偏心测试工艺介绍
全站仪偏心测量操作方法
全站仪偏心测量操作方法仪偏心测量是一种用于测量机械设备旋转轴线与其壳体中心之间偏心距离的技术。
这种测量方法在工业领域广泛应用,可以帮助工程师和技术人员准确地了解设备的旋转轴心位置,从而保证设备的正常运行和安全性能。
在本文中,我将为大家介绍全站仪偏心测量的操作方法。
一、仪偏心测量前的准备工作在进行仪偏心测量之前,首先需要进行一些准备工作,以确保测量结果的准确性和可靠性。
以下是一些准备工作的步骤:1. 选择合适的全站仪在进行仪偏心测量时,首先需要选择一款适合的全站仪。
一般来说,全站仪需要具备高精度的测量功能、稳定的测量性能和方便的操作界面,以确保测量结果的准确性和稳定性。
2. 确定测量范围在进行仪偏心测量之前,需要对测量范围进行详细的了解和确认。
这包括测量的设备旋转轴心位置、壳体中心位置和偏心距离范围等信息。
3. 确定测量点位在进行仪偏心测量时,需要事先确定好测量点位。
这些测量点位一般包括设备的旋转轴心位置和壳体中心位置等关键点位。
4. 清理测量场地在进行仪偏心测量时,需要确保测量场地的清洁和整洁。
这可以减小仪器误差和测量结果的影响。
5. 进行校准和调试在进行仪偏心测量之前,需要对全站仪进行校准和调试。
这可以确保全站仪的测量精度和稳定性。
二、仪偏心测量的操作步骤经过以上准备工作之后,接下来可以进行仪偏心测量的具体操作步骤。
以下是仪偏心测量的操作步骤:1. 设置全站仪首先需要设置全站仪的参数和测量模式。
这包括测量单元的选择、测量模式的设置、测量精度的调整等相关操作。
2. 定位全站仪将全站仪放置在测量点位之一,并通过水平仪进行水平调整。
确保全站仪的放置稳固和水平正确。
3. 进行测量在全站仪设置完成和定位好后,可以开始进行仪偏心测量。
按照测量范围和测量点位的要求,依次对旋转轴心位置和壳体中心位置进行测量。
4. 记录测量数据在测量过程中,需要及时记录测量数据,并确保测量结果的准确性和完整性。
5. 处理测量数据对于测量得到的数据,可以通过专业的计算软件进行处理和分析。
桥式偏心分层注水工艺及调测试技术资料
二、配套测试技术及仪器工艺原理
1. 分层流量调配测试技术
集流法
杏48-28井(二层)集流法分层流量曲线
西安惠众石油装备有限公司
二、配套测试技术及仪器工艺原理
1. 分层流量调配测试技术
非集流法
原理:测试时将非集流流量计下至最下一级桥式 偏心配水器上3m~5m,在油管中悬停3min~ 5min测试。然后,自下而上依次上提完成各层 水流量的测试,使用递减法计算出各层的水量。
多参数电磁流量计实物图
西安惠众石油装备有限公司
二、配套测试技术及仪器工艺原理
技术参数:
连接 扣型 M30×1.5 长度 (mm) 390 外径 (mm) 36 耐压 (MPa) 40 耐温 (℃) 0-100 量程 (m3/d) 100 精度 (% ) ±1.0 记录 数点 25000
特点: 信号传输为非接触方式,适合在高压力场合工作,并且抗震 动冲击能力强 精度高,线性范围宽。
应用范围:不出砂、结垢不严重、套管完好、井 斜小于30°的偏心分层注水井。
测调联动系统技术原理
西安惠众石油装备有限公司
二、配套测试技术及仪器工艺原理
2. 分层验封测试技术
验封
原理:测试密封段上端连接一只双通道压力计 , 用钢丝将仪器串坐入配水器内,在井口做“开-控/ 关-开” 压力激动,每一动作稳定3~5min ;采用 双通道压力计测试套管压力变化、油管压力变化; 测试完毕上提,依次完成其它各层段的测试。数 据回放后,根据油套压力变化曲线判别各层的密 封效果。 特点:验封曲线直观,一目了然。并且下入多 级封隔器情况下,一次可验证上、下两级封隔 器密封情况。 配套仪器:Φ20mm 双通道压力计
特点:方法简便。
偏心轴的工艺规程与设计

偏心轴的工艺规程与设计偏心轴是一种具有偏心结构的轴承零件,通常用于传动装置中。
它的设计和工艺规程对于确保产品的质量和性能至关重要。
下面我将详细介绍偏心轴的工艺规程和设计要点。
1.规范和标准:在进行偏心轴的设计和制造过程中,需要遵守相关的行业规范和标准,如GBT1804和GBT1805、这些规范和标准规定了偏心轴的尺寸、公差、材料、热处理和表面处理等方面的要求。
2.材料选择:偏心轴一般采用高强度合金钢或不锈钢材料制造。
在选择材料时需要考虑到其耐疲劳性、强度和刚性等方面的要求,以确保产品在长期使用中具有良好的性能。
3.尺寸设计:偏心轴的尺寸设计需要考虑到其使用环境和负载要求。
尺寸设计包括两个方面:一是确定轴的直径和长度,以满足承载和传输力矩的要求;二是确定轴的偏心量,以实现偏心轴的传动功能。
4.轴端设计:偏心轴的轴端需要进行特殊设计,以适应连接件的安装和传动功能。
轴端设计应当考虑到连接方式、紧固件选用和加工要求等方面。
常用的轴端设计有平口轮、锥形轮和键槽轮等。
5.热处理:偏心轴的热处理是提高产品性能的重要环节。
常见的热处理方法包括淬火、回火和表面渗碳处理等。
热处理能够改善偏心轴的硬度、强度和耐磨性,提高其使用寿命和传动效率。
6.精加工:偏心轴的精加工主要包括车削、铣削和切割等工艺。
精加工过程需要保证尺寸的准确性和表面的光滑度。
特别是在制造轴孔和轴肩等关键部位时,需要采用高精度的加工设备和工艺控制,以确保产品的质量和精度。
7.表面处理:偏心轴的表面处理是提高产品外观和耐腐蚀性的重要措施。
常见的表面处理方法包括镀铬、喷涂和电镀等。
表面处理能够保护产品免受氧化和腐蚀的侵害,提高其整体性能和寿命。
8.检测和质量控制:偏心轴的制造过程中需要进行各项检测和质量控制措施,以确保产品符合设计要求和相关标准。
常见的检测方法包括尺寸测量、磁粉检测和硬度测量等。
质量控制措施主要包括过程控制和成品检验等,确保产品的一致性和稳定性。
偏心工件的检测
偏心工件的检测机器中由回转运动转变为往复运动,往往是由偏心机构或曲轴来完成的,偏心工件由于其轴线平行却不重合,给检测带来了一定的困难。
在生产中,我们根据工件的不同数量、形状和精度要求,相应地利用游标卡尺、百分表或高度游标卡尺进行测量。
一、游标卡尺检测法这是一种最简单的测量方法,适用于测量精度要求不高的偏心工件。
使用时应主要对工件偏心孔壁最厚(最大尺寸)处和最薄(最小尺寸)处的测量,只有这样才能准确测得偏心距数值。
所测得的最大尺寸和最小尺寸的差值为两倍偏心距,即为合格产品。
二、百分表检测法这种测量方法适用于精度要求较高而偏心距不大的偏心工件。
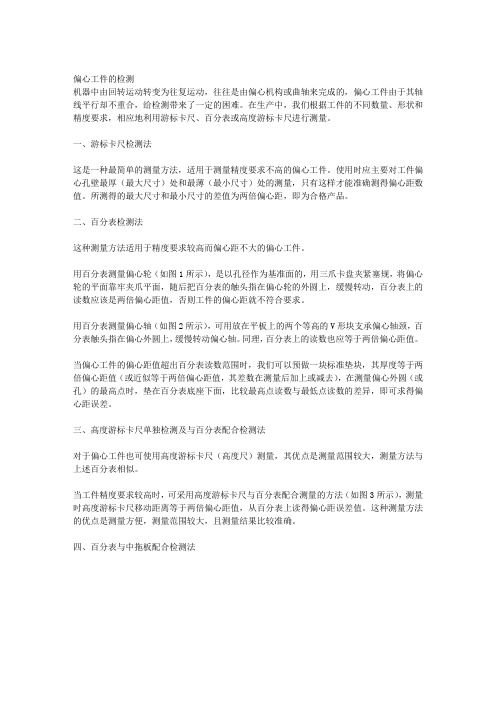
用百分表测量偏心轮(如图1所示),是以孔径作为基准面的,用三爪卡盘夹紧塞规,将偏心轮的平面靠牢夹爪平面,随后把百分表的触头指在偏心轮的外圆上,缓慢转动,百分表上的读数应该是两倍偏心距值,否则工件的偏心距就不符合要求。
用百分表测量偏心轴(如图2所示),可用放在平板上的两个等高的V形块支承偏心轴颈,百分表触头指在偏心外圆上,缓慢转动偏心轴。
同理,百分表上的读数也应等于两倍偏心距值。
当偏心工件的偏心距值超出百分表读数范围时,我们可以预做一块标准垫块,其厚度等于两倍偏心距值(或近似等于两倍偏心距值,其差数在测量后加上或减去),在测量偏心外圆(或孔)的最高点时,垫在百分表底座下面,比较最高点读数与最低点读数的差异,即可求得偏心距误差。
三、高度游标卡尺单独检测及与百分表配合检测法对于偏心工件也可使用高度游标卡尺(高度尺)测量,其优点是测量范围较大,测量方法与上述百分表相似。
当工件精度要求较高时,可采用高度游标卡尺与百分表配合测量的方法(如图3所示),测量时高度游标卡尺移动距离等于两倍偏心距值,从百分表上读得偏心距误差值。
这种测量方法的优点是测量方便,测量范围较大,且测量结果比较准确。
四、百分表与中拖板配合检测法。
DLED偏心测试机PEAK测试方式
( 镜头图片)
( 检测画面及Profile 曲线)
偏心试料画面及Profile曲线
( 0um 偏心 )
( 50um 偏心 )
( 100um 偏心 )
( 150um 偏心 )
偏心试料画面及Profile曲线
( 200um 偏心 )
( 250um 偏心 )
( 300um 偏心 )
( 400um 偏心 )
•
측정 % 98.8 93.1 86.2 79.4 72.5 67 62.1 57.5 53.1
% Drop 1.2 6.9 13.8 20.6 27.5 33 37.9 42.5 46.9
% Drop
60 50 40 30 20 10 0 0 100 200 300 400 500 y = 0.116x + 2.242
可见综上检测结果,因镜头实际移动量和设备检测值的镜面是曲面所以微有倾斜, 但是在使用 领域中视为直线也无大差异。
•
在使用领域中(0~200um) 镜头实际偏心量和设备检测%的相关系数大约在7.6um/%。
试料镜头图片及检测画面
• 检测条件 - 检测程序 : 双峰方式程序 ( POLA Lens ) - 扩散板种类及高度 : DP521, 1.0mm
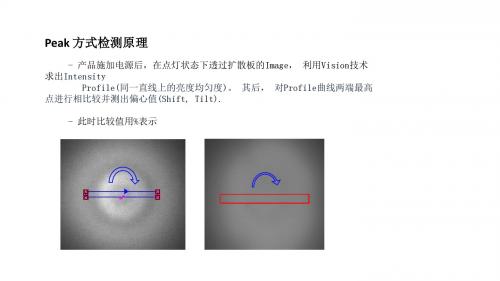
Peak 方式检测原理
- 产品施加电源后,在点灯状态下透过扩散板的Image, 利用Vision技术 求出Intensity Profile(同一直线上的亮度均匀度)。 其后, 对Profile曲线两端最高 点进行相比较并测出偏心值(Shift, Tilt). - 此时比较值用%表示
2. Peak 方式检测曲线
1、测试主界 面 2、在曲线的 位置点击将可 以自动弹出相 关设置参数。
原创︱关于偏心测量
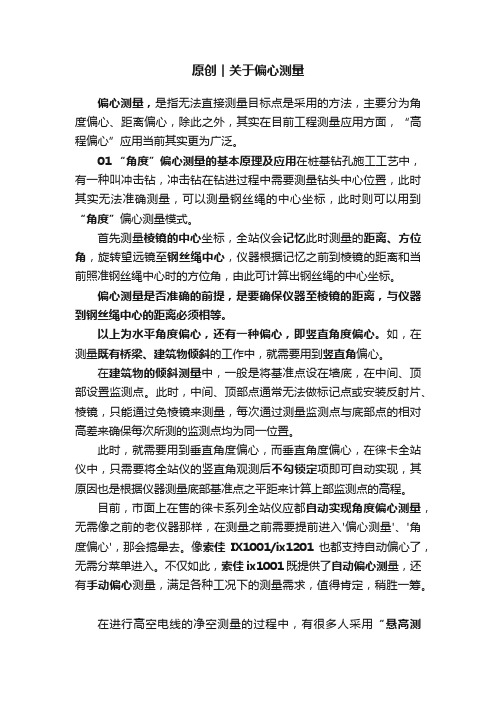
原创︱关于偏心测量偏心测量,是指无法直接测量目标点是采用的方法,主要分为角度偏心、距离偏心,除此之外,其实在目前工程测量应用方面,“高程偏心”应用当前其实更为广泛。
01 “角度”偏心测量的基本原理及应用在桩基钻孔施工工艺中,有一种叫冲击钻,冲击钻在钻进过程中需要测量钻头中心位置,此时其实无法准确测量,可以测量钢丝绳的中心坐标,此时则可以用到“角度”偏心测量模式。
首先测量棱镜的中心坐标,全站仪会记忆此时测量的距离、方位角,旋转望远镜至钢丝绳中心,仪器根据记忆之前到棱镜的距离和当前照准钢丝绳中心时的方位角,由此可计算出钢丝绳的中心坐标。
偏心测量是否准确的前提,是要确保仪器至棱镜的距离,与仪器到钢丝绳中心的距离必须相等。
以上为水平角度偏心,还有一种偏心,即竖直角度偏心。
如,在测量既有桥梁、建筑物倾斜的工作中,就需要用到竖直角偏心。
在建筑物的倾斜测量中,一般是将基准点设在墙底,在中间、顶部设置监测点。
此时,中间、顶部点通常无法做标记点或安装反射片、棱镜,只能通过免棱镜来测量,每次通过测量监测点与底部点的相对高差来确保每次所测的监测点均为同一位置。
此时,就需要用到垂直角度偏心,而垂直角度偏心,在徕卡全站仪中,只需要将全站仪的竖直角观测后不勾锁定项即可自动实现,其原因也是根据仪器测量底部基准点之平距来计算上部监测点的高程。
目前,市面上在售的徕卡系列全站仪应都自动实现角度偏心测量,无需像之前的老仪器那样,在测量之前需要提前进入'偏心测量'、'角度偏心',那会搞晕去。
像索佳IX1001/ix1201也都支持自动偏心了,无需分菜单进入。
不仅如此,索佳ix1001既提供了自动偏心测量,还有手动偏心测量,满足各种工况下的测量需求,值得肯定,稍胜一筹。
在进行高空电线的净空测量的过程中,有很多人采用“悬高测量”,其实完全没有必要那么麻烦,测量位于电线正下方的对中杆后,全站仪望远镜直接往上转动,瞄准电线底部,此时仪器显示的高程高程,即为电线的高程。
07边界--MIDAS偏心经典测试
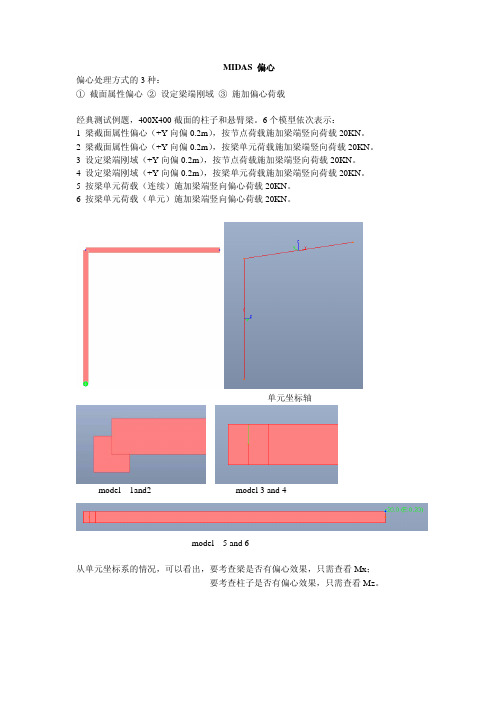
MIDAS 偏心偏心处理方式的3种:①截面属性偏心②设定梁端刚域 ③ 施加偏心荷载经典测试例题,400X400截面的柱子和悬臂梁。
6个模型依次表示:1 梁截面属性偏心(+Y向偏0.2m),按节点荷载施加梁端竖向荷载20KN。
2 梁截面属性偏心(+Y向偏0.2m),按梁单元荷载施加梁端竖向荷载20KN。
3 设定梁端刚域(+Y向偏0.2m),按节点荷载施加梁端竖向荷载20KN。
4 设定梁端刚域(+Y向偏0.2m),按梁单元荷载施加梁端竖向荷载20KN。
5 按梁单元荷载(连续)施加梁端竖向偏心荷载20KN。
6 按梁单元荷载(单元)施加梁端竖向偏心荷载20KN。
单元坐标轴model 1and2 model 3 and 4model 5 and 6从单元坐标系的情况,可以看出,要考查梁是否有偏心效果,只需查看Mx;要考查柱子是否有偏心效果,只需查看Mz。
Mx图Mz图从Mx图和Mz图,可以看出:1 截面属性偏心的效果:节点荷载对梁有偏心弯矩,对柱子没有偏心弯矩;梁单元荷载对梁没有偏心弯矩,对柱子有偏心弯矩。
因为节点其实没有偏移,而梁中心有偏移,因此节点荷载对梁中心是有偏心的,对柱节点没有偏心;但梁单元荷载是加在偏移后的梁中心上,相对节点是有偏移的,所以梁单元荷载对梁中心没有偏心,但对柱节点有偏心。
2 设定梁端刚域的效果和截面属性偏心的效果是一致的,即:节点没有偏移,只是梁中心有偏移。
3 偏心荷载对构件的偏心效果是始终都会体现的,MIDAS的偏心荷载仅限梁单元荷载(单元和连续两种)。
结论:1 桥梁结构中由于构件数少,为了模型看的更加直观,可以使用截面属性偏心效果,但一定要注意单元坐标轴的情况。
在建筑结构中由于构件多,单元坐标轴不一致,按截面属性进行偏心效果的处理比较麻烦。
2 设定梁端部刚域,效果和截面属性偏心完全一致,但不能真实显示偏心的效果,仅仅能以一条线显示偏心的方向和长度。
梁端刚域的设置在MIDAS中比较方便,可以批量生成,甚至借助命令流MGT文件来完成。
偏心测试工艺介绍
电 缆
抽油机偏心井口的结构与原理
• 完井时将油管偏靠在套管的一侧,从 星月形环形空间中,将电缆(钢丝) 和测试仪器下入井中录取资料。 • 为防止电缆(钢丝)缠绕在油管上, 可以任意旋转偏心井口,以解除缠绕、 遇阻、遇卡现象。 • 电缆(钢丝)在偏心井口处装有电缆 (钢丝)密封装置,以保证当套管有 压力时可正常作业。 • 因偏心井口测试通道内径小,需选用 小直径工具,以保证顺利起下。通过 选用合适的设备,可进行产液剖面、 压力及温度等监测作业。
直径) 从星月形环形空间中,将电缆和测井仪器下入井中,直下到生产层段,在油井不
停抽的情况下,对多个参数进行测试。抽油机井环空测试对多油层、多射孔井段井测试 有重要意义,能根据测试结果找出水层位、注水见效井段、低压井段等多个参数。目前 164口抽油机井有92口井为多射孔井段油井,占全部抽油机井的56.1%。 油田 A B C D E F G H I 合计 总井数 43 4 11 7 11 14 54 4 16 164 多射孔井段井数 22 4 5 3 7 7 30 3 11 92 比例 51.2% 100.0% 45.5% 42.9% 63.6% 50.0% 55.6% 75.0% 68.8% 56.1%
乙方提供服务:
1、测量甲方待选井井口尺寸,现场指导安装偏心井口。 2、提供测量所需仪器、车辆、人员。 3、对测量数据、曲线提供解释结果。
四、某油田环空测试应用情况
某井基础数据 外径 (mm) 339.7 内径 (mm) 320.4 深度 (m) 32.31
名称
表套
技术套管
油层套管
219
139.7
205.7
偏心井口与环空测试工艺
偏心井口与环空测试工艺
• 一、目前测试现状 • 二、环 空 监 测 技 术 • 三、施工方案 • 四、油田环空测试应用情况
偏心测量 (2)

偏心测量
偏心测量是指在实验或研究中,由于实验者或调查员的主观因素导致实验或调查结果的偏离。
偏心测量包括以下几个方面:
1. 实验者的偏见:实验者的主观因素可能导致实验结果的偏离。
例如,实验者可能在选择实验对象、操作实验设备或收集数据时存在个人偏好或意见,从而影响了结果的客观性。
2. 参与者的偏见:参与者可能由于个人因素,如性别、种族、宗教信仰等,或者其他因素,如社会压力、实验者指导等,而表现出偏向某一特定方向的行为或回答问题。
3. 数据处理的偏见:在数据处理过程中,可能存在误差或偏见。
例如,实验者可能在数据录入或数据分析过程中存在疏忽或主观判断,导致结果产生偏差。
4. 实验环境的偏见:实验环境的条件,如温度、光线、噪
音等,可能对实验结果产生影响。
例如,在实验室内进行
的研究可能与实际环境中的表现存在差异。
为了减少偏心测量的影响,研究者可以采取以下几个措施:
1. 采用随机分组和双盲实验设计:通过随机分组将参与者
分为实验组和对照组,同时采用双盲实验设计,使实验者
和参与者对实验条件或处理无法知晓,从而减少实验者和
参与者的偏见。
2. 多次重复实验:通过多次独立重复实验,可以减少实验
者或参与者的主观因素的影响。
3. 使用客观的测量工具:选择客观可靠的测量工具,确保
实验结果可以反映出被研究对象的真实状况。
4. 检查和校正数据处理:在数据处理过程中,及时检查和
校正可能存在的误差或偏见,确保数据的准确性和可靠性。
总之,偏心测量是实验或研究中常见的问题,研究者应当
尽力减少偏见的影响,以保证结果的客观性和可靠性。
测量偏心的标准流程
测量偏心的标准流程测量偏心的标准流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!测量偏心的标准流程:①确定基准面:首先明确被测物体的参考基准面,该面应为理想中的对称平面或轴线。
②安装工件:将被测工件稳固地安装在测量平台上,确保在整个测量过程中位置不变。
③选择测量工具:根据工件大小、精度要求选择合适的测量工具,如千分表、高度规、偏心测量仪等。
④设定零位:将测量工具(如千分表)轻轻触碰基准面上的一个点,调整至零读数或记录初始读数。
⑤测量偏心距:移动测量点至工件预计偏心的最远端,记录此时的读数。
该读数与零位读数之差即为单一方向上的偏心距。
⑥多点验证:为确保准确性,应在工件圆周或轴向的多个位置重复步骤④和⑤,取平均值作为最终偏心距。
⑦计算综合偏心:若需测量两轴或多轴偏心,分别测定各轴偏心距后,利用矢量合成原理计算综合偏心量。
⑧记录与分析:记录所有测量数据,分析是否满足设计或加工要求,必要时进行调整或返工。
⑨复测确认:调整后,对关键部位进行复测,确保偏心误差已得到有效修正。
此流程确保了偏心测量的准确性与可靠性,为后续的加工、装配或故障诊断提供重要依据。
多功能转子实验偏心度测量

偏心度是转轴在低转速时的弯曲度,通常采用电涡流传感器测量的交流峰峰值信号来表示,一般安装在主轴的轴颈上或轴向位移传感器处的测量圆盘上进行测量,测量位置的偏心度并非最大值,但可以通过估算得到。
自平衡多级泵转子同心度的检查方法如下:
(1)将转子的圆周分成八等分(叶轮也可按叶片数分),并作上记号。
将百分表分别置于叶轮的口环外圆和叶轮外圆、叶轮挡套外圆、轴套外圆以及平衡盘外圆上。
慢慢盘动转子,每转过一等分,记录一次百分表的读数。
转子转动一周后,每个测点上的百分表就能得到八个读数,把这些读数记下来。
(2)每一测点处的最大读数减去最小读数,就是转子的偏心度。
测量转子偏心度的目的是为了检查各部件与泵轴的同心度。
如果偏心度超过允许值,可用中联泵业车床车削,使其符合要求。
自平衡多级泵转子偏斜度的检查方法:
转子偏斜度主要检查叶轮口部端面和平衡盘与平衡环的摩擦面。
把泵轴架成水平后,叶轮口部端面和平衡盘的摩擦面应当是与泵轴线垂直的铅垂面。
该铅垂面若有偏斜,运转中会严重磨损,甚至影响平衡盘的工作。
检查偏斜度时,用百分表水平的指在叶轮、平衡盘的侧面。
转动叶轮和平衡盘,百分表的最大读书减去最小读数,即为偏斜度。
偏斜度超过规定时,可采用车削校正。
浅析小批量偏心件的加工方式及检测方法

浅析小批量偏心件的加工方式及检测方法1.车床加工偏心轴类型外圆和外圆或内孔和外圆的轴线平行而不重合(偏一个距离)的零件,叫做偏心工件。
两轴线之间的距离叫做偏心距,用“e”表示。
外圆与外圆偏心的零件叫做偏心轴。
偏心轴是一种常见的偏心工件,偏心加工原理主要是在装夹方面采取措施,即把需要加工偏心部分的轴线找正与车床主轴旋转轴线相重合。
车床加工偏心轴类零件一般有以下五种方法:①在四爪卡盘上车偏心工件。
该加工方法适用于工件数量少,长度较短,不便于在两顶尖上装夹时可装夹在四爪卡盘上加工偏心。
在四爪上车削偏心时,必须按已划好的偏心和侧素线找正,使偏心轴线与车床主轴线重合,工件装夹后即可车削。
②在两顶尖间车偏心工件。
一般的偏心轴,只要两端面能钻中心孔,有鸡心夹头的装夹位置都会用两顶尖间车偏心的方法。
这种方法的优点是偏心中心孔已钻好,不需花费时间去找到偏心,另外,定位精度较高。
③在偏心卡盘上车偏心工件。
车削精度较高的偏心工件,可用偏心卡盘来车削,偏心卡盘的偏心距可用量块或百分表测得,故可获高精度。
另外,偏心卡盘调整方便,通用性强,是一种较理想的车偏心夹具,由于这种加工方法受限于偏心卡盘,使用范围太过单一,因而取用较少。
④在专用偏心夹具上车偏心工件。
加工数量较多,偏心距精度要求较高的工件时,可以制造专用偏心夹具来装夹和车削,这种加工方式使用较为广泛。
⑤在三瓜卡盘上车偏心工件。
偏心原理是指在三爪卡盘的一个卡爪上增加一块垫片,使工件产生偏心来车削。
在这类通用三爪卡盘夹具上车偏心工件是目前使用最为广泛的一种加工方式,但不适合批量生产,而且偏心距也不能太大,一般加工e<6mm的工件。
2.车削偏心方法和注意事项综上所述,由于学校教学通常采用的都是通用的三爪自定心卡盘,适合多种类型零件加工教学,下面将车削偏心方法和注意事项分析如下:①车削加工方法。
先车削好基本圆柱,计算并制作垫片厚度,在三爪自定心卡盘上装夹工件,并在其中的一个爪上垫好垫片并夹紧工件,车削试测,计算偏心距e是否准确。
镜片偏心及检测技术

近年来因为可携带式电子产品对于光学模組之需求逐年提升,光学透镜制造技术大幅进步,目前市场针对直徑 5 mm 以下之光学元件生产方式以塑胶射出于玻璃模造此两种制造技术为重心。
此两种技术中,因塑胶光学鏡片具有低材料成本于高生产速度,为現今小尺寸光学元件生产主流。
而相较于塑胶光学鏡片,模造光学玻璃具高折射率于较佳机械性质,亦逐渐被市场重視。
对于球面于非球面光学鏡片之检测方式可概略区分为接觸式于非接觸式检测,其中接觸式检测方法以 Taylor Hobson 公司生产之 Talysurf PGI 2540 于 Panasonic 公司生产 UA3P 为检测市场主流,检测原理为使用单點探针对待测試片進行輪廓掃描。
而非接觸式检测机台以 Trioptics 公司生产之 OptiCentric ® 为偏心于倾斜检测标准,其检测原理为为用准直光通中空試片载台,同時以精密平台转动待测试片並检测其焦点动态偏差。
有鉴于聚焦式偏心检测技术无法检测扩散型鏡片,本中心于台灣大學机械系利用自動化光学检测搭配影像处理技巧,研发出极化光学检测方法。
相较于現有技术能夠提供快速的检测光学鏡片偏心于倾斜,並为用于高产能之塑胶射出于玻璃模造线上检测。
图二和图三分別为极化量测系统架设原理及极化量测系统架设原理剖面图。
图二表示一光学鏡片放置于相互垂直之极化片中,考虑一入射平面波,並依平面波描述成于入射波电场关係,其中ês、ê p、 E s 于 E p 分別为此平面波水平极化方向于垂直极化方向之单位向量于振幅大小, k1 为入射波之波前法向量, r 为座標之參考向量。
當入射平面波經过曲面折射後波前法向量为改变 k2,同時依据边界连续性,折射波之极化振幅将会隨不同的入射角度于折射角度而有所改变,而此一特性可以由菲涅尔方程式 (Fresnel equations) 表示。
图一、标准、倾斜于偏心鏡片对成像品质的模拟图图二、极化量测系统架设原理图三、极化量测系统架设原理剖面图當线性偏极化平行入射光經待测鏡面折射後,其极化状态将会依据第一曲面曲率、第二曲面曲率和两曲面光轴之相对位置而产生变化。
多功能转子实验偏心度测量

多功能转子实验偏心度测量多功能转子实验是一项用于测量转子的偏心度的实验方法。
转子偏心度是指转子轴与其旋转轴之间的距离差异,它对于旋转机械的稳定性和性能有重要影响。
通过精确测量转子偏心度,可以评估转子的质量和制造工艺,并对其性能进行优化。
1.准备工作:确定实验所需的仪器和测量点的位置。
通常,需要使用一个精密的测量设备,如激光测距仪或光电编码器,来测量各测量点距离旋转轴的距离。
同时,在转子上选取足够数量的测量点,并将其位置标记出来。
2.选择转子转速:确定转子的运行转速。
转子的运行转速应该是稳定且连续的,以便能够测量多个测量点的距离。
一般来说,较高的转速可以提高测量精度。
3.安装测量设备:将测量设备安装在旋转轴上,并调整其位置,使其可以精确测量测量点的距离。
确保测量设备与旋转轴的轴线平行,并且与转子表面保持一定距离以避免干扰。
4.启动转子:启动转子,使其达到设定的转速。
确保转子转速稳定后,开始进行测量。
5.测量距离:根据所选择的测量设备,逐个测量转子上的测量点距离旋转轴的距离。
如果使用激光测距仪,可以通过激光束照射测量点,并测量反射回来的激光束的时间或相位差来计算距离。
如果使用光电编码器,可以通过测量编码器输出信号的脉冲数来计算距离。
6.记录数据:将测量得到的距离数据记录下来,并与测量点的位置进行对应。
7.分析数据:根据测量得到的距离数据,可以计算出各测量点距离旋转轴的距离差异。
通过对距离差异的统计分析,可以评估转子的偏心度,并确定其稳定性和性能。
在转子运动时,当转子轴与旋转轴不重合时,会产生一个径向位移。
这个位移可以通过测量转子上各个测量点距离旋转轴的距离来确定。
通常,偏心度可以表示为转子上任意两个测量点的距离差异。
通过测量多个测量点的距离,可以得到转子不同位置的偏心度数据。
对于转子偏心度数据的分析,可以采用多种方法,如绘制偏心度图,计算偏心度的平均值和标准差等。
通过分析这些数据,可以评估转子的质量和制造工艺,并对其性能进行优化。
偏心测量
22)'(2aa m m +±abc b a 2cos 222-+=γ偏 心 法 测 量——利用偏心测量原理测算联接角【摘要】本文结合生产事例介绍了偏心法测量的原理,推导了已知点的检核公式,并讨论了采用偏心法测量后联接角的精度。
【关键词】偏心法测量 联接角 精度一、问题的提出2000年4月,南通市测绘院派出分队进驻海门市国强镇进行初始地籍调查工作。
控制测量作业人员在踏勘过程中,发现作为一级导线网起算点的三、四等GPS 网已遭破坏。
国强镇原设有三个GPS 点,即三等GPS 点:国强镇政府,四等GPS 点:汝南村和中亚灯具厂。
汝南村、中亚灯具厂两点各与国强镇政府点通视。
现国强镇政府点因楼顶加层已被破坏,汝南村与中亚灯具厂两点因楼房阻隔并不通视。
后作业人员先后奔赴四甲镇及其它各GPS 点,皆因楼房或树木阻隔不能满足通视条件。
同时发现汝南村点西偏、中亚灯具厂点东偏8-9m 即可满足该条件。
考虑到重新加密四等GPS 点耗时较长,难以保证本镇工作按时完成。
为提高工作效益,作业人员经讨论研究,提出利用偏心测量原理来测算联接角的方法,简称偏心法测量。
本文对偏心法测量作一介绍,仅供参考。
二、偏心法测量原理如图所示,假设A 、B 点间不通视,则在B 点附近选择一与A 点通视的B ′点。
然后在A 点架设仪器,测量角ε和边长b ,同时用钢尺丈量边长c ,由A 、B 点坐标反算边长a 。
在ΔAB ′B 中,利用余弦公式得:则联接角α0 =ε-γ。
在实际作业中,a 、b 边应尽量保持相等,c 边尽量要短。
三、已知点的检核因边长a 为反算得出,所以计算α0之前必须采用适当方法来检验可靠性,即在B ′架设仪器,测量角α,利用余弦公式 计算出起算点A 、B 间 的距离a ′,则a 、a ′的较差不应超过 。
根据《全球定位系统城市测量技术规程(CJJ 73-97)》(以下简称《规程》)规定,四等GPS 网平均边长为2km ,弦长精度公式为 mm , 固定误差a ′,比例误差系数b 分别为10㎜、10×10-6 ,即: m a ′⎪⎪⎭⎫ ⎝⎛-+=ab c b a arc 2222γ,cos 222αbc c b a -+='.4.22)210(1022±=⨯+±==σa m,)'(222ma ma +±γεα-=0220γεm m m a +±=222222)(""⎪⎭⎫ ⎝⎛++⎪⎭⎫ ⎝⎛+⎪⎭⎫ ⎝⎛±=c mc ctg ctg b mb ctg a ma ctg m βααβργ,90︒⇒α,02''=αm 为计算边长a ′时,由测量角度、边长的误差引起的误差。
材料力学基本试验-----偏心力试验
材料力学基本试验-----偏心力试验
偏心力包括两个力,一个是偏心弯曲力,一个是偏心扭转力。
偏心力试验当然也包括两个,一个是弯曲试验,一个是扭转试验。
1、弯曲试验
弯曲试验是测定材料承受弯曲载荷时的力学特性的试验,是材料机械性能试验的基本方法之一。
弯曲试验主要用于测定脆性和低塑性材料(如铸铁、高碳钢、工具钢等)的抗弯强度并能反映塑性指标的挠度,还可用来检查材料的表面质量。
弯曲试验参考国家标准在万能材料机上进行,有三点弯曲和四点弯曲两种加载试验方法,试样的截面有圆形和矩形,试验时的跨距一般为直径的10倍。
对于脆性材料弯曲试验一般只产生少量的塑性形变即可破坏,而对于塑性材料则不能测出弯曲断裂强度,但可检验其延展性和均匀性,试验时将试样加载,使其弯曲到一定程度,观察试样表面有无裂缝。
2、扭转试验
扭转试验是测定材料抵抗扭矩作用的一种试验,是材料机械性能试验的基本试验方法之一。
扭转试验可以测定脆性材料和塑性材料的强度和塑性,对于制造经常承受扭矩的零件如轴、弹簧等材料常需进行扭转试验。
扭转试验在扭转试验机上进行,试验时在圆柱形试样的标距两端施加扭矩Μ,这时在试样标距的两个截面间产生扭转角θ,根据Μ和θ的变化可绘制成扭转图,同时可得到相应的应力-应变图,扭转试样的断口形状能反映出材料性能和受力情况。
如断口的断面与试样轴线垂直,材料呈塑性,是切应力作用的结果;如断口断面与试样轴线约成45°角,材料呈脆性,是正应力作用的结果。
螺杆泵偏心测试
为了解决常规螺杆泵测试难的问题,研发了螺杆泵偏心测试技术,可实现单井井温、流压、产油、含水等参数的测试。
该技术是采油工程研究院有自主知识产权的专利技术。
现场测试螺杆泵井150口,成功率90%。
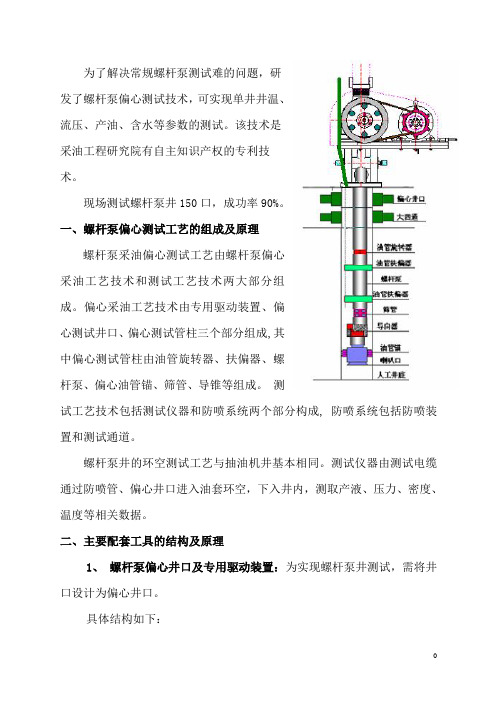
一、螺杆泵偏心测试工艺的组成及原理螺杆泵采油偏心测试工艺由螺杆泵偏心采油工艺技术和测试工艺技术两大部分组成。
偏心采油工艺技术由专用驱动装置、偏心测试井口、偏心测试管柱三个部分组成,其中偏心测试管柱由油管旋转器、扶偏器、螺杆泵、偏心油管锚、筛管、导锥等组成。
测试工艺技术包括测试仪器和防喷系统两个部分构成, 防喷系统包括防喷装置和测试通道。
螺杆泵井的环空测试工艺与抽油机井基本相同。
测试仪器由测试电缆通过防喷管、偏心井口进入油套环空,下入井内,测取产液、压力、密度、温度等相关数据。
二、主要配套工具的结构及原理1、螺杆泵偏心井口及专用驱动装置:为实现螺杆泵井测试,需将井口设计为偏心井口。
具体结构如下:⑴偏心油管挂使油管挂与套管内壁之间形成的测试通道达到≥26mm;⑵在测试通道顶端引出倾角为120的测试闸门;⑶地面驱动装置高度由1.354m加高到1.68m,加高了0.326m。
并将减速箱壳体及底座铣削一个半圆槽;⑷新油管挂内油管与油管挂体之间的偏心距定为18mm,与抽油机偏心井口偏心距相同。
通过以上四个方面改进,可确保φ26mm及以下测试仪器顺利通过偏心测试通道的拐点,并可实现安装防喷管进行封闭环空测试。
同时在油管挂与井口之间设计了推力轴承,可转动油管挂带动油管旋转器以上油管实现转动。
2、油管旋转器:为配合地面旋转井口解缠(测试过程中仪器牵引绳锁经常缠绕油管),泵上装有油管旋转器。
油管旋转器采用轴承设计原理,与可旋转井口配合使用,实现全井油管转动,达到解除电缆缠绕的目的。
3、油管扶偏器:普通油管扶正器无测试通道,设计油管扶偏器。
在保证强度的前提下,在偏心圆柱偏心处设计测试通道,测试通道最大通径为30mm,并在偏心圆柱上下各设计30度的引斜段,可实现测试仪器自由起下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Operated Production , 10/03/18, 8520
Operated Production , 11/03/18, 8639
Operated Production , 12/03/18, 8497
Operated Production , 13/03/18, 8469
深度(m)
1134.5 1140
1140.5
1332.7
四、某油田环空测试应用情况
时间 10:10-10:15 10:15-10:46
10:46-13:30
13:30-13:35 13:35-14:30
14:30-15:27
15:27-15:50 15:50-16:00 16:00-19:00 19:00-19:27 19:27-20:20 20:20-20:50 测试注意事项
名称:SFZ48-21光杆防喷器 产品通径:48mm 密封光杆:31.8mm 最大工作压力:21MPa 使用温度:-29℃~121℃(PU) 使用介质:石油、水
名称:光杆密封器 密封光杆:31.8mm 最大工作压力:21MPa 使用温度:-29℃~121℃(PU) 使用介质:石油、水
安装偏心井口
1、安装过程 安装采油树。首先要平稳吊起采油树,对中钢圈及 螺栓孔,缓慢座入到油管头法兰面上(要特别注意不 能损坏连接钢圈),对称上紧连接螺栓。 2、使用注意事项 (1)组装前,请根据装箱单、说明书附图等资料 ,对产品零部件数量、外观等进行检查,然后根据说 明书进行安装。 (2)组装前,一定要把钢圈及密封槽清洗干净, 不得有脏物附着和划伤。 (3)安装时,各紧固件应对称均匀上紧,不得少 装或漏装。各密封螺纹联接处允许缠胶带,注意方向 ,不得错乱。 (4)在安装所有垫环时,均应抹上黄油,平稳的 将一对法兰连接在一起,不要损坏垫环和垫环槽。
伽玛仪
含水仪
柔性短节
温度压力磁定位组合仪
电子线路短节
遥传短节
流量布伞仪
支架及叶轮组件
偏心测试对测试仪器及套管尺寸的要求
• A、对测试仪器的要求 • 测试仪器单级直径(mm):≤Φ25 • 测试仪器单级长度(mm): ≤ 800 • 加重杆单级直径(mm): ≤ Φ 25 • 加重杆单级长度(mm): ≤ 800 • B、对套管尺寸的要求 • 套管尺寸≥5 1/2 " 能满足全系列泵型测试
油田
A B C D E F G H I 合计
总井数
43 4 11 7 11 14 54 4 16 164
多射孔井段井数
22 4 5 3 7 7 30 3 11 92
比例
51.2% 100.0% 45.5% 42.9% 63.6% 50.0% 55.6% 75.0% 68.8% 56.1%
➢环空监测所需要的设备极为简单,对于抽油机井只需要一套偏心井口即可.
三、施工方案
主要作业工序:
1、地质部门选定测试井号。 2、到井上测量井口尺寸。 3、作业队搬上,压井,拆井口,起原井管柱。 4、下刮壁器刮削套管,洗井。 5、按地质要求下完井管柱,安装偏心井口。 6、开始偏心测试。
甲方配合项目:
1、甲方采油工、电工现场配合停机、断电、开抽; 2、甲方提供现场仪器用电(220V); 3、甲方配合拆、装流程以方便旋转井口。 4、甲方提供纸质CCL、伽马曲线图以便现场校深。
偏心井口与环空测试工艺
偏心井口与环空测试工艺
• 一、目前测试现状 • 二、环 空 监 测 技 术 • 三、施工方案 • 四、油田环空测试应用情况
一、目前测试现状
测试参数较少。 油田目前测试工作量主要集中于常规的测停产井静压、自喷井流压、 压力恢复、压力和温度梯度、深度校核等5个方面,不能全面反映油藏动态变化,测试 出来的数据不足以指导油藏进行精细描述。
Operated Production , 26/03/18, 7938
Operated Production , 27/03/18, 8004
Operated Production , 28/03/18, 8005
Operated Production , 29/03/18, 8155
Operated Production , 30/03/18, 8078
Operated Production , 14/03/18, 8301
Operated Production , 15/03/18, 8105
Operated Production , 16/03/18, 7915
Operated Production , 17/03/18, 7906
Operated Production , 18/03/18, 8057
测试时间短,无法准确落实油层压力,目前测试一般小于2天,不能测试稳定的井底压 力、温度等数据。
测静压时停井影响产量。
无生产测井数据,目前抽油机井因井筒有抽油泵、抽油杆工具,因此无法生产时进行测试, 不能准确把握抽油机井生产时的油藏压力、温度、产液剖面等数据。
topd / тонн/сутки
Operated Production , 21/03/18, 7771
1
23
4
3
53
67
8
9
遥测环空七参数测井仪结构示意图 1-电缆头 2-遥测短节 3-柔性短节 4-磁定位温度压力组合 5-含水流量和GR组合仪 6-含水流量传感器组件 7-集流布伞 8-弯曲机构 9-电机传动机构
偏心仪器介绍
仪器的每节长度800mm,外径24mm.耐温150℃.耐压35Mpa,软连接最大倾角12度。
364.பைடு நூலகம்9
127.3 1350.54
1140.00m
1232.20m 1244.2m 1332.7m
序号 1 2 3 4 5 6 7
井下工具 名称 补心 73mmNU油管 25-175 THM 14-2抽油泵 割缝筛管 19mm抽油杆 22mm抽油杆 人工井底
长度(m) 4.5 1130 5.5 0.5
Operated Production , 31/03/18, 8253
Operated Production , 01/04/18, 8099
二、环空监测技术
➢ 抽油井环空测试,是将测试仪器通过专用偏心井口装置和配套的地面设备将井下仪器(小 直径) 从星月形环形空间中,将电缆和测井仪器下入井中,直下到生产层段,在油井不 停抽的情况下,对多个参数进行测试。抽油机井环空测试对多油层、多射孔井段井测试 有重要意义,能根据测试结果找出水层位、注水见效井段、低压井段等多个参数。目前 164口抽油机井有92口井为多射孔井段油井,占全部抽油机井的56.1%。
Operated Production , 04/03/18, 8540
Operated Production , 05/03/18, 8756
Operated Production , 06/03/18, 8568
Operated Production , 07/03/18, 8444
Operated Production , 08/03/18, 8645
乙方提供服务:
1、测量甲方待选井井口尺寸,现场指导安装偏心井口。 2、提供测量所需仪器、车辆、人员。 3、对测量数据、曲线提供解释结果。
四、某油田环空测试应用情况
名称 表套 技术套管 油层套管
某井基础数据 外径 (mm) 339.7
219
139.7
内径 (mm) 320.4
205.7
深度 (m) 32.31
Operated Production , 22/03/18, 7781
Required avg remainder of year
Operated Production
Operated Production , 02/03/18, 8734
Operated Production , 03/03/18, 8793
主要测试设备、仪器
名称 测井车
防喷管
地面数控 测井仪 存储压力计
规格型号
液压系统/35KN提升拉力/速度 300-6000m/h 耐压35MPa,通径62mm/总长 7000mm HDC-7,Φ25mm
HDC-7,Φ25mm 七参数测井仪 PPS25
偏心井口防喷管 地面数控
偏心仪器介绍
偏心仪器设计了灵活的密封软连接,将仪器分为6个可以弯曲的短接,便 于仪器下井。
工作内容
到井,交待安全注意事项
安装井口,准备通井 下 通 井 工 具 串 试 测 : 电 缆 绳 帽 (φ25.4mm*0.3m)+ 加 重 杆 8 根 (φ25.4mm*0.8m) ( 总 长 度 约 6.6 m , 总 重 量 约 25kg , 最 大 外 径:φ24mm),下至1330m,未遇阻,起通井工具串。 调试仪器,仪器地面停3-5分钟,记录CTP01压力0.58MPa,温度21.4℃, 持水率29776 下放仪器、同时测下测液面860m 校深并进行产出剖面测试,分别在 1230,1235,1236,1238,1240,1241,1246,1328 进行点测流量含水,同时探 得井底深度1329m 上提测试工具串到860m,测得上测液面963m 通知采油队停抽关井
偏心井口技术参数
型号及名称 主通径 测试通径 工作压力 强度试压 密封试压 联接型式 密封光杆
总高×总宽 套管尺寸 悬挂油管
KYPZ65-21 62mm 30mm 21MPa 50MPa 21MPa
法兰联接 32mm
1.2m(±10mm)×1.06m ≥5 1/2" 2 7/8“EUE
偏心井口技术参数
Operated Production , 19/03/18, 7948