基于PLC织布机纹版状态监控系统设计
纺织与PLC自动化
纺织与PLC自动化一、引言纺织与PLC自动化技术的结合为纺织行业带来了巨大的变革和发展。
PLC(可编程逻辑控制器)是一种广泛应用于工业控制系统中的计算机控制设备,它通过编程来控制和监测生产过程中的各种设备和机器。
本文将详细介绍纺织与PLC自动化的应用,包括其优势、应用案例以及未来的发展趋势。
二、纺织与PLC自动化的优势1. 提高生产效率:PLC自动化系统可以实现生产过程的自动化控制,减少人工操作,提高生产效率。
例如,通过PLC控制纺织机械的启动、停止、速度等参数,可以实现自动化生产线的连续运行,大大提高了生产效率。
2. 提高产品质量:PLC自动化系统可以精确控制生产过程中的各种参数,如温度、湿度、压力等,从而确保产品的质量稳定性和一致性。
通过PLC的监测和反馈功能,可以及时发现并纠正生产过程中的问题,提高产品的质量。
3. 节约能源和资源:PLC自动化系统可以根据生产需求自动调节设备的工作状态,避免不必要的能源和资源浪费。
例如,通过PLC控制纺织机械的运行速度和停机时间,可以有效节约电能和机械磨损。
4. 提高安全性:PLC自动化系统可以监测和控制生产过程中的各种安全参数,如温度、压力、电流等,及时发现并处理潜在的安全隐患。
例如,当纺织机械出现异常情况时,PLC可以自动停机并发送警报,保障生产过程的安全。
三、纺织与PLC自动化的应用案例1. 纺织生产线自动化控制:通过PLC控制纺织生产线上的各种设备和机械,实现生产过程的自动化控制。
例如,通过PLC控制纺织机械的启动、停止、速度等参数,可以实现纺织生产线的自动化运行,提高生产效率和产品质量。
2. 温度控制系统:在纺织生产过程中,温度是一个重要的参数。
通过PLC控制温度传感器和加热设备,可以实现对纺织机械和材料的温度控制。
例如,当温度超过设定范围时,PLC可以自动调节加热设备的功率,保持温度在合适的范围内。
3. 湿度控制系统:在某些纺织生产过程中,湿度也是一个重要的参数。
PLC在纺织工业中的应用案例

PLC在纺织工业中的应用案例PLC(可编程逻辑控制器)是一种广泛应用于自动化控制系统中的电子设备,它可以实现对各种工业过程的监控和控制。
在纺织工业中,PLC起到了关键的作用,可以提高生产效率、降低成本、提升产品质量。
本文将介绍几个PLC在纺织工业中的应用案例。
一、染色机控制染色是纺织工业中的重要环节之一,传统的染色机需要人工操作,过程繁琐且易出错。
而引入PLC控制后,可以实现自动化管理,大大提高了染色效率和产品质量。
以染色机的控制为例,PLC可以实现自动控制温度、液位、染色时间等参数,确保染色过程的稳定性和一致性。
通过编写PLC的程序来实现自动化控制,可以减少人为因素的干扰,提高染色机的工作效率,并减少染色染色过程中的错误。
二、纺纱机控制纺纱机是纺织工业中的关键设备之一,它将原始纤维拉伸并细化,形成线状的纱线。
传统的纺纱机需要人工操作,需要经验丰富的工人才能完成。
而引入PLC控制后,可以实现纺纱机的自动化控制,提高生产效率和产品质量。
PLC可以通过传感器实时监测纳米纤维的张力、速度等参数,根据设定的控制策略,自动调节纺纱机的运行状态,以确保纱线的质量稳定。
同时,PLC还可以实现故障检测和自动报警功能,及时发现并解决问题,减少停机时间,提高生产效率。
三、织布机控制织布机是纺织工业中常用的设备,传统的织布机需要手工操作或者使用复杂的机械装置来控制。
而PLC的应用可以使织布机实现自动化控制,提高生产效率和产品质量。
通过PLC控制系统,可以实现对织布机的自动化操作,包括设定织布参数、控制织布速度、调节纱线张力等。
PLC可以准确地控制织布机的运行状态,提供良好的布匹纹理和均匀的强度。
此外,PLC还可以实现对织布机的在线监控和故障诊断,提高了工作效率,减少了生产中的浪费。
四、纺织品质量检测纺织品质量检测是纺织工业中不可或缺的环节,传统的检测通常需要人工操作,效率低下且存在主观影响。
而引入PLC控制后,可以实现自动化和精确的质量检测。
自动布料控制系统的设计_毕业设计论文

毕业设计(论文)自动布料控制系统的设计摘要自动布料控制系统主要包括矿仓料位检测与控制;布料小车位置检测与控制;以及对相关设备实施逻辑连锁与保护控制,确保整个系统安全、稳定、高效的运行。
在焦化配料过程中,配煤仓出现混煤对产品质量有着直接的影响。
目前大多数焦化厂配煤布料系统中布料方式都是布料工人实现布料,极易造成混煤和堵料斗等质量事故。
针对传统的布料形式的弊端,设计出高效稳定的自动布料控制系统显得尤为的重要。
本自动布料控制系统以炼焦厂煤的自动布料为主体工艺,采用PLC为核心处理器,结合电气控制技术、检测技术将现场所有控制设备构建为分布式系统,通过软件编程和软硬件组态技术实现自动布料的现代化监控与管理。
开发出性能优良的、适用于各型焦炉的PLC控制系统;控制系统包括布料小车位置检测系统、料仓料位检测系统、信号的处理及传输和布料小车连锁控制系统。
关键字料位检测,可逆皮带,PLC,电气控制ABSTRACTAutomatic distributing control system mainly includes the material level in ore bins detection and control; Cloth car position detection and control; And the related equipment implementation logic chain control and protection, to ensure the system safe, stable and efficient operation. Appeared in the process of coking ingredients, with coal blended coal has a direct affect the quality of product. Currently most coking plant blending cloth fabric information in the system are workers achieve cloth, cloth is easily mixed coal and quality accidents such as wall hopper. Aimed at the disadvantages of traditional forms of material, design of efficient and stable automatic distributing control system is particularly important.This automatic control system to coking plant coal automatic fabric cloth as the main body craft, USES the PLC as the core processor, combined with electric control technology, detection technology will build field all control equipment for the distributed system, through the software programming and hardware and software configuration technology to realize the modernization of the automatic cloth monitoring and management. Develop excellent performance, suitable for various types of coke oven of PLC control system; Control system including cloth car position detection system, bin material level detection system, signal processing and transmission and cloth car chain control system.Keywords Material position detection, reversible belt, PLC, electric control目录摘要 (I)ABSTRACT.................................................................................................................. I I1 绪论 (3)1.1 课题背景 (3)1.2 课题综述 (3)1.2.1 本课题研究的意义 (3)1.2.2 自动布料控制系统的发展现状 (4)2 自动布料控制系统的工艺流程 (5)3 自动布料控制系统的选择 (7)3.1 继电器-接触器控制 (7)3.2 PLC控制 (7)3.2.1 PLC的发展历程 (7)3.2.2 PLC的特点 (8)3.2.3 PLC的主要构成和各主要部分的功能 (8)3.2.4 PLC控制系统的设计基本原则 (9)3.3 继电器-接触器控制与PLC控制结合 (9)3.4 控制方案的比较和选择 (10)4 自动布料原理的设计 (11)5 设备的选择 (12)5.1 检测及电气设备的选择 (12)5.2 PLC的选型 (12)5.2.1 选型分析 (12)5.2.2 系统的安装 (13)5.2.3 PLC选型的确定 (13)5.2.4 输入/输出模块的选择 (13)5.2.5 抗干扰措施 (14)6 控制系统的设计 (15)6.1 控制系统工作原理 (15)6.1.1 运料小车的运动流程 (15)6.1.2 设备控制要求 (15)6.1.3 控制系统图 (16)6.1.4 PLC框架配置图 (17)6.2 系统资源分配 (17)6.2.1 I\O地址分配 (17)6.2.2 数字量输入部分 (18)6.2.3 数字量输出部分 (18)6.2.4 内部继电器部分 (19)6.3 电气原理图 (19)6.4 PLC程序 (21)7总结与展望 (27)7.1 本文主要完成的工作及总结 (27)7.2 工作展望 (27)参考文献 (28)致谢 (1)1 绪论1.1 课题背景自动布料控制系统通过对矿仓料位的检测,实现矿仓的优先布料和均匀布料,以达到煤料合理分布的目的。
基于PLC的自动丝网印花机控制系统
Au o t c e n P i t g M a h n n r lS se Ba e n P t ma i S r e rn i c i e Co t o y t m s d o LC c n
W ANG h - i MEIS u — i Z iwe , h n q ,DU n Xi g,L U i g,L U e I Pn I W i
cm leh oe etfte e a n eb d , n &m nu t n o ssm t cnrlh oe et t ope em vm n h @lea t le a a tt o b t d h a d p em ic tlyt ot em vm n o h a c o r e o ot e f
Ke r s t te a t t cen p nig m cie P C( rg m belg a cnrl r ; eu ny cn e e ; ywo d :e i ; uo i sre r t ahn ; L por mal oi l ot l ) f q ec ovr r xl ma c i n a c oe r t
第2 卷 第 6 9 期 2 1 年 1 月 01 2
轻 工 茜 械 I l
Li htI du ty M a h ne y g n sr ci r
V0 . 9 No 6 12 . De . 0 1 c 2 1
[ 自控 ・ 检测 ]
D I 036/ in1 5 8521. .1 O: . 9js . 0- 9.01 604 1 9 .s 0 2 0
的控制 。P C是集微机技术 、 动化技术 、 L 自 通信术于
体的通用工业控制装置 , 具有可靠性强、 性能价格比 高、 使用方便等特点- 。变频器是应用变频技术与微 】 J
PLC在纺织行业中的自动化控制应用

PLC在纺织行业中的自动化控制应用随着科技的不断发展和纺织工业的进步,自动化控制在纺织行业中发挥着至关重要的作用。
PLC(可编程逻辑控制器)作为一种高效、可靠的自动化控制设备,广泛应用于纺织生产过程中。
本文将介绍PLC 在纺织行业中的应用,并探讨其在自动化控制方面的优势以及未来的发展趋势。
一、PLC在纺织行业中的应用领域1. 机织设备控制在纺织行业中,机织设备控制是PLC的重要应用领域之一。
通过PLC的编程和控制,可以实现织机的自动化操作,提高生产效率和产品质量。
PLC可以实时监测织机的运行状态,并根据预设的控制逻辑进行自动控制,如调整纱线的强度和速度,控制织机的运转方向等,确保纺织过程的稳定进行。
2. 纺纱生产线控制纺纱生产线是纺织行业的核心生产环节之一,而PLC在纺纱生产线控制中的应用,使整个生产过程更加高效。
利用PLC对纺纱设备进行控制,可以自动监测并调整纱锭的转速、张力和纱线的质量等参数,在保证产品质量的同时,提高生产线的稳定性和生产效率。
3. 织物检测与质量控制在织物生产中,PLC的应用也非常重要。
通过PLC系统连接各个检测仪器,可以实现对织物质量的实时检测和控制。
例如,可以利用PLC系统对织物的密度、纤维断裂强度、织物的重量等进行监测,并根据预设的控制逻辑及时调整织机的参数,以保证产品的质量和一致性。
4. 纺织印染自动化控制纺织印染过程中,PLC的应用可以实现对印染机械设备的自动化控制。
通过PLC系统的编程,可以控制印染机的温度、湿度、染液的浓度等参数,实现对印染过程的精确控制。
这不仅提高了印染效果的一致性,还减少了人为操作的不确定性,提高了生产效率和节约了资源。
二、PLC在纺织行业中的优势1. 高可靠性PLC作为一种专门设计用于工业自动化控制的设备,具有高可靠性。
其硬件和软件经过严格的测试和验证,可以在恶劣的工作环境下稳定运行。
即使发生电力波动或其他故障,PLC也能够自动恢复并保持正常工作。
纺织企业织机监控解决方案
纺织企业织机监控解决方案引言随着科技的不断发展,纺织业也在朝着智能化、自动化的方向不断迈进。
在纺织生产中,织机是承担着最为关键任务的设备之一。
为了提高生产效率和质量,纺织企业对织机的监控变得越来越重要。
本文将介绍一种纺织企业织机监控解决方案,帮助企业实时监测织机的运行状态,提高生产效率和管理水平。
解决方案1. 数据采集织机监控的第一步是实时采集织机的运行数据。
数据采集可以通过传感器实现,将传感器与织机进行连接,在织机运行过程中采集关键数据,如织机的转速、温度、湿度等。
采集到的数据可以存储在数据库或云平台中,方便后续的数据分析和处理。
2. 数据处理与分析采集到的织机数据需要进行处理和分析,以提取有用的信息。
通过对数据进行统计和分析,可以得到织机的运行状态、运行效率等指标。
同时,还可以通过数据分析挖掘出织机异常运行的原因,预测织机可能出现的故障,为维修和维护提供参考。
3. 实时监控和报警在织机监控中,实时监控是至关重要的。
通过实时监控系统,可以随时掌握织机的运行状况,并发现问题。
一旦织机出现异常情况或故障,监控系统将立即发出警报,通知相关人员进行处理。
实时监控系统还可以通过远程控制功能,对织机进行远程操作和调整,提高管理效率。
4. 数据可视化为了方便纺织企业的管理人员对织机运行情况进行分析和决策,数据可视化是非常重要的。
通过数据可视化技术,可以将织机监控的数据以直观、易懂的图表和报表的形式展示出来,让管理人员一目了然地了解织机的运行情况。
数据可视化还可以实现多维度的数据对比和趋势分析,帮助企业做出更加科学的决策。
5. 数据存储和安全在织机监控中,数据的存储和安全是非常重要的。
采集到的织机数据需要进行合理的存储和管理,以便后续的查询、分析和维护。
同时,为了保护数据的安全性,需要采取相应的安全措施,如加密传输、权限管理等,防止数据泄露和篡改的风险。
6. 数据报表和分析织机监控解决方案还应该提供数据报表和分析功能,帮助企业进行综合评估和决策。
基于PLC的纺织机械自动控制方法

基于 PLC 的纺织机械自动控制方法发布时间:2021-08-18T14:44:15.883Z 来源:《教育学文摘》2021年第12期作者:韩风丽[导读] 随着我国城市化进程不断加快韩风丽济宁市技师学院山东济宁 272000摘要:随着我国城市化进程不断加快,纺织机械自动控制方法的差异导致机械自动控制的工作状态下能耗较高,因此提出基于PLC的纺织机械自动控制方法设计。
通过对可编程逻辑器结构作用分析,完成PLC内部组成结构设计。
以PLC为依托实现纺织机械工作过程中的变量控制和产品顺序控制,针对纺织机械传动结构的负载惯量计算,采用模拟负载的方式优化纺织机械自动控制技术,最终利用现场总线控制层实现纺织机械自动控制。
关键词:PLC;纺织机械;自动控制引言纺织行业中,纺织机械是主要的技术装备。
纺织机械的进步是满足纺织工艺要求的基础。
为了担当新时代赋予纺织行业的责任,纺织机械要向更加灵活、更快响应的自动控制技术转变。
自动控制方法的运行需要以能耗为动力,无疑提升了企业生产成本,降低了纺织行业经济效益。
PLC技术的出现,较好地解决了这一问题。
在多个工业生产领域中,PLC技术已经开始大范围应用,实现工业生产控制自动化。
如下以PLC为基础,阐述设计纺织机械自动控制方法,希望能够促进纺织行业更好发展。
1、基于PLC的纺织机械自动控制重要性PLC此种技术就是所谓的编程逻辑控制技术,其中应用的存储器具有可编程的特点,在实际应用中,可以通过指令执行以及模拟式输出实现机械的有效控制,保证生产过程的有序进行。
结合此种技术的应用成效来讲,其优势表现为可靠、安全,并且,由于其本身就有监控系统,机械出现的运行异常可以被及时发现,一般不会造成过于严重的后果。
此项技术通常被用于清花以及并纱等工作中,由于性能优良,机械不仅能够实现稳定运行,工作效率也得到了明显提高。
交流伺服系统的优势在于精确、稳定、反应快,当前阶段主要应用于梳棉机、并条机以及粗纱机等机械中。
简易数控编织机远程监控系统的设计及实现
S se o s y tm f rEa y NC e v n a h n W a igM c ie
S E i U C e g ,ME G Y jn ,Y i g e ,MI G Wu i H N Dl ,L h n l N au E X a m i n N y ( . ol eo n ier g h nzo nvri ,Z e gh uH n n4 0 1 ,C ia 1 C l g f gnei ,Z o gh uU iesy h nzo e a 5 0 5 hn ; e E n t 2 Z e agB s es eh o g ntue ig oZ e ag3 5 1 ,C ia . hj n ui s T c nl yIstt,Nn b hj n 10 2 hn ; i n o i i
Wu a u e 4 0 7 h nH b i 3 0 4,C ia hn )
Ab t a t sr c :T nt rt e s t fe s e v n c i e i n y a c l o mo i t e o a y NC w a i g ma hn si t o h a n mea d d n mi al y,a c r i gt h e eo me t rn f e c od n ot e d v lp n e d o ・ t r moe mo i r g a d c n r l n y tm n NC ma h n , a I t r e - a e e t n trn n o tol g s s m a r p s d By t n t i n o t l g s se i c i e on oi n e n tb s d rmoe mo i i g a d c n rl n y t w s p o o e . o i e u i g e e me t d t o lci n st n trn , n t o k a d d tb s e h oo is a r moe mo i rn n o t l n y tm s mb d n , a ac l t , i mo i i g n e o e o ew r n aa a e t c n lge , e t nti g a d c nr l g s se o o i f re s a ig ma h n sr aie i h h d p a t a u cin n a e r n o C o ma t h n i cl . E p rme t o a y NC we vn c ie wa e z d wh c a r ci lf n t s a d C b u n P rs r p o e d r t l c o n e y xe i na l r s l h w t a h y tm ssmp e r l l e u t s o h t e s se i i l , e i e,e s o i sal c n mi a a d p a t a . s t b a a y t n tl ,e o o c l n r ci1 c
基于PLC的码布机控制系统设计

M 3 为码布 电动机 , 控 制码布 杆的动作 , 可实现码布机 的点动 码布 电动机M 3 通 过连杆机构驱动一个扇形齿轮, 扇形 码布和 自动码布 。 主电路结构简单, 3 台电动机可 以长时间连 齿轮 带动链轮驱动链条, 实现码布杆 的来回摆动 , 进行 自动
续运 行。 ‘
码布或点动码布。 码布 的主要作用是将织物 以一定长度一折
第1 7 期 2 0 1 5 年9 月
无 线 互 联 科 技
Internet TeChnol ogy
No. 1 7 SeDtember,2015
基于P L C的码布机控制系统设计
何惠 湘
( 南通航 运 职 业 技 术 学院 , 江 苏 南通 2 2 6 0 1 0 )
关键词 i P L C ; 码 布机 : 控 制 系统
G A 8 4 1 码布机是纺织配套辅助设备, 主要用于 纺织 印染厂等整理车问, 将刷布机刷尽的坯布
或经 过验布 机的印染布 按定长折 叠成匹, 并起到 计长、 验布等功能。 码布机在企业的织造生产中, 起到 了高效折布、出布、 库存方面的重要作用, 同
一
码布机在进行码布 时必须在工作台板上进行, 随着时间 层, 层叠在一起 , 并且丈量出总长度, 以便于运输或者后期 的增加 , 布 匹的层数也会 越来越多, 叠层 变厚 , 但码布 杆不 处理 的需要 。
作者简介: 何惠湘 ( 1 9 7 2 一 ) , 女, 湖南常宁, 硕士, 副教授 , 研究方向: 控制工程 。
结束 码 布 。
( 3 ) 自动码布控制。 由于码布机的体积比较庞大, 为了方便操作人员的操作, 在设备的周围要共设置了2
个启动 按 钮 S B 2 、 S B 3 以及 3 个停 止按 钮 S B 4 、 S B 5 、 S B 6 。 开始码布时, 按下S B 2 、 S B 3 中任意一个启动按钮 , 自动
PLC在纺织与服装制造中的应用案例解析
PLC在纺织与服装制造中的应用案例解析纺织与服装制造行业是一个依赖自动化控制的领域,它需要高效的生产流程和精确的品质控制。
在这个领域中,可编程逻辑控制器(PLC)的应用成为了必不可少的工具。
本文将通过几个案例来解析PLC在纺织与服装制造中的应用。
案例一:布料切割机控制系统在服装制造中,布料切割是一个重要的工序。
传统的切割机需要通过人工操作来完成工作,效率低下且存在一定的误差。
然而,PLC的应用可以使得切割机的操作更加准确和高效。
通过使用传感器来检测布料的位置和尺寸,PLC可以根据预设的程序自动控制切割机进行切割,大大提高了生产效率和切割的准确性。
案例二:纺纱设备控制系统纺纱是纺织业中的关键工序之一。
在传统的纺纱设备中,通过人工调节传动装置、控制速度等参数来实现纺纱的调节。
然而,这种方式存在诸多问题,包括调节不准确、操作复杂等。
而采用PLC控制系统后,可以通过编写程序来实现自动控制,根据不同的纱线要求来调节纺纱设备的参数,大大提高了纺纱品质和生产效率。
案例三:服装生产线整体控制系统在服装制造中,为了提高生产效率和品质控制,常常采用生产线来进行批量生产。
而PLC在整个服装生产线的控制中起到了重要的作用。
通过PLC控制系统,可以对每个工序进行精确的控制和调节,实现产品的连续生产。
同时,通过与其他设备的集成,PLC可以实现生产数据的收集和处理,对生产线的运行状态进行监测和调整,确保了生产线的稳定性和高效运转。
案例四:环境监测与控制系统纺织与服装制造过程中,环境因素对于产品质量的影响非常大。
PLC可以通过传感器来监测环境参数,如温度、湿度等,并根据预设的控制策略来实现环境的调节。
例如,在染色工序中,PLC可以实时检测并控制染色液的温度和浓度,确保每批产品的染色效果一致。
通过以上几个案例的解析,我们可以看到PLC在纺织与服装制造中的广泛应用。
它不仅提高了生产效率和产品质量,还降低了人力成本和资源浪费。
随着技术的不断发展,PLC控制系统在纺织与服装制造领域的应用将会越来越广泛,为行业的发展带来更多的机遇和挑战。
纺织与PLC自动化
纺织与PLC自动化标题:纺织与PLC自动化引言概述:随着科技的不断发展,自动化技术在纺织行业中的应用越来越广泛。
PLC(可编程逻辑控制器)作为自动化控制系统的核心,在纺织生产过程中发挥着重要作用。
本文将探讨纺织与PLC自动化的关系,介绍PLC在纺织行业中的应用及其优势。
一、PLC在纺织行业中的应用1.1 控制纺织生产线的运行PLC可以精确控制纺织生产线上的各个工艺环节,包括纺纱、织造、印染等,实现自动化生产。
1.2 监测生产过程中的数据PLC可以实时监测纺织生产过程中的各项数据,如温度、压力、速度等,确保生产过程稳定可靠。
1.3 实现生产过程的优化通过PLC系统的优化调节,可以提高纺织生产效率,降低能耗,减少生产成本。
二、PLC在纺织行业中的优势2.1 稳定可靠PLC系统具有高可靠性和稳定性,能够确保纺织生产过程的连续性和稳定性。
2.2 灵活性强PLC系统具有灵活的编程能力,可以根据不同的生产需求进行灵活调整,提高生产线的适应性。
2.3 易于维护和升级PLC系统的硬件和软件模块化设计,易于维护和升级,能够快速响应生产线的变化需求。
三、纺织行业中的PLC自动化案例3.1 自动化织机采用PLC系统控制的自动化织机可以实现自动上机、自动织造、自动下机等功能,提高生产效率。
3.2 自动化染色机PLC系统控制的自动化染色机可以精确控制染色液的配比和温度,确保染色效果均匀稳定。
3.3 自动化纺纱机PLC系统控制的自动化纺纱机可以实现纱线的自动调节和检测,提高纺纱质量和产量。
四、纺织行业中PLC自动化的发展趋势4.1 智能化未来纺织行业中的PLC系统将更加智能化,具备自学习、自适应等功能,提高生产线的智能化水平。
4.2 互联网+PLC系统将与互联网技术结合,实现远程监控、远程控制等功能,提高生产线的信息化水平。
4.3 环保节能未来纺织行业中的PLC系统将更加注重环保节能,通过优化控制算法和节能设备的应用,降低生产过程中的能耗和排放。
可编程控制器(PLC)在纺织机械自动化中的应用研究

可编程控制器(PLC)在纺织机械自动化中的应用研究摘要:可编程控制器(PLC)是一种广泛应用于自动化领域的计算机控制设备,其在纺织机械自动化中具有重要的应用价值。
随着科技的不断进步,传统的人力操作已经无法满足纺织行业对效率、质量和可靠性的要求。
PLC以其灵活性、可编程性和高度集成的特点,为纺织机械带来了快速、精确和可靠的控制和监测功能。
本文将介绍PLC在纺织机械自动化中的应用,并探讨其带来的优势和挑战。
关键词:可编程控制器(PLC);纺织机械自动化;应用引言可编程控制器(PLC)在纺织机械自动化中的应用既满足了纺织行业对效率、质量和可靠性的要求,又提升了工作条件、减少了人为因素的干预。
通过PLC的灵活性和可编程性,纺织机械可以实现高速、高效的生产过程,同时还能保证产品的质量和稳定性。
然而,PLC的应用也面临着一些挑战,如技术复杂性、成本和维护等方面的问题。
但随着技术的不断发展和成熟,这些挑战将逐渐减少。
相信未来,PLC在纺织机械自动化中的应用将会进一步扩大,为纺织行业的发展注入新的活力和动力。
1 PLC的组成和工作原理可编程控制器(PLC)是一种专门用于工业自动化控制的计算机控制设备。
它基于现代数字电子技术,通过数字逻辑运算和数据处理来实现对工业设备的控制和监测。
其技术原理主要包括以下几个方面:(1)输入/输出模块:PLC系统通过输入/输出模块与外部设备进行连接,接收来自传感器或其他信号源的输入,并向执行器或其他设备发送输出信号。
输入/输出模块允许PLC与外部环境进行交互。
(2)中央处理器(CPU):PLC的核心组件是中央处理器。
它负责接收输入信号,进行处理和判决,并产生相应的输出信号。
CPU具有高度集成的芯片,常包含微处理器、存储器、时钟等模块。
(3)程序存储器:PLC通过程序存储器存储用户编写的控制程序。
这些程序包括了与所控制的设备相关的逻辑和功能指令,如逻辑运算、计数器、定时器、数学运算等。
纺织与PLC自动化
纺织与PLC自动化一、引言纺织行业是一个重要的制造业领域,其生产过程中需要大量的自动化设备来提高生产效率和质量。
PLC(可编程逻辑控制器)是一种常用的自动化控制设备,它可以通过编程来控制和监控纺织生产线上的各种操作和过程。
本文将介绍纺织与PLC自动化的应用,包括纺纱、织造和印染等方面的自动化控制。
二、纺纱自动化控制1. 纺纱过程简介纺纱是将纤维材料转化为纱线的过程。
它包括预处理、纺纱、整经和细纱等步骤。
在传统的纺纱过程中,需要大量的人工操作和监控,效率低下且易出错。
通过引入PLC自动化控制,可以实现纺纱过程的自动化和智能化。
2. PLC在纺纱中的应用(1)预处理控制:通过PLC控制设备,可以实现纤维的清洗、干燥和染色等预处理过程的自动化控制,提高生产效率和质量。
(2)纺纱控制:PLC可以控制纺纱机的速度、张力、纺纱质量等参数,实现纺纱过程的精确控制和自动化监控。
(3)整经控制:利用PLC控制设备,可以实现整经机的自动化操作,包括整经速度、整经张力和整经密度等参数的控制。
(4)细纱控制:通过PLC控制设备,可以实现细纱机的自动化控制,包括细纱机速度、张力和细纱质量等参数的控制。
三、织造自动化控制1. 织造过程简介织造是将纱线编织成织物的过程。
它包括上机、织造和下机等步骤。
传统的织造过程需要大量的人工操作和监控,效率低下且易出错。
通过引入PLC自动化控制,可以实现织造过程的自动化和智能化。
2. PLC在织造中的应用(1)上机控制:通过PLC控制设备,可以实现上机过程的自动化控制,包括上机速度、上机张力和上机密度等参数的控制。
(2)织造控制:PLC可以控制织机的速度、织机张力和织机密度等参数,实现织造过程的精确控制和自动化监控。
(3)下机控制:利用PLC控制设备,可以实现下机过程的自动化操作,包括下机速度、下机张力和下机密度等参数的控制。
四、印染自动化控制1. 印染过程简介印染是将纺织品进行染色和印花的过程。
毕业设计(论文)_基于PLC的中密度纤维板生产线监控系统设计

摘要中密度纤维板是目前市场上主要的建材及装饰材料。
目前我国共有100多条中密度纤维板生产线,但是普遍自动化水平不高,与国外同类生产线相比,无论从质量上还是效率上都存在很大的差距。
本文的研究就是致力于提高国产中密度纤维板生产线的自动化水平和生产效率,提高中密度纤维板的质量。
首先,结合实际对MDF生产线的自动控制系统进行程序设计。
并提供了大部分的梯形图。
以生产率为目标,对生产线的热压工段装板机装板程序进行了改进。
实际的应用表明,这种改进大大提高了生产线的生产效率。
在本研究中,首次将模糊控制理论应用于国内中密度纤维板生产线热压机的压力控制,为改善纤维板的质量进行了尝试。
设计了模糊控制器和模糊控制软件,系统结果表明对热压机的压力进行良好的控制,跟原有的开关量控制相比,开关量控制的压力是等幅振荡过程,具有较大的最大动偏差。
而模糊控制系统是较理想的衰减过程,能够把被控参数调节在设定值周围,参数的波动小,控制的品质好,具有良好的适应性。
论文通过剖析PLC面向生产的编程、控制、和通讯特点,运用实时系统的开发技术、面向对象的设计策略、直接操纵的界面风格,全面考虑到平台设计的可重用,胜、可扩展性的要求,注意突出人在应用系统中的地位和作用,提出了多台PLC实时监控软件平台的信息控制模式。
利用现代计算机编程新技术一面向对象技术,采用Microsoft公司的开发工具Visual C++6.0,提出了基于Visual C++6.0的多台PLC的实时监控系统的框架思想,利用通信控件Microsoft Communication Control Version6.0,根据OMRON C200H PLC的专用通信协议,以OMRON C200H PLC为下位机,完成了中密度纤维板生产线监控系统的结构和程序模块设计。
文中还论述了多台PLC控制器与上位机之间实时通讯的机制及设计策略,多任务协调,消息的分组传递方式,系统前后台设计的相对独立性及协同工作的信息机制。
毕业设计基于PLC的生产流水线监控系统设计
摘要随着当今社会科学技术的日新月异,各类物料输送的生产线对自动化程度的要求也越来越高,原有的生产送料装置,已远远不能满足当前高度自动化的需要。
保障生产的安全性、可靠性、降低生产成本、减少环境污染、减轻劳动强度、提高产品的质量及经济效益,是企业生存和发展所必须面临和解决的现实问题。
本课题是研究通过PLC系统来控制生产线,监控组态来模拟监控界面,实现生产的自动化,可视化。
本课题首先设计PLC控制系统,根据要求实现的功能分配IO口,接线,然后编制通过V4.0 step 7软件进行梯形图的编辑、运行,并把现场的小车运行状况实时传送给上位机,上位机采用力控组态软件进行监控。
监控组态是通过力控ForceContro7.0软件进行监控界面的编辑、运行。
首先设计监控界面,设置通信参数和IO口,使得上下位机能够可靠通信。
上位机监控系统主要通过按钮控制完成电机正反转,电动机正反转灯的显示,传送带的正反转,电动机的正反转控制小车的前进与后退及各种指示工位灯的颜色变化控制等功能。
将各个部件的动作脚本编辑程序,实现了生产流水线的小车运行状态监控。
关键词:PLC;监控组态;状态监控;力控AbstractThis topic is the study of the PLC system to control production lines, monitoring configuration to simulate the monitoring interface, production automation, visualization.Monitoring configuration is controlled through the power of software to monitor interface ForceControl7.0 edit, run. Power Control Power Control 6.0 ForceControl7.0 in adhering to proven technology, based on the historical database, HMI, I / O driver scheduling and other major core improvements were significantly improved with redesigned one of the core components.Through PLC software ladder editor, run. editing software for Siemens series of industrial products including SIMATIC S7, and -based programming, monitoring and parameter setting, SIMATIC industrial software is an important part. has the following features: hardware configuration and parameter setting, communication configuration, programming, testing, start-up and maintenance, document filing, operation and diagnostics functions. have all the features extensive online help, use the mouse to open or select an object, press F1 to get help for the object.With the rapid changes in science and technology in society today, various types of material handling automation production line of the increasingly high demand, the original production of feeding device, can not meet the current needs of a high degree of automation. Protect the production of security, reliability, lower production costs, reduce environmental pollution, reduce labor intensity and improve product quality and economic benefits, is the enterprise survival and development must face and solve reality.Keys word:PLC;configuration;step;Forcecontrol目录摘要 (I)Abstract ............................................................................................................................. I I1绪论 (1)1.1设计的意义和目的 (1)1.2课题的发展状况 (1)1.3课题需要完成的主要任务 (2)2 PLC的控制系统设计 (3)2.1总体结构图 (3)2.2 PLC软件概述 (3)3力控组态监控设计 (5)3.1力控软件的总体介绍 (5)3.1.1 力控的介绍 (5)3.1.2力控的产品发展史 (6)3.1.3数据文件及应用目录说明 (6)3.1.4力控软件的安装 (6)3.1.5力控软件的基本结构 (8)3.2工程管理器 (9)3.2.1工程管理器的建立 (9)3.2.2建立工程组态画面 (12)3.3 I/O设备 (14)3.3.1I/O设备的介绍 (14)3.3.2I/O设备的步骤 (14)3.4 组态动画 (16)3.4.1组态动画的组建 (16)3.4.2力控的对象类型 (17)3.4.3动画连接的类型 (17)3.4.4动画连接的使用 (18)3.4.5设置变量 (20)4系统运行测试 (21)4.1正转运行 (21)4.2反转运行 (27)4.3移位运行 (28)4.4单周期运行 (29)4.5复位运行 (36)总结 (38)致谢 (39)参考文献 (40)附录 (41)1绪论1.1设计的意义和目的基于PLC控制生产流水线可以减少人员的数量,操作简单,省时省力。
PLC在纺织业中的应用案例
PLC在纺织业中的应用案例纺织业是一个传统的制造业行业,它涉及到多个工序和复杂的生产流程管理。
随着科技的不断进步,自动化设备的应用也越来越广泛。
可编程逻辑控制器(PLC)作为一种重要的自动化控制装置,在纺织业中发挥着关键的作用。
本文将介绍几个PLC在纺织业中的实际应用案例。
第一部分:自动化生产线控制在纺织业中,自动化生产线的控制是非常重要的,它可以提高生产效率和质量,减少人力成本。
通过PLC的应用,可以实现对整个生产线的自动化控制和监控。
例如,在纺织品的制造过程中,需要进行多个工序,如纺纱、印染、整烫等。
PLC可以控制各个工序的设备运行,根据预设的参数进行调整,并实时监测生产情况。
通过PLC的精确控制,可以提高生产效率,减少资源浪费。
第二部分:纺织机械的智能化改造传统的纺织机械通常需要由操作员进行手动操作,这样既费时又容易出错。
通过PLC的智能化改造,可以实现纺织机械的自动控制。
例如,在纺纱过程中,PLC可以控制纺纱机的转速、张力等参数,实现纺线的均匀和质量的控制。
同时,PLC还可以实现自动检测并纠正故障,提高设备的可靠性和稳定性。
通过智能化改造,纺织机械的生产效率和品质可以得到进一步提升。
第三部分:质量检测系统纺织品的质量是非常重要的,而传统的质量检测方法通常需要人工参与,容易出现主观误判。
PLC可以应用于纺织品的质量检测系统,通过传感器和图像采集设备,实时采集和处理纺织品的数据。
通过对数据进行分析和比对,PLC可以判断纺织品的质量是否合格,并及时作出调整。
这样可以提高纺织品的质量稳定性和一致性。
第四部分:能耗管理系统能源消耗是纺织业生产过程中的重要成本之一。
通过PLC的应用,可以实现对能耗的精细管理和控制。
PLC可以实时监测设备的能耗情况,并根据生产需求进行智能调整。
例如,在染色过程中,PLC可以控制温度、时间等参数,以最优的方式实现染色效果,减少能源浪费。
通过能耗管理系统,纺织企业可以有效降低生产成本,并提高能源利用效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第30期2018年10月No.30October ,2018
基于PLC 织布机纹版状态监控系统设计
丁艳玲
(南京机电职业技术学院自动化工程系,江苏南京211135)
摘要:为保证织布机织布质量,文章采用西门子公司S7-300系列PLC 设计纹版工作状态监控系统,控制
电机的故障自停以及电机的星三角启动和停止,其中系统的友好界面设计人性化,组态软件经更改可供不同HMI 设备使用,灵活性大,可以同时控制多台织布机。
经论证得出,系统可靠性高,维修方便。
关键词:监控;HMI ;检测电路中图分类号:TN710-34文献标识码:A 江苏科技信息
Jiangsu Science &Technology Information
作者简介:丁艳玲(1978—),女,吉林榆树人,讲师,硕士;研究方向:智能控制。
引言
目前大多数纺织厂的织布机的工作过程都是在无人操作和无人监视的环境下高速进行的。
为了保证系统的正常运行、防止事故、保证织布质量,必须对系统工作状态进行监控。
文章设计织布机纹版工作状态监控系统,防止纹版工作异常,以此保证能够有效进行正常的生产和管理。
文章采用西门子公司S7-300系列PLC ,是针对低性能要求的模块化中小控制系统,可扩展多达32个模块,模块内集成背板总线并且无插槽限制。
配套的软件是STEP7-SIMATIC Manager 。
为方便监控和管理,可选择合适的HMI 设备,也可以与工控PC 机配
合使用[1]。
1系统总体设计
织布机纹版状态监控的设计框如图1所示。
工控机可通过一定的协议传输监控程序至PLC ,S7-300接收传感器或织布机的输入信号进行分析和运算,然后再进行相应的输出至控制柜,控制柜可根据PLC 给出的响应信号对织布机进行操作。
这些过程通过与
此PLC 通信的工控机或HMI 进行观察,也可以通过基于HMI 的工控机或HMI 设备向PLC 发送命令,PLC 输出相应的动作来控制织布机的启停。
监控过程中出现过的报警会归档到工控机以便对设备进行维修和记录生产管理[2]。
系统设计步骤如图2所示。
图1织布机纹版状态监控的设计框图2系统设计步骤
1.1
电路主要设备与器件介绍
(1)红外发光二极管发出红外光,管压降约1.4V ,工作电流一般小于20mA 。
为了适应不同工作电压,回路中常常放置限流电阻。
发射红外线控制相应的受控装置时,其控制的距离与发射功率成正比[3]。
(2)光敏三极管和普通三极管相似,有电流放大作用,区别在于它的集电极电流不只是受基极电路和电流控制,同时也受光辐射的控制,通常基极不引出。
当具有光敏特性的PN 结受到光辐射时形成光电流,由此产生的光生电流由基极进入发射极,从而在集电极回路中得到一个相当于放大了β倍的信号电流[4]。
(3)555芯片是美国Sigmetics 公司在1972年研制的一种用于取代机械式定时器的中规模集成电路。
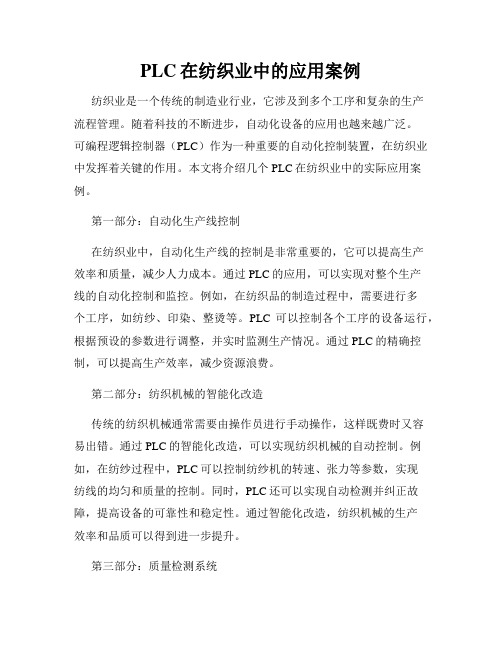
1.2纹版工作状态检测电路
纹版状态检测电路如图3所示。
在该电路中,VD1、VD2采用红外发光二极管SE303;VT1、VT2选用3DU 系列光电三极管,例如3EU22、3DU32,其暗电流ID≤0.3μA ,光电流IL>1.0mA ,响应时间t TS ≤5~10s ;IC1~IC4均采用时基集成电路555,但IC3采用双极型期间,因为CMOS 型555的驱动电流只有1mA~2mA ,无法驱动中小功率电磁继电器K ,所以不宜使用CMOS 型555,K 采用ZC-22F (DC 12V )超小型中功率电磁继电器[5]。
2监控系统控制要求
织布机纹版监控系统应当可以同时监控多台织布机的纹版状态,文章以台织布机为例,可以同时监控3台织布机,每台织布机需要控制3台电机。
(1)主电机:为织机运动装置提供运动和动力。
启动时采用星-三减压启动,启动时先将定子绕组按Y 联结,接入三相交流电源,此时电动机相电压只有正常工作电压的1/3,待电动机转速接近额定转速时,再将电动机定子绕组改成△联结,各项绕组承受
额定工作电压,电动机进入正常运转。
该系统中为了防止主电机停止后重新启动时产生偏移量,当按下停止按钮或者发生故障时均进行电磁制动。
电磁制动的特点是产生一个与电动机转向相反的电磁转矩,此系统中使用了反接制动的方法。
这种反接制动是将三相异步电动机的任意两相定子绕组的电源进线对调,适用于反抗性负载快速停车和快速反向[6]。
(2)2台风机电机:1台用于吹风,另1台用于吸风,只需要直接启动。
1号织布机及I/O 元件配置如表1所示,2,3号织布机依次类推。
3
系统软件设计与仿真
文章所选的CPU 313C 有32KB 的工作内存,0.1ms/1000条指令,DI24/DO16,集成有AI5/AO2,3路脉冲输出(2.5kHz ),3通道计数与测量增量型编码器24V (30kHz ),MPI 连接器,多排最多可组态31个模块,固化程序V1.0。
为了留部分余量,增加了数字量输出模块。
S7系列314及以上型号的CPU 最大扩展能力为32个模板,每个机架安装8个模板,最多扩展3层机架。
对于信号模板、功能模板和通讯处理器可以插到任何一个槽位[7]。
系统部分程序如图4所示。
将PLC 硬件设置与编写的程序下载到仿真器中,将PLCSIM 转到“RUN ”状态,在PLCSIM 中插入输入输出变量,以此观察PLC 的变化。
模拟状态如图5
所示。
4结语
文章阐述了织布机纹版状态监控系统硬件电路设计、程序设计以及监控界面的设计方法,系统可通
图3纹版状态检测电路
表1
输入输出设备及I/O 元件配置
输入设备
代号START_0STOP_0FR_0KS_0
EMERGENCY_0
输出设备
代号KM0_0KM1_0KM2_0KM3_0KM4_0
功能启动按钮1停止按钮1
过载继电器的动断触电1速度继电器的动合触点1
故障检测触点1功能
1号机启动M1,M2
1号机M3运行接触器1号机M3制动接触器1号机M3△启动1号机M3Y 启动PLC 输入继电器
I0.0I0.1I0.2I0.3I0.4
PLC 输出继电器
Q0.0Q0.1Q0.2Q0.3Q0.4
Research on the design of loom condition monitoring system based on PLC
Ding Yanling
(School of Automation,Nanjing Institute of Mechatronics Technology,Nanjing 211135,China )
Abstract:In order to guarantee the quality of loom weaving,this paper uses the S7-300series PLC of SIEMENS company to design the working status monitoring system,control the motor ’s fault self stop,the motor ’s star delta start and stop.The friendly interface of the system is user-friendly,and the configuration software is changed,which can be used for different HMI devices.It is proved that the system reliability is high and the maintenance is convenient.Key words:monitoring;HMI;detection circuit
过采用PLC 进行控制,可扩展模块,精确度高[8]。
该系统设计使用基于HMI 的工控机进行监控,这种人机交互界面可以显示实时资料、自动记录资料、显示
历史资料趋势、产生和打印报表,操作者可透过图形
接口直接控制机台等装置和记录警报。
参考文献
[1]弭洪涛,毕国忠,贾景贵.PLC 应用技术[M ].北京:中国电力出版社,2004.[2]廖常初.大中型PLC 应用教程[M ].北京:机械工业出版社,2005.[3]樊尚春.检测技术与系统[M ].北京:北京航空航天大学出版社,2005.[4]黄贤武,郑筱霞.传感器原理与应用[M ].西安:电子科技大学出版社,2004.[5]高立娥,刘卫东.智能仪器原理与设计[M ].北京:北京航空航天大学出版社,2005.[6]宋伯生.PLC 编程理论算法及技巧[M ].北京:机械工业出版社,2006.[7]郑凤翼,郑旦旦,赵春江,等.PLC 控制系统梯形图和语句表[M ].北京:人民邮电出版社,2006.[8]王舒华.西门子S7-300PLC 及工业网络基础应用[M ].北京:电子工业出版社,2015.
(责任编辑孙琳
)
图4PLC 梯形
图5PLC 程序的仿真。