofEMFisdescribedandthecurrentsituationofthetechniqueisillustratedbybo山foreignanddomes·tieresearchachievementsanditsapplications.Thelatestapplicationstoelectromagneticshape-rightingandpower-compactionespeciallyintroducedinthepaper.Keywords:electromagneticforming;magneticpressure;deformation;finiteelementmethod电磁成形技术始创于50年代末,在60—70年代得到了快速发展,80年代在美国、前苏联电磁成形机已标准化、系列化.在国内,70年代末期,哈尔滨工业大学开始研究电磁成形的基本理论及工艺,并于1986年成功研制了我国首台生产用电磁成形机u.z1.电磁成形技术具有加工能量易于精确控制、成形速度快、成形工件精度高、成形模具简单及设备通用性强等特点.且整个成形过程绿色、环保.现已广泛应用于机械、电子、汽车工业”1、轻化工及仪器仪表、航空航天、兵器工业等诸多领域,应用前景十分广阔”·J.新世纪要求塑性加工技术向着更精、更省、更收藕日期:2003—05—3tl作者简介:江洪伟(1973一),男,博士生;李春峰(1948一),男.教授.博士生导师净的方向发展.成形过程要求绿色无污染,成形工件(毛坯)将由近净成形(near-netshapeform-ing)向无余量的净成形(netshapeforming)发展”1;产品开发周期要短,生产工艺应具备快速市场响应能力.而电磁成形技术正顺应了这一发展需求,具有广阔的发展前景.1理论研究电磁成形涉及电学、电磁学、电动力学和塑性动力学等学科的内容,由于电学、电磁学、电动力学的复杂性和塑性动力学本身的不完善,特别是由于电磁成形过程中电学过程和力学过程的交互影响,使电磁成形的理论研究复杂而困难”J,应用解析法来精确求解该过程几乎是不可能的.而随着有限元理论的日趋完善,使用有限元软件来模拟电磁成形过程中的电参数、力学参数、变形过第3期江洪伟,等:电磁成形技术韵最新进展成为加工领域的热点.电磁成形的应用非常广泛.如,美国渡音747机翼大型壁板,波音737机翼大梁均用电磁铆接.波音767客机的机翼大粱,每根约2900个铆钉的定位夹紧,钻孔放钉、电磁铆接和换变工位,均由微机控制的机装式自动电磁铆接机完成.国外已将电磁成形加工用于汽车油泵壳体的成形组装、弹壳成形装配、反射灯罩成形、导弹蒙皮高框铆接、波导管内槽成形、打火机壳体成形”“…国内对组装大弹壳,榴弹战斗部电磁收口成形,导弹的红外辐射尾罩电磁扩口成形也进行了研究…J.还有用金属薄板通过电磁成形加工法将陶瓷、玻璃、塑料制品件的进出管道封口,以形成真空或高压密封空腔.2.1平板毛坯成形平板毛坯成形可以分为自由成形和有模成形两种.自由成形主要是用于精度要求不高的锥形件成形,有模成形常用于压印、局部压肋、压凹及曲面零件成形等.图4为成形原理图.图4平板成形原理图”1应用平板线圈,采用间接加工可实现平板冲裁.在工艺参数合理时,可实现无毛刺冲裁.图5为有模平板成形实例.成形时拉深、底部压纹、周边孔冲裁一次完成,且戚形精度高.图5平板成形件实例图””2.2管坯成形管坯成形分为管坯缩径成形、胀形成形两种.当成形线圈外置时,可实现对管坯的缩径变形,完成智坯的局部缩径、成形内肋等.线圈内置时即可实现胀形变形,如图6所示,主要有管坯自由胀形及有模成形,可成形凸筋、管端翻边、扩Iii、翻侧孔、异形管成形等图6无模具电磁胀形示意图利用这种成形法可将一个工件成形组装到另一个工件上.也可以冲裁,管状零件冲裁可在膨胀成形时一次完成.此法还可以用于管件压花,如图7、8所示.图7复合变形一次完成…图8压花”“2,3连接连接是电磁成形的主要直用之一,利用电磁成形技术可实现管一杆、管一管、管一板的连接,不但可用于金属(包括异种金属)之间的连接、而且可用于金属与非金属的连接装配.磁脉冲连接工装简单,与零件无机械接触,不损伤零件表面,加工能量可以精确控制,能实现零件的毒寿密连接装配.对于一些特殊零件,磁脉冲连接是优先选用甚至是唯一可以采用的工艺方法.图9、10为成形件示意图.2.4粉体成形纳米技术是2l世纪的热点.纳米材料制备中,如何将粉末制备成块,并使之保持超细粉末所具有的晶粒尺度和特性,是需要解决的关键技术材料科学与工艺第12卷之一.现有的烧结工艺,如常规烧结,热等静压烧行了研究,如图12、13所示结,等离子体烧结和微波烧结等都存在晶粒长大的问题.磁脉冲粉末压实技术无需加热,这样在成形后既能使粉末达到良好致密,叉可保持它原有的晶粒度大小和特性.图1l为电磁粉末压实示意图.放电时铜管壁获得很大动能,将粉末压实成高密度固体,该技术具有成本低,成形坯料密度高等优点,应用该法压实程度可达到95%以上.2.5电磁校形对于现代汽车工业,结构一体化、整体轻量化已成为这个时代的汽车工业的口号.因而高强度铝合金成为了首选,据估算车身全部为铝材,则整体质量将减轻50%pJ,相应地节约了能源,减轻了对环境的污染.美国俄亥俄州州大学的Vohnout等人对汽车铝合金门内衬板电磁校形进由图13可知,凹槽底部圆角基本消失,出现了清晰的棱线;边缘处的皱纹全部消失;其他部位的成形性得到了提高.此外,板料成形时还可以在模具上加入电磁线圈”1,成形时一次完成两道工序,提高了生产效率,如图14所示.图14模具内嵌电磁线圈时的成形图‘”3展望当今金属加工技术追求高效率、离质量、低消耗、低成本,而电磁成形工艺具有单位能量小、效能高、材料微观变形均匀、加工质量好等优点,这正符合金属加工技术追求的目标.采用电磁成形工艺,甚至能够满足某些用其他工艺不能或很难满足的设计要求,从而在实践中解决一些看来几乎是不可能解决的问题,为设计人员展示了新的设计视角.参考文献:[1]李春峰.高艟率成形技,书fM]北京:国防工业出版社。
《我国深海油气开发工程技术及装备的起步与发展》记录
《我国深海油气开发工程技术及装备的起步与发展》阅读记录目录一、内容描述 (3)1.1 背景介绍 (4)1.2 深海油气资源的重要性 (5)1.3 我国深海油气开发的历史与现状 (6)二、深海油气开发工程技术 (7)2.1 深海油气勘探技术 (8)2.1.1 地震勘探技术 (10)2.1.2 遥感勘探技术 (11)2.1.3 潜水勘探技术 (12)2.2 深海油气钻井技术 (13)2.2.1 自升式钻井平台技术 (15)2.2.2 半潜式钻井平台技术 (16)2.2.3 深海钻井液技术 (17)2.3 深海油气开采技术 (18)2.3.1 深海采油树技术 (20)2.3.2 深海油气输送技术 (21)三、深海油气开发装备 (21)3.1 钻井装备 (23)3.1.1 钻井泵 (24)3.1.2 钻井钻机 (26)3.1.3 钻井工具 (27)3.2 采油装备 (28)3.2.1 采油树 (29)3.2.2 采油泵 (30)3.2.3 采油管线 (31)3.3 输送装备 (33)3.3.1 输油管道 (34)3.3.2 输气管道 (35)3.3.3 海底管道 (36)四、我国深海油气开发工程技术的进展与挑战 (37)4.1 技术进展 (38)4.1.1 技术创新 (39)4.1.2 技术优化 (41)4.1.3 技术整合 (42)4.2 面临的挑战 (43)4.2.1 技术难题 (44)4.2.2 技术成本 (46)4.2.3 技术安全 (47)五、结论 (48)5.1 我国深海油气开发工程技术的成就 (49)5.2 对未来发展的展望 (50)一、内容描述该段落首先概述了我国深海油气开发的重要性和背景,强调了深海油气资源在我国能源战略中的地位和作用。
描述了我国深海油气开发工程技术的起步阶段,包括早期勘探、开发技术的引进、消化、吸收和初步创新。
提及了我国在深海油气装备方面的初步尝试和探索,以及面对的技术挑战和困难。
《IE3D射频电路设计与仿真》随笔

《IE3D射频电路设计与仿真》读书笔记目录一、内容概要 (2)1.1 书籍简介 (3)1.2 编写目的和意义 (4)二、IE3D射频电路设计基础 (5)2.1 射频电路概述 (6)2.2 IE3D软件介绍 (7)2.3 IE3D工作原理 (8)三、射频电路设计要素 (9)3.1 线路设计 (10)3.1.1 导线布局 (11)3.1.2 线路走线原则 (13)3.2 振荡器设计 (14)3.3 放大器设计 (16)3.4 滤波器设计 (17)四、IE3D射频电路仿真 (18)4.1 仿真设置 (20)4.1.1 仿真环境设置 (21)4.1.2 模拟参数设置 (22)4.2 仿真过程 (23)4.2.1 仿真步骤 (24)4.2.2 仿真结果分析 (25)4.3 仿真优化 (26)五、案例分析与实践 (28)5.1 微带天线设计 (29)5.2 混合信号前端设计 (31)5.3 射频前端故障诊断与优化 (32)六、总结与展望 (33)6.1 本书总结 (35)6.2 未来发展趋势与应用前景 (36)一、内容概要《IE3D射频电路设计与仿真》是一本关于射频电路设计的重要著作。
这本书详细阐述了射频电路设计的基本原理、方法和仿真技术,帮助读者理解和掌握射频电路的核心知识。
读书笔记的第一部分将简要概述本书的主要内容。
本书介绍了射频电路的基本概念及其在现代通信系统中的应用。
阐述了射频技术的原理,包括电磁波的传播、天线理论等基础知识。
详细论述了射频电路设计的基本原理和技巧,包括电路拓扑结构的选择、元件的选择与配置等。
对于电路设计中的一些常见问题及其解决方法也进行了深入的探讨。
书中重点介绍了仿真技术在射频电路设计中的应用,通过介绍不同的仿真软件及其功能,详细讲解了如何利用仿真软件进行电路设计、仿真验证和优化。
这不仅包括电路性能的仿真分析,还包括电路布局和信号的仿真分析。
还介绍了如何将仿真结果与实验结果进行对比,以提高设计的准确性和可靠性。
采用水热法制备磁性Fe3O4纳米棒
采用水热法制备磁性Fe3O4纳米棒胡正水;江晨菊【摘要】Fe3O4 nanorods were prepared by hydrothermal route with FeCl3 ·6H2O, AMP-95, and hydrazine hydrate as main reactants. The products were characterized by Scanning Electron Microscopy (SEM), X-ray diffraction (XRD). and magnetization measurements (VSM). The formation mechanism of Fe3O4 nanorods was discussed in detail. The results indicate the as-prepared Fe3O4 nanorods have higher saturation magnetization.%以FeCl3·6H2O、2-氨基-2-甲基-1丙醇、水合肼为主要反应物,水热法制备Fe3O4纳米棒.通过扫描电子显微镜( SEM)、X射线衍射分析仪(XRD)和振动磁强计(VSM)等表征手段进行表征,并对Fe3O4纳米棒的形成机理进行探讨.结果表明,制得的Fe3O4纳米棒,具有较高的饱和磁化强度.【期刊名称】《青岛科技大学学报(自然科学版)》【年(卷),期】2012(033)002【总页数】6页(P149-154)【关键词】纳米棒;水热法;Fe3O4;饱和磁化强度【作者】胡正水;江晨菊【作者单位】青岛科技大学材料科学与工程学院,山东青岛266042;青岛科技大学材料科学与工程学院,山东青岛266042【正文语种】中文【中图分类】TQ586;O782Fe3O4是一种性能良好的亚铁磁性材料,由于具有生物相容性使其可应用于基因分离、药物定向传输等生物医药领域,它还具有独特的电学和磁学性能,在磁性器件、微波材料、磁性墨水等方面有广泛的应用。
新型人工电磁材料
新 型 透镜 、 滤波器 、 功分器 、 耦合 器 、 波导等 , 在 高
速通信 、 高分辨率成像 等系统 中有广泛的应用 , 可 大大缩小原系统 的尺寸 ,并保持原系统的优 良性 能。另外 , 新型人工 电磁材料还可用来设计更为复 杂的电磁系统 , 例如“ 隐形衣” 、 “ 电磁黑洞” 、 “ 幻觉 光学 器 件 ” 等。
术 前 沿
新型人工电磁材料
崔铁 军
( 东南大学信 息科 学与工程 学院 , 南京 2 1 0 0 9 6 )
由东南大 学信息 科学 与工 程学 院及 毫米 波 国家 重点实 验室 主办 、实验物 理及 计算 数学 国家 重点 实 验 室协 办 的新 型 人 工 电磁 材 料 国际 研 讨 会 于 2 0 1 2
念设计的隐身大衣。来 自 新加坡 国立大学的陈志宁
教授 作 了题 为 “ Me t a — ma t e r i a l s — b a s e d A n t e n n a s ” 的报
M e t a m a t e r i a l s ) 是近 十年来 誉 新型人工 电磁材料( 国际物理界 、 电磁界 、 材料界 的研究前沿 和热点 , 簧
c i e n c e 评 为本世纪前 十年 1 0大科技突破之 圈 年被 S 新型人工电磁材料有望实现微波毫米波 、 太赫 线 阵 , 人工磁导体加载 、 特薄介质集成 F a b r y — P e r o t 除
。
线, 零折射率高增益微带贴片天线 , 零相移大范围近 场特高频射频识别天线 和水平极化全 向 WL A N天
荸 兹及 光 学 材 料 的技 术 突 破 , 可 用 于 设计 性 能 优 异 、
衔 结构 紧凑 的功能器件 , 如新型的折射率渐变天线 、
电磁动态塑料注射成型技术的研究
3 结果与讨论
3.1 电磁动态塑料注射机的工艺特点
Tab.1 Processing technological features (PS)
Lowest possible melt temperature
(℃)
Injection pressure (MPa)
Cycle time (sec)
Energy consumption (J/Hr)
(a)by common injection
(b)by dynamic injection
Fig. 4 Magnifying lens (PMMA+0.1% color concentrate) molded by dynamic injection and by common injection
参考文献
-5-
1 电磁动态注射机的工作原理和结构特点
1.1 工作原理
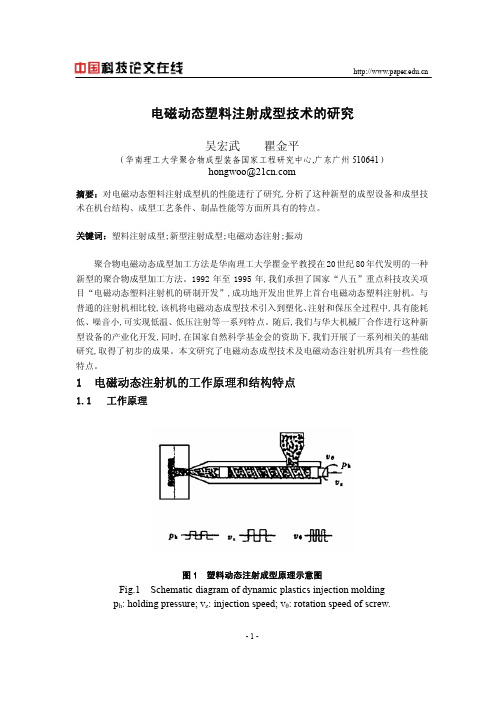
图 1 塑料动态注射成型原理示意图
Fig.1 Schematic diagram of dynamic plastics injection molding ph: holding pressure; vz: injection speed; vθ: rotation speed of screw.
熔体的充模是注射成型过程中决定成型制品性能的最关键阶段,充模流动的变化一般都 会或多或少地直接影响到制品的性能。Fig.4 为 PMMA+0.1%色母料进行注射成型得到的放大 镜的照片。(a)是在未施加振动的条件下得到的试样,从中明显可以看到存在有流动不均匀的 区域。在普通注射成型生产中,当更换不同颜色的原料或添加的色母料数量较少时,在某些拐 角处,由于流动不均匀以及不同组分的粘度不同,就经常可以看到这种局部色块聚集的相象。 (b)是在施加振动的情况下得到的试样,很明显,其上面并没有存在局部色块的相象,示踪色 母料的分布很均匀。这表明在注射过程中引入振动场,进行动态注射,可以使充模流动变得更 加均匀,制品中不同组分的分布均匀,因此制品的质量也就可以得到提高。
一种接线端子的电磁成形系统及其成形方法[发明专利]
![一种接线端子的电磁成形系统及其成形方法[发明专利]](https://img.taocdn.com/s3/m/214b8f65a0116c175e0e487c.png)
专利名称:一种接线端子的电磁成形系统及其成形方法专利类型:发明专利
发明人:崔晓辉,颜子钦,喻海良,肖昂,杜志浩,夏雯桢
申请号:CN202010811946.1
申请日:20200813
公开号:CN111969387A
公开日:
20201120
专利内容由知识产权出版社提供
摘要:本发明公开了一种接线端子的电磁成形系统及其成形方法,成形系统包括电磁预压成形装置和端子电磁成形装置,电磁预压成形装置包括预压放电电路、预压集磁器和预压管线圈,端子电磁成形装置包括端子放电电路、端子集磁器和端子管线圈,预压放电电路与预压管线圈电连接,预压管线圈套接在预压集磁器外,预压集磁器内设置有可对多根导线预压的预压孔,端子放电电路与端子管线圈连接,端子管线圈套接在端子集磁器外,端子集磁器内设置有用于铜鼻子和导线压接的压接孔。
通过本发明的系统和方法,接线端子连接均匀、连接强度高和外形美观,适应高要求连接端子的成形。
申请人:中南大学
地址:410083 湖南省长沙市麓山南路932号
国籍:CN
代理机构:长沙朕扬知识产权代理事务所(普通合伙)
代理人:文立兴
更多信息请下载全文后查看。
基于光机结构式超表面的可重构Airy波束赋形装置[发明专利]
![基于光机结构式超表面的可重构Airy波束赋形装置[发明专利]](https://img.taocdn.com/s3/m/5353db48a55177232f60ddccda38376baf1fe0cb.png)
专利名称:基于光机结构式超表面的可重构Airy波束赋形装置专利类型:发明专利
发明人:周粤丹,彭丰伟,鲜承伟,匡鹏举,黄勇军,文光俊
申请号:CN202210340791.7
申请日:20220402
公开号:CN114583463A
公开日:
20220603
专利内容由知识产权出版社提供
摘要:本发明公开一种基于光机结构式超表面的可重构毫米波Airy波束赋形装置,应用于构建自会聚光束、等离子体、微粒操控等领域,针对现有的近似无衍射Airy波束赋形装置难以产生及难以实现调控波束的问题;本发明的可重构毫米波Airy波束赋形超表面以入射电磁波强度为调控变量,使得超表面阵列中的单元结构从一种谐振状态跳变到另一种谐振状态,进而实时动态操控超表面中的单元结构的电磁响应特性,产生两种不同状态的波前,实现更加灵活的可重构功能,本发明为动态产生近似无衍射Airy波束提供了一种新的思路。
申请人:电子科技大学
地址:611731 四川省成都市高新区(西区)西源大道2006号
国籍:CN
代理机构:成都虹盛汇泉专利代理有限公司
代理人:王伟
更多信息请下载全文后查看。
静磁场辅助金属增材制造技术研究进展

㊀第43卷㊀第4期2024年4月中国材料进展MATERIALS CHINAVol.43㊀No.4Apr.2024收稿日期:2021-12-07㊀㊀修回日期:2022-03-11基金项目:国家自然科学基金资助项目(51901135,51771118,52071205,51821001)第一作者:杜大帆,男,1987年生,助理教授通讯作者:董安平,男,1977年生,研究员,博士生导师,Email:apdong@ DOI :10.7502/j.issn.1674-3962.202111025静磁场辅助金属增材制造技术研究进展杜大帆1,董安平1,祝国梁1,雷力明2,孙宝德1(1.上海交通大学材料科学与工程学院上海市先进高温材料及其精密成形重点实验室,上海200240)(2.中国航发上海商用航空发动机制造有限责任公司,上海201306)摘㊀要:增材制造作为一种新型的材料加工技术,具有制造周期短㊁材料利用率高和可制备结构复杂零件等优势,可以为定制形状复杂的产品开辟新途径,目前该技术在装备㊁材料㊁工艺㊁标准等方面都呈现迅猛发展之势,尤其在航空航天等高端制造领域展示出了极大的应用前景㊂然而,对增材制造金属材料的组织㊁缺陷演化机理尚不明确,极大地制约了增材制造技术的大规模应用㊂外加物理能场作为外界辅助手段可以直接对金属材料制备过程的物理变化和化学反应过程产生影响,因而被用来控制其变化或反应过程㊂在金属增材制造过程施加外部磁场,可以影响其微熔池冶金过程㊁微观组织和力学性能㊂介绍了静磁场对金属凝固过程的影响的基本效应,并着重介绍了静磁场对3种具有代表性的增材制造方法,即:激光定向能量沉积㊁粉末床激光熔融和电弧送丝增材制造方法的成形过程㊁组织和性能的影响机制,从材料㊁方法和应用的角度综述了静磁场辅助下金属增材制造领域的研究进展㊂此外,指出了静磁场辅助金属增材制造技术面对的挑战,并讨论了未来发展趋势㊂关键词:金属材料;增材制造;静磁场;组织;力学性能中图分类号:TG14㊀㊀文献标识码:A㊀㊀文章编号:1674-3962(2024)04-0311-12引用格式:杜大帆,董安平,祝国梁,等.静磁场辅助金属增材制造技术研究进展[J].中国材料进展,2024,43(4):311-322.DU D F,DONG A P,ZHU G L,et al .Progress in Research of the Assistance of Static Magnetic Field on Metal Additive Manufacturing[J].Materials China,2024,43(4):311-322.Progress in Research of the Assistance of Static MagneticField on Metal Additive ManufacturingDU Dafan 1,DONG Anping 1,ZHU Guoliang 1,LEI Liming 2,SUN Baode1(1.Shanghai Key Lab of Advanced High-Temperature Materials and Precision Forming,School of MaterialsScience and Engineering,Shanghai Jiao Tong University,Shanghai 200240,China)(2.AECC Shanghai Commercial Aircraft Engine Manufacturing Co.,Ltd.,Shanghai 201306,China)Abstract :As a new type of material processing technology,additive manufacturing has many advantages,such as shortmanufacturing cycle,high material utilization rate and ability of processing complex structures,etc .This technology performs a rapid development trend in aspects of equipment,materials,processes,standards,etc .,especially in high-end manufac-turing fields such as aerospace,showing great application prospects.However,the mechanism of microstructure forming and defect evolution during metallic additive manufacturing is still unclear,which greatly restricts the large-scale application of additive manufacturing technology.As an external auxiliary means,the external physical energy field can directly affect the physical change and chemical reaction process of the metal part preparation.The application of a static external magnetic field in the additive manufacturing process can affect the solidification process of the microscale melt pool,microstructure and mechanical properties.The basic effects of static magnetic field on the metallic solidification,themicrostructure and mechanical properties during additive manufacturing were described.The research progress in the field of static magnetic field assisted additive manufacturingwas reviewed from the perspective of materials,methodsand applications.In addition,the challenges faced by staticmagnetic field assisted additive manufacturing were pointed out and the future development trend was discussed.Key words :metal;additive manufacturing;static mag-netic field;microstructure;mechanical property中国材料进展第43卷1㊀前㊀言有别于传统金属材料加工过程的减材制造,金属增材制造具有设计自由㊁材料利用率高和交货时间短等优势㊂经过多年的发展,增材制造可以为定制的㊁形状复杂的产品制备开辟新途径,并有潜力重新定义制造业㊂尽管金属增材制造有诸多优势,但仍存在着合金牌号选择有限㊁材料性能各向异性明显㊁组织缺陷难控制㊁生产效率低和粗糙度高等诸多问题㊂这些问题引起了研究人员的广泛关注和研究㊂磁场作为一种非接触物理能量场,可对金属材料制备过程的物理变化和化学反应过程产生影响,因而被用来控制其中的变化或反应过程㊂将磁场引入金属增材制造过程,研究磁场对微熔池内冶金过程的影响,一方面,可以利用磁场的磁-电-热-力耦合效应改善增材制造构件微观组织,提高材料成形质量;另一方面,有助于揭示和了解增材制造的微观成形机理,为改善增材制造构件的组织性能提供帮助㊂本文主要回顾近年来围绕静磁场辅助下金属增材制造过程的研究工作,相关研究一方面可以从金属熔化和快速凝固角度帮助科研人员更深入理解增材制造过程,为增材制造组织调控和缺陷控制提供理论支撑;另一方面,通过对外加磁场装备的设计和改装,可以进一步提高金属增材制造构件的综合性能,也为开发新型的增材制造装置提供新思路㊂2㊀静磁场对金属凝固的基本影响金属增材制造过程涉及两个主要相变过程,即金属粉末的熔化和液态熔池的凝固㊂其中熔池的凝固过程直接影响增材制造构件的微观组织和力学性能,对于增材制造过程至关重要㊂有关磁场对于金属凝固过程影响的研究起源于20世纪初,Garnier等[1]尝试利用磁场对液态金属进行搅拌以改善冶金组织,并由此提出磁场处理方式㊂到了20世纪40年代,形成了磁流体力学学科,这是建立在电磁场理论㊁流体力学和冶金学基础上的交叉学科[2]㊂自2000年以来,由于超导技术的迅速发展, 10T及以上的强磁场可以更容易获得,强磁场对金属凝固过程影响的研究迅速发展,不仅发现了凝固过程有价值的现象和规律,丰富和发展了金属凝固理论;更为调控材料组织和改善性能,以及为制备常规方法难以加工的材料提供了新方法[3]㊂静磁场对于金属凝固的效应可以大致分为以下几个方面:磁化能效应㊁磁化力效应㊁磁极间相互作用㊁热电磁效应㊁磁阻尼效应等㊂2.1㊀磁化能效应磁化能是由于物质在磁场中被磁化导致,物质的不同状态具有磁性差异,因此磁场下物质在不同状态下自由能存在差异,进而导致稳定性的变化㊂对于金属凝固过程,初生相和液相之间存在一定的磁性差异,磁场必然会引起不同相自由能发生变化,进而改变体系的反应和相平衡㊂磁化能大小不仅取决于不同物质的磁性差异,也与磁场强度直接相关,因此,研究人员引入强磁场来考察磁场对相变过程的影响㊂将具有磁化率各向异性的晶体置于磁场中,磁化作用会导致晶体的不同晶向间产生磁化能差值,即磁各向异性能㊂Li等[4-6]研究了强磁场下Al-Ni合金凝固过程中初生相Al3Ni的取向行为,研究结果表明,施加磁场后凝固组织中Al3Ni相发生了偏转,其<001>晶向转向磁场方向㊂初生相的取向程度也随磁场强度和温度提高进一步提高㊂具有磁各向异性的晶体在磁场中受到不同磁化能的作用,旋转至能量最低的位置,并最终形成稳定的取向㊂晶体在磁场中沿不同晶轴磁化的能量差值ΔE通过式(1)计算:ΔE=12μ0ΔχH2ex V(1)其中μ0为真空磁导率,Δχ为易磁化轴和难磁化轴的磁化率之差,H ex为磁场强度,V为晶体体积㊂磁各向异性会导致晶体在磁场中受到磁力矩的作用而发生旋转,从而使系统的能量最低㊂研究者们利用晶体的这个性能来制备有取向的功能材料㊂对于磁化率小于零的抗磁性材料,晶体磁化率最大的方向旋转至垂直于磁场方向;对于磁化率大于零的铁磁性和顺磁性材料,晶体磁化率最大的方向将旋转至磁场方向㊂自1981年Mikelson和Karklin[7]研究了不同体系合金的凝固过程以来,他们陆续发现了析出相排列与磁场方向具有一定关系的凝固现象㊂他们的研究表明,凝固时析出相晶体的磁晶各向异性导致了晶体发生取向,并提出了晶体在稳恒磁场中受到磁力矩作用受力㊁旋转和取向的理论㊂但是他们并没有对磁晶各向异性和形貌各向异性进行严格区分,析出相晶体不仅受到磁晶各向异性的作用时发生旋转和取向,也会受到形貌各向异性的影响㊂因此当晶体的磁晶各向异性取向与形貌各向异性取向不同时,凝固后的初生相晶体取向可能是随机无序的㊂随后的研究者们则通过大量的实验探究了磁晶各向异性和形貌各向异性的区别,并先后在二元Sm-Co㊁Bi-Mn㊁Bi-Zn㊁Al-Fe和Al-Ni系合金[8-10]中获得初生相晶体在磁场下取向的凝固组织,以及高温超导材料中取向性的组织结构[11]㊂根据实验结果,研究者们进行了深入的理论分析,并总结出磁场中初生相晶体取向分布只能发生在晶体生长的初始阶段,且必须满足:晶体具有磁化率各向213㊀第4期杜大帆等:静磁场辅助金属增材制造技术研究进展异性㊁磁各向异性能大于热扰动能和有可供晶体自由转动的介质这3个基本条件㊂进一步的研究结果表明,晶体和坩埚壁之间的机械作用㊁液相的粘性和液体中的流动等因素直接影响晶体的旋转和取向㊂2.2㊀磁化力效应磁化力即电磁作用力,是人类迄今发现的4种作用力之一,最简单例子是磁铁对铁器的吸引㊂电磁作用力的本质是物体之间的电荷作用,通过带电粒子与电磁场相互作用产生的力场㊂磁化过程包含了将物质磁化和被磁化后物质与磁铁的磁场梯度相互作用而产生磁化力这两个步骤㊂人们将这一原理运用到铁磁材料处理的工业过程,如电磁选矿等[12]㊂即使非磁性物质的磁导率较弱,但由于磁化力的大小与磁场强度的平方成正比,因此高强度磁场也会对材料产生显著的磁化力效应㊂Wang 等[13,14]研究了纵向梯度强磁场对Mn-Sb 合金的半固态等温和熔融态淬火过程的影响(如图1所示),发现所制备合金的MnSb 枝晶梯度分布于组织内,这是由于Mn 团簇受到磁化力驱动进而引起Mn 溶质富集,并在随后的淬火过程中快速凝固导致㊂在对强磁场下Al-Cu 合金定向凝固研究中,Li 等[15]发现磁场可以将固/液界面前沿的溶质元素磁化,导致溶质元素在界面前沿富集,进而诱发了更大的成分过冷和界面失稳现象㊂图1㊀Mn-89.7Sb 合金在不同磁场梯度下(B =11.5T)保温30min 后的微观组织及相应的初生MnSb 颗粒在试样中自下而上的分布[13]:(a)B d B /d z =282T 2/m,(b)B d B /d z =-282T 2/m;(c)MnSb 颗粒受磁化力和重力以及合金受拉和受压的示意图Fig.1㊀Microstructures and the corresponding distributions of the MnSb particles along the depth from the lower surface in Mn-89.7wt%Sb alloyssolidified under magnetic field gradient of B d B /d z =282T 2/m (a)and B d B /d z =-282T 2/m (b)with a holding time of 30min;schematic illustrations of the magnetic force and gravity acting on the Mn-Sb particles,which stretches or compresses the alloy (c)[13]2.3㊀磁极间相互作用很早以前,人们就在磁性材料中发现了磁偶极现象,比如,一根小磁针就可以视为一个磁偶极子㊂随着超导技术的快速发展,通过较强磁场可以使磁极间的相互作用在非磁性物质中体现㊂为了探究非磁性物质间的磁偶极作用,并试图将相关效应运用到材料的制备过程中,材料研究者们开展了大量的理论和实验探索㊂Shimotomai等[16]研究了强磁场对Fe-0.1C 和Fe-0.6C(质量分数,%)钢的奥氏体向铁素体转变的影响,认为顺磁性的奥氏体晶粒间产生了相互吸引的磁偶极作用,促使铁素体基体中的链状或柱状奥氏体相沿磁场方向排列㊂此外,王强等[17]在研究强磁场下的过共晶成分BiMn 合金凝固过程时发现了初生相沿磁场方向排列的凝固组织,他们认为初生MnBi 相在生长过程中通过磁偶极作用而在磁场方向313中国材料进展第43卷相互吸引,并在垂直磁场方向相互排斥是导致这种组织形成的主要原因㊂Zheng等[18]研究了30T超高强磁场下Bi-4.5Mn(质量分数,%)合金的凝固过程,发现在较低的冷却速度(R=5K/min)下,凝固组织中初生MnBi相聚集成层片状,且层片法向与磁场方向平行;相反地,在较高的冷却速度(R=60K/min)下,则获得与磁场方向平行的链状组织㊂这是由于磁极间相互作用和磁力矩作用相互协调所导致㊂2.4㊀热电磁效应热电磁效应是金属凝固过程中固液界面处存在的热电效应受到磁场作用形成的,当固液界面法线方向与温度梯度不完全平行时,在液固界面处产生热电流[19],凝固过程中热电流在磁场下将受到洛伦兹力作用,称为热电磁力㊂固液界面处的热电磁力一方面施加在液相,导致熔体流动(称为热电磁流动),热电磁流动可以显著影响凝固过程的微观和宏观偏析㊁凝固组织和晶界形貌等微观组织;另一方面导致固相受力,进而导致平界面生长的界面失稳[20],胞状向树枝晶转变[21],以及枝晶断裂并诱导等轴晶组织[22]㊂近年来,得益于同步辐射X射线衍射技术的发展,研究者原位实时观测了定向凝固过程热电磁效应对枝晶生长的影响,游离的枝晶在热电磁力的作用下向试样一侧定向运动,形成梯度组织[23]㊂2.5㊀磁阻尼效应熔体中的磁阻尼效应起源于金属熔体流动切割磁感线感生出电流,磁场与感生电流交互作用产生与流动方向相反的力的作用,进而抑制熔体流动㊂Chandrasekhar[24]和Utech等[25]在20世纪中期已开始系统化理论分析了强磁场下流体的热对流抑制机理㊂随后,研究者们采用数值模拟和实验的方法对磁场下的熔体磁阻尼效应开展了一系列研究,并进一步研究了通过磁阻尼效应所引起的凝固过程中传热㊁传质等的变化改善凝固组织㊂磁场下抑制熔体对流的磁阻尼效应主要控制参数是磁场强度,但是Oreper和Szekely[26]通过数值模拟发现其抑制效果与体系的几何形状和尺度也密切相关㊂此外,研究者们还考察了立方容器内壁温度梯度和磁场分布方式对抑制对流的影响,研究结果表明,抑制效果在磁场与加热壁面垂直时效果最明显,两者方向平行时最弱[27-29]㊂不同凝固方式下磁阻尼效应的研究表明,强磁场不仅抑制熔体对流,还会降低熔体热导率并最终引起熔体降温速率变缓;但在定向凝固过程,磁场对于熔体流动抑制的同时,却不影响熔体的热导率㊂另外,对于Czochralski法生长过程[30-32],磁场可以有效抑制熔体在凝固过程受到的浮力对流和温度波动,并有助于消除溶质富集,提高溶质的均匀分布㊂3㊀磁场辅助对金属增材制造过程的影响外加物理场(磁场㊁超声场㊁电场等)可以有效地改变金属凝固过程中的形核㊁生长和粗化等行为,是调控金属凝固微观组织行之有效的方法㊂近年来研究者们开展了大量基于外加物理场对金属增材制造过程进行调控的研究[33,34]㊂一方面这些研究有助于人们利用外加物理场改变增材制造过程微熔池凝固过程,进而对微观组织进行控制及获得理想的组织;另一方面,通过外加物理场的特殊作用有助于人们对增材制造过程的理解和掌握㊂静磁场作为一种无接触的物理能场,可以影响增材制造微熔池凝固过程,并有效改善微观组织,提高材料综合性能,为开发新型增材制造工艺提供新思路㊂3.1㊀激光定向能量沉积激光定向能量沉积(laser directed energy deposition, LDED)技术作为一种同轴送粉式金属增材制造技术,以其制造效率高㊁成形尺寸大等优势在航空㊁航天等领域具有广阔的应用前景㊂帅三三等[35]研究了送粉式激光3D打印Al-12%Si合金(质量分数)时外加横向静磁场对组织的影响㊂结果表明,施加磁场对激光熔化单道薄壁试样的宏观凝固组织无明显影响,宏观组织以白亮带(α-Al相为主)和灰暗区(Al-Si共晶相为主)为基本单元叠加构成;微观组织分析表明,无磁场时灰暗区内的初生α-Al相呈柱状枝晶形态,施加了0.35T横向稳恒磁场后,这些初生α-Al 相全部转变为等轴枝晶形态,且枝晶臂发达㊂分析表明, 0.35T静磁场下,作用于初生α-Al枝晶上的热电磁力可达105N/m3量级;哈特曼数(Hartman number,Ha)远大于10,这表明激光熔化微小金属熔池中强烈的马兰戈尼(Marangoni)对流以及热溶质对流一定程度上被抑制㊂分析认为,稳恒磁场下凝固组织的灰暗区内α-Al相柱状枝晶向等轴枝晶的转变是固相中热电磁力(约105N/m3)对枝晶的破碎作用导致,而等轴枝晶发达的枝晶臂则是横向稳恒磁场抑制熔体流动的结果㊂随后,Liu等[36]和Nie 等[37]分别研究了高温合金激光加工过程中磁场对熔池微观组织和残余应力的影响,研究结果表明,横向静磁场可以引起高温合金组织由柱状晶向等轴晶转变,且可以削弱由于热效应产生的应力㊂Wang等[38]也报道了外加稳恒磁场对316不锈钢同轴送粉成形构件组织和元素偏析的影响,研究结果显示,随着磁场强度增加,枝晶间微观偏析的组织从连续形态转变到非连续形态;此外,随着水平磁场强度的增加,奥氏体和铁素体中镍和铬元素含量发生显著变化㊂Du等[39]研究了静态磁场对LDED打印Inconel718合金显微组织和晶体织构的影响,研究者通过将两个413㊀第4期杜大帆等:静磁场辅助金属增材制造技术研究进展NbFeB 永磁体与LDED 打印设备组装在一起,提供水平方向的稳恒磁场㊂通过调节磁体之间的距离将磁场强度设置为0.05和0.1T(如图2a)㊂实验结果表明,在相同打印参数下,磁场强度越大,枝晶间距越大(如图2b)㊂此外,在相同的激光功率下,磁场的存在可以诱导柱状晶的外延生长(图2c 和2d),并产生较高比例的小角度晶界(ɤ15ʎ)㊂在凝固过程中熔体对流的变化是导致显微组织和晶体织构变化的主要原因㊂一般来说,磁场可以从两个方面影响熔体对流,包括热电磁对流和磁阻尼效应㊂在没有磁场的情况下,由于微熔池表面存在极高的温度梯度,会形成相对强的熔体对流(即Marangoni 对流),继而导致熔池底部生长的一些枝晶臂断裂并卷入到熔体中㊂在熔池内,断裂的枝晶臂形成新的形核点,进而引发随机取向晶粒的形成㊂在引入磁场的情况下,由于磁阻尼效应,Marangoni 对流被显著地抑制㊂他们在考虑磁阻尼效应的存在下,评估了微熔池内流速与磁场强度的关系;对微观组织的研究发现,合金中<110>方向织构与打印方向平行,且随着磁场强度的增大织构强度增大;组织中小角晶界的含量随着磁场强度的增大也逐渐增大㊂图2㊀稳恒磁场对激光定向能量沉积(laser directed energy deposition,LDED)打印Inconel 718合金显微组织的影响[39]:(a)制备装置示意图,(b)枝晶间距随磁场强度变化规律;分别在激光功率250(c)和400W(d)和不同磁场强度下形成的凝固组织的电子背散射衍射(electron backscatter diffraction,EBSD)分析结果Fig.2㊀Effect of static magnetic fields on the microstructure of LDED fabricated Inconel 718alloys [39]:(a)schematic representation of thesetup for the LDED process,(b)dendrite arm spacing of the samples deposited with various magnetic field intensities at laser power of250and 400W;EBSD results of LDED fabricated Inconel 718samples with various magnetic field intensities at laser power of 250(c)and 400W (d)㊀㊀Seidel 等[40]研究了静磁场对MAR-A-247高温合金激光同轴送粉熔覆组织和裂纹的影响,他们对磁场下激光熔覆层微熔池流场进行理论评估,并通过自行研制的随行磁场激发装置(如图3a)测量了在励磁电流为60A 时不同位置处的磁场强度,装置激发的磁场强度可达到200mT㊂对比施加磁场前后熔覆层金相照片(图3b 和图3c)可以发现,施加磁场后熔覆层的热裂纹明显减少,研究者认为磁场抑制了Marangoni 对流,因此减少了熔覆层的裂纹形成㊂但是他们并没有对Marangoni 对流受抑制的程度及熔覆层中裂纹形成的影响机理进行更深入的研究㊂Filimonov 等[41]通过理论计算及与实验结合的方法研究了不同外加磁场施加方式对LDED 过程Inconel 718合金组织和性能的影响,理论计算得出在系统较小的Ha 下,磁场对熔池Marangoni 对流的抑制效果很有限,但仍然可将组织内孔隙率从0.3%降至0.2%(如图4b),并将打印件的极限延伸率提高了4%㊂明显的是,通过EDS 分析发现施加磁场后组织内的Nb 基析出相质量分数从14.1%降低至9.1%(如图4c),研究者认为这是由于枝晶尺度的热电磁流效应所致,并认为这是导致材料力学性能发生变化的主要原因㊂Ge 等[42]的研究也表明磁场可以抑制激光熔覆过程熔池内的流场,并导致合金中的元素在熔覆层中分布不均匀㊂513中国材料进展第43卷图3㊀激光诱导Marangoni 流动中磁流体动力学改变对于热裂纹的抑制[40]:(a)激光增材制造配置的磁场激发装置,同一基材上无磁场(b)和有磁场(c)下的激光熔覆Mar-M-247合金单熔道横截面的光学显微镜照片Fig.3㊀Novel approach for suppressing hot cracking via magneto-fluid dynamic modification of the laser-induced Marangoni convection [40]:(a)electrical magnet setup assembled in laser additive manufacturing equipment,optical microscopy images of Mar-M-247alloy single weld on the same substrate laser cladded without (b)and with (c)magneticfield图4㊀施加外磁场对激光定向能量沉积(laser directed energy deposition,LDED)Inconel 718合金组织和性能的影响[41]:(a)不同的磁场施加方式示意图,(b)金相照片显示组织孔隙率的变化,(c)无磁场和(d)有垂直磁场的EDS 元素面扫描结果Fig.4㊀Influence of static magnetic field on the microstructure and mechanical property of Inconel 718alloys fabricated by LDED method [41]:(a)schematic illustration of the magnetic field setup,(b)metallographs showing porosity distributions,EDS element mappings for samples fab-ricated without (c)and with (d)vertical magnetic field㊀㊀Kao 等[43]通过基于格子玻尔兹曼方法的数值模拟方法,研究了不同静磁场施加方式下Al10Si 合金增材制造过程微熔池内热电磁流体动力学(thermo-electric magne-to-hydrodynamic,TEMHD)效应和Marangoni 效应主导的耦合流场及对组织的影响,并通过相关实验进行佐证㊂模拟结果表明,在竖直方向的0.5T 静磁场作用下,微熔池的流场将由无磁场时对称的Marangoni 对流(如图5b)转变为不规则的对流(如图5c),进而导致熔池613㊀第4期杜大帆等:静磁场辅助金属增材制造技术研究进展尺度的成分偏析㊂上述研究表明,稳恒磁场对LDED 增材制造的金属材料微观组织有显著影响㊂静磁场诱发的磁阻尼效应抑制熔池内的Marangoni 对流,并导致了熔池尺度的溶质偏析发生,有助于减少组织内的缺陷㊂但到目前为止,静磁场对于微熔池凝固的影响机理的研究尚不系统,只有零星的报道;熔池显微组织变化机理及与力学性能之间的关系仍不清楚㊂搞清磁场下LDED 增材制造过程熔池凝固机理及对组织和力学性能的影响机制具有重要意义㊂图5㊀基于格子玻尔兹曼方法的静磁场下增材制造过程熔池流体动力学和组织模拟[43]:(a)模型建立,(b)无磁场时熔池内流场和组织模拟结果,(c)竖直方向施加0.5T 静磁场时熔池内流场和组织模拟结果Fig.5㊀Simulation of the hydrodynamics of melt pool and microstructure for laser powder bed fusion under static magnetic field based on the lat-tice Boltzmann method [43]:(a)schematic of the numerical model,(b)simulation results of flow field in melt pool and microstructure without magnetic field,(c)simulation results of flow field in melt pool and microstructure with a vertical 0.5T magnetic field3.2㊀粉末床熔融增材制造尽管粉末床熔融增材制造技术被证明能有效地加工具有复杂结构(如蜂窝结构)的多种材料(如金属㊁复合材料和陶瓷等),但粉末床熔融增材制造中温度梯度在平行和垂直于构建方向时的差异导致了构件的组织和机械性能的各向异性㊂为解决这个问题,Kang 等[44]将粉末床熔融工艺与静态磁场相结合,在打印平台的两侧放置了两个永磁铁,如图6a 所示,这两个永磁体产生了强度为0.1T 的水平静态磁场㊂为了比较,他们在有/无静态磁场下制备了两组商业纯钛(CP-Ti)样品㊂使用SEM 对马氏体αᶄ-Ti 的晶粒尺寸进行观察,并采用EBSD 技术对Ti 的晶粒形态进行分析(图6d),结果表明,在静态磁场713。
肿瘤热化疗用磁性聚合物微球的制备及表征
肿瘤热化疗用磁性聚合物微球的制备及表征李鹏辉;江敏;李炜澔;喻学锋【摘要】以磁性四氧化三铁(Fe3O4)纳米粒子和可降解聚合物聚乳酸-羟基乙酸共聚物为原料,采用乳化-溶剂挥发法制备获得磁性聚合物微球.通过傅里叶红外光谱、热失重曲线、透射电子显微镜、振动样品磁强计对所制备的磁性聚合物微球的各项性能进行表征,并利用高频磁感应设备测定磁性聚合物微球的磁感应加热性能.结果表明,所制备的两种磁性聚合物微球中Fe3O4纳米粒子的含量分别为10.1%和18.8%,其比饱和磁化强度分别为2.3 emu/g和6.8 emu/g;在高频磁场作用下,8 min内升温分别可达到9℃和16.5℃,完全满足肿瘤磁热疗的升温需求,在肿瘤磁热疗及热化疗结合治疗中有着很好的应用潜力.【期刊名称】《集成技术》【年(卷),期】2017(006)005【总页数】7页(P1-7)【关键词】乳化-溶剂挥发;磁性纳米粒子;聚合物微球;磁致热疗【作者】李鹏辉;江敏;李炜澔;喻学锋【作者单位】中国科学院深圳先进技术研究院生物医药技术研究所深圳518055;中国科学院深圳先进技术研究院生物医药技术研究所深圳518055;深圳市人民医院肿瘤放疗科深圳518020;中国科学院深圳先进技术研究院生物医药技术研究所深圳518055【正文语种】中文【中图分类】TG156磁致热疗(Magnetic Hyperthermia,MH)是一种基于电磁能转化为热能的新型肿瘤热疗技术[1,2]。
通过利用磁性纳米粒子,如四氧化三铁(Fe3O4)、γ-Fe2O3和CoFe2O4等在交变磁场下因磁滞效应、弛豫效应等产生热能的效应,在肿瘤靶区迅速升温至有效肿瘤治疗温度 41~47℃,抑制肿瘤生长甚至使其消失[3]。
磁致热疗可实现精准的局部热疗,且不受肿瘤部位的深度限制,因而在热疗领域具有良好的应用前景,并日益受到人们的重视而成为研究热点[4,5]。
然而,单纯的肿瘤磁致热疗的效果仍然有限,临床研究往往将其与化疗技术相结合,形成热化疗技术来进一步提高肿瘤治疗的效果,降低肿瘤的复发率[6,7]。
铝合金的电磁成形

铝合金的电磁成形
佚名
【期刊名称】《《军民两用技术与产品》》
【年(卷),期】2001(000)008
【总页数】1页(P27)
【正文语种】中文
【中图分类】TG391
【相关文献】
1.助推线圈对电磁成形大型铝合金板材流动性的影响 [J], 范雨征
2.不同热处理状态铝合金在电磁成形条件下的成形性研究 [J], 肖昂;颜子钦;崔晓辉;王世鹏;林愈弘
3.2A14铝合金厚板法兰孔电磁成形试验研究 [J], 王煜;肖冰娥;李坤;陶佳强;王建光;熊艳艳
4.铝合金曲面板料回弹的电磁成形校正试验 [J], 胡建华;宁博文;蔡衡;黄荣刚;张达
5.大型复杂型面铝合金翻边件电磁成形塑性流动行为研究 [J], 黄亮;骆文勇;刘贤龙;李建军
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第12卷 第3期2004年6月 材 料 科 学 与 工 艺MATERI ALS SCIE NCE &TECHNOLOGYVol .12No .3June ,2004电磁成形技术的最新进展江洪伟,李春峰,赵志衡,李 忠,于海平(哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨150001,E -mail :jianghw @hit .edu .cn )摘 要:电磁成形是目前应用最广泛的高能率成形方法之一.综述了成形磁场力的求解方法及解决电磁成形问题的3个主要方面内容,包括磁场、磁场力及变形,阐述了电磁成形工艺的成形方法及研究现状,列举了大量的国内、外工艺应用及研究成果,介绍了电磁成形工艺的最新应用———电磁校形、粉末压实,并展望了电磁成形技术的发展前景.关键词:电磁成形;磁场力;变形;有限元中图分类号:TG391文献标识码:A文章编号:1005-0299(2004)03-0327-05Current research situation of electromagnetic forming techniqueJI ANG Hong -wei ,LI Chun -feng ,ZHAO Zhi -heng ,LI zhong ,YU Hai -ping(School of M aterials Science and Engineering ,Harbin Institute of Technology ,Harbin 150001,China ,E -mail :jianghw @hit .edu .cn )Abstract :Electromagnetic forming (E MF )is one of the most widely used high -energy forming techniques .Magnetic pressure is employed in the technique to deform metal materials so as to process and assemble parts .This paper gives a comprehensive explanation of the methods to solve magnetic pressure and the three aspects in the solution of E MF problems ,that is :magnetic field ,magnetic pressure and deformation .The essential process of E MF is described and the current situation of the technique is illustrated by both foreign and domestic research achievements and its applications .The latest applications to electromagnetic shape -righting and power -compaction are especially introduced in the paper .Key words :electromagnetic forming ;magnetic pressure ;deformation ;finite element method 收稿日期:2003-05-30.作者简介:江洪伟(1973-),男,博士生;李春峰(1948-),男,教授,博士生导师. 电磁成形技术始创于50年代末,在60~70年代得到了快速发展,80年代在美国、前苏联电磁成形机已标准化、系列化.在国内,70年代末期,哈尔滨工业大学开始研究电磁成形的基本理论及工艺,并于1986年成功研制了我国首台生产用电磁成形机[1,2].电磁成形技术具有加工能量易于精确控制、成形速度快、成形工件精度高、成形模具简单及设备通用性强等特点.且整个成形过程绿色、环保.现已广泛应用于机械、电子、汽车工业[3]、轻化工及仪器仪表、航空航天、兵器工业等诸多领域,应用前景十分广阔[4,5].新世纪要求塑性加工技术向着更精、更省、更净的方向发展.成形过程要求绿色无污染,成形工件(毛坯)将由近净成形(near -net shape forming )向无余量的净成形(net shape forming )发展[6];产品开发周期要短,生产工艺应具备快速市场响应能力.而电磁成形技术正顺应了这一发展需求,具有广阔的发展前景.1 理论研究电磁成形涉及电学、电磁学、电动力学和塑性动力学等学科的内容,由于电学、电磁学、电动力学的复杂性和塑性动力学本身的不完善,特别是由于电磁成形过程中电学过程和力学过程的交互影响,使电磁成形的理论研究复杂而困难[7],应用解析法来精确求解该过程几乎是不可能的.而随着有限元理论的日趋完善,使用有限元软件来模拟电磁成形过程中的电参数、力学参数、变形过程已成为诸多方法中的首选[8~10].电磁力计算是分析电磁成形变形过程、优化力能及工艺参数的基础.电磁成形技术虽然已经过40多年的发展,但是它的理论研究依然滞后于生产实践,磁场、磁场力及变形是电磁成形需要研究的主要基础理论.1.1 磁场电磁成形中的磁场与放电电流及线圈-工件系统的结构有直接关系,毛坯变形取决于脉冲磁场的强度及分布.磁场的理论分析是电磁成形的基础.图1是应用有限元软件模拟电磁成形时的磁场场景.Ι1-线圈电流 Ι2-管坯中耦合电流图1 管坯电磁缩径磁力线图 由图1可知,从线圈内部流出的磁力线除管坯端部外大部分被狭迫在线圈与管坯之间的窄缝内,只含有轴向分量;在管坯端部磁力线发散,磁力线除含有轴向分量外还含有径向分量.1.2 磁场力目前,对电磁成形磁场力的研究主要采用以下4种方法.等效电路法.将成形线圈和管坯等效为变压器电路的一次回路和二次回路,求出等效电感、放电电流[11],再根据能量守恒原理求解电磁力.采用该方法时感生电流的求解极其复杂,目前尚没有应用其进行磁场力计算的报道.等效磁路法.把线圈和管坯等效看成一个单一电路,电感和电阻被看做线圈和管坯参数的函数.在认为线圈、管坯无限长的前提下求解磁场力[12],这种方法在确定螺线管线圈胀形磁场力时得到较多的应用[13].由于该方法是在假定线圈与管坯无限长,而且不计其漏磁通的情况下得到的,因而计算磁场力的最大值以及磁场力达到最大值的时间均有误差[14].解析法.Maxwell 方程组是描述一切电磁现象的基本定律,求解这个方程组可以得到一切电磁参数的解析解,包括磁场力.目前已有直接应用它在近似条件下进行积分,求解磁场力的报道,但求解过程复杂[15,16].有限元法.正是由于上述几种方法在计算磁场力上存在不足,近年来出现了应用有限元程序计算电磁胀形时磁场力的报道[17,18]:采用网格剖分,给出合适的边界条件,计算拉普拉斯场,求解出线圈与坯料之间的磁感应强度,再根据Maxwell 方程的导出式得到的作用于坯料上的磁场力[19].该方法所应用的公式十分严密,其结果与前几种方法比较有更好的实验吻合性[20]. 图2是A NSYS 模拟带有模具的管坯胀形时所受磁压力分布.管坯端部受到径向外胀力、轴向下压力,而其他部分则只受到径向外胀力;模具内表面附近受到的磁压力以径向外胀力为主,端部受轴向下压力、径向外胀力,其余部分仅受径向外胀力.图2 有模电磁胀形时受力图1.3 变形利用电磁力实现板料变形可以大幅度提高板料的成形极限[21].图3是IA P 公司测得的在不同成形方法下板料的极限应变值[22].图3 板料成形极限线图[22]2 工艺研究及应用传统的电磁成形有平板成形、管件电磁缩径和胀形成形、多工序复合成形.随着制造业的发展、新材料的出现,电磁校形、粉末压实等新工艺·328·材 料 科 学 与 工 艺 第12卷 成为加工领域的热点.电磁成形的应用非常广泛.如,美国波音747机翼大型壁板,波音737机翼大梁均用电磁铆接.波音767客机的机翼大梁,每根约2900个铆钉的定位夹紧,钻孔放钉、电磁铆接和换变工位,均由微机控制的机装式自动电磁铆接机完成.国外已将电磁成形加工用于汽车油泵壳体的成形组装、弹壳成形装配、反射灯罩成形、导弹蒙皮高框铆接、波导管内槽成形、打火机壳体成形[23~25].国内对组装大弹壳,榴弹战斗部电磁收口成形,导弹的红外辐射尾罩电磁扩口成形也进行了研究[26].还有用金属薄板通过电磁成形加工法将陶瓷、玻璃、塑料制品件的进出管道封口,以形成真空或高压密封空腔.2.1 平板毛坯成形平板毛坯成形可以分为自由成形和有模成形两种.自由成形主要是用于精度要求不高的锥形件成形,有模成形常用于压印、局部压肋、压凹及曲面零件成形等.图4为成形原理图.图4 平板成形原理图[27] 应用平板线圈,采用间接加工可实现平板冲裁.在工艺参数合理时,可实现无毛刺冲裁.图5为有模平板成形实例.成形时拉深、底部压纹、周边孔冲裁一次完成,且成形精度高.图5 平板成形件实例图[28]2.2 管坯成形管坯成形分为管坯缩径成形、胀形成形两种.当成形线圈外置时,可实现对管坯的缩径变形,完成管坯的局部缩径、成形内肋等.线圈内置时即可实现胀形变形,如图6所示,主要有管坯自由胀形及有模成形,可成形凸筋、管端翻边、扩口、翻侧孔、异形管成形等.图6 无模具电磁胀形示意图 利用这种成形法可将一个工件成形组装到另一个工件上,也可以冲裁,管状零件冲裁可在膨胀成形时一次完成.此法还可以用于管件压花,如图7、8所示.图7 复合变形一次完成[28]图8 压花[28]2.3 连接连接是电磁成形的主要应用之一,利用电磁成形技术可实现管-杆、管-管、管-板的连接,不但可用于金属(包括异种金属)之间的连接、而且可用于金属与非金属的连接装配.磁脉冲连接工装简单,与零件无机械接触,不损伤零件表面,加工能量可以精确控制,能实现零件的精密连接装配.对于一些特殊零件,磁脉冲连接是优先选用甚至是唯一可以采用的工艺方法.图9、10为成形件示意图.2.4 粉体成形纳米技术是21世纪的热点.纳米材料制备中,如何将粉末制备成块,并使之保持超细粉末所具有的晶粒尺度和特性,是需要解决的关键技术·329·第3期江洪伟,等:电磁成形技术的最新进展之一.现有的烧结工艺,如常规烧结,热等静压烧结,等离子体烧结和微波烧结等都存在晶粒长大的问题.磁脉冲粉末压实技术无需加热,这样在成形后既能使粉末达到良好致密,又可保持它原有的晶粒度大小和特性.图11为电磁粉末压实示意图.图9 异种材质连接[28]图10 装配[28]图11 电磁粉末压实示意图 放电时铜管壁获得很大动能,将粉末压实成高密度固体,该技术具有成本低,成形坯料密度高等优点,应用该法压实程度可达到95%以上.2.5 电磁校形对于现代汽车工业,结构一体化、整体轻量化已成为这个时代的汽车工业的口号.因而高强度铝合金成为了首选,据估算车身全部为铝材,则整体质量将减轻50%[9],相应地节约了能源,减轻了对环境的污染.美国俄亥俄州州大学的V ohnout 等人对汽车铝合金门内衬板电磁校形进行了研究,如图12、13所示.图12 铝合金汽车门普通冲压件[29]图13 铝合金汽车门电磁校形件[29] 由图13可知,凹槽底部圆角基本消失,出现了清晰的棱线;边缘处的皱纹全部消失;其他部位的成形性得到了提高.此外,板料成形时还可以在模具上加入电磁线圈[29],成形时一次完成两道工序,提高了生产效率,如图14所示.图14 模具内嵌电磁线圈时的成形图[29]3 展 望当今金属加工技术追求高效率、高质量、低消耗、低成本,而电磁成形工艺具有单位能量小、效能高、材料微观变形均匀、加工质量好等优点,这正符合金属加工技术追求的目标.采用电磁成形工艺,甚至能够满足某些用其他工艺不能或很难满足的设计要求,从而在实践中解决一些看来几乎是不可能解决的问题,为设计人员展示了新的设计视角.参考文献:[1]李春峰.高能率成形技术[M ].北京:国防工业出版社,2001.[2]金建铭.电磁场有限元方法[M ].西安:西安电子科技·330·材 料 科 学 与 工 艺 第12卷 大学出版社,1998.[3]PANSHIKAR H puter modeling ofelectro-magnetic forming and impact welding[D].OhioState:Graduate School of The Ohio State University,2000.[4]ХУРСАНОВПВ.Изготовлениеплоскихиндукторовдлямагнитно-импульснойштаповкичерезэластичнуюс-реду[J].Кузнечно-штамповочноеПроизводство,1994,11:22-23.[5]赵志衡,李春峰.电磁成形用螺线管线圈电感的研究[J].哈尔滨工业大学学报,2000,32(5):64-66. [6]董湘怀,黄树槐.塑性加工技术的发展趋势[J].中国机械工程,2000,11(9):1074-1077.[7]张守彬,李硕本.圆管在脉冲电磁力作用下的动力响应[J].锻压技术,1997(3):30-33.[8]BINDER A.Electromagnetic interference of brake strayfields on resolvers in brushless servo drives[J].M athematics and Computers in Simulation,1998(46):339-347.[9]GREGG K.Modeling of electromagnetically formed sheetmetal[J].Journal of Materials Processing Technology,1998,75:6-16.[10]LI C F,ZHAO Z H.Numerical simulation of the magneticpressure in tube electromagnetic bulging[J].Journal ofMaterials Pro cessing Technology,2002,123:225-228.[11]BAINS K,DUNCAN J L,J OHNSON W.Electromagnetic metal forming[J].Pro cinst Mect Eng,1996,180(4):93-97.[12]ZHANG H,MURATA M,SUZUKI H.Effects of variousworking conditions on tube bulging by electromagneticforming[J].Journal of Materials Processing Technology,1995,48:113-121.[13]HASIMOTO Y,HATA H,SAKAI M.Local deformationand buckling of a cylindrical a1tube under magneticimpulsive pressure[J].Journal of Materials ProcessingTechno logy,1999,85:209-212.[14]СЕЛЕДЛИЦЕМ.Напряджёно-деформированноесосто-яниевтолстостенныхтрубахприимпульсномнагряже-ний[J].Кузнечно-штамповочноеПроизводство,1997(10):11-14.[15]黄尚宇,常志华.管件电磁成形电磁力分布特性分析[J].塑性工程学报,2000,7(2):30-33.[16]黄尚宇,常志华.板坯电磁成形载荷计算方法及分布特性[J].中国有色金属学报,1998,8(3):441-445.[17]SUNG H L.Estimation of magnetic pressure in tubeex-pansion by electromagnetic forming[J].Journal ofMaterials Pro cessing Technology,1996,57:311-315.[18]ALI M,MOULOUD F.Electromagnetic forming of thinmetal sheets[J].IEEE Transactions on Magnetics.2000,36(4):1808-1811.[19]MANE A T E,VERWEIJ M D.The importance of thevelocity term in the electromagnetic forming process[A].Union Radio-Scientifique International(InternationalScientific Radio Union)[C].[s l]:[s n],2002.112-115.[20]赵志衡.管坯电磁胀形磁场力的研究[D].哈尔滨:哈尔滨工业大学,2001.[21]ANTER E.Modeling of the ele ctromagnetic forming ofsheet metals:state-of-the-art and future needs[J].Journal of Materials Processing Te chnology,2003,142:744-754.[22]BURDEN R,SNOWDE N L,HASEGWA K.Electromagneitc fo rming(EMF)[A].IAP ReseachInc[C].Dayton:[s n],2002:327-339.[23]ЯКОВЛЕВСП,КУХАРЬВДидр.Экспериментарноеисследованиепроцессаформированияканалаволново-довдавлениемимпульсногомагнитногополя[J].Кузне-чно-штамповочноеПроизводство,1996(6):4-6.[24]МАКАРОВОЛЛ.Расчётпараметровмагнитно-импульс-ногоформообразованияторообразныхдедалейизлисто-выхзаготовок[J].Кузнечно-штамповочноеПроизводство,2001(4):15-17.[25]VINCE NZO P.Seamless super conducting RF cavities[A].Proceedings of the1999Particle AcceleratorConference[C].New York:[s n],1999.541-544. [26]贺锡纯,赵 兰.用磁成形法组装大弹壳的可行性研究[J].锻压机械,1993(3):22-24.[27]杨应平,黄尚宇.电磁成形的物理学原理[J].工科物理,1999(9):35-36.[28]Magneform company.Welcome to mag neform[EB/OL]./apps.html,2003.[29]VOHNOUT V J.A hybrid Quasi-static/Dynamic Processfor forming large sheet metal parts from aluminumalloys[D].Ohio State:Graduate School of The OhioState University,1998.(编辑 吕雪梅)·331·第3期江洪伟,等:电磁成形技术的最新进展。