密封条钢芯级进模结构的改进
管接头密封圈模具的改进
管件 ,伸缩作用相 当于小量的伸缩器。管道 间隙的 补偿 ,由于温度变化所 引起管道 系统的变化 ,以及 由于地基下沉引起管件之 间的角度变化 。 Βιβλιοθήκη 2 . 模具 结构 改进
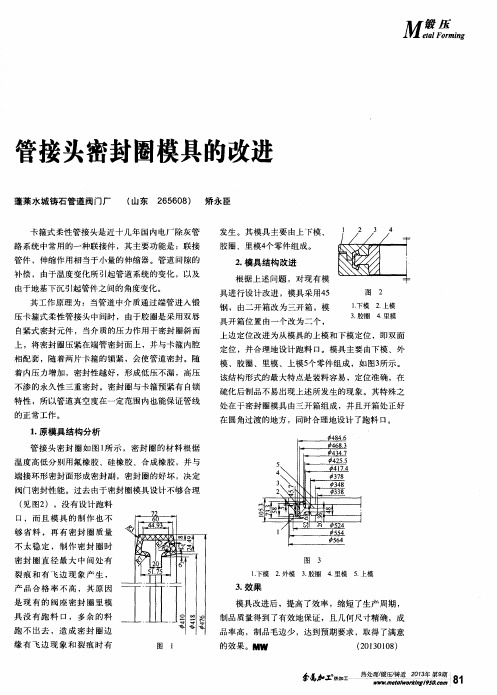
根据上述问题 ,对现有模
具 进 行 设 计 改进 ,模 具 采 用4 5 钢 , 由二 开 箱 改为 三 开 箱 ,模 具 开 箱 位 置 由一 个 改 为 二 个 ,
1 . 原模具结构 分析
管 接 头 密 封 圈如 图 1 所 示 ,密 封 圈 的 材 料 根 据 温 度 高 低分 别 用 氟 橡胶 、硅 橡 胶 、合 成 橡 胶 ,并 与 端 接 环 形 密封 面 形 成 密封 副 ,密 封 圈的 好 坏 ,决 定 阀 门 密封 性 能 。过 去 由于 密 封 圈模 具 设 计 不够 合 理 ( 见 图2 ) ,没 有 设 计跑 料 口 ,而 且 模 具 的 制 作 也 不 够 省 料 , 再 有 密 封 圈 质 量
图 2
1 . 下模
3 . 胶圈
其工作原理为 :当管道 中介质通过端管进入锻
压卡箍式柔性管接头 中间时 ,由于胶圈是采 用双唇
自紧式 密封 元 件 ,当介 质的 压 力 作用 于 密 封 圈斜 面
2 . 上模 4 . 里 模
上 边 定 位 改进 为 从 模具 的上 模 和 下模 定 位 ,即双 面 定 位 ,并 合理 地 设 计跑 料 口。模具 主 要 由下模 、外 模 、胶 圈 、里 模 、上模 5 个 零 件组 成 ,如 图3 所示 。
上 ,将 密封圈压紧在端管密封面上 ,并与卡箍 内腔
相配套 ,随着两片卡箍的锁紧 ,会使管道密封 。随
着内压 力增加 ,密封性越好 ,形成低压不漏,高压 不渗的永久性三重密封 。密封圈与卡箍预紧有 自锁 特性 ,所以管道真空度在一定范 围内也能保证管线
TBM主轴承内密封迷宫结构优化改造技术研究

文章编号:1009-4539 (2021) 02-0077-03设计咨询T B M主轴承内密封迷宫结构优化改造技术研究王家海(中铁十九局集团第一工程有限公司辽宁辽阳111000)摘要:TBM在长距离掘进过程中,由于地质环境复杂,难免遇到涌水、涌泥、涌砂等恶劣地质环境。
为解决在大涌 水、涌泥、涌砂条件下内密封迷宫结构泥砂清理困难的难题,结合现场施工条件,综合考虑经济性和可行性后,在原设 计基础上对主轴承内密封迷宫结构进行优化改造。
在不改变原结构的基础上,拆除内密封压紧环、增加新制配套压紧 环,并采用加长螺栓固定。
改造工作可在24 h内完成,基本不会增加额外费用、不会影响正常掘进。
改造完成后施工实 践证明,该技术有效阻止了外界渣石、污水、泥浆等污染物进入主轴承内部,从而节省大量维保时间、提高工作效率。
关键词:T B M主轴承密封环优化改进中图分类号:TV53+9 文献标识码:A D O I:10. 3969/j. issn. 1009-4539. 2021.02. 017Research on Optimization and Modification Technology of Internal SealingLabyrinth Structure of TBM Main BearingWANG Jiahai(China Railway 19th Bureau Group l sl Engineering Co. Ltd., Liaoyang Liaoning 111000, China)Abstract :In the long distance tunneling process of TBM, due to the complex geological environment, it is inevitable to encounter severe geological environment such as water gushing, mud surging and sand bursting. In order to solve the problem of cleaning sand from the internal sealing labyrinth structure under the conditions of water gushing, mud surging and sand bursting, the optimization and reconstruction of the inner sealing labyrinth structure of the main bearing on the basis of the original design was carried out in combination with the construction conditions on site and considering the economy and feasibility comprehensively. Based on not changing the original structure, the inner sealing ring was removed and the new matching ring was added, which was fixed with extended bolts. The renovation work could be completed within24 hours, with little additional cost and no impact on normal driving. After the modification, practice has proved that thetechnology effectively prevents the external slag stone, sewage, mud and other pollutants from entering the main bearing interior, thus saving a lot of maintenance time and improving work efficiency.Key w ords:TBM;main bearing;sealing ring;optimization and improvement1引言近年来,随着我国水利水电项目及铁路、地铁 站、公路、矿山、采矿等新基础设施建设项目的大规 模实施,TBM建设施工技术在中国得到广泛的应用[1]。
橡胶密封件模具结构的改进

_
橡 胶 密 封 件 模 具 结构 的 改进
刘 桂 明 南 通神 马 电力 科 技有 限公 司 江 苏 南 通 2 6 5 2 53 摘 要 : 过 改 进分 型 面设 计 和 封 胶 环设 计 并 采 用 热 装 的 方 法 , 外 露 骨 架 式 轴 唇 圈 的 模 通 将 具 由 四 开模 结 构 改 为 两开 模 结 构 , 化 时 可 更 好 地 适 用 于 机 械 和 手 工 起 模 , 模 时 间 缩 短 硫 起
封胶 环结构 。合 模 的顺序 为 : 先将下 中模 合 于下模 , 首 然后 将骨 架 放入 型 腔 , 上 中模 , 入胶 料 半 成 品 , 合 放 合 上模 , 模 具推入 硫化 机加 压硫 化 。 模具 的封 胶 主要 将 该 采 用 上 中模 的嵌 入结 构 以高 02 m呈 6。 .r a 0 角扎 入骨 架 内, 从而 阻 断胶 料 的外 溢 , 但是 由于 其耐 用 度 太差 , 只
裹胶料 , 装配后金属外壳与箱体相接触 , 因而散热性能
良好 。 该种 形式 的轴 唇圈大 多安 装在 曲轴 、 轴 等高 温 半 部 位 ,主轴 与唇 口部位 摩擦 产生 的热 量迅速 传 导给 机 箱, 使唇 口部位 温升 降低 , 化速 度减 慢 , 损变 缓 , 老 磨 从 而延 长 了制 品 的使用 寿命 ,这是 全包 胶式轴 唇 密封 圈 所不 能 比拟 的 。 另外 , 外露骨 架式 轴唇 圈 与全包 胶式轴
本 文 介绍两 开模 结构 的模 具设 计 。
2 两开 模结 构 的模具 设计 2 1 分 型 面的选 择 . 改进后 的模 具如 图 3 示 。 所 该模 具 由上模 、 芯和 模
下 模组 成 ,分型 面选 在刃 口延 长线 与弹簧 槽底 部平 面
密封条钢芯级进模结构的改进

冲模技术密封条钢芯级进模结构的改进北京东方电子集团模具厂(北京100016)陈炎嗣[摘要]阐述了密封条钢芯级进模排样的改进对模具结构的影响,以及所带来的经济、技术方面的变化特点。
介绍了模具新结构,分析了冲压过程中遇到的问题及解决方法。
关键词密封条钢芯级进模排样对策[Abstract]The econo mic and technical results received from the im p rovement in the la y out of the progressive die fo r the steel core of the sealing bar were stated.The new structur e of the die was introduced.And the p roblem occurred in the stam p and the solution were anal y zed.Ke y words steel core of t he sealin g bar,p ro g ressive die,la y out,measure1制件介绍密封条钢芯有多种结构形式,图1a为双桥井字形,图1b为十字形,均需大量生产,年产1 106m 以上。
制件材料为厚0.5mm的冷轧钢板,采用级进收稿日期:2000年8月10日模生产,主要特点是细长槽孔多而密。
冲裁用料为剪裁后的卷料,料宽应在公差范围内。
为使后续工序冲压后制件仍采用成卷包装连续作业,冲压前卷料须经校平后方可进入模具冲裁,冲裁后应保持良好的外形,不能有翘曲等疵病产生,尺寸公差要求不严,毛刺不能大于0.1mm。
k是不相同的,既可为常数,也可为三角函数基于上式,设计了尺寸叠加、人机交互程序作为建立参数化图形库的基本工具。
4结束语参数化特征造型技术是当前注射模CAD/ CAE/CAM系统中不可缺少的部分,大大减轻了设计人员的绘图工作量,提高了设计效率和设计质量,并且为后续的分析,NC加工奠定了基础。
级进模具结构的改进

盆架级进模具结构的改进
盆架(拉伸成型工艺)制作主要是用板料拉伸成型再经过整形、切边、折弯、冲孔翻孔等工序加工成型。
我司现大批量盆架为级进模具生产,由于工艺限制许多孔、窗口和翻边需要在拉伸成型后再冲裁成型,会造成侧壁刀口较薄易爆裂损坏,在级进模具中尤为显著。
我司级进模具通过多次实验,改进模具结构主要克服侧壁刀口较薄易爆裂损坏的问题。
1.模具侧壁冲裁主要通过滑块解决产品冲裁问题(压力机带动上模向下运动与下模滑块接触,使滑块左右运动完成冲裁)。
由于盆架产品的特殊性,侧窗较大翻边较小造成实际冲孔凹模壁较薄。
我司在最初使用的模具结构是滑块做水平运动,由于凹模刀口较薄易损坏,费用较高。
通过改进模具结构和滑块的运动方向(主要是更改下模滑块运动冲裁方向,由水平运动冲裁方式改为斜向运动冲裁方式)使凹模刀口呈锥形,底部较厚,强度增加,冲裁时可以承受较大的冲裁力,不易损坏,大大降低了模具备件的费用和模具维修时间。
2.由于盆架很薄很窄,造成窗口凹模刀口很薄,用普通冲裁方式(压力机带动上模由上向下运动,做上下运动冲裁方式)凹模刀口极易造成损坏,费用高。
只有通过改进模具结构和使用滑块组改变冲裁的方向解决此问题(主要是模具上模增加滑块组,改变运动冲裁方向,使冲裁方向由上下运动冲裁改为斜向运动冲裁),使凹模刀口呈锥形,底部较厚,强度增加,冲裁时可以承受较大的冲裁力,不易损坏,大大降低了模具备件的费用和模具维修时间。
通过生产中的证明我司对模具结构的改进和优化是成功的。
生产效率大大提高,模具损坏率大为降低,工人劳动强度大为降低,经济效益有了显著的提高。
汽车密封条结构CAE优化

汽车密封条结构CAE优化作者:戴元坎关建民摘要:简介了计算机辅助试验(CAE)技术在汽车密封条结构优化中的应用。
CAE技术模拟汽车密封条的理论基础是,实心胶为不可压缩或可轻微压缩材料,其应力应变性能用Mooney或Ogden模型模拟;海绵胶为可压缩材料,其应力应变性能用Foam模型模拟。
应用CAE技术分析汽车密封条安装困难及装车状态下起皱和唇边外翻等问题的原因并对密封条进行结构优化,效果很好。
关键词:汽车密封条;计算机辅助试验;结构分析;应力应变性能;模型模拟汽车密封条使用的橡胶材料(包括实心胶和海绵胶)为高度非线性粘弹性材料,而密封条在使用过程中处于可变接触状态,且其变形为大变形,因此必须用高度非线性有限元分析方法和程序来准确描述和模拟密封条的变形状态。
本课题采用计算机辅助试验(CAE)技术中的MARC程序对汽车密封条结构进行优化分析。
1汽车密封条橡胶材料模型及性能测试和参数拟合(1)材料模型汽车密封条橡胶材料的实心胶被看作不可压缩或可轻微压缩材料,其应力应变性能可用Mooney或Ogden模型模拟;海绵胶为可压缩材料,其应力应变性能可用Foam模型模拟。
Mooney模型:式中,W为应变函数,I1和I2为应变不变量,C10,C01,C11,C20和C30为因数,λ1,λ2和λ3为主应变比。
式中,N一般取3(最大为10),μn和αn为橡胶材料常数,J为压缩体积比,K为体积模量。
(2)性能测试实心胶基础性能测试项目有:单轴拉伸、单轴压缩、双轴拉伸和平面剪切;海绵胶基础性能测试项目有:单轴拉伸、单轴压缩、双轴拉伸、平面剪切、体积压缩和厚度变化。
(3)参数拟合对于二维平面分析,密封条实心胶选用不可压的四节点平面应变Herrmann单元80号单元,海绵胶和金属骨架选用四节点平面应变全积分单元模拟;对于三维立体分析,密封条实心胶选用八节点六面体Herrmann单元84号单元,海绵胶和金属骨架选用八节点六面体全积分单元7号单元模拟。
汽车密封件装配工艺分析及改进问题

汽车密封件装配工艺分析及改进问题
关于汽车密封件装配工艺的改进问题有哪些?东晟密封件告诉您过度施压汽车密封件(油封)骨架变形,导致密封失效;油封没见压装的干涉,改进措施是合理设计压装夹具,增加限位;更改汽车密封件结构、增加(油封)刚性。
汽车油封表面受损
一、密封件的改进措施
1、第一改进方案
采用单组合式密封件结构,用三道封尘唇结构,防尘能力提高;该结构密封件刚度高,便于装配,不变形,同时避免了座圈碰撞带来的油封唇口的损坏,内外橡胶层为波浪结构可便于安装和拆卸。
2、第二改进方案
避免两次装配带来的缺陷,采用两个油封元件二合一的设计结构,加大了内油封的唇口过盈量,同时在内油封骨架处增加了内挡圈,增加了整体刚性,装配不易变形。
浅谈商用车门框胶条密封性的改进方案

封刺 ( 密实或海 绵胶 )等 几部分组成。
图1 常用商用车 门框胶条截面 图
门框胶条密封原理分析
商用车胶条结构 的密封作用有两种 。一 是海 绵泡 管与门
作者简介 : 李华 志 ,本科学历 ,就职于上汽通用五菱汽 车股份有 限
公 司。
图 2 胶条与门框 钣金配合简图
On t he c o m me r c i a l v e h i c l e do o r s e a l i ng s t r i ps i m pr o v e me n t pr o g r a m
Li Hua z hi , Ta o J i a n mi ng
工 艺 ・设 备 ・ 材 料
, 汽 车 实 用 技 术
AU TO MO B I L E AP PL I E D T EC HN O L0 GY
2 0 1 4 年 第1 0 期
20 1 4 N0.1 O
浅谈 商用车 门框胶条密 封性的改进方案
李华志 ,陶建明
d e s c r i b e s h o w t o i mp r o v e t h e s t r u c t u r a l d e s i g n o f t h e d o o r  ̄ a me s  ̄i p s ,a n d t h e n i mp r o v e s e a l p e r f o r ma n c e c o mme r c i a l v e h i c l e s t r i p s , nd a p r o v i d e he t o r e t i c a l s u p p o r t f o r s o l v i n g c o mme r c i a l v e h i c l e d o o r s t r i p wa t e r l e a k i n g p r o b l e ms .
轿车玻璃导槽密封条结构改进方法

轿车玻璃导槽密封条结构改进方法黄燕敏【摘要】By means of simulation analysis,material comparison test as well as fast prototype sample assembling,lip,coating and joint comer design analyses of the glass run sealing strip are carried out to identify problems in the original design.The problems identified include high flip compression load,lopsided supporting force between inner and outer lips,poor coating abrasion resistance,excessive leakage of joint comer ultrasonic waves and easy falling-off of joint comer etc.To solve the above problems,relevant improvement proposals are put forward.Then the effectiveness of the structural improvement design is validated through the combination of computer simulation,parts and bench performance tests.On such basis,a general structural design improvement method of glass mn sealing strip for cars is summarized.%借助仿真分析、材料对比测试和快速样件装车评价,对某款轿车玻璃导槽密封条进行了唇边设计、涂层设计和接角设计的分析,确定原设计存在唇边压缩负荷过高、内外唇边支撑力不平衡、涂层耐磨性差、接角超声波泄露超标、接角易脱落等问题,并提出相应的改进方案.通过计算机仿真、零件性能测试、台架性能测试相结合的方法验证了结构设计改进的有效性,并在此基础上总结出轿车玻璃导槽密封条结构设计改进的一般方法.【期刊名称】《汽车技术》【年(卷),期】2013(000)006【总页数】5页(P39-43)【关键词】轿车;玻璃导槽密封条;结构设计;标准化【作者】黄燕敏【作者单位】上海汽车集团股份有限公司技术中心【正文语种】中文【中图分类】U463.83+9.21 前言汽车玻璃导槽密封条是一种兼有功能要求和外观要求的汽车零部件。
基于仿真分析的轿车门框密封条装配结构改进研究

基于仿真分析的轿车门框密封条装配结构改进研究黄燕敏【摘要】借助MARC有限元分析方法,对某款具有代表性的单泡管型门框密封条进行插拔变形和弯曲变形模拟分析.根据变形过程和仿真结果,确定原设计存在装配困难、容易脱落及弯曲塌陷等问题,并提出相应的改进方案.通过计算机仿真、零件性能测试和装车效果评价相结合的方法,验证了装配结构改进后的门框密封条在插拔性能和弯曲性能上均能满足设计要求.%Inserting and plugging deformation simulation and bending deformation simulation of a typical single foam-tube car door seal are carried out with MARC finite element analysis. Based on the deformation process and simulation result, it is found that the original design has defects of difficult assembling, falling off easily and bending collapse etc. And relevant improvement proposals are put forward. By computer simulation, part performance test and assembling evaluation, the improved assembling structure of door seals are proved to meet the design requirement of inserting and plugging performance as well as bending performance.【期刊名称】《汽车技术》【年(卷),期】2011(000)011【总页数】6页(P34-38,42)【关键词】轿车;门框密封条;变形;结构改进【作者】黄燕敏【作者单位】上海汽车集团股份有限公司技术中心【正文语种】中文【中图分类】U463.821 前言插拔力是评价门框密封条设计效果的一项重要指标。
密封条结构参数优化设计方法

7
2
2. 5
12
27. 0 0. 2088
8
2
3. 0
16
16. 9 0. 1047
9
3
1. 5
16
0. 6 0. 0213
10
3
2. 0
20
0. 7 0. 0175
11
3
2. 5
24
1. 0 0. 0164
12
3
3. 0
12
24. 2 0. 1926
13
4
1. 5
12
7. 0 0. 1107
14
4
0 引言
从 20 世纪 90 年代中期 ,对轿车车门密封条 结构的分析研究开始得到重视 。Wagner 等[1] 用 ABAQU S 软件对轿车密封条进行了非线性有限 元分析 。在不考虑密封条结构细节和三维形状的 条件下 ,获得了密封条的受力变形特性曲线 。气 吸压力取决于密封条的压缩量 ,它随密封条压缩 量增大而增大 ,根据气吸压力可进一步计算出轿 车不产生气吸的最大行驶速度 。Wang [2] 研究了 海绵橡胶组织结构对汽车密封条的寿命的影响 。 利用适当的配方和工艺技术 ,控制海绵橡胶结构 参数可以提高轿车密封条的寿命 。尽管国内一些 学者在利用遗传算法进行结构优化设计方面开展 了许多研究[3~5 ] ,但对密封条结构优化设计的研 究在最近几年才开始起步 。文献 [ 6 ,7 ]对密封条 结构进行了初步分析 。但是 ,遗传算法在密封条 大变形非线性结构的优化问题 ,尚未见到有应用 的报道 。
28
7
3. 0
20
48. 1 0. 2911
29
8
1. 5
12
24. 7 0. 1940
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图#
密封条钢芯 — —单桥十字形钢芯 *—
— —双桥井字形钢芯 )—
!
排
样
图 !、 图 ’ 分别为双桥、 单桥钢芯进口样品的排 样 + 改进前 , 。双桥钢芯排样, 先分步冲两边槽, 空# 步, 第 ( 步冲中间孔, 共 ( 步冲成制件。中间的长孔 可分两次冲出,但这样凹模板会太长,所以设计成 一次冲出。冲两边槽和冲中间孔部分的凹模工作部 分均设计成镶拼结构,工作部分可以采用成型磨 削, 加工精度高, 损坏后便于更换。即使这样, 凹模 板仍有 !-".. 长, 整副模具显得太大、 太重, 不便 于加工、 装卸和使用。单桥钢芯排样, 先分步冲一侧 边槽, 再分步冲另一侧边槽, 共 ( 步冲成制件。凹模 采用整体式,强度虽得到了保证,但同样凹模板也 有 !-".. 长, 整副模具也太大、 太重。改进后的双 桥钢芯排样如图 ( 所示,主要特点是:在冲边槽的
图.
凹模刃口形式及排废料孔安装位置 — —不正确安装 2— ’ $ 下模座 # $ 凹模 ! $ 垫板
— —正确安装 1—
万方数据
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 洁度,减小废料在凹模中的摩擦力,提高模具使用 淬硬处理, 提高使用寿命, 即使被磨损也可及时更换 寿命。 ) ’ + 导料板磨损快。长期的使用, 在导料板导料 的侧面被磨出沟槽,影响送料精度,在模具结构中 的导料板两端单独设计了镶块 !、’,采用优质钢经 新的。 ) ( + 凸模被拔出。凸模最好做成台阶式, 固定后 不易被拔出, 但直通式凸模易加工, 采用铆接式固定 必须铆牢, 保证可靠。
模生产, 主要特点是细长槽孔多而密。 冲裁用料为剪裁后的卷料,料宽应在公差范围 内。为使后续工序冲压后制件仍采用成卷包装连续 作业, 冲压前卷料须经校平后方可进入模具冲裁, 冲 裁后应保持良好的外形, 不能有翘曲等疵病产生, 尺 寸公差要求不严, 毛刺不能大于 " $ #11 。
密封条钢芯有多种结构形式,图 #. 为双桥井 字形, 图 #/ 为十字形, 均需大量生产, 年产 # 0 #"* 1 以上。 制件材料为厚 " $ 211 的冷轧钢板, 采用级进 — — —— — —— — —— — —— — —— — ——
图+ 斜刃凸模 强力弹簧 #" $ 凹 模 图* # $ 导料板 双桥钢芯级进模 ’ $ 凸模 ($ * $ 垫板 + $ 触头 ! $ 导料板镶件 ) $ 固定板 . $ 导正销
, 安全保护装置 #! $ 小导柱导正孔
/ $ 卸料板
## $ 带 滚 动 导 向 的 对 角 模 架
了改进, 由平刃改为斜刃, 如图 + 所示。改进后的冲 裁力明显降低,噪音低于规定值,而且废料易从凹 模中排出。 , ! - 凹模刃口出现裂纹。这是模具损坏的主要 现象。凹模出现裂纹的原因很多,有材料本身组织 不匀、 热处理不当等方面的原因; 也有模具结构, 如 采用的直刃口太长、凹模中积留废料太多、不易排 出、 涨力大、 将凹模刃口涨裂; 还有与刃口几何形状 不合理, 如出现反锥、 排废料困难等有关。装配中如 果凹模的反面漏料孔与下垫板或下模座孔偏置了, 使凹模孔中落下的废料被堵塞,积累到一定程度后
表#
序号 # ! 项目 工步数 冲压精度 模具 !凹模 "卸料板 #固定板 $模架 多 + 需 (步冲成制件 , 较低 + 工位多, 积累误差大 ,
图!
改进前双桥钢芯排样
图’
改进前单桥钢芯排样
’
模具结构与特点 图 / 为改进后的双桥钢芯级进模, 安装在 !0"1%
单双桥钢芯排样改进前后经济技术效果对比
较复杂、 费劲, 尤其是装配时对刃口难。 高 未达到 #""万次以上
万方数据
#!
《模具工业》 !""# $ % & $ ’ 总 !(# 也将会使凹模胀裂。理想的凹模刃口形式及安装位 置必须符合图 .1 形式, 图 .2 为不正确形式, 因为垫 板 ! 上的排料孔错位。 此外, 对凹模刃口必须进行研磨, 以提高表面光
’
外形为 !-".. 2 #!".. 2 !".. , 重 014 , ’块板总重 外形为 #/".. 2 #"0.. 2 #6.. ,重 ! $ ’-14 ,’块板 因较大而不易买到现成标准模架, 采用非标模架, 单 ’块板少用料 6 $ #514 ,原来 #副模具的用料现在可用
0 / -
装配、 调整 成 本 寿 命
收稿日期: !""" 年 3 月 #" 日
《模具工业》 !""# $ % & $ ’ 总 !(#
## 同时, 也冲中间孔, 只需冲 ! 步边槽和中间孔即交叉 全部冲出, 凹模板长为 #/".. + 比原来短 ##".. , , 其它板件相应变小, 使整副模具的重量明显减轻, 模 具的结构更趋紧凑合理,加工也方便。改进后的单 桥钢芯排样如图 0 所示,基本特点同双桥钢芯排 样。排样的改进所带来的经济、技术效益是非常大 的, 如表 # 所示。
! !"#$%&’$ " # $% %&’(’)*& +(, -%&$(*&+. /%01.-0 /%&%*2%, 3/’) -$% *)4/’2%)%(- *( -$% .+5’1- ’3 -$% 4/’6/%00*2% ,*% 3’/ -$% 0-%%. &’/% ’3 -$% 0%+.*(6 7+/ 8%/% 0-+-%, 9 # $% (%8 0-/1&-1/% ’3 -$% ,*% 8+0 *(-/’,1&%, 9 :(, -$% 4/’7.%) ’&&1//%, *( -$% 0-+)4 +(, -$% 0’.1-*’( 8%/% +(+.5;%, 9 ()* +,%-# 0-%%. &’/% ’3 -$% 0%+.*(6 7+/ < 4/’6/%00*2% ,*% < .+5’1- < )%+01/%
改进前 少 + 需 !步冲成制件 , 高 + 工位少, 积累误差小 , 改进后
大而笨, 重量较重, 装 小而紧凑,重量轻, #副模具 #个普通工人较轻松搬 #副模具 #个普通工人搬不动, 配、 调整比较费劲。 外形为 !-".. 2 #!".. 2 !".. 3 重 014 外形为 !-".. 2 #!".. 2 !".. , 重 / $ #14 #/ $ #14 独加工, 影响制造周期。 镶拼凹模用成型磨削加工, 虽然 !除采用线切割外, ( 加工方法 加工精度比较好, 但加工时间长。 加工费用高。 "工艺流程相对繁杂, #要求线切割机床加工范围比较大。 动, 装配、 调整比较方便。 外形为 #/".. 2 #"0.. 2 !".. 3 重 ! $ /(14 外形为 #/".. 2 #"0.. 2 !!.. , 重 ! $ 514 总重 - $ 5#14 于 !副模具, 大大节省了资源。 工艺流程比较单一, 加工费 !主要采用线切割加工, 用少。 加工过程中采用了不少样板, 节省 "由于结构定型, 了如划线、 定中心等不少辅助加工时间, 工艺过程实 现标准化。 较方便, 虽然刃口间距离小, 但因模具不大, 装配、 调 整不费劲, 比较简便。 成本比改进前降低 ’"7 8 ("7 采用合金钢凹模, 总寿命达 #""万次以上。
#" !" !!!!!!!!!!!"
《模具工业》 !""# $ % & $ ’ 总 !(#
冲 模 技 术
!!" 北京东方电子集团模具厂 ) 北京 #"""#* + 陈炎嗣
!!!!!!!!!!" # 制件介绍
密 封 条 钢 芯 级 进 模 结 构 的 改 进
, 摘要 - 阐述了密封条钢芯级进模排样的改进对模具结构的影响, 以及所带来的经济、 技术 方面的变化特点。介绍了模具新结构, 分析了冲压过程中遇到的问题及解决方法。 关键词 密封条钢芯 级进模 排样 对策
万方数据
图( 改进后双桥钢芯排样
图)
改进后单桥钢芯排样
高速冲床上使用。凹模等零件均采用整体结构,卸 料采用强力弹簧弹压卸料,所有板件安装在带滚动 导向的对角模架上。凹模、 卸料板、 凸模固定板之间 通过小导柱导向,冲压开始时,板料由左向右通过 导料板镶件 !、’ , 淬硬 - 送入至凹模平面的全长上, 这样不会因一头有料另一头无料而引起偏载冲压, 影响模具合理使用而降低寿命;上模下行时,固定 在凸模固定板 + 上的 ( 个小导柱通过卸料板 ## 进 入凹模 #! 内导正 , 使上、 下模处在一个较理想的位 置 ; 上模继续下行, 卸料板 ## 先压住料, 然后凸模 ) 冲料并进入凹模 #!,将制件上的孔及槽冲出,冲 裁完成。当上模回升时,主要靠弹压卸料板及时卸 料,同时两边的导料板镶件 !、’ 也起到挡料作用, 不让料往上带走。 送料进距为 (/ $ )00 , 利用冲床上 的滚轴送料装置初步定位,模具上的导正销 #" 精 定位, 同时装有安全保护装置 / 等, 一旦误送料, 冲 床即停机。 ( 冲压过程中遇到的一些主要问题及解决办法 , # - 冲压噪音大。为改善冲压噪音, 对凸模进行