ZB25/ZB45型包装机条盒反包检测装置的研发
ZB25型软盒包装机教材目录--审定

上海烟草机械有限责任公司9/25/2016目录第一章ZB25型包装机组概述第一节 ZB25型包装机组的技术引进、机组特点和发展趋势一、G.D X1包装机组的技术引进二、ZB25型包装机组的主要特点(一)轮子包装方式(二)烟支在烟库中一次被推出一排烟(三)凸轮双滚柱结构和精确的相位调整(四)基础件和各种不同的专用件可组成不同规格的机组(五)良好的稳定性和可靠性(六)机、电、气一体化的高科技产品(七)卷烟机和包装机自动化联接第二节 ZB25型软盒硬条包装机组的组成一、机组的包装形式和工艺流程(一)包装形式(二)包装工艺流程二、机组组成、电控系统及布局(一)机组组成及中意型号对照(二)机组的电控系统(1)FZ逻辑系统(2)MICRO Ⅱ电控系统(三)机组的布局第三节 ZB25型软盒硬条包装机组的主要技术性能一、机组主要技术参数二、机型变化第四节机组使用条件和对原辅材料的要求一、机组使用条件二、机组对原辅材料的要求第二章 YB15型卸盘机第一节 YB15型卸盘机概述一、机器各类形式的变化(一)烟盘进给方向(二)直盘下落和7°斜盘下落(三)烟盘规格二、机器的总体布局(一)底座(二)支架和烟盘输送机构(三)翻盘齿轮箱(四)翻盘器(五)横向移动机构三、主要技术性能(一)烟支规格:(二)烟盘规格:(三)电动机功率和转速(四)机器外形尺寸第二节 YB15型卸盘机工作原理一、工艺流程二、工作原理第三节 YB15型卸盘机传动系统一、翻盘机构传动系统(一)传动链(二)传动路线1.烟盘挡板7的打开和关闭2.翻盘器翻转运动(三)计算分析二、烟盘输送机构(一)传动链(二)传动路线(1)电气凸轮运动(2)烟盘输送(三)计算分析1.轴Ⅱ的转速2.轴Ⅳ的转速3.链条线速度V4.每分钟烟盘输送链送烟盘到工位2的次数三、横向移动机构(一)传动链(二)传动路线第四节 YB15型卸盘机主要结构一、翻盘机构(一)翻盘齿轮箱(二)翻盘器二、烟盘输送机构(一) 安全离合器(二)拨轮与槽轮的啮合三、横向移动机构第五节 YB15型卸盘机的安装和调试一、安装(一)总体安装(二)翻盘齿轮箱和翻盘器的安装(三)横向移动机构的安装二、调试(一)翻盘器的调整(二)托盘定位的调整三、维护第三章 YB25型软盒包装机第一节 YB25型软盒包装机概述一、概述二、总体布局(一)右机身部件(二)中间机身和三号轮部件(三)左机身和四号轮部件(四)烟库及烟组成形(五)内衬纸部件(六)内衬纸折叠部件(七)商标纸部件(八)封签部件(九)烟包输出部件三、主要技术参数第二节 YB25型软盒包装机工艺流程和工作原理一、工艺流程二、包装原理(一)烟支模盒成形(二)内衬纸包装(三)商标纸包装(四)贴封签(五)烟包输出第三节 YB25型软盒包装机传动系统一、主传动传动链(一)传动路线1.一号轮传动2.二号轮传动(1)基准相位的确定①机器起始相位②机器基准相位③主电机装置3.三号轮传动4.四号轮传动(二)传动计算1.最高转速400r/min计算。
ZB25、ZB45香烟包装机CH部分OPP卷纸自动拼接装置

[ 1 ] 黄德 良, 主编 . 《 Z 8 2 5 型包 装机组 》 . 中国科学技术 出版社 出版 .
[ 2 ] 《 西 门子 S 7 —2 0 O 可 编 程 控 制 器 编 程 手 册 [ 3 ] 《 F E S T 0 主 要产 品 目录 2 0 0 7 . ( 0 7 ) .
【 摘 要】Z B 2 5 、 Z B 4 5 香烟 包装机型C H部分OP P 卷纸 包装 机采 用的是手 动拼 接 方式, 该操 作方式 为人 工操作 、 效率低 。 为此, 研制 了一套Z B 2 5 、 Z B 4 5 香 烟 包装 机C H部 分OP P 卷纸 自 动 热拼接 装 置, 实现 了OP P 卷纸 转换过 程 中, C H停机 、 OP P 卷纸 粘合和切 割 动作 、 自动运 行一 气呵成 。 该装 置 结构 简单, 操 作 方便, 实用性 高, 很 大程度 上提 高 了设 备运 行效 率, 减 少 了工人 劳动 强度 。
图 1 电控 流 程 图
2 O l 5 年3 月上第 0 5 期  ̄ , g z 0 9 N 2 5
低了设备的运行效率 。
系统分为手动拼接和 自动拼接两部分, 手动部分通过外部手动
自动部分 上 、 下切纸 区分 是通过原机 3 S 2 4 1 、 待用 纸张采用负压 吸附, 在上 、 下两层 透明纸中间装一块吸附 开关进行选 择操作 , S 2 4 2 来判断的。 当P L c 输入点手动触发或 自动触发后, 控制输出, 断 板 ,板上 装有负压接 口,通过手 动负压 开关切换来实现上下 纸张 3
自 动触 发后 , 逻辑动作 同上 , 只是输 出驱动下切纸气缸进行切纸 。
整体动作完成时间为5 s 左右, 这个时间能够很好的保证主机正常运
ZB45型包装机一号轮烟组套口保险装置的设计

ZB45型包装机一号轮烟组套口保险装置的设计发布时间:2022-11-10T09:19:25.779Z 来源:《科学与技术》2022年14期7月作者:韩俊汪洋戴子文方飞飞[导读] 安徽中烟滁州卷烟厂的ZB45卷烟包装机的模盒输送带上烟支组由烟支推送杆推送韩俊汪洋戴子文方飞飞安徽中烟工业有限责任公司滁州卷烟厂滁州市 239000摘要:安徽中烟滁州卷烟厂的ZB45卷烟包装机的模盒输送带上烟支组由烟支推送杆推送,进入1号轮烟支夹的过程中,由于烟支组中混杂褶皱、破损等缺陷烟支可能导致1号轮受高速烟支组打击而受损或者机器故障停机等问题。
本文基于这个现场生产问题,设计出一种ZB45烟支包装机1号轮烟组套口保险装置,可实现遇缺陷烟支自动停机,从而保护1号轮不被损坏。
关键词:ZB45包装机,1号轮,套口保险装置,缺陷烟支组1 引言在设备正常运作过程中,在设备的一些旋转或者传动部位,由于人为操作失误或者缺陷产品流入,可能会对设备造成损坏,绝大部分的设备都设置有自动保护停机联锁装置[1,2]。
本文针对混杂破碎、褶皱等缺陷烟支的烟支组进入1号轮的过程中可能会对1号轮造成冲击损坏或者设备停机的问题[3,4],设计出一种ZB45烟支包装机1号轮烟支组套口保险装置,可实现遇缺陷烟支组可及时自动停机,来保护1号轮不被损坏的目的。
2 设计背景(1)现有设备1号轮进烟原理[5]设备在运行过程中,1号轮轴向承接来自膜盒输送带上7-6-7烟支组,烟支组在烟支伸缩杆的推动作用下,经烟支组套口进入1号轮的烟支夹中,烟支组正好在烟支夹内,烟支组的高度和烟支夹上下卡爪的高度基本一致,从而烟支夹对烟支组起到稳定作用,然后经1号轮逆时针旋转转位之后交接到2号轮,其中,1号轮每旋转180°承接来自膜盒输送带上的1组烟支组,此外,该机型的包装机1号轮的转动速度很快。
因此,烟支组的纵向高度不能有大误差,否则会影响烟支组顺利进入1号轮中。
(2)1号轮进烟问题在设备运行过程中,由于膜盒输送带上的烟支只有空头等检测,因此,可能有些烟支组中混杂了其他缺陷烟支,通过长期的现场生产发现,这些烟支主要为一些破碎、褶皱或倾斜烟支,这些缺陷烟支基本会导致烟支组纵向高度增大,导致烟支组的纵向高度大于烟支夹上下的高度;因而,烟支组在烟支伸缩杆推送至1号轮过程中会冲击1号轮的烟支夹,特别在高速运转过程中,高速烟支瞬间停止,释放巨大动能,可对烟支夹造成永久性损坏。
ZB45包装机烟库电机控制系统的改进

吉林大学远程教育本科生毕业论文(设计)中文题目ZB45包装机烟库电机控制系统的改进学生姓名肖二凯专业电气工程及其自动化层次年级专升本1303学号201208279822指导教师马彦职称工程师学习中心漯河水利技工学校成绩2015年4月8日摘要摘要ZB45硬盒卷烟包装机组是目前国内卷烟工业企业中广泛应用的高速卷烟包装设备之一。
然而在长期使用的过程中发现,下烟库拨烟辊电机控制是由直流驱动实现,调速不方便,直流电机驱动器抗干扰和耐热能力不强,碳刷易磨损,严重可造成电枢环火,由于电机安装是平置的,碳刷电枢部分容易进油直接造成电机损坏,驱动器也极易损毁,故在设备运转中常常由于晃烟电机运转不稳定导致整套设备的稳定性差,维护频率增高。
而直流驱动器和直流电机不但价格昂贵,维修成本始终居高不下之外,而且其备件组织的周期也长。
随着烟草行业对产品质量的要求越来越高,以及对设备的稳定性、设备维护成本的要求越来越高,这就需要减少设备的故障率和减少设备的维护率,为此,通过采用变频器和交流电机技术,取代了价格高的原装直流控制系统,解决了因直流电机碳刷严重磨损而停机之难题,减少了维修、维护的时间,提高了设备有效作业率。
关键词:ZB45包装机抖晃电机变频器 F/V转换器目录第一章前言 (1)1.现状分析 (1)2.设计缺陷 (2)3.国内研究现状分析 (2)第二章技术方案 (3)1.技术方案设计 (3)2.电控系统的设计 (3)2.1 原烟库电机控制分析 (3)2.2烟库电机的运行特性 (5)2.3新系统元件的选取 (5)2.4 新系统电控构成 (5)2.5新系统运行原理分析 (7)3 F/V频压转换模块说明 (7)4 变频器的工作原理说明 (8)结论 (9)参考文献 (10)致谢 (11)第一章前言ZB45包装机是我国于上世纪八十年代从意大利引进的香烟包装设备,该设备在我国各个卷烟生产企业中都有应用。
但是,随着时间的推移以及现代科学技术生产力的高速发展,此包装机机组的技术缺陷日益突出。
ZB45包装机散包检测剔除的改进

ZB45包装机散包检测剔除的改进摘要:在卷烟企业质量管理过程中,单个烟包的散包缺陷属于比较严重的质量缺陷,在正常生产过程中会由于机械精度和原辅材料的原因,会偶而出现散包烟包。
目前我们企业硬盒翻盖烟主要的包装设备是ZB45(意大利GDX2机型),虽然经过设备改造,增加了散包烟包的检测剔除功能,但是偶然会出现散包烟包剔除不彻底,导致的质量问题。
针对这种情况,本文通过分析查找散包烟包漏剔的原因,通过在原来检测的基础上面,加以改进,检测面由烟包的一个面变为两个面,剔除的烟包增加了一组提前量,变成了三组六包烟包,从而实现散包烟包的完全剔除,杜绝了产品成品中散包烟包,提高了产品质量。
关键词:包装机散包烟包质量剔除 plc程序一、背景介绍ZB45硬盒硬条包装机组包括四个部分,YB45硬盒包装机,CH盒外透明纸包装机,CT硬条盒包装机,CV条外透明纸包装机。
该机型可以高速稳定的完成从烟支进给到产品包装的全部生产过程,可以避免人工接触烟支,具有自动检测,自动剔除和故障自动诊断功能,是目前我们国家烟草硬盒包装设备中的主力机型。
二、现状分析ZB45机型一直承担着我们单位好猫系列高档品牌的生产任务,比如盛世好猫,如意好猫等,产品的质量一直是我们关注的焦点,质量的改进和提升一直是我们努力的目标。
在日常的点检工作中,我们不断发现问题,解决问题。
比如散包检测,点检时曾经出现测试的散包烟包(人为做的散包烟包)经过剔除口后,后面才剔除了两叠烟包(一叠是两个烟包),即漏剔现象。
(小盒散包是指小包玻璃纸包裹松散,玻璃纸没有紧贴正确的包裹烟包)。
这种烟包由于玻璃纸没有紧贴烟包,通过两组对射的光纤分别检测烟包的上下两个面,通过放大器检测到散包烟包,通过移位后在辅机CH剔除口剔除两叠烟包。
同时,原来的检测只有烟包上面一个面检测,假如烟包下面松散造成散包,不能有效的剔除,也存在质量风险经过现场的判断分析,判断出现漏剔现象可能的原因有以下几个方面:1:编码器传送同步数据误差,造成错误剔除或者漏剔现象。
YB45包装机条盒定位装置关键参数优化

YB45包装机条盒定位装置关键参数优化ZB45包装机条盒包装是卷烟包装的重要一环,但常因定位不准确产生包装质量问题。
条盒定位装置主要有接纸钩、侧导板和导纸板,它们的相对位置决定条盒最终包装位置。
通过响应曲面分析,寻找最优参数组合:接纸钩位置113mm,侧导板位置1.5mm,导纸板位置2.15mm。
经验证,参数优化效果良好。
标签:ZB45包装机;条盒定位装置;关键参数ZB45包装机组装备技术引自意大利,国外机型代号是GDX2,是经授权后国产化的成熟机型。
这种卷烟包装机的特点是稳定性强,自动化程度高,运行速度中速,产品质量可靠性好,当前我厂有该进行共8组,运行多年来,为我厂卷烟包装作出重大贡献。
现在部分机组的使用年限已经到了十几年,经过长期运行后,设备老化,零部件磨损等原因,使得该机型出现一系列的包装质量问题,尤其是条盒包装,常出现条盒包偏,条盒包装破损等质量缺陷的产品。
后步工序中虽有质量检测提出在装置,但是有少数没有被检测剔除掉,流入到市场,影响企业带的品牌形象。
因此,需要进行系统分析,从源头解决条盒包偏等质量问题。
1 条盒点位关键参数试验的响应曲面法(Response surface methodology,RSM)分析在ZB45包装生产过程中,条盒定位装置主要有接纸钩、侧导板和导纸板三个部分组成,这三个之间的相对位置决定条盒最终包装位置,其中接纸勾位置指沟槽底部顶平面到预折叠框内部下平面的距离,侧导板位置是指侧导板与条盒纸两侧短边之间的距离,导致板位置是指导致板凸出成型通道入口上导板后端的距离。
1.1 试验设计及数据收集由于只有三个因子,进行响应曲面法(RSM)设计,分析定位装置参数的变化对包装机流通合格率(Rolled throughtout yield,RTY)的影响。
采用RSM 的中心复合表面设计(Central Composite Face Centered,CCF),通过Minitab 16设计试验点,然后进行试验,试验机台为6#ZB45包装机机组进行,试验数据如表1。
ZB25、ZB45包装机一号轮工装的设计及应用

捍卫生活品质 推动产业升级探讨96《轻工标准与质量》2020年第6期ZB25、ZB45包装机一号轮工装的设计及应用唐国帅(长春卷烟厂,吉林长春 130000)摘要:ZB25、ZB45型包装机组是中国烟草总公司引进意大利G.D 公司专有制造技术,由上海烟草机械有限责任公司转化生产的卷烟包装设备。
其一号轮的作用是轴向承接来自模盒输送带的烟组,做逆时针间歇转动,转位后径向交接到二号轮的作用。
一号轮在维修时,因一号轮轮体空间尺寸限制以及拨轴与轴衬在生产时会产生磨损和锈蚀,所以使用普通工具进行拆卸拨轴会增加拆卸难度,工作费时费力,又容易损坏零件,根据以上问题制作一套工装,工作方便快捷且不损伤零件。
关键词:一号轮;拨轴;工装中图分类号: TS243+.5 文献标识码:A DOI :10.19541/ki.issn 1004-4108.2020.06.017一号轮在设备运行过程中经常会出现拨轴与轴衬严重磨损、拨轴与轴衬之间抱死的现象,同时因一号轮结构限制,所以通常采用敲打或撬动的方法拆卸拨轴。
这种拆卸方法费时费力而且会对一号轮轮体造成不同程度的损伤,轮体损伤严重时需要对轮体进行更换,这样会增加维修成本,所以如何缩短维修时间和减少零部件损坏成了最需要解决的问题。
1 存在的问题一号轮在设备运行过程中经常会出现拨轴与轴衬严重磨损、拨轴与轴衬之间抱死的现象,而一号轮控制夹紧爪的拨轴与轴衬间出现磨损或抱死后,会造成夹紧爪开启或闭合角度的时间不正确,进而造成烟支触头、烟支刮伤、掉烟、一号轮的夹紧爪卡死等问题。
拆卸拨轴时易出现如下问题。
在维修一号轮时,首先要拆卸拨轴,由于拨轴与轴衬间经常发生磨损锈蚀、抱死等现象,所以不能轻易将拨轴取出,因而拆卸拨轴困难。
受一号轮结构限制,通常采用敲打或撬动的方法拆卸拨轴,这种拆卸方法费时费力而且会对一号轮轮体造成不同程度的损伤,轮体损伤严重时需要对轮体进行更换,进而增加维修成本。
2 原因分析如图1所示,夹紧爪1分别固定在拨轴11和12上,而拨轴11和12分别与轴衬7和9配合,凸轮4安装在控制轴2上,在拉簧3的拉力作用下,4根拨轴上的滚轮始终与各自的凸轮曲线接触。
ZB45 包装机组自动储包补包装置的设计研究
1引言ZB45包装机组是当前我国烟草包装生产的主要设备,其主要包括主机部分和辅机部分,烟包传输通道是ZB45包装机的重要组成部分。
然而由于基于烟草生产车间场地的限制,ZB45包装机烟包输送通道的长度有限,因此,当辅机部分出现故障停机时,烟包通道无法对主机正常生产的烟包进行存储,导致主机停机次数增多,造成原辅材料浪费。
为了解决该问题,进行了多次改进,例如,通过在烟包输送通道设计在线缓冲装置,但是其仍然存在不少缺陷,尤其是无法解决辅机停机后的自动补包问题。
因此,本文结合多年工作实践,立足于ZB45机组所存在的辅机故障而导致原材料浪费等现象,提出一种自动储包补包装置,以此达到节能增效的生产效果。
2问题分析ZB45包装机是烟草企业生产的关键设备,随着智能化技术的不断发展,ZB45包装机的性能越来越完善。
结合多年工作实践,其工作流程主要是YB45硬盒包装机所生产的烟包经过输送通道传递给辅机YB55盒外透明纸包装机,以此完成条烟的整个生产。
然而由于在更换原辅助材料或者因辅机出现故障时就会迫使主机不得不停机。
而主机停机后如果停机的时间大于90s 就会造成系统会自动剔除18包干胶烟包,这样无疑会增加生产成本支出,造成原材料浪费[1]。
我们根据ZB45包装机整个生产流程不难看出,在现有技术条件下,辅机无法实现不停机的情况下,需要设计一种自动储包补包装置,以此解决因主机停机而造成的原材料浪费的问题。
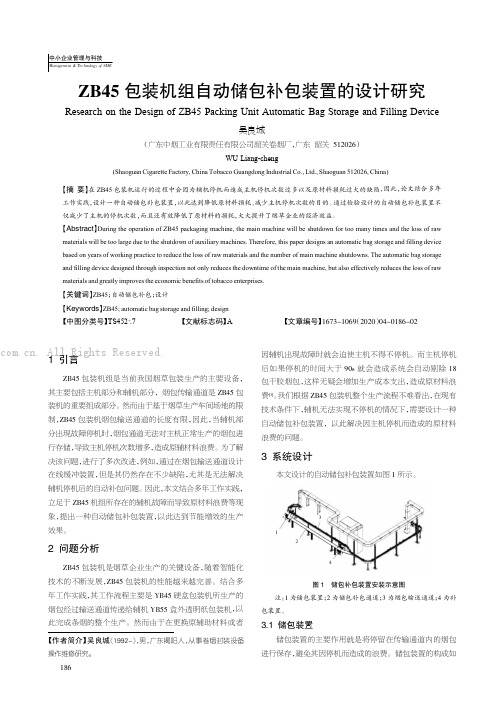
3系统设计本文设计的自动储包补包装置如图1所示。
图1储包补包装置安装示意图注:1为储包装置;2为储包补包通道;3为烟包输送通道;4为补包装置。
3.1储包装置储包装置的主要作用就是将停留在传输通道内的烟包进行保存,避免其因停机而造成的浪费。
储包装置的构成如【作者简介】吴良城(1992-),男,广东揭阳人,从事卷烟封装设备操作维修研究。
ZB45包装机组自动储包补包装置的设计研究Research on the Design of ZB45Packing Unit Automatic Bag Storage and Filling Device吴良城(广东中烟工业有限责任有限公司韶关卷烟厂,广东韶关512026)WU Liang-cheng(Shaoguan Cigarette Factory,China Tobacco Guangdong Industrial Co.,Ltd.,Shaoguan 512026,China)【摘要】在ZB45包装机运行的过程中会因为辅机停机而造成主机停机次数过多以及原材料损耗过大的缺陷,因此,论文结合多年工作实践,设计一种自动储包补包装置,以此达到降低原材料损耗、减少主机停机次数的目的。
烟包外观检测器废品剔除反馈系统的研制

烟包外观检测器废品剔除反馈系统的研制摘要:高质量发展已成为当前烟草行业的主题,卷烟企业对烟包包装中的外观瑕疵有严格的控制,为了避免由于剔除机构失效,造成缺陷烟包直接流入下道工序的质量隐患,有必要对烟包外观检测器完善改造。
通过增加烟包检测器剔除机构反馈系统,有效地避免了不合格品直接进入下道工序,提高了产品的质量。
关键词:气压传感器外观检测器反馈1.前言当前,我厂ZB25及ZB45型包装机烟包外观质量检测采用大树智能科技有限公司的ZN0260在线检测系统,采用“相机+图像采集卡+PC图像处理软件”的检测模式,该系统有如下优点:1双核的工控机,大大提高了系统的运算速度及图片处理能力。
2配置了3个相机,可对烟包的五个面进行拍照检测,检测范围广3相机补光采用LED光源,可频闪,衰减小,寿命长。
其电气工艺流程如下,当有烟包到达通道入口时,相机拍照后并系统分析处理,如判断为废品且烟包到达剔除口处时将触发剔除电磁阀将缺陷烟包剔除。
然而实际生产中,存在已检测出有缺陷烟包记录但却没有正常剔除的情况,造成该情况的原因主要有:1、气源无气;2、气源气压过低;3剔除电磁阀蕊脏动作不灵活4、剔除电磁阀损坏。
出现这些情况时烟包外观检测并不能识别出来,仍认为已剔除缺陷烟包,此时设备即不报故障也不停机,缺陷烟包将流入下游辅机,后续工段已没有针对烟包外观的缺陷的检测,该缺陷烟包无法剔除,最终流入市场,给卷烟品牌质量形象造成不良影响。
为此,有必要对原烟包外观检测进行改造,通过增加剔除反馈系统,使得在剔除机构失效的情况下,包装机及时报警停机处理。
2.烟包外观检测器工作流程烟包外观检测器安装在包装机主机与辅机之间的烟包通道,当入口光纤检测到有烟包经过时,触发相机拍照,然后图像分析系统将拍照图片数据与设定参考图数据比对,如果超出设定值范围则判定为缺陷烟包,当烟包触发出口通道的光纤时,控制板输出信号驱动剔除电磁阀,在剔除口处将废品剔除。
其流程如下图:3.废品剔除反馈系统的工作流程原有的烟包外观检测器不能识别出缺陷烟包是否已被正常剔除,因此需要增加相应的反馈机制,以确保包装机能及时停机处理,相应流程如下:4.线路设计在剔除电磁阀的出气口上并接一个气压传感器进行检测,用于判断剔除有效性。
ZB45机型条透明纸输送装置的改进
ZB45机型条透明纸输送装置的改进摘要: ZB45硬包装机组条透明纸包装机(YB95A)是一台包装质量较好的透明纸包装设备,具有国际上九十年代初的先进水平,在包裹过程中,机上设有电器检测与控制装置,借助光电管、限位开关、接近开关等电器电子元件来实现裹包过程的全部自动化。
在合作加工品牌卷烟时,由于工艺要求需要使用彩膜条透明纸,而彩膜条透明纸需要进行定位裁切包装,因此条透明纸展开输送机构由原来的主传动驱动,改为由伺服电机独立驱动。
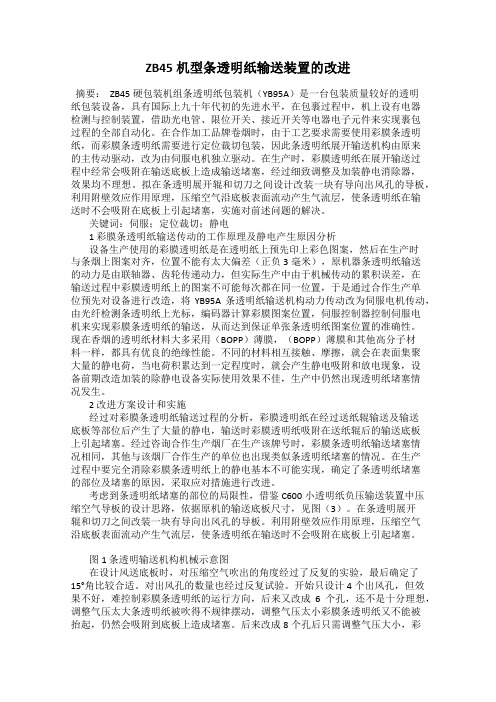
在生产时,彩膜透明纸在展开输送过程中经常会吸附在输送底板上造成输送堵塞,经过细致调整及加装静电消除器,效果均不理想。
拟在条透明展开辊和切刀之间设计改装一块有导向出风孔的导板,利用附壁效应作用原理,压缩空气沿底板表面流动产生气流层,使条透明纸在输送时不会吸附在底板上引起堵塞,实施对前述问题的解决。
关键词:伺服;定位裁切;静电1 彩膜条透明纸输送传动的工作原理及静电产生原因分析设备生产使用的彩膜透明纸是在透明纸上预先印上彩色图案,然后在生产时与条烟上图案对齐,位置不能有太大偏差(正负3毫米),原机器条透明纸输送的动力是由联轴器、齿轮传递动力,但实际生产中由于机械传动的累积误差,在输送过程中彩膜透明纸上的图案不可能每次都在同一位置,于是通过合作生产单位预先对设备进行改造,将YB95A条透明纸输送机构动力传动改为伺服电机传动,由光纤检测条透明纸上光标,编码器计算彩膜图案位置,伺服控制器控制伺服电机来实现彩膜条透明纸的输送,从而达到保证单张条透明纸图案位置的准确性。
现在香烟的透明纸材料大多采用(BOPP)薄膜,(BOPP)薄膜和其他高分子材料一样,都具有优良的绝缘性能。
不同的材料相互接触、摩擦,就会在表面集聚大量的静电荷,当电荷积累达到一定程度时,就会产生静电吸附和放电现象,设备前期改造加装的除静电设备实际使用效果不佳,生产中仍然出现透明纸堵塞情况发生。
2 改进方案设计和实施经过对彩膜条透明纸输送过程的分析,彩膜透明纸在经过送纸辊输送及输送底板等部位后产生了大量的静电,输送时彩膜透明纸吸附在送纸辊后的输送底板上引起堵塞。
ZB25包装机输出通道增设检测装置及其应用
ZB25包装机输出通道增设检测装置及其应用摘要】针对ZB25包装机在包装过程中经常出现折叠不良造成的软盒顶部露烟、铝纸翻白、封签歪斜等包装质量缺陷,原有设备的质量检测装置不能完全检测出此类质量缺陷问题,分析漏检原因并进行改进实施,改进的原理是利用铝箔纸的导电性能,在机器的输出通道口增加检测装置,通过加装检测软盒顶部有无故障信号来判断其质量缺陷,利用原剔除装置剔除不合格软盒。
该检测装置弥补了原有机器在这一环节上的不足,有效控制了质量缺陷软盒输出至CH机。
【关键词】产品质量;封签歪斜偏离中心;铝箔纸翻白;烟支露出;检测探头前言卷烟企业正面临着国内外市场的激烈竞争,软盒外包装质量是卷烟产品外观质量中最重要的项目之一。
消费者对产品质量的要求越来越高,需要卷烟生产企业对生产的全过程进行有效控制,其中机器对产品各项质量检测的技术支持能力是其关键因素之一。
1. ZB25包装机组是目前国内卷烟行业软盒产品的主流机型,该机在包装软盒中虽具有自动化程度高,运行稳定等优点,但也存在着不足,其对软盒顶部露烟、铝纸翻白、封签歪斜等包装质量缺陷的检测自身存在着一定的缺陷,需增设新的检测装置,以保证产品质量,从而达到提高产品的竞争力和生命力。
1.1现状调查为确定和查找产生软盒包装质量缺陷的主要原因,对四台ZB25包装机进行跟踪调查,对机器输出通道中的各种存在质量缺陷的软盒进行归类、统计,通过统计的数据显示,软盒包装的质量缺陷主要集中在封签粘贴和铝箔纸包装。
1.2 造成软盒封签歪斜的问题软盒封签粘贴歪斜的主要原因是由操作人员的质量意识和原辅材料等所造成。
1.2.1 操作人员的原因表现在对机器的保养不及时,机器运行时对封签纸输送涂胶通道、封签纸定位库、叉形板吸风孔、机器的四号轮及软盒出口通道上的残余胶液不能及时清理等。
使封签纸输送吸风通道不顺畅,吸风管路有泄漏,真空压力减小,这是造成封签歪斜的一个主要原因。
另外,封签纸库调整不当等也会导致软盒封签粘贴的质量缺陷。
ZB45包装机下烟道检测装置的研制
ZB45包装机下烟道检测装置的研制摘要:ZB45包装机是上海烟机引进意大利GD公司90年代技术研发的国产设备,也是当前国内烟草企业卷包设备的主流机型。
随着卷烟产品结构不断提升和消费市场竞争日益加剧,为提高卷烟生产的品质及卷烟生产线产品质量,就需要强化卷烟生产设备的管理控制能力,对卷烟设备的部分功能进行升级改造。
基于电气自动化控制技术的迅猛发展,改造和升级设备电气控制功能,也成为设备维护人员的工作重点,通过开展技术创新的形式,保障设备控制系统满足不断提高的生产任务需求。
本篇文章重点探究了ZB45包装机下烟道检测装置存在问题及改进思路,同时提出了较为独特的解决措施,以提高烟机设备的在线检测控制水平。
关键词:烟草设备;ZB45包装机;电气控制系统;下烟道检测装置;光电技术应用;功能可靠性。
引言:随着科技水平的不断发展进步,先进的设备过程检测应用技术逐步替代传统老旧的检测方式,已经成为现代企业管理的一种选择趋势,以解决生产过程中的原材料浪费、设备运行效率不高、操作人员劳动强度大、产品质量缺陷等问题,从而减少过程浪费,降低生产运营成本,提高品牌品质,才能够扩大营销市场。
为此,就需要关注产品线上的薄弱环节,通过提出合理的改进措施,解决设备生产中出现的瓶颈问题。
一、ZB45包装机下烟道检测装置问题调查与分析在ZB45包装设备中,设计有二十个下烟道,在下烟道后部设计有二十根机械探针式检测器,用于检测烟库下烟道空时发出停机信号。
在使用过程中存在以下缺陷1、机械探针对烟支烟丝端容易造成损伤,加剧烟支的下陷、缩头等产品质量缺陷问题;2、机械探针式烟库下烟道检测器由于设计上的缺陷,探针氧化、锈蚀后非常容易失效。
而一旦下烟道检测器失效,烟支皮带盒模内就容易出现少支、乱支不停机、自检频繁停机等情况。
这样的后果是容易产生烟支挂烂、残支等严重质量问题以及盒模皮带跑位的设备损坏问题;3、由于机械探针式下烟道检测器的不稳定性因素,大大增加缺支烟包剔除量以及缺支烟包流入成品的不确定性。
ZB45包装机中支烟包翻转装置的改进

ZB45包装机中支烟包翻转装置的改进摘要:对ZB45包装机中支烟包翻转装置改进。
便于行业内其他兄弟厂家中支烟设备改进复制和推广,同时该项改进也可用于常规烟支设备改进参考。
关键词:ZB45包装机;中支烟;包翻转装置一立项原因ZB45包装机设备由YB45小盒包装机将由卷烟机输送过来的单根烟支包装成为小盒烟包,通过烟包输送通道将烟包输送到YB55小盒盒外透明纸包装机,进行小盒外透明纸包裹。
小盒烟包在烟包输送通道输送过程中为侧立状态,在即将进入YB55小盒盒外透明纸包装入口位置时,通过小盒烟包翻转装置将输送过来的烟包由侧立状态翻转为平铺状态。
平铺烟包连续进入YB55小盒盒外透明纸包装机入口处,由烟包推杆将输送到准确位置的单盒烟包推到同步输送带上,经同步输送带输送到YB55小盒盒外透明纸包装机成型轮处,进行小盒盒外透明纸包裹。
在生产过程中发现,ZB45中支烟包装机设备有小盒烟包翻盖在YB55小盒盒外透明纸包装机入口处被撕裂的现象,小盒烟包翻盖被撕裂后,由于YB55小盒盒外透明纸包装机没有专门检测小盒翻盖的检测器,小盒翻盖被撕裂的烟包不会被自动剔除,YB55小盒盒外透明纸包装机不会自动停机报警,导致小盒翻盖撕裂的烟包流入到下道工序,被输送至YB55小盒盒外透明纸包装机包装成型轮进行小盒盒外透明纸包裹,产生质量问题烟包,导致严重质量事故发生(图1所示为13号包装机市场反馈烟包)。
二改进内容1、原因分析经过对小盒烟包输送过程中的输送状态观察,发现单盒烟包在经过小盒烟包翻转装置后,烟包输送状态由侧立改为平铺状态,平铺在输送带上的小盒烟包,输送过程中并不是连续、紧凑的输入到YB55小盒盒外透明纸包装机入口处。
经过对YB55小盒盒外透明纸包装机入口位置的小盒烟包压紧器进行反复调整,调整小盒烟包经过压紧器时所受压力大小,并不能确保每盒烟包都能准确输送到YB55小盒盒外透明纸包装机烟包推杆位置,无法解决小盒翻盖被撕裂的问题。
ZB45包装机组自动储包补包装置的改进
ZB45包装机组自动储包补包装置的改进摘要:针对ZB45包装机在生产中由于辅机停机而导致主机停机频繁和原材料浪费严重等缺点,本文根据多年来的工作经验,提出了一种用于减少原料损失和减少主机停机时间的自动化存储包补包装置。
经过检查,设计出的自动装包装置,不但可使主机停工期缩短,还可使原料损失得到较好的控制,对企业的经济效益提升有很大的帮助。
关键词:ZB45包装机组;自动储包装置;自动补包装置ZB45包装机是意大利 GD公司引进的一种国产卷烟包装设备,以普通、细支香烟生产为主体。
合格的烟包经传送通道传送,在生产过程中通道主要承担着运送和储存的功能。
但是,受场地布置所限,烟包传输通道的长度受到一定的限制,在辅助设备发生故障停止后,不能将其储存在主机正常状态下,从而增加了主设备的停机时间,同时也增加了原料的浪费。
有学者利用回环链驱动技术,开发出一种新型的烟袋在线缓存装置,使其能在5分钟之内实现无停机[1];另有学者对YF64包装盒储存设备的控制方法进行了改进,使得YF64包装盒储存设备可以独立地向下游包装供应测试包;杨本才对带有ZB45辅助包装箱部件的YB43硬箱包装机进行了优化,并在主机上增设了包装箱的输出导向和自动上装装置,通过计数的方法来储存、送出烟包,降低了辅助设备停机对主机造成的冲击;胡晓歌为解决盒包的自动输送、存储和缓冲调整问题,提出了一种新的盒包存储和运输机构。
但是,这三种设备都有一个缺点,那就是库存量小,不能自动补充包装,包装设备的适用性不强。
因此,本课题以ZB45包装机为基础,在烟包槽道的一侧,设计了一种用于烟包的自动补包装置,以达到对烟包的自动补包,降低机器的停工期,提高生产效率的目的。
1 ZB45包装机组自动储包补包装置的改进现状ZB45型包装机是烟草生产中的核心设备,其性能随着智能化技术的引进与应用也在不断地提高。
该设备的工作流程为:将YB45硬盒包装机制成的烟包通过传送道传送到辅机设备YB55盒外部透明纸包装机器上,从而实现条烟生产的全过程。
ZB25包装机烟包封签纸折叠装置的改进研究
ZB25包装机烟包封签纸折叠装置的改进研究
陈开红;李荣基;李春华;陈兴祥;袁艳卫
【期刊名称】《中国食品工业》
【年(卷),期】2024()9
【摘要】ZB25包装机组凭借着较强的稳定性和材料适应性成为目前我国卷烟生产企业普遍使用的软盒包装设备。
在实际生产过程中,封签纸在折叠装置处完成自然粘贴时,出现粘贴不牢固、封签纸在烟包推送过程中歪斜的现象频次较高,难于调整,影响了烟包质量和设备的有效作业率。
本文通过对造成烟包封签纸歪斜的原因进行分析,研制出一种可靠性、经济性的新型封签纸折叠装置,使封签纸与烟包粘贴更加牢固,降低封签纸歪斜故障发生的频次,减少维修耗时,提高产品外观质量。
【总页数】3页(P135-137)
【作者】陈开红;李荣基;李春华;陈兴祥;袁艳卫
【作者单位】红云红河集团会泽卷烟厂
【正文语种】中文
【中图分类】F42
【相关文献】
1.ZB25软盒包装机铝箔纸钢印装置改进
2.ZB25软盒包装机组烟包封签纸涂胶装置改造研究
3.ZB25卷烟包装机小盒透明纸使用规格的研究
4.ZB25型包装机组铝箔纸钢号装置的改进
因版权原因,仅展示原文概要,查看原文内容请购买。
ZB45包装机组条烟出口条烟储存装置的研制
ZB45 包装机组条烟出口条烟储存装置的研制发布时间:2021-12-29T07:11:42.452Z 来源:《防护工程》2021年23期作者:晁红杰1 张红志1 [导读] 包装机组的成品条包需经过 S 型条烟提升机进入装封箱机条烟输送跑道,条烟经过跑道输送到装封箱机,条烟在装封箱机完成装箱、贴码和封装。
在实际生产中,经常发生因条烟堵塞、烟箱堵塞引起的装封箱机停机,造成条烟跑到因堵塞停止运转,由此引起包装机不能正常生产,严重影响的包装机的运行效率。
晁红杰1 张红志1河南中烟工业有限责任公司黄金叶生产制造中心一、项目背景包装机组的成品条包需经过 S 型条烟提升机进入装封箱机条烟输送跑道,条烟经过跑道输送到装封箱机,条烟在装封箱机完成装箱、贴码和封装。
在实际生产中,经常发生因条烟堵塞、烟箱堵塞引起的装封箱机停机,造成条烟跑到因堵塞停止运转,由此引起包装机不能正常生产,严重影响的包装机的运行效率。
二、解决思路在不能彻底解决装封箱机经常停机的条件下,设想在 S 型条烟提升机入口加装条烟储存装置。
当装封箱机停机引起条烟跑到停止运转时,包装机生产出来的条烟进入条烟储存装置;当封箱机问题排除、条烟跑到正常运转时,条烟储存装置储存的条烟再自动续入 S 型条烟提升机跑到上。
解决因装封箱机停机引起的包装机运行效率低的问题。
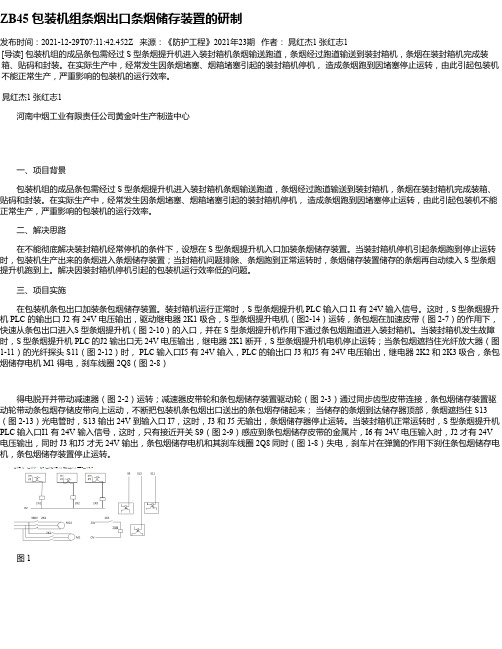
三、项目实施在包装机条包出口加装条包烟储存装置。
装封箱机运行正常时,S 型条烟提升机 PLC 输入口 I1 有 24V 输入信号。
这时,S 型条烟提升机 PLC 的输出口 J2 有 24V 电压输出,驱动继电器 2K1 吸合,S 型条烟提升电机(图2-14)运转,条包烟在加速皮带(图 2-7)的作用下,快速从条包出口进入S 型条烟提升机(图 2-10)的入口,并在 S 型条烟提升机作用下通过条包烟跑道进入装封箱机。
当装封箱机发生故障时,S 型条烟提升机 PLC 的J2 输出口无 24V 电压输出,继电器 2K1 断开,S 型条烟提升机电机停止运转;当条包烟遮挡住光纤放大器(图1-11)的光纤探头 S11(图 2-12)时, PLC 输入口I5 有 24V 输入,PLC 的输出口 J3 和J5 有 24V 电压输出,继电器 2K2 和 2K3 吸合,条包烟储存电机 M1 得电,刹车线圈 2Q8(图 2-8)得电脱开并带动减速器(图 2-2)运转;减速器皮带轮和条包烟储存装置驱动轮(图 2-3)通过同步齿型皮带连接,条包烟储存装置驱动轮带动条包烟存储皮带向上运动,不断把包装机条包烟出口送出的条包烟存储起来;当储存的条烟到达储存器顶部,条烟遮挡住 S13(图 2-13)光电管时,S13 输出 24V 到输入口 I7,这时,J3 和 J5 无输出,条烟储存器停止运转。
ZB25包装机玻璃纸散包检测装置设计及应用

ZB25包装机玻璃纸散包检测装置设计及应用高辉【摘要】GDX1及GDX2包装及其玻璃纸散包存在的质量问题较为普遍,为解决这一问题,对ZB25包装机玻璃纸散包相应检测装置的设计与应用进行相关探讨尤为必要.通过该装置,可在GDX1及GDX2包装机上对玻璃纸散包烟设置自动识别与剔除功能.本文主要对国内烟草行业包装机械现状、检测装置简介、功能需求、硬件设计、软件设计、应用效果及未来发展展望这七个个方面进行初步探讨,以期为ZB25包装机玻璃纸散包检测装置设计、应用的进一步优化与完善提供参考.%The quality of GDX1 and GDX2 packaging and its glass paper is more common. In order to solve this problem, it is necessary to discuss the design and application of the ZB25 packaging machine for glass paper. Through the device, the automatic identification and elimination function of the GDX1 and GDX2 packaging machine can be set up on the paper. In this paper, the paper mainly discusses the design and development of the seven aspects of the domestic tobacco industry, such as the present situation of packaging machinery, the introduction of the detection device, the functional requirements, the hardware design, the software design, the application effect and the future development.【期刊名称】《现代制造技术与装备》【年(卷),期】2015(000)006【总页数】3页(P56-57,60)【关键词】ZB25包装机;玻璃纸散包;检测装置;设计及应用【作者】高辉【作者单位】陕西中烟工业有限责任公司延安卷烟厂卷包车间,延安 716000【正文语种】中文设计专业可靠的玻璃纸散包检测装置极具使用价值与经济效益。
ZB45包装机检测开关关闭报警延时复位装置的设计应用
ZB45包装机检测开关关闭报警延时复位装置的设计应用发布时间:2022-09-13T05:39:40.252Z 来源:《工程建设标准化》2022年9期(上)作者:栗孝美侯平贤[导读] ZB45香烟包装机每天生产的开始和收尾阶段,还有待机时间过长时,都要关闭检测开关栗孝美侯平贤河南中烟工业有限责任公司驻马店卷烟厂摘要:ZB45香烟包装机每天生产的开始和收尾阶段,还有待机时间过长时,都要关闭检测开关,这是机器程序中设定好的生产模式。
具体包括小盒包装机、盒外透明纸、硬条包装机检测暂停开关。
检测开关关闭后存在辅料堵塞无法检测的设备故障隐患,产品质量缺陷存在漏检情况。
通过对3个检测开关信号进行改造,重新编写控制程序,只要检测开关关闭就一直报警,关闭超过2分钟则强行自动复位检测开关,保障检测开关及时启用,保障了产品质量。
关键词:ZB45包装机检测开关关闭报警设计应用引言:ZB45型硬盒硬条香烟包装机组,是国家进口GDX2机型香烟包装机的国产化设备,该包装机共涉及3个检测暂停开关,分别是ZB45小盒包装机检测暂停开关;YB55盒外透明纸包装机检测暂停开关;YB65硬条包装机检测暂停开关。
在设备开始生产的初始阶段,机器上没有任何烟包,烟包到达每一个工位之前,要关闭所有原辅材料的在线检测开关,这是机器程序中设定好的开机模式。
每天生产的收尾阶段,同样要暂时关闭条中缺盒等在线检测开关,才能保障设备上所有在制品从设备上清理干净。
检测开关开启使用前大约生产有15条烟,即将停机后也有8条烟不能正常检测,造成产品漏检。
1.ZB45包装机检测开关关闭情况分析1.1包装机检测开关关闭原因分析每次生产开始前、在正常开机过程中、生产收尾阶段需要关闭检测,这是设备运行设定好的固定模式。
开机后如果操作工不能及时打开检测开关,则会造成诸多设备故障隐患和更多的产品没有经过质量检测的检验。
根据企业规定,要求机组人员把23条烟全部拆开,进行检验是否存在小盒外观、条中缺盒等质量缺陷。
论ZB45_25包装机铝箔纸自动涂油器PLC控制方式与运用
论ZB45/25包装机铝箔纸自动涂油器PLC控制方式与运用发布时间:2021-05-10T03:51:54.164Z 来源:《中国科技人才》2021年第7期作者:李贵顺李高飞赵常彦[导读] 目前,国内各卷烟厂几乎都以ZB45、ZB25包装机为主力包装机型。
贵州中烟工业有限责任公司遵义卷烟厂摘要:介绍了金钟穆勒MOELLER easy512-DC-RC可编程控制器在卷烟包装机铝箔纸涂油器中的控制原理,编程方法及电工在日常维护中参数调整与方法。
关键词:卷烟包装机铝箔纸涂油穆勒集成PLC 计数涂油0 引言目前,国内各卷烟厂几乎都以ZB45、ZB25包装机为主力包装机型。
为提高产品质量,防止铝箔纸在切割通道中堵塞、以及折角折边时将铝纸折烂,基本都改造了铝箔纸自动涂油器。
控制原理相似,采用单片机或PLC可编程控制器周期定时或计烟包数定时定量的将油脂均匀涂抹在铝纸上。
随着PLC的小型化、集成化、模块化发展,更多的集成PLC用于我们的生产生活。
本文以我厂改造完成的采用MOELLEReasy系列512-DC-RC小型集成可编程控制器(PLC)为主控单元的铝箔纸自动涂油器为例进行原理分析,比较计时涂油方式与计数涂油方式进行比较,无需增加投入改造完成计数精确涂油系统改造。
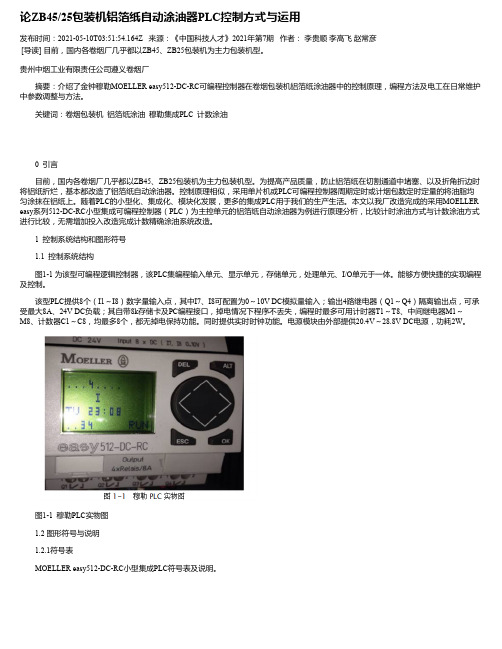
1 控制系统结构和图形符号1.1 控制系统结构图1-1 为该型可编程逻辑控制器,该PLC集编程输入单元、显示单元,存储单元,处理单元、I/O单元于一体。
能够方便快捷的实现编程及控制。
该型PLC提供8个(I1~I8)数字量输入点,其中I7、I8可配置为0~10V DC模拟量输入;输出4路继电器(Q1~Q4)隔离输出点,可承受最大8A、24V DC负载;其自带8k存储卡及PC编程接口,掉电情况下程序不丢失,编程时最多可用计时器T1~T8、中间继电器M1~M8、计数器C1~C8,均最多8个,都无掉电保持功能。
同时提供实时时钟功能。
电源模块由外部提供20.4V~28.8V DC电源,功耗2W。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 . 前 言
目前 .我厂所使 用的包装机 为 Z B 2 5型软盒硬条包 装机和 Z B 4 5 型硬 盒硬条包 装机 . 它是 中国烟草 总公 司在 2 0世纪 9 0年代 初从 意 大利 GD公 司引进全套 技术 .通过 上海烟 草工业机 械厂进 行吸收 消 化后 国产化 的卷烟 包装设 备 . 是 当前我 国烟草行 业包装 机 的主力 机 型。 其电控 系统 是在早期 F Z系统的基础上 发展而来 的 . 称为 M I C R O Ⅱ系统 。 它以 G D公司 自行设计 的微机 系统 为核 心 . 采用 G D语言 进 行 软件 设计 .其 中央处 理 器为 i n t e l 公司3 8 6 / 4 8 6芯 片 。但是 当 前 Z B 2 5 / Z B 4 5 包 装机检测 系统本身并 不具备 条盒反 包识别功 能 .一 旦 材 料供应 厂 家的 条盒堆 叠 反 向放置 或操 作工 加料 时不 小心 反 向放 置, 就会 出现条烟 反包现 象 , 反包 烟条 直接流人 消费者 市场 , 对产 品 信 誉造成极 其恶劣 影响 。因此要 消除条烟 反包质 量 问题 . 就 必须 对 原 有的检测 系统进 行完善 改造 . 使其在 生产过 程中能 自动被 识别 出 来并被 剔除 。
位置 , 就可 以利用 原有 的“ 缺包检测 ” 同步信号 . 作为“ 条盒反包 ” 的同 步信号 , 不需要再另外安装传 感器获取同步信 号。 此外 . “ 条盒反包” 的 移位和剔除 , 也可与原有的缺包 检测器共用 1 . 3 利用原 有“ 缺包检 测” 剔 除信号实现反条盒 的剔除 Z B 2 5 / Z B 4 5 包装 机原有 的缺包检测是 由五个 电容 式传感器组成 . 分别对应于硬条烟盒里的五堆烟包。在 正常情 况下 . 五个传感器均检 测到烟包存 在时 , 同时输出高电平信号+ 2 4 V给缺包信 号处理板 . 再由 缺包信号处理板经 过逻辑运算后输 出+ 2 4 V送给 电柜 P L C . P L C的 N 9 板 1 9 点常亮表示条盒不缺包 当五个 电容 式传感器 中 任 何一个检测 到缺包时 . 缺包信号处理板无+ 2 4 V输 出. P L C的 N 9 板 1 9 点灯灭表示 条盒缺包 . 当该缺包条盒移动时经过 位移检测 在 c T剔 除1 : 3 将其剔除 利用五 个电容式传感器 只要有一个 无+ 2 4 V输 出就会剔 除的特点 . 将 条盒反包检测器的输 出信号+ 2 4 V作 为缺包 检测器的 电容式传感器 电 源输入 , 没有缺包 时反包检 测器输 出+ 2 4 V . 电容式传感 器正常 工作 。 缺包检测器输 出+ 2 4 V ; 当检测到反包 时 . 反包检测器无 + 2 4 V输 出 。 电 1 . 方 案设 计 容式传感器无 电源不能正常工作 . 缺包检测亦无 + 2 4 V输 出. 此时P L C 1 . 1 选择适合的传感器 认为缺包” , 经过位移检测作 出条盒剔 除 . 从而实 现反条盒 的剔除 。 相 目前 .用于包装纸商标 印刷检测 的传感 器大多是光 电传感器 , 其 “ 工作类 型有两 种 . 一是色 标传感器 . 它通过将 被检测物 的图像 区分 为 关控制原理如下图 由黑 到白的不 同等级 ( 灰 度值 ) , 并 以此来 鉴别 物体 ; 二是 R G B ( 红绿 蓝) 颜色传感器 , 它检测 目标物体对 三基色 的反射 比率 这 两种类 型都 不是直接 测量颜色 。 其灵 敏度有 限 , 受外界环境 影响大 , 会 导致误检 、 漏检 , 严重影 响产品质量 , 同时 , 每 次更换卷 烟牌号时 , 由于条盒包装 纸商标印刷不 同, 就必须对检测器重新对 位 、 调试 , 从 而耽误生产 。相 比之下 , 光洁度 ( 粗糙度 ) 检测方式更 能准确 鉴别商标条 盒的正反 面 , 采用激光 聚焦法以一个聚光 带( 约2 0 X 4 m m ) 入射到被检测表面 . 模 拟 机械触针 进行 测量 . 由于表面粗糙 度的存在 . 光 电探测 器上的接 收信 号会发生变化 . 通过测量信号 的变化量 可计算 出表面粗糙度 条 盒商 标纸的正反 面粗糙度有很 明显的 区别( 条盒反面无商标印刷 ) . 可以用 光 洁度 ( 粗糙度 ) 检测 器检测 出正反 面。使 用光洁度( 粗糙度 ) 检测, 更 将条盒反包检测与原有 的缺包检测安装在同一机器相位 . 使用原 换卷烟牌号时无需重新 对位 、 调试 。 节省换 牌时间 , 提高生产效率。 有条盒缺包同步信号 . 并将条盒反包的输出信号作为缺包检测 的输入 据 此 ,我 们选 择 了光 洁度 ( 粗糙 度 )检 测 器 ( 检 测器 型 号 : 信号 , 不需要作 机器程序 的改 动 . 只需增 加一个光洁度 ( 粗糙 度 ) 检测 R GM2 4 P v s l 2 G1 ) , 兰 I 佥 涣 0 至 I 陆 笔 氏 正面时. 旨 i } 丁 直. } 佥 浈 0 至 萄 纸反面H d 指 器. 便实现 了条盒反包的检测和剔除
相比之下光洁度粗糙度检测方式更能准确鉴别商标条盒的正反面采用激光聚焦法以一个聚光带约20x4mm入射到被检测表面模拟机械触针进行测量由于表面粗糙度的存在光电探测器上的接收信号会发生变化通过测量信号的变化量可计算出表面粗糙度
◇ 科技创新◇
科技 圈向导
2 0 1 5 年0 2 期
Z B 2 5 / Z B 4 5 型包装机条盒反包检测装置的研发
蒙国勋 ( 广 西 中 烟 工 业有 限责 任 公 司 广 】 为 了避免反 包条烟直接流入 消费者市场 , 消除条烟反 包质 量问题 , 利用具有光 洁度 ( 粗糙度 ) 识别的检测器对 Z B 2 5 型软 盒硬 条
包装机和 Z B 4 5 型硬盒硬 条包装机原有的检 测 系统进行完善改造。介绍 了光洁度 ( 粗糙度 ) 检 测器的工作原理 以及条盒反 包检 测的电路设计 。 增加条盒反 包检测后 , 在 生产过程 中反 包条烟 能 自动识 别并被 剔除, 消除了条烟反 包质 量问题 , 取得 了很好的效果。 【 关键词 】 光 洁度 ( 粗糙度 ) 检 测器; 条盒反 包 检 测器