机台分布图
新车间平面规划图及说明
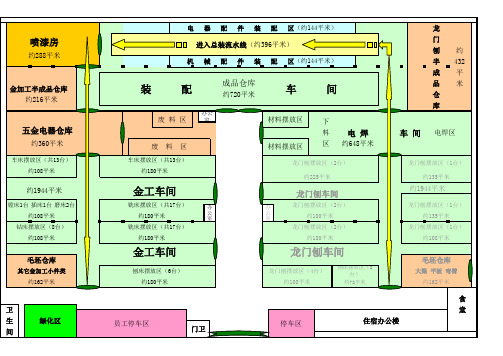
新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。
航空运输地理(中国民航管理干部学院)
航空运输地理复习资料1.地理学具有两个显著特性:地域性和综合性。
2.航空运输的空间分布既要受到地形地貌、气象气候、地质等自然条件的制约,又要受到政治、经济、技术、人口等社会因素的影响。
3.航空运输地理是研究航空运输与地理环境的关系,研究航空运输的空间分布及其发展规律的一门学科。
4.“地理大发现”为葡萄牙、西班牙、荷兰、英国、法国、德国等西方大国的相继崛起奠定了物质基础。
第一章地球与飞行第一节地球空间及导航1.地球与某些星体相互制约,相互联系。
2.太阳从里到外可分为光球层、色球层和日冕层三层。
(厚度越厚,温度越高)、3.光球表面有一些黑色斑点,称太阳黑子。
(在太阳表面)4.太阳风的影响:一是南北两极地区形成五彩斑斓的极光。
二是致使无线电短波通讯暂时中断。
三是扰乱地球磁场引起磁暴。
5.导航的方法有三种:天文导航,无线导航和卫星导航。
6.空中交通管制设备:(1)一次雷达:分为三类:机场监视雷达(ASR),航路监视雷达(ARSR),机场地面探测设备(ASD)又称场面监视雷达。
(2)二次雷达(SSR)7.航站的进近着陆引导设备:(1)PAR 精密进近雷达,提供辅助引导。
(2)NDB 低频无向信标台,提供相对方位引导。
(侧方位)(3)VOR(准确方位)\DME(测距离)甚高频全向信标台,可提供准确方位和相对距离。
它也是目前全球导航台站的主要设备。
(4)ILS 仪表着陆系统(俗称盲降),主要提供在低能见度天气下的进近着陆引导. IIIC能提供真正意义上的全盲盲降。
8.目前已有的卫星系统主要有:NAVSTAR(GPS)、伽里略、GLONASS和北斗系列。
第二节地球的运动1.自转方向:自西向东2.自转周期:恒星日:23小时56分4秒;太阳日:24小时。
3.角速度:w=Q\t=360\23小时56分4秒=15°\小时=1°\分=15′\分线速度:v=l/t (w为角速度,R为地球半径(6371km),r为纬圈半径,ぁ为地理纬度) l=Qr线速度V=QRcosぁ\t=wRcosぁ赤道上的线速度为V。
某汽轮发电机基座结构CAD图

DA56S折弯机培训手册

培训手册(数控折弯机)2016年12月13日版权所有不得翻印目录一、机床结构原理 (5)1.1机床主要机械结构、机械主要大部件介绍 (5)1.2机床各数控轴的定义、功能 (6)1.3数控折弯机工作原理 (6)1.4各数控轴参考点的定义及寻参动作过程,寻参时的特殊注意事项 (6)1.5电柜门上及操作面板上各按钮功能介绍 (6)1.5.1电柜门各按钮功能介绍 (6)1.5.2操作面板各按钮功能介绍 (7)二.数控系统、电气部件介绍 (8)2.1数控系统构成、功能特点介绍 (8)2.2四种工作方式的具体介绍(编程、手动、自动、半自动) (8)2.3数控系统操作界面各功能区域介绍 (9)2.4机器运行状态介绍(滑块、后挡料工作状态) (9)2.5柜内主要电气元件的名称、作用 (9)2.6伺服驱动正常显示状态及常见报警代码含义 (9)2.7数控系统各界面详细介绍 (12)2.8数控系统手动调整Y轴、后挡料各轴功能介绍 (12)三.机床的基本操作 (12)3.1机器正确的开机、关机顺序及注意事项 (12)3.2折弯模具的选择及应用 (12)3.3折弯板材与模口的选择操作 (12)3.4单次折弯编程操作演示 (13)3.5多步折弯编程操作演示 (15)3.6选择执行一个已经存在的程序进行折弯操作演示 (15)3.7新建上、下模具的编程操作演示 (16)3.9工件程序的调用、编辑、删除操作 (17)四. 折弯应用、调整 (18)4.1上下模具更换安装和相关模具属性参数修改设定 (18)4.2折弯压力表解读、应用 (18)4.2.1折弯压力表解读 (18)4.2.1折弯压力表应用 (18)4.3各轴参考点校正的调整方法 (19)4.4不同折弯板材相关技术参数设定 (20)4.5折弯压力、工作台补偿校正 (21)4.6特殊模具的使用注意事项(特别是尖刀模具) (22)4.7滑块平行度的检查及调整 (23)4.8机床参数、模具及用户程序的备份及回装 (26)4.9折弯角度、尺寸不正确,折弯Y轴、X轴尺寸校正调整方法 (26)4.10折弯板材折不动时压力检查及调整 (27)4.11后挡料挡指平行度的检查及调整方法 (27)五.简单故障排查 (28)5.1数控系统报警代码含义及简单排查 (28)5.2滑块发生倾斜时滑块的落平操作 (30)六.安全注意事项 (31)6.1折弯时机器、模具不能超负载应用 (31)6.2滑块行程、开口编程安全注意事项 (31)6.3滑块非正常停机时安全操作 (31)6.4折弯操作时客户的安全注意事项 (32)6.4.1按规定使用机床 (32)6.4.2允许使用机床的人员 (32)6.4.3由集成配电柜产生的危险 (32)6.4.4从事与工件有关工作时的危险 (32)七.机床维护保养 (36)7.1机床日常保养 (36)7.2机床月度保养 (36)7.3机床年度保养 (37)注:目录中标红的内容为服务人员在机床安装调试时必须按照此手册给客户进行培训的内容;其余内容由客户自行学习了解,后期若有需要可来我公司培训或者由服务人员上门培训。
komax机器资料
KOMAX设备使用来加工电线的设备,包括Alpha433s、Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介1,功能:设备功能(下料,压接,穿防水塞)①双端/单端全剥/半剥②打印文字③压端子④压端子穿防水塞2,俯视图:机器主要部位分布3,操作台分布图:4,TOPWIN各个界面简介a)配置界面:用于机器配置,操作者用不到b)工艺界面:设置工艺参数,(见软件详解)c)样品界面:加工样品取样,(见软件详解)d)生产界面:用于自动生产,(见软件详解)e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到二,软件详解a)工艺界面总体视图:在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
对应上图中所标数字部位的说明:①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米②:加工长度,鼠标左键点击数字可更改,单位毫米③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面⑦:背景黄色并显示电源可打开,此时可按下给电按钮i.选择或添加导线(名称,线径,颜色)第一步:第二步:(鼠标点击上图所示后弹出下面窗口)第三步:(在第二步中选择建立/复制后弹出下面界面)第四步:输入导线规格颜色①这里输入导线截面积,比如平方毫米②这里输入导线芯线直径,一般使用默认值即可③这里输入绝缘皮直径,一般使用默认值即可④这里用来设置线的颜色,可设多色线⑤点此按钮将正在编辑的线加载为要加工的线ii.选择或添加端子(名称,尺寸,外观)第一步:鼠标左键点压接机位置(类似于添加线)第二步:选择你需要的端子,如果没有选择“建立/复制”第三步:输入端子序号(类似于添加线)第四步:输入端子数据,如下图①鼠标点这里可进入速度设置界面,可使用默认选项②鼠标点这里进入CFA设置界面,操作者禁用③这里输入端子长度,参考⑥位置所示④这里输入该端子需要的剥头长度,工艺卡上有规定⑤端子样式,都是开式端子垂直地,不需要更改⑥端子图象,可以看到端子长度剥头长度测量位置iii.选择或添加雨塞(名称,尺寸,颜色)雨塞的选择和建立复制过程等同与端子,不再复述。
《动力系统架构介绍》PPT课件
空调水系统流程图
MAU或者 AHU
工艺冷却 水系统
三、空压系统(CDA)
原 理:
通过螺杆旋转作用,将吸入的外界空气不断压缩, 获得一定压力的气体,使空气成为动力的载体,通过管道将 动力传送至设备使用点,作为设备气动元件的动力来源。
CDA工艺流程图
厂务之气化系统
一、大宗气体系统
低温槽车
低温储罐
1、BSGS Detector控制系统
GMS 系统提供 BSGS 的 Detector 连锁控制功能。当 BSGS 发生气体泄漏时通 过连锁功能,PLC可以通过 BSGS提供的 Relay接点对 BSGS作 Remote Shutdown。
2、 VMB Detector控制系统
GMS系统提VMB的 Detector连锁控制功能。当 VMB发生气体泄漏时通过连锁功能, PLC可以通过 VMB提供的 Relay接点对 VMB作 Remote Shutdown,同时对 GC作 Remote Shutdown。
3、Tools Detector控制系统
GMS系统提供 Tools Detector监控功能。当 TOOLS发生气体泄漏时通过连锁功能, PLC可以通过 VMB提供的 Relay接点对 VMB作 Remote Shutdown。
4、环境 Detector系统
GMS系统提供了 TOOLS、GAS ROOM环境监控功能。当 TOOLS、GAS ROOM发生气体 泄漏时,根据开放空间气体泄漏流程处理,图控会产生报警信号并在现场区域 LAU产生声光报警。
3.工艺设备
• 盘式过滤器: 去除水中较大的颗粒杂质、悬浮物、胶体絮凝、有机颗粒团,降低浊度 (需要逆洗);
• 超滤:去除水中较小的颗粒杂质、悬浮物、胶体絮凝、有机颗粒团,降低浊度(需要逆 洗);
全电脑横编织机操作手册(中文)

前言亲爱的顾客:首先,感谢您选择系列产品,为了方便您有效的使用全电脑针织横编机,特编写此手册,以供参考.此手册之编写工作由公司技术部、制版室及电器工程部负责撰写,因此若有任何疏漏或不解之处,敬请不吝赐教!此手册分为安装、保养、操作、应用及简易故障排除篇。
本手册编写内容可能与产品升级改良有相异之处,以后若有任何补充或更改之处,将不另行通知.谢谢您!您购置机台的基本数据如下:型号:针数:每英寸针幅宽:英寸机器序号:日期:电源:目录一、前言。
二、目录。
三、机器外观介绍1、机器外观全貌图2、机器尺寸规格四、注意事项1、搬运、移动与安装3、环境需求4、保养、清洁5、注意事项6、确认事项五、机器操作基本流程六、主画面功能介绍概要七、机器操作使用说明1、磁盘管理2、内存管理3、机器辅助功能八、主要组件说明1、天线架2、动作三角名称、功能、结构3、卷布系统4、机头移出5、输纱器6、毛刷7、纱嘴九、电器部分接线示意图1、电源接线示意图2、显示板接线图3、USB接线图4、主控板接线图5、罗拉驱动接线图6、机头接线图十、机器简易故障排除横机外观全貌图A 天线及置纱组B 针床及护盖组C 机械头组D 传动组E 电器箱组F 机架及卷布组N 针床组R 摇床组S 信克组T 换色及导纱组机器规格尺寸1—1 搬运、移动与安装◎注意事项①。
由于机器的精密度较高,必须放置于混凝土的地面,周围环境必须禁止任何震动与冲击。
②.机器搬运上下卡车时要小心轻放,不可空放发生声响(否则可能会影响机械精准度及走位或电路板插头松弛)。
③。
包装箱拆卸时,由上往下将螺丝打开后再拆底板。
注意!严防机台倾斜造成翻覆。
④.机器四周必须留有一定的操作空间;注意墙壁及杂物和地面是否因凹凸而造成与机器碰撞,如有必须给予清除。
⑤。
纱架升起时用螺丝固定(地面离天线台180cm左右),机器水平开关可调整(水平固定铁块),再将覆盖之防火纸、保力龙、保鲜膜干燥剂等去除.⑥。
请保持机器排气口及四周清洁,请勿在机器旁抽烟或摆放易燃易暴品,以免引起火灾或触电等危险事故发生。
和谐号动车座位分布图
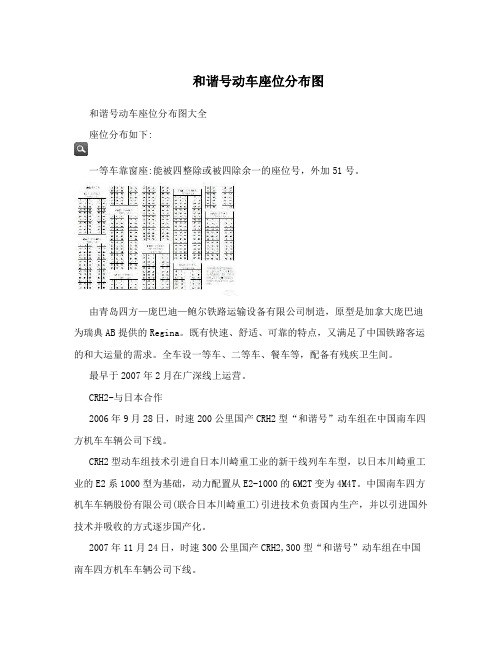
和谐号动车座位分布图和谐号动车座位分布图大全座位分布如下:一等车靠窗座:能被四整除或被四除余一的座位号,外加51号。
由青岛四方—庞巴迪—鲍尔铁路运输设备有限公司制造,原型是加拿大庞巴迪为瑞典AB提供的Regina。
既有快速、舒适、可靠的特点,又满足了中国铁路客运的和大运量的需求。
全车设一等车、二等车、餐车等,配备有残疾卫生间。
最早于2007年2月在广深线上运营。
CRH2-与日本合作2006年9月28日,时速200公里国产CRH2型“和谐号”动车组在中国南车四方机车车辆公司下线。
CRH2型动车组技术引进自日本川崎重工业的新干线列车车型,以日本川崎重工业的E2系1000型为基础,动力配置从E2-1000的6M2T变为4M4T。
中国南车四方机车车辆股份有限公司(联合日本川崎重工)引进技术负责国内生产,并以引进国外技术并吸收的方式逐步国产化。
2007年11月24日,时速300公里国产CRH2,300型“和谐号”动车组在中国南车四方机车车辆公司下线。
文案编辑词条B 添加义项 ?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按 "。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
目前各种列车座位分布,及部分购票攻略(仅作参考)
目前列车座位排列座位号尾数是0、4、5、9的靠窗。
无列车长办公席的车厢排列如下:窗|5 6 7|过|8 9|窗窗|0 1 2|道|3 4|窗另外没有0号的座,是从1号开始的,所以1号也靠窗。
有列车长办公席的车厢排列如下:窗 9 0 1 过 2 3 窗口 4 5 6 道 7 8 口对于动车组列车:一等座号车厢,靠窗座位的号码均为“4的倍数”或者“4的倍数+1”。
二等座号车厢为:窗|4 5|过|6 7 8|窗窗|9 0|道|1 2 3|窗单列CRH5座号分布CRH2的SYZ25K下层是0 4 5 9,上层是1 4,77 80为靠窗户的车厢头的两单独双人座靠窗,上5 6 75 76是上层单人座位,上层是7 74以及0 1 56靠窗,而且上层一般都是蛇型排列,即10 11为对座”“SYZ25B硬座的话,定员不一样的,有182/180/176/174一般情况下,上层的靠窗坐位几个:(13)、16、17、21、22,10以后的6、7、1、2结尾的靠窗。
下层为结尾4、5、9、0号靠窗长客生产的低开门SYZ25K分两种一种是上下层都是2738 一种是上下层都是0459顺便说一下,一般长途车列车长办公席在8号车厢,短途车一般在5号.1:现在我国国产客车车厢有21型、22型、可躺式等,有的可坐116人或118人,座号排列不一,但有规律可循:116定员的车厢,凡是座号尾数中有2、3、7、8的便是靠窗口的; 118定员的车厢,凡是座号尾数有0、4、5、9的便是靠窗口的。
2:要是购买两张火车票,如购到3和4或8和9为尾数的两张连着的车票,则一定有一个座位是靠窗的。
还有定员为112的呢,靠窗为尾数4、5、8、9的位置。
3:有时候与售票员说一下就可以了,火车站的不用说,准不理睬你,你知道的,那儿很忙。
到代售点就可以了,他们可以帮你找到你喜欢的座位,要多加5元钱。
108座车厢座位分布表001 002 | | 003 004005 006 007 | | 008 009-------------------| |--------010 011 012 | | 013 014015 016 017 | | 018 019-------------------| |--------020 021 022 | | 023 024025 026 027 | | 028 029-------------------| |--------030 031 032 | | 033 034035 036 037 | | 038 039-------------------| |--------040 041 042 | | 043 044045 046 047 | | 048 049-------------------| |--------050 051 052 | | 053 054055 056 057 | | 058 059-------------------| |--------060 061 062 | | 063 064065 066 067 | | 068 069-------------------| |--------070 071 072 | | 073 074075 076 077 | | 078 079-------------------| |--------080 081 082 | | 083 084085 086 087 | | 088 089-------------------| |--------090 091 092 | | 093 094095 096 097 | | 098 099-------------------| |--------100 101 102 | | 103 104105 106 | | 107 108-------------------| |--------全世界最大规模的人口流动几乎已经开始了,希望在投入这场春运运动中的兄弟姐妹们一定要注意安全,坐火车时留意自己的财物,天下无贼的社会还不是现在,我们还须努力……watch your back.又到了一年一度的春运时节,以下更新一些票务知识,希望有用。
手机拆机图及元件分布图

iPhone 3G 全面拆解报告-iPhone中文网iPhone 3G∙在2008年7月11日新西兰时间12:01 iPhone刚刚首发之后,我们就立即进行了3G iPhone 手机的拆解,即太平洋时间7月10日早5:01分。
∙如果你很想和我们交流,我们很高兴能够与你结识。
你可以通过我们网站的联系方式与我们取得联系。
安全到手∙从包装盒上可以看出,我们得到了一款黑色3G iPhone手机。
传闻说白色一款已经无货,极为稀有。
这款iPhone售价在新西兰为979美元,并且无绑定合同(当然,还是被Vodafone锁定)。
现在我们还不确定拿着这款被Vodafone锁定的iPhone手机来做什么,但是总有一些是我们能做的。
∙包装看起来很面熟。
∙下面则是我们从包装的正面所看到的说明。
o iPhone 3G大小为4.5×2.4×0.48"(比一代要薄0.02"),重4.7盎司。
o显示器对角线长3.5",163ppi分辨率为480×320,与一代几乎相同。
∙盒内装有:o USB充电数据线o标准iPhone 耳机o USB 电源适配器。
o这是什么?一款新西兰版电源插座,此前我们从没有获得一款这样的东西。
∙拆下SIM卡∙iPhone 3G最值得关注的特色要数与机身齐平的耳机插孔了吧,这样任何一款耳机都可以无需适配器就可以插入iPhone手机使用了,而不再仅限于苹果自己的耳机产品。
不错!开盖∙我们的预测:o标有苹果标识的三星处理器——正确o或者有GPS芯片,或者没有。
如果没有GPS芯片,那么就说明它被内置到处理器内部了。
——不确定o许多仅带有苹果标识的芯片。
有时候我们可以直接辨别它们是什么芯片,但是大多数还是要拆解下来之后才可以辨别。
——正确,不过这次好像有点欺诈之意。
∙拆LED显示屏幕∙摇动显示屏幕∙一些菜鸟告诉我等明天美国放货后,TechOnline能够告诉我们不认识的芯片是什么.他们通常将芯片浸泡在酸性溶液内,去除其外表的陶瓷涂层,再用X-射线和其他一些怪异的工具来查看芯片。
化学机械抛光CMP技术概述

另外表面堆积的反应物也需妥当的排除。 因此在使用中,如无适当的处理,研磨垫 表面将呈现快速老化,造成蚀刻率衰退等 现象。为了解决研磨垫的老化问题,现代 的CMP机台都具备研磨垫整理器,具备与研 磨过程同步整理或定时整理的定的工艺及维持研磨垫的使用 寿命
对铜的化学机械抛光特别有趣,因为铜具有低的 电阻率并且用等离子体特别难以刻蚀。所以铜的 图形能够通过一种被称为Damascene工艺的CMP技 术形成。铜可以在一种包含有直径为几百个纳米 的颗粒的水状溶剂之中被抛光。典型的膏剂包含 有铵氢氧化物,醋酸,双氧水,可获得高达每分 钟1600nm的抛光速率。与钨不同,铜是一种软金 属。机械效应在抛光过程中具有重大的影响。现 已发现抛光速率与所加压力和相对线速度呈正比。 盘的状况和压力应用机理对铜的CMP尤其重要。
工艺参数因 素
CMP主要 影响因素
抛光液
抛光垫的选 择
工艺参数因素:
抛光的工艺参数亦会对抛光后的表面粗糙度 和表面形貌等产生重要的影响,主要的工艺参数 有抛光速度、抛光压力、抛光液流量、抛光时间 等,它们以不同的方式和程度影响着抛光结果
抛光速度:要选择合适的抛光速度,若抛光速度过高,使抛光液 的润滑作用过强,材料去除率可能会下降,并且容易造成过抛,引 起芯片断路,造成灾难性的后果,或引起缺陷,影响全局平整化效 果
pH值:决定了最基本的抛光加工环境,会对表面膜的形成、 材料的去除分解及溶解度、抛光液的粘性等方面造成影响
磨料:磨料的尺寸、形状、在溶液中的稳定性、在晶圆表 面的粘附性和脱离性对抛光效果都有着重要的作用
抛光垫的选择
研磨垫则是研磨剂外的另一个重要消耗材。由于集成电路 工艺的目的是平坦化,不同于传统光学玻璃与硅晶片的抛 光作用。平坦化的作用即要将晶片表面轮廓凸出部份削平, 达到全面平坦化。理想的研磨垫是触及凸出面而不触及凹 面,达到迅速平坦化的效果。因此光学玻璃所使用的研磨 垫,并不适合集成电路平坦化的工艺需求。就研磨垫的应 用言,对材料化学性质的需求较为单纯,一般只要耐酸碱, 有一定的稳定性。但对其物理性质的要求较为严格。
铁路动车组座位分布图(CRH1 CRH2A CRH2B CRH2C CRH2E CRH3C CRH5A)

214321344321567897271706087655678141312111065666768910111213121110915161718196463626116151413141516171824232221205758596023222120192526272829565554532425262734333231304950515231302928484746453536373841424344323334354342414039403938371718192039383736444546474833343536242322214041424344535251504932313029252627284948474645545556575825262728323130295051525354636261605924232221333435365958575655646566676840393837606162636473727170691718192041424344696867666574757677781615141348474645707172737483828180799101112797877767584858687888765808182838493929190891234888786859495969798899091921021011009976777879585960617271706075747372646362615756555453656667686768697071575859604849505152646362616665646362565554534746454443575859605758596061495051523839404142565554535655545352484746453736353433495051524748495051414243442829303132484746454645444342403938372726252423414243443738394041333435361819202122403938373635343332323130291716151413333435362728293031252627288910111232313029262524232423222176543252627281920212217181920122423222118171615161514131718192010111213149101112161514139876587659101112123412348765123477767574727170697071727365666768696867666560595864636261606061626364555657555657585959585756555453525453525150505152535472717069495051454647484949484746456566676848474644434241404041424344646362614344453536373839393837363557585960424140343332313030313233345655545337383925262728292928272625495051523635342423222120212223243132331516171819201918174847464544302928394041424325262716153837363534242322121314293031323319202111109282726252418171667819202122231314151413543181716151412111091011122910111213789876518765654123412341231A:5/131A:3/7/11/151A:3/7/11/151B:3/7/8/11/12/131A:8/16乘务室残卫轮椅1A:1/9ZY 一等座车1B:2/4/5/6/101A:2/4/6/10/12/141A:2/4/6/10/12/14吧台ZE 二等座车ZEC 二等座车/餐车ZE 二等座车1B:11A:1/91E:11B:14ZE 二等座车ZY 一等座车司机室1B:161E:16ZE 二等座车新1A:4/12立桌1E:2-8吧台1A:8/16ZY 一等座车1B:15新1A:5/13新1A:4/12立桌1E:10-15WR 软卧车[代二等座]有立桌CRH1立桌轮椅轮椅ZEC 二等座车/餐车无立桌ZYE 一等/二等座车ZEC 二等座车/餐车吧台543215432154321543211098761098761098761098761514131211151413121115141312111514131211201918171620191817162019181716201918171625242322212524232221252423222125242322213029282726302928272630292827263029282726353433323135343332313534333231353433323140393837364039383736403938373640393837364544434241434241454443424145444342415049484746444546504948474650494847465554535251474849555453525155545352516059585756505152605958575665646362615354556564636261706968676656577069686766757473727158597574737271807978777651525354558079787776858483828146474849508584838281414243444590898887863637383940959493929143213132333435100999897969876526272829304321141312111021222324258765191817161516171819201211109242322212011121314151615141329282726256789102019181734333231301234524232221393837363568697071282726254443424140646566673231302949484746456061626336353433545352515056575859403938375958575655444342416463626160484746455150494321432143214645448765876587654342411211109121110912111094039381615141316151413161514133736352019181720191817201918173433322423222124232221242322213130292827262528272625282726252827263231302932313029323130292524233635343336353433363534332221204039383740393837403938371918174443424144434241444342411615144847464548474645131211525150495251504910985655545356555453765605958576059585743646362616463626121686766656867666572717069727170697675747376757473807978777877838281新2A:1/9新2A:2/10,4/12,6/14ZE 二等座车2A:5/13新2A:5/13ZYE 一等/二等座车2A:8/16新2A:8/162A:7/152A:3/11新2A:3/112A:6/14ZE 二等座车ZE 二等座车[残]ZEC 二等座车/餐车ZY 一等座车[残]ZY 一等座车ZY 一等座车常规特殊CRH2AZY 一等座车ZY 一等座车2A:3/112A:1/92A:1/92A:2/10ZE 二等座车新2A:7/152A:2/10,4/12,6/143车同CRH2A常规型7/15车;4/6/10/12/14车同CRH2A常规型2/10,4/12,6/14车5/7/9/11/13/15车同CRH2A常规型3/11车;无ZEC,有CA,CA定员略4321432154321876587651098761211109121110915141312111615141316151413201918171620191817201918172524232221242322212423222130292827262827262528272625353433323132313029323130294039383736363534333635343345444342414039383750494847464443424155545352514847464560595857565251504965646362615655545360595857646362616867666554321543211098761098761514131211151413121120191817162019181716252423222125242322213029282726302928272635343332313534333231403938373640393837364544434241454443424150494847465049484746555453525155545352516059585756656463626170696867665432175747372711098768079787776151413121185848382812019181716252423222130292827263534333231515253545540393837364647484950454443424141424344455049484746363738394055545352513132333435605958575626272829306564636261212223242570696867661617181920757473727111121314158079787776678910858483828112345908988878668697071959493929164656667100999897966061626356575859432187651211109161514132019181743212423222198765282726251413121110323130291918171615363534332423222120403938372928272625444342413433323130484746453938373635515049444342414049484746455453525150595857565564636261602C:8/16ZE 二等座车[残]ZY 一等座车[残]2C:7/15ZE 二等座车ZEC 二等座车/餐车2C:3/11ZE 二等座车ZE 二等座车2C:5/132C:1/92C:2/10,4/12,6/14ZY 一等座车2B:22B:16CRH2BCRH2C2B:1ZY 一等座车ZE 二等座车5859605556575253544950514647484344454041423738393435363132332829302526272223241920211617181314151011127894561235432132110987665415141312111234587201918171667891025242322211112131415131211109302928272616171819201817161514353433323121222324252322212019403938373626272829302827262524454443424131323334353332313029504948474636373839403837363534555453525141424344454342414039605958575646474849504847464544656463626151525354555352515049706968676656575859605857565554757473727161626364656362616059807978777666676869706867666564717273747576777879801243123457656789101210981112131415345613121116171819207891016151421222324251112131419181726272829301516171822212031323334351920212225242336373839402324252628272641424344452728293031302946474849503132333434333235363738373635394041424039384344454643424147484950464544CRH3C2E:2-72E:9-15WR 软卧车[代二等座]3C:5/13[部分车号]3C:4/123C:5/13[部分车号]ZEC 二等座车/餐车ZE 二等座车ZY 一等座车ZY 一等座车3C:3/7/11/15吧台残ZE 二等座车[1-8特等座]3C:8/16CRH2E 1/16车座位布局和定员同CRH2A常规型 1/9车ZE 二等座车3C:1/93C:2/6/10/14CRH2E432132139404142987658765434353637381413121110131211109293031323319181716151817161514242526272824232221202322212019192021222329282726252827262524141516171834333231303332313029910111213393837363538373625344567844434241404342414039123494847464548474645445453525150535251504959585756555857565554321646362616063626160598765469686766656867666564131211109747372717073727170691817161514787776757423222120198382818079282726252488878685843332313029575859609392919089383736253453545556434241403949505152484746454445464748535251504941424344585756555437383940543216362616059333435361098766867666564293031321514131211737271706925262728201918171674212223242524232221171819203029282726131415163534333231910111240393837365678454443424154321123450494847461098765554535251151413121158575620191817166160592524232221432164636230292827268765676665353433323112111097069684039383736161514137271454443424120191817747350494847462423222155545352512827262560595857563231302965646362613635343336373839407069686766403938373132333435757473727144434241262728293080797877764847464521222324258584838281525150491617181920908988878656555453111213141567891012345717273746667686970216162636465435657585960765515253545510984647484950131211414243444516151436373839401918173132333435222120262728293025242321222324252827261617181920313029111213141534333267891037363512345403938434241464544484750495A:6/145A:1/95A:2/3/5/10/11/13ZEC 二等座车/餐车ZE 二等座车5A:8/165A:4/12ZYE 一等/二等座车ZE 二等座车新5A:2/10[部分车号]5A:7/15ZE 二等座车ZE 二等座车ZY 一等座车ZE 二等座车新5A:8/16新5A:3/5/11/13ZY 一等座车新5A:1/9新5A:2/10[部分车号]CRH5AZY 一等座车ZEC 二等座车/餐车新5A:7/15新5A:6/14新5A:4/12。
深圳新机场T航站楼分布图精选版
深圳新机场T航站楼分
布图
Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
深圳新机场T3航站楼分布图11月28日起,所有在深圳乘坐飞机的旅客,将需要去新的被誉为“飞鱼”的T3航站楼候机了。
据悉,T3航站楼的启用日期为11月28日,11月27日22:00-28日6:00机场将关闭,机场将实现“一夜转场”。
建议,在新航站楼内办理乘机手续的截止时间将提前至起飞前的45分钟,最好提前2小时到达机场候机。
T3候机楼四层分为八个值机岛:负一层:1.地铁11号线深港快线(预留);2.航站楼捷运系统(预留)一层:国际联检大厅;国际行李提取厅;国际到达迎客厅;国内远机位候机区(十字指廊);国际远机位候机区(东翼廊)二层:国内旅客到达;国内航班行李提取;国内迎客区三层:国际(地区)航班出发联检(主楼);国内航班候机区;国际航班候机区(东翼廊)四层:1、办理乘机手续;2、国内出港安全检查;3、行李打包;4、行李寄存及失物招领;5、超大行李托运A岛:南航国内航班值机B岛:1-12号为南航国内航班值机区;13-24号为春秋航、海航、川航、厦航、成都、西部航空团队柜台值机区C岛:海航、川航、厦航、成都航、西部航值机D岛—E岛:国际航班F岛:东航、上航、联航、吉祥航、奥凯航、河北航、山东航、西藏航值机G岛—H岛:深航、国航值机T3候机楼共有7个门,每个门分别靠近不同的值机岛:1号门:南航2号门:南航、海航、厦航3号门:川航、成都航、春秋航、西部航4号门:国际港澳台航班5号门:东航、上航、山东航、吉祥航、河北航6号门:深航、西藏航、奥凯航、联航7号门:深航、国航、昆明航。
分布图分析法

(公式27)
F(z)为图44中阴影线部分的面积。对应不同的z值,可在表中查出相应的概 率F(z)。F(z)可用于计算正品率或废品率。
正态分布的随机变量的分散范围为±3σ,即 加工尺寸(或偏差)落在该范围的可能性(置信 概率)为99.73%。这就是所谓的±3σ原则。6σ 代表了某种加工方法在一定条件下(如毛坯余量, 切削用量,正常的机床、夹具、刀具等)所能达 到的加工精度。所以一般情况下,选择的加工方 法的标准差应满足:
分布图分析法
2.5.2 分布图分析法
1.实验分布图(直方图)
(1)有关术语
①样本 成批生产中抽取其中一定数量零件进行测量,抽取的这批零件称之;
②样本容量 n 抽取的零件件数;
③极差 R 由于各种误差的影响,加工尺寸或偏差总在一定范围内变动(称为
尺寸分散),即为随机变量x。样本尺寸或样本偏差的最大值xmax与最小值 xmin之差称为极差:
图44 正态分布曲线
6σ≤T ( T为工件公差值)
(2)非正态分布 工件的实际分布,有时并不近似于正态分布。例如:
a)
b)
c)Байду номын сангаас
d)
图45 非正态分布
①将两次调整机床下加工的工件混在一起,如两次常值系统误差之差值大于 2.2σ, 工件尺寸(或偏差)就会得到双峰曲线(45a图);若把两台机床加 工的工件混在一起,由于机床精度也不同(随机误差的影响也不同,亦即σ不
12
(2)直方图的绘制 ①收集数据 从总体中抽取样本,确定样本容量; ②确定分组数k、组距d、各组组界和组中值; ③记录各组数据,整理成频数分布表(如表2); ④根据上表数据画出直方图(见图42); ⑤在图上作出最大极限尺寸及最小极限尺寸的标志线,并计算x 和S。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过道 生产办公区
大宇(新) Z046 大宇(新) Z041 大宇(新) Z037 大宇(新) 大宇(新) 大宇(新) Z048 大宇(新) Z047 参
Z042 Z033 Z025 Z017 Z011 Z005 道 道 C010 C002 Y077 Y101 Y100 Y099 Y098 Y097 Y096 Y095 Y094 Y093
工艺11号机 北京精雕 工艺10号机 工艺9号机 工艺8号机 工艺7号机 工艺6号机 工艺5号机 工艺4号机 工艺3号机 工艺2号机 工艺1号机
Z031 Z023 Z016 Z010 Z003
Z030 Z022 Z015 Z009 Z005
Z029 Z021 Z014 Z008 Z001
大宇(新) 大宇(新) Y119 Y118 Y117 Y116 Y115 Y114 Y113 Y112 Y111
C003 C004 C005 Y120 Y121 Y122 Y123 Y124 Y125 Y126 Y127 Y128
台创造3台北京精雕1台 Y057 Y058 Y059 Y060 Y061 Y062 Y063 Y070 Y069 Y068 Y067 Y066 Y065 Y064
Z032 Z024
Z004 道 道 Z050 Z049 Y102 Y103 Y104 Y105 Y106 Y107 Y108 Y109 Y110
一车间大宇机77台创造48台 Y005 Y004 Y003 Y002 Y001 Y006 Y007 Y008 Y009 Y010 Y017 Y016 Y015 Y014 Y013 Y012 Y011 Y018 Y019 Y028 Y027 Y026 Y025 Y024 Y023 Y022
二车间大宇机80台创造3台北京精雕1台 Y056 Y055 Y054 Y053 Y052 Y051 Y050
观
Y071 Y072 Y073 Y074 Y075 Y076 Y077
大宇(新) 大宇(新) Y078 Y079 Y080 Y081 Y082 Y083 Y084
C008 C009 Y092 Y091
二车间机台分布图 辛会亮保养机台 陆建武保养机台 汪裕保养机台 胡春华保养机台 李集保养机台 蒋飞洋保养机台
Y020 Y021 过
一车间几台分布图 Y029 Y042 Y043 Y030 Y041 Y044 Y031 Y040 Y045 Y032 Y039 Y046 Y033 Y038 Y047 Y034 Y037 Y048 Y035 Y036 Y049 道 Z045 Z040 Z036 Z028 Z044 Z039 Z035 Z027 Z019 Z013 Z007 通 过 Z043 Z038 Z034 Z026 Z018 Z012 Z006