料带展开
冲压件展开计算方法

2.00
0.455t
2.00
0.47t
2.20
0.46t
1.80
0.45t
1.80
0.46t
2.00
0.44t
1.50
0.44t
1.50
0.45t
1.80
0.42t
1.00
0.42t
1.00
0.44t
0.80
0.405t
0.80
0.43t
0.60
0.385t
0.60
0.42t
0.50
0.38t
0.50
0.41t
角度( 0?
角度( 90?
角度( >180?)
R内/T
S(从弯曲内侧往外)
R内/T
S(从弯曲内侧往外)
R内/T
S(从弯曲内侧往外)
0.30
0.42t
0.30
0.38t
0.20
0.41t
0.20
0.36t
0.10
0.31t
0.10
0.35t
0.01
0.255t
2) SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,SK7,铜料中性层系数
注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.
2非90?无内R轧形展开
L=A+B+Kt(C?/90?)
K值取值标准:
a. t≦0.8mm,K=0.45
b. 0.8mm
c. 1.2mm
角度( 0?
角度( 90?
中望3D实例教程-料带设计
目录1任务 (1)2排料设计 (1)3料带设计 (14)1任务本课程的任务是完成汽车钣金件的料带布局设计,这是完成级进模设计的核心设计任务。
插图1-12排料设计第1步:复制黏贴小货车钣金件,然后重命名为展开。
插图2-1打开展开零件。
插图2-2第2步:沿Y轴方向复制零件,距离为150mm。
插图2-3插图2-4第3步:使用FTI下的线性展开,拾取下图水平面为固定面,圆弧面为折弯面。
插图2-5复选添加一个新的成型状态,方向为Y方向,距离为150mm。
插图2-6线性展开后效果如下图插图2-7第4步:沿Y轴方向复制下一个零件,距离为150mm。
插图2-8 第5步:拾取圆孔的面插图2-9 对面进行简化插图2-10第6步:沿Y轴方向复制零件,距离为150mm。
插图2-11第7步:使用FTI下的支撑面,拾取下图高亮面为折弯面,高亮边为固定边。
插图2-12下图是创建的支撑面插图2-13第8步:使用FTI下的高级展开,拾取上步创建的支撑面作为本次操作的支撑面,拾取下图高亮面为展开面,高亮边为固定边,冲压方向为面法向,厚度偏置为向内,级进类型为折弯。
插图2-14 操作完毕后隐藏支撑面。
插图2-15 第9步:沿Y轴方向复制下一个零件,距离为150mm。
插图2-16 第10步:删除拉伸成型部分的曲面插图2-17 第11步:对外表两的两个倒圆圆弧面进行简化操作插图2-18 第12步:对内表两的倒圆圆弧面进行简化操作插图2-19 第13步:删除钣金件的面,只保留-Z方向的底面。
插图2-20 第14步:对曲面进行9mm的倒圆角插图2-21 第15步:对曲面进行抽壳,厚度为-1mm。
插图2-22第16步:沿Y轴方向复制下一个零件,距离为150mm。
插图2-23第17步:使用FTI下的支撑面,拾取下图高亮面为折弯面,高亮边为固定边。
插图2-24下图为创建的支撑面插图2-25第18步:使用FTI下的高级展开,先拾取下图矩形面为支撑面,然后隐藏。
产品展开计算标准

一.产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用范围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示.图1四.折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.如图22. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.如图33. 压死边.此种折弯也须用特殊模来完成.如图44.大R圆弧折弯.些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形.如图5图5这四种折弯的展开计算是不同的.因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法.一般使用的NC数控折弯设备都是日本AMADA天田公司所生产的.其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1.如图6:折弯高度H的经验值根据产品形状有如下三种以90度为例,钝角和锐角与直角相近相似:1.简单的90度单边折弯.如图7如图7,此种折弯只需考虑下模V形槽中心到折弯机定位挡块的距离即可确定.通常H值为H≥ T + R R 在1mm 以下2.U形折弯.如图8此种折弯的尺寸如过小,极易因无合适折弯模具而形成干涉.因此两竖边的宽度L不能太小.其一边竖边高度H也不能太大.实际中可根据使用折弯模的形状做模拟确定,L,H值参考如下:3.Z形折弯如图9.第一道弯曲后,折第二道弯曲时,折弯线到折弯机定位挡块的距离须大于等于V形槽中心到模具外侧距离L1和板厚t之和.故H值为:H≥5t+RR在1mm 以下五.展开计算方法1.90°折弯一般折弯展开的长度为:L=LL+LS-2t +系数a根据一个弯等于两个厚度,在solidworks钣金中折弯半径R取值厚度展开图就刚好,再加上个系数a系数a的经验值如下表折弯系数材料t1234钢板系数a铝板系数a1铜板系数a12.压死边图11如图11.压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边.它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:3.压筋1)倾斜压筋图12如图12.此压筋为一斜面,一般H值较小,其展开长的计算式为:L = A+B+C+注:A、B、C = 内尺寸=补偿值2)直角压筋TCB图13如图13压筋边为直立边,一般其C值较大,展开长的计算式为:L = A+B+C-4T+2a+注:A、B = 外尺寸C = 包括两层板厚的高度a = 90°折弯的系数= 补偿值3)平行压筋图14如图14,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+注:A、B = 内尺寸;H = 压筋高度;0.2= 补偿值.由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整.4.锐角折弯如图15,经验公式是一种内径算法,但此处的内径是折弯边内侧两面的虚交点到另一端的距离.展开系数计算式如下:K= x δ/90° t<但当t≥时,应用下列公式:K= x δ/90° t≥故展开计算式为:L= L1+L2+K注:L = 展开长度L1、L2= 内径尺寸K= 展开系数5.钝角折弯图16如图16,外尺寸b实际上等于内尺寸a 加上内侧角顶点到外侧顶点的一段平行距离l .根据三角函数,l 的计算式为:l = tg θ/2x t故外径为:b = a + l展开系数K的计算式为:内径:K =θ/90°x t<外径:K =δ/90°x t<但当t≥时,应用下列公式:内径:K =θ/90°x t≥外径:K =δ/90°x t≥6.圆弧R折弯图17如图17,R折弯的三种形状,其展开系数K的计算式如下:K= 2R·tanθ/2-лθ· 2R - t/360°注:R= 折弯外径外侧半径θ= 外侧角180°-折弯角度л= 圆周率取t = 板厚当θ=90°时,tanθ/2=l,因此上述公式可以简化如下:K= 2R –л2R-t/4求得展开系数K后,圆弧折弯的展开长度L计算公式为:L=L1+L2+L3+L4+···-K注:L1、L2、L3、L4=外径到外侧虚交点的距离,切点到虚交点的距离可通过三角定律算出R折弯中有一种U形折弯,如下图,其形状我们可以将其看成两个90°R折弯的组合,图18因此,U形折弯的展开长度L的计算公式为:L=L1+L2-2K说明:R折弯的计算式只适用于铁板.。
机械设计与制造《3.1.3弯曲展开计算》
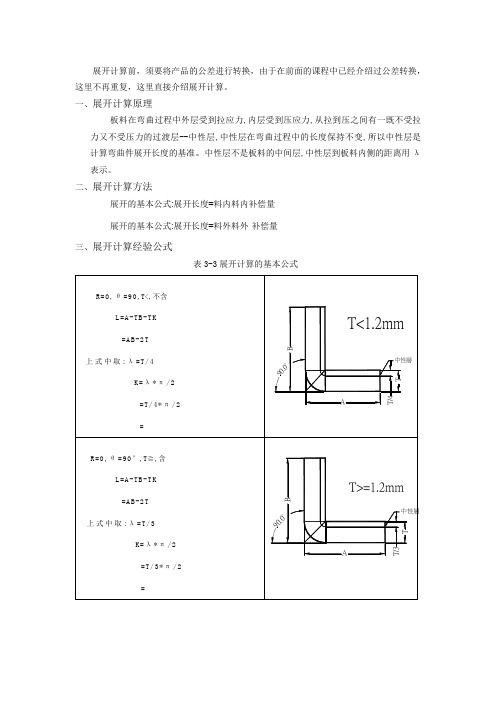
展开计算前,须要将产品的公差进行转换,由于在前面的课程中已经介绍过公差转换,这里不再重复,这里直接介绍展开计算。
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层不是板料的中间层,中性层到板料内侧的距离用λ表示。
二、展开计算方法展开的基本公式:展开长度=料内料内补偿量展开的基本公式:展开长度=料外料外-补偿量三、展开计算经验公式表3-3展开计算的基本公式备注: 产品图中未作特别标注的圆角,一律按R=0展开四、展开图画法标准1.图面要求(1)展开图中除圆孔外所有像素必须串联成复线(2)冲裁尖角除特殊情况外均要倒圆角R=2.折线画法向下折Z折向下压平抽凸打桥图3-14折线画法(1)可见线用实线表示,不可见线用虚线表示(2)所有抽牙,抽凸,压毛边、压印、压平等局部成型都必须标注其类型、方向和尺寸(3)压平成形应画压平成形后的两条折线,注明向上/向下压平,并在旁边画一个局部侧视图反映压平方向。
3.标注(1)展开图必须使用坐标标注形式,精确到小数点后二位,坐标原点应选为产品的设计基准,尺寸尽量标注齐全尺寸或像素密集处除外,但必须标注最外形尺寸、折线尺寸、产品图上标注尺寸对应的展开尺寸。
(2)所有尺寸标注像素均放在DIM层。
五、展开图绘制实例1产品图如图3-15所示。
图3-15 产品图2展开计算结果按表3-3中的第一个公式进行展开计算:L==mm 料内长度=料外长度-外圆角半径,补偿量按未注圆角确定为根据展开计算结果及展开图画法标准绘制展开图如图3-16所示。
图3-16 展开图。
料带展开计算
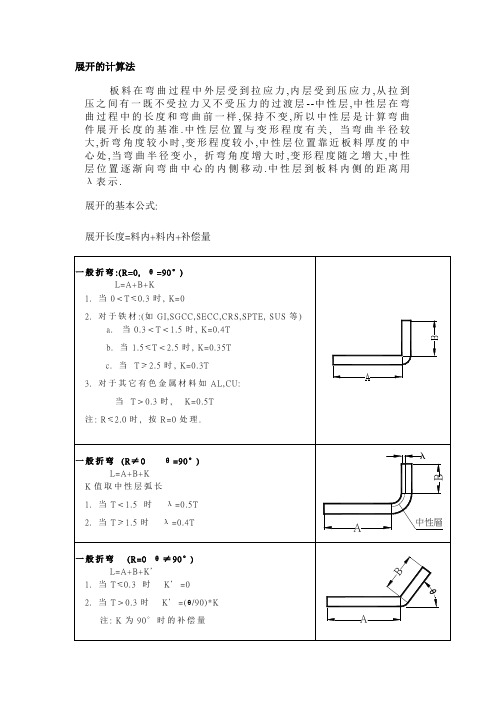
展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
产品展开计算方法

产品展开计算方法
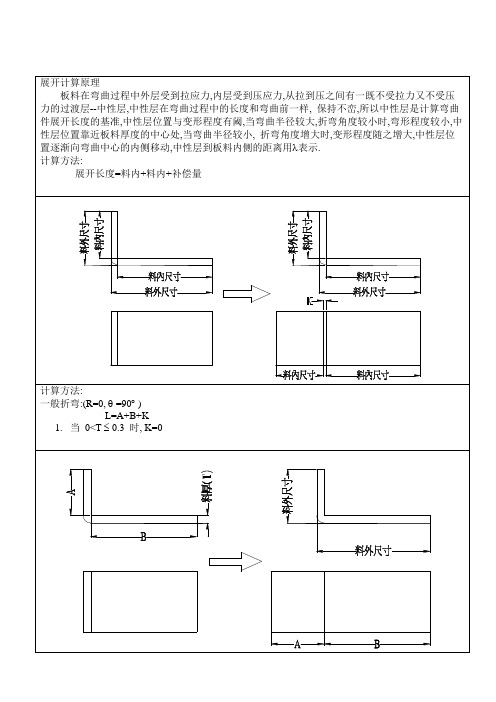
一、展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一段不
受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层的计算弯曲件展开的基准,中性层位置与变形程度有关。
当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处。
当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
二、计算方法
1、R=0 θ=90
L=(A-T)+
=(A-T)+
=A+B-2T+K
K=λ*π
2、R≠0 θ=90
L=(A-T-R)
当R≥5T时
3T<R<
1T<R≤
0 <R≤
3、R=0 θ≠90
λ=T/3
L=(A-T*tan
(a
4、R≠0 θ≠
L=(A-(T+R
*tan(
当R≥5T时
3T<R<
1T<R≤
0 <R≤
MAX
展开与弯曲一致,圆角处展开按保留抽高为H=H MAX,
冷冲模设计指导规范备注:
A:标注公差的尺寸设计值,取上下极限尺寸的中间值作设计标准值。
B:孔径设计值,圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9。
C:产品图中未作特别标注的圆角,一般按R=0展开。
附件1:常见抽牙预冲孔孔径一览表。
产品展开操作方法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不峦,所以中性层是计算弯曲件展开长度的基准,中性层位置与变形程度有阈,当弯曲半径较大,折弯角度较小时,弯形程度较小,中性层位置靠近板料厚度的中心处,当弯半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用表示.
a.当T'0.7T时,取T'=0.7T,并保证抽孔内径
b.当0.5T<T'<0.7T时,按原图抽孔内、外径取值
c.当T'0.5T时,取T'=0.5T,并保证抽孔外径
3.若计算出的预冲孔孔径1.0,则取预冲孔径为1.0
4.当从参数辅助作图对话框中计算出的预冲孔答案为‘错’时,取预冲孔径为1.0
在不影响产品的性能及其工艺的基础上,根据我们现场折床刀具的规格型号,常对内R0的
折弯作以下处理后进行展开:
1. R2.0时,按R=0处理
2. 2.0<R<3.0时,按R=3.0处理
3. R3.0时,取R为原值
Z折(Z折通常被叫做:段差)
直边段差
1.当H5T时,分两次成形,按两个90折弯计算
2.当H<5T时,一次成形, L=A+B+T+K
3.对于其它有色金属材料,如AL,CU:
当T>0.3时,T=0.4T
一般折弯(R=0,90)
L=A+B+K'
1.当T0.3时K'=0
2.当T>0.3时K'=(/90)*K (注: K为90时的补偿量)
弯曲件坯料展开尺寸计算.
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
三、各类弯曲件坯料展开尺寸的计算
1.有圆角半径的弯曲( )
由于变形程度不大,材料变薄不严重,按中性层展开 的原理,坯料总长度应等于弯曲件直线部分和圆弧部分 长度之和(见图2),即 式中 : ——坯料展开总长度; ——弯曲中心角; ——弯曲内半径。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
表1 中性层位移系数x
其他金属材料成型技术课程
有圆角半径的弯曲
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
2.圆角半径很小的弯曲(r 0.5t)
此时,由于变形程度大,材料在圆角部分和相邻的直 边部分都产生变薄,故应按变形前后体积不变条件确定坯 料长度。通常采用如下经验公式计算。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
3.铰链式弯曲件
对于 的铰链件,如图3所示,通常采用推圆 的方法成形,在卷圆过程中坯料增厚,中性层外移,其坯料
长度L可按下式近似计算。
式中 :
——坯料展开总长度; ——铰链件内半径; ——中性层位移系数,见表3
铰链式弯曲件
。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
表2 卷边时中性层位移系数x1
一、弯曲件坯料展开长度的求解思路
弯曲中性层 弯曲中性层在弯曲过程中长度既不伸长也不缩短, 所以,中性层的长度就等于坯料的长度。 坯料长度的计算
只要找到中性层的位置,求出中性层的长度,即 可求得弯曲件弯曲之前坯料的长度。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
弯曲零件展开料长的计算
弯曲零件展开料长的计算第一节钢板(扁钢、圆钢、钢管)弯曲时展开料长的计算钢板、扁钢、圆钢、钢管的弯曲形式、展开料长的计算方法基本相同。
因此,下面均以钢板弯曲零件为例,来说明它们之间计算料长的方法。
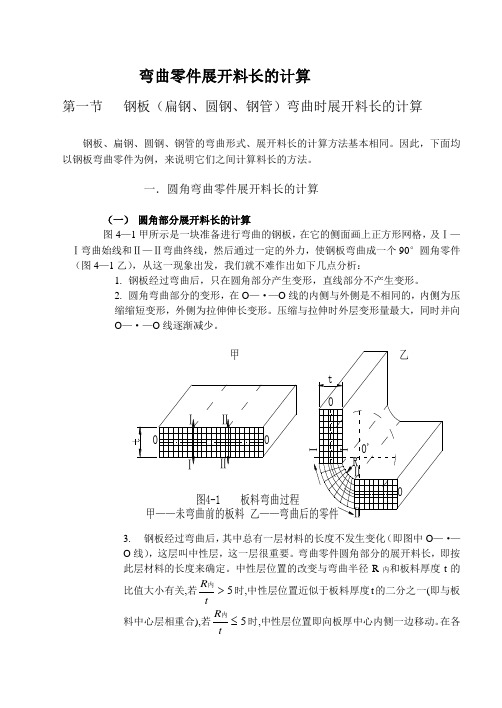
一.圆角弯曲零件展开料长的计算(一)圆角部分展开料长的计算图4—1甲所示是一块准备进行弯曲的钢板,在它的侧面画上正方形网格,及Ⅰ—Ⅰ弯曲始线和Ⅱ—Ⅱ弯曲终线,然后通过一定的外力,使钢板弯曲成一个90°圆角零件(图4—1乙),从这一现象出发,我们就不难作出如下几点分析:1.钢板经过弯曲后,只在圆角部分产生变形,直线部分不产生变形。
2.圆角弯曲部分的变形,在O—·—O线的内侧与外侧是不相同的,内侧为压缩缩短变形,外侧为拉伸伸长变形。
压缩与拉伸时外层变形量最大,同时并向O—·—O线逐渐减少。
甲图4-1 板料弯曲过程甲——未弯曲前的板料3.钢板经过弯曲后,其中总有一层材料的长度不发生变化(即图中O—·—O线),这层叫中性层,这一层很重要。
弯曲零件圆角部分的展开料长,即按此层材料的长度来确定。
中性层位置的改变与弯曲半径R内和板料厚度t的比值大小有关,若5>tR内时,中性层位置近似于板料厚度t的二分之一(即与板料中心层相重合),若5≤tR内时,中性层位置即向板厚中心内侧一边移动。
在各种不同情况下,中性层位置移动系数X0的数值列于表4—1。
4.由于在实际工作中,弯曲零件的弯曲半径及弯曲角度有以下几种不同的标注方法:弯曲半径包括有内弧圆角半径(表4—2图例1)、外弧圆角半径(表4—2图例2)及圆角中径(表4—2图例3)三种标注方法。
弯曲角度包括有α及β(表4—2图例3、4)两种标注方法。
所以计算时须注意,切勿搞错。
现将各种不同标注情况下圆角部分展开料长的计算公式列于表4—2。
中性层位置移动系数X0 表4—1内例如:C 50型货车的角柱是90°圆角弯曲零件,如图4—2所示,求其圆角部分展开料长是多少?解:从图中得知,半径R 外=30毫米, 板厚t=10毫米;则2101030=-=-=tt R tR 外内,查表4—1中2=tR 内时,中性层位置移动系数37.00=x ,因此求其圆角部分的展开料长时,即可代入表4—2图例2中的计算公式。
工程展开计算方法及抽牙预冲孔

2. 当H?2T时, 按两段折弯展开 (R=0,θ≠90°).
Z折4 (过渡段为两圆弧相切):
1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.
一般折弯2 (R≠0, θ=90°):
L=A+B+K (K值取中性层弧长)
1. 当T<时, λ=
2. 当T≧时, λ=
注: 当用折刀加工时:
1. 当R≦时, 按R=0处理.
2. 当<R<时, 按R=处理.
3. 当R≧时, 按原值处理.
一般折弯 3 (R=0, θ≠90°):
L=A+B+K’
1. 当T?时, K’=0
(3)T≧时取S=65%T
注: 一般常见抽牙预冲孔按附件一取值.
2. 抽孔展开处理:
抽孔与沙拉孔铆合时, 抽孔外径=沙拉孔底孔孔径, 壁厚= (通常情况下)
若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:
(1) 当T'≧时, 取T'=, 并保证抽孔内径.
(2) 当<T'<时, 按原图抽孔内﹑外径取值.
备注:
1. 标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.
2. 对於方形抽孔和外部包角的展开,其角部的处理方法参照《产品展开工艺处理标准》,其直壁部分按90°折弯展开.
附件一:常见展开标准数据
1. 直边段差展开系数一览表
2. N折展开系数一览表
3.攻牙时不同材料厚度的预冲孔径和前加工上、下模尺寸关系:
薄料下料展开长度计算公式

薄料下料展开长度计算公式在工程设计和制造中,薄料下料展开长度计算是一项非常重要的工作。
薄料下料展开长度指的是将薄板材料展开后的长度,这个长度是在设计制作零部件时必须要考虑的一个重要参数。
下面将介绍薄料下料展开长度的计算公式及其应用。
薄料下料展开长度计算公式的推导。
薄料下料展开长度的计算公式主要涉及到数学和几何知识。
在这里,我们以矩形薄板材料为例进行推导。
首先,我们需要知道薄板材料的长度、宽度和厚度。
假设薄板材料的长度为L,宽度为W,厚度为T。
当我们将薄板材料展开时,需要考虑到材料的弯曲和拉伸。
根据材料的弯曲和拉伸原理,可以得到薄板材料展开长度的计算公式为:展开长度 = L + 2πT + 2T。
其中,L为薄板材料的长度,T为薄板材料的厚度,π为圆周率。
这个公式考虑了薄板材料的弯曲和拉伸,能够比较准确地计算出薄板材料的展开长度。
薄料下料展开长度计算公式的应用。
薄料下料展开长度的计算公式在工程设计和制造中有着广泛的应用。
首先,它可以用于零部件的设计和制造。
在设计零部件时,需要考虑到薄板材料的展开长度,以确保设计的零部件能够准确地制作出来。
其次,薄料下料展开长度的计算公式还可以用于材料的优化和成本的控制。
通过合理地计算薄板材料的展开长度,可以减少材料的浪费,降低制造成本。
此外,薄料下料展开长度的计算公式还可以用于数控折弯机的编程。
在数控折弯机的编程中,需要考虑到薄板材料的展开长度,以确保折弯后的零部件尺寸符合设计要求。
通过合理地计算薄板材料的展开长度,可以减少折弯误差,提高加工精度。
总之,薄料下料展开长度的计算公式是工程设计和制造中的重要工具,它对于设计零部件、优化材料和控制成本都有着重要的意义。
通过合理地应用薄料下料展开长度的计算公式,可以提高零部件的制造精度,降低制造成本,提高生产效率。
结语。
薄料下料展开长度计算公式是工程设计和制造中的重要工具,它对于设计零部件、优化材料和控制成本都有着重要的意义。
工程展开计算方法及抽牙预冲孔
统一展开计算方法,做到展开的快速准确.
二.适用范围:
三.展开计算原理:
1. 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.
2. 中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
一般折弯 3 (R=0, θ≠90°):
L=A+B+K’
1. 当 时, K’=0
2. 当时, K’= ( / 90) * K
注: K为90°时的补偿量.
一般折弯4 (R≠0, θ≠90°):
L=A+B+K (K值取中性层弧长)
1. 当 时, λ=
2. 当时, λ=
注: 当用折刀加工时:
1. 当时, 按R=0处理.
(3)T≧时取S=65%T
注: 一般常见抽牙预冲孔按附件一取值.
2. 抽孔展开处理:
抽孔与沙拉孔铆合时, 抽孔外径=沙拉孔底孔孔径, 壁厚= (通常情况下)
若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:
(1) 当T'≧时, 取T'=, 并保证抽孔内径.
(2) 当<T'<时, 按原图抽孔内﹑外径取值.
T≦时, 将两侧倒R=T圆弧偏移,得到中性层,按中性层展开
T>时,连接两清角处,加上两θ角处的K值得到变形区
(2) 当θ>70°时, 按Z折1 (直边段差) 的方式展开.
VISI产品展开与料带排布

點擊此折彎處點 右鍵將出現右圖 所示對話框 °
第四 步兩 邊折 45° 展開 圖.
第四 步兩 邊折 45° 展開 圖.
第五 步折 90° 展開 圖.
*所有展開完后后點 擊此鍵重建3D制品*
•
•
(2)由資料 庫載入料 帶
(3)將料帶放于此 后﹐點擊ESC鍵后 將出現料帶
(1)由制品管理 員切換至料帶 管理員中
VisiCad
•
展開時點擊 此零件分析
(3)確定基准點 即﹕<2>所選平 面上任一一點
(2)選取實體制品的 基准面(非毛邊面)
(1)點擊分析 制品架構
分析制品過程中ຫໍສະໝຸດ (1)點擊此•(2)點擊此
•
料厚(自動顯 示) 選擇該產品 折彎系數
(2)點擊自動 最優化圖標
(1)點擊展 開圖標
增 加 步 驟
1111第三步兩邊折90展開后到45第三步兩邊折90展開后到45所示對話框1212第四1313第五1414擊此鍵重建3d制品1515161617174在此調節23425調整好得到如圖所示料帶18181919紫色部分為沖頭然后點擊此生成2020對話框稍然后貼上需要插入的成型21212222232324242525prepare
逐 步 展 開 圖
標
Bend 1:change from90 ° to 45 °
第一 步折 90° 展 開后 到45
第二 步折 45°
展開 圖
°
•
第三 步兩 邊折 90° 展開 后到 45 °
第三 步兩 邊折 90° 展開 后到 45 °
點擊此處將增 加下一步。
•
第三步兩邊 折90° 展開后 到45 °
(3)在此修改料 帶工步數為15
板料弯曲展开计算原理
D/2=[(r+T/3)2+2(r+T/3)*(h
+T/3)]1/2
2.11压缩抽形2 (Rd>1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd>1.5T时:
l按相应折弯公式计算.
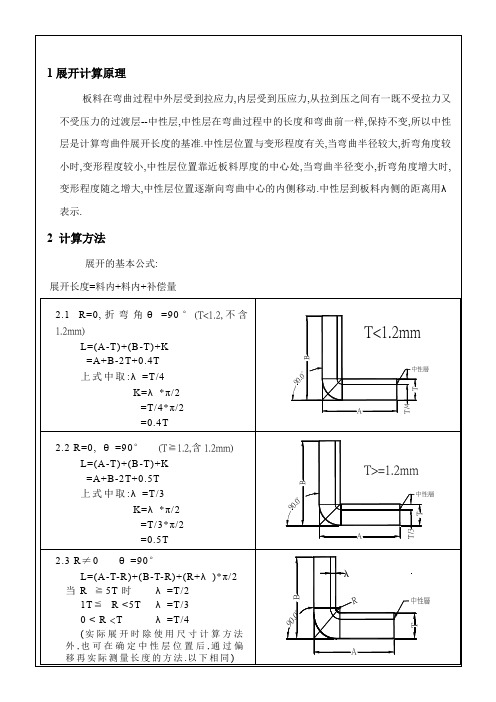
1展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80 取Φ3.84.
c产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
类型
0.6
0.8
1.0
=A+B-2T+0.5T
上式中取:λ=T/3
K=λ*π/2
=T/3*π/2
=0.5T
2.3 R≠0θ=90°
L=(A-T-R)+(B-T-R)+(R+λ)*π/2
当R≧5T时λ=T/2
1T≦R <5Tλ=T/3
0 < R<Tλ=T/4
下料展开基本方法

钣金件下料(展开)基本方法一.放样及其基本原理放样又叫放大样。
就是依据施工图纸要求,按正投影的原理把构件图画到地板、样板或钢板上,通过气割或剪切方法形成下料件。
1. 放样图放样图有与施工图不同的特点:放样比例一般只限于1:1;选用适当划线工具划线,利于下序加工;放样时可添加、借用必要辅助线,不划与下料尺寸无关的图纸线;放样的目的在于精确地反映实物、变形前实物形状;放样必须考虑钢板厚度对下序加工的影响,适当加、减预留量等。
2. 常用几何线、形的画法1/ 垂直线画法:1)用划规在直线上画垂直线。
(图1.2-1)2)用30°角斜边等于对边2倍的几何定理(三规求方法),用划规画垂直角线。
(图1.2-2) 3)采用半圆法用划规画垂直角线。
(图1.2-3)4)用(勾3、股4、玄5)勾股玄定理,用钢板尺画垂直角线。
(图1.2-4)2/ 平行线画法:1)切线法,用钢板尺、划规画平行线。
(图1.2-5)2)等距法,用钢板尺画平行线。
(图1.2-6)3/ 夹角平分线。
用钢板尺、划规画角度平行线。
(图1.2-7)4/ 三边定尺,画三角形。
用钢板尺、划规画三角形。
(图1.2-8)5/ 四边定尺,平移平行线画长矩形。
用钢板尺、地规画四边形。
(图1.2-9)6/ 等分直线段。
用钢板尺、划规、直角尺画线段等分线。
(图1.2-10)7/ 等分圆弧段(分度)。
1)平分玄法。
用钢板尺、划规画弧线等分段。
(图1.2-11)2)渐近法。
用划规分别选玄长,画弧线等分段。
(图1.2-12)3. 点、线、弧间的连接方法1/ 已知三点的同心圆。
用钢板尺、划规补画同心圆。
(图1.3-1)2/ 已知R尺寸画两相交线圆弧。
用钢板尺、划规画夹角圆弧。
(图1.3-2)3/ 圆管斜口边(迂回弯头中心辅助线)。
用钢板尺、划规画迂回线。
(图1.3-3)4. 心形、蛋圆形、制动销形的画法1/ 心形。
(图1.4-1)2/ 蛋圆形。
已知r小圆、R大圆、圆心距a,画蛋圆形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L=A+B-0.43t
b.當A>10mm時,分兩步完成:先折90˚(內折彎線外移0.65~0.8T)再采側推式結構(限工程模)
2013/7/30
8
CASETEK TOOLING CENTER
4. 卷圓部份展開
L=A+1.5*3.14*P+R-t P=R-K*t K值請參照下表
R/t K
2013/7/30
CASETEK TOOLING CENTER
產品圖展開
部門名稱: 沖模設計 姓名: 王蓓
2013/7/30
1
CASETEK TOOLING CENTER
前言
產品圖展開在新產品開發中的位置
RD(產品設計)→產品圖展開→工程圖(料帶圖) →組立圖
2013/7CENTER
第2部分 展開圖標注
a.所有的作用孔皆須核對成品圖﹐將其大小﹐方向﹐數量﹐作用標于圖面上
b.測視圖要用暗線畫出﹐且標注清楚﹐折彎處盡量有文字注明折彎方向 c.注明展開圖毛邊方向 d.展開尺寸單邊加2~3mm取整為素材尺寸 e.圖面外角尖處﹐展開做R0.3﹐不可小於0.3
2013/7/30
11
第1部分 展開基本公式
1.折彎展開 a. 直角
(如圖)
B
L=A+B+K*t
t 0.6~1.0 1.2~2.0
2013/7/30
t:料厚 K:展開系數(參照下表) K 0.4 0.5
3
CASETEK TOOLING CENTER
b 帶R角
a
L=A+B+l
l=3.14*R*a/180 l:中性層展開長度 a:彎曲角度 R:中性層半徑 K:展開系數與r/t比值有關 r/t<0.25時依直角展開 r/t>0.25時查表確定
2013/7/30
6
CASETEK TOOLING CENTER
c. h>5t時(如圖)
h﹕斷差高度
t:料厚
L=A+B+h+2*0.4t 二次成形
2013/7/30
7
CASETEK TOOLING CENTER
3. 壓死邊展開
a.當A≦5mm時﹐分兩步完成:先折90˚(內折彎線外移0.2mm)再采用上壓或下壓式壓平
2.0 0.44
2.2 0.46
2.4 0.48
2.6 0.49
2.8 0.5
3.0以上 0.5
9
CASETEK TOOLING CENTER
5. 特殊結構展開
a.折彎有相互干涉之處﹐可避位0.1~0.2mm﹐標尺寸時需注明.
b.折彎處要開R=0.5~1.0mm的工藝孔
2013/7/30
10
CASETEK TOOLING CENTER
4
R=r+K*t
2013/7/30
CASETEK TOOLING CENTER
2. Z形展開
a.h接近于0時
h﹕斷差高度
(如圖)
L=A+B+0.1 一次成形
2013/7/30
5
CASETEK TOOLING CENTER
b. t<h<3t時(如圖)
h﹕斷差高度
t:料厚
L=A+B+h+0.4t 一次成形