某型机马鞍形蒙皮的拉形加工
飞机蒙皮数字化制造

飞机蒙皮数字化制造摘要:数字化成形制造技术在航空制造领域的不断推广和应用,使飞机蒙皮从传统的经验型向科学型制造模式转变。
飞机蒙皮数字化成形工艺是一个综合 CAD 工艺设计系统、CAE 仿真分析、数控柔性工装、数字化测量和CAM 数控成形技术的数字化生产制造技术。
本文主要阐述了蒙皮传统的拉伸成形技术及先进的多点拉形技术,数字拉伸成形的工艺分析,工艺流程,以及实现蒙皮零件数字化制造需要突破的关键技术。
关键词: 蒙皮;数字化;拉伸成形;多点成形引言蒙皮是构成飞机气动外形的外表零件,其尺寸大、品种多、外形复杂、批量小,主要采用拉伸成形(简称拉形)工艺,其先进程度是衡量一个国家飞机制造能力和水平的重要标志。
传统的实体模具蒙皮拉形工艺中,其依据“模线样板—标准样件”协调系统原理,采用“经验—试错”型工作模式。
每项蒙皮均需一套专用实体模具,其制造所耗工时占零件研制周期的60% ~ 80%; 蒙皮精度主要靠模具和拉形工艺保证, 且实体模具无法考虑回弹补偿, 零件成形超差严重, 难以实现精确装配。
基于数字化的飞机蒙皮数字化成形制造技术, 是基于柔性多点拉形模具、柔性夹持定位和数控切边构成的可重构柔性工装的全数字量传递的蒙皮制造技术,是综合 CAD 工艺设计系统、CAE 仿真技术、柔性工装数控拉形、数字化测量、形状控制算法和CAM 数控成形技术的数字化蒙皮拉形工艺。
其从蒙皮零件的CAD 数模定义,到成形制造过程,零件的外形测量,都以数字量在各个环节进行传递。
蒙皮数字化制造技术的应用,解决了传统的基于实体模具蒙皮拉形制造工艺带来的模具工装数量多、协调关系复杂、生产准备周期长等突出问题;提高了大型数控拉形设备效能;并为实现设计制造一体化和工艺过程数字化提供了技术保障。
1、飞机蒙皮分类及特点1.1分类(如图1从上到下所示)●局部单曲度●同向单曲度●导向单曲度●同向双曲度异向双曲度图11.2特点外形复杂,协调准确度要求高;不允许划伤和鼓动;结构尺寸大,相对厚度小,刚性差;采用切面样板或样件作为制造依据,并按模胎、切面样板、检验夹具、拉型膜控制外形;需要大型专用设备成形;要求操作工人的技术水平较高。
复杂飞机蒙皮拉伸成形模具设计方法分析
复杂飞机蒙皮拉伸成形模具设计方法分析飞机是一个国家工业的重要体现,蒙皮是飞机中的重要组件,为保证飞机蒙皮的强度和成型在蒙皮的生产中需要采用蒙皮拉伸成形工艺。
在以往的蒙皮拉伸成形工艺中拉形模的设计缺乏实用、详细的设计情况,致使飞机蒙皮毛料拉形过程中使得蒙皮拉伸时的延伸率不尽相同从而影响飞机蒙皮拉伸后的性能。
文章在分析飞机蒙皮拉伸成形特点的基础上提出了一种基于“截面线等长”的拉形模型面设计方法,在飞机蒙皮拉伸成形的过程中通过工艺补充设计从而使得飞机蒙皮拉伸成形时模具沿着各个拉伸方向上的截面线长度尽可能的相差不大,而后再通过工艺补充面的曲率和切向的调整从而使得飞机蒙皮毛料在拉伸时应力分布更为均匀。
标签:飞机蒙皮拉伸成形;模具设计;模拟分析前言拉形模主要被应用于飞机蒙皮等种类零件的拉形加工中,通过飞机蒙皮拉伸成形可以使得飞机蒙皮毛料形成表面光滑、曲率较大的成型蒙皮。
在以往拉形模的设计中往往是根据设计人员的经验进行对比类的设计,在加上一些零件理论外形设计指导原则构成了对于飞机蒙皮拉伸成形模型的型面设计。
以往的飞机蒙皮拉伸成形模型的设计较为粗略,与现今高速发展的飞机蒙皮制造需求不相适宜。
传统的经验飞机蒙皮拉伸成形模具型面会使得飞机蒙皮毛料变形较大,需要修改甚至严重的直接导致蒙皮报废。
在飞机蒙皮拉伸成形模具的设计过程中应当积极引入有限元设计方法,通过对飞机蒙皮拉伸成形模具的模拟仿真在提高飞机蒙皮拉伸成形模具设计质量的同时缩短飞机蒙皮拉伸成形模具的设计周期。
1 飞机蒙皮拉伸成形模具型面设计方法在飞机蒙皮拉伸成型中,多采用的是夹口夹紧矩形飞机蒙皮毛料的边缘拉紧后使得矩形蒙皮贴近模具从而获得模具表面所具有的型面形状。
在这种加工方式下,材料的流动受到了极大的制约将不利于材料变形能力的体现。
在飞机蒙皮拉伸成形的过程中,材料的应变对于飞机蒙皮拉伸成形质量有着极为重要的影响,在飞机蒙皮拉伸成形过程中所出现的破裂、滑移線等的缺陷都与材料的不均匀变形密切相关。
飞机前缘蒙皮数字化精确拉形技术
飞机前缘蒙皮数字化精确拉形技术蒙皮类零件是飞机上的主要零件类型之一,在机身、尾段、机翼、压力舱以及引擎舱等关键部位大量采用。
随着现代飞机性能指标要求的不断提高,飞机设计中的蒙皮零件形状日趋复杂,结构尺寸大、相对厚度小、结构刚度差外,而且外形复杂、截面上有凸有凹,成形时金属变形极不均匀。
要保证合格的零件,不允许出现破裂、局部起皱、粗晶和滑移线等成形缺陷,这使得成形难度随之增加。
在航空工业中,拉伸成形(简称拉形)是常用的板料成形方法,拉形是飞机蒙皮类零件的主要成形方式之一,在飞机制造业中有着重要的地位。
拉形一般是通过设备上央持毛料的夹钳与拉形模具的相对运动,最终获得模具型面的曲面形状。
国外对蒙皮拉形的研究内容包括拉伸成形的基础机理、解析分析和有限元模拟以及回弹补偿修模,并开发了自动化程度较高的蒙皮拉形过程分析软件S3F。
在国内,蒙皮拉形技术的系统研究工作主要集中在航空主机厂和北京航空航天大学,从复杂蒙皮拉形工艺技术、镜面蒙皮成形机理、有限元仿真软件开发、工艺参数优化和工艺设计与制造系统软件开发等方面进行了研究。
为了提高生产能力和工艺水平,以满足日益增加的蒙皮生产需要,上海飞机制造公司引进了国外先进的数控蒙皮拉形设备。
随后又针对特定设备开发了相应的工艺设计软件,能够根据设定的毛料尺寸、延伸率和包覆角等工艺参数,给出用于有限元仿真的输入文件以及设备相应的数控代码,既可以利用商业有限元软件对拉形过程进行模拟仿真,又可以直接进行生产试验。
这些设备和技术的改进,在很大程度上提高了生产效率,在实现蒙皮零件的数字化生产方向上迈出了坚实的一步。
飞机前缘类蒙皮零件具有曲率半径小、生产精度要求高等特点,且在生产中一般使用铝合金T料进行拉伸成形。
拉伸过程中卸载回弹引起的不贴模问题是制约前缘蒙皮成形精度的主要问题。
基于面向FET600数控拉伸机的飞机蒙皮拉形数字化制造系统软件ASSFCAE FET600,选择典型机翼前缘蒙皮零件为应用实例,进行有限元模拟分析和生产性试验研究,找出蒙皮回弹较小的工艺参数组合,并进行生产性试验验证,可达到指导生产,实现精确成形的目的。
双曲度大尺寸机身蒙皮零件拉伸成形工艺研究
双曲度大尺寸机身蒙皮零件拉伸成形工艺研究摘要:金属板材成形回弹现象是影响蒙皮零件成形精度的重要因素之一,对回弹变形提前预测能有效控制回弹缺陷的产生。
近年来随着计算机仿真模拟应用的发展,在拉伸成形零件的成形回弹预测中,回弹数值模拟技术的运用成为一种重要且有效的分析手段。
关键词:拉伸;回弹;模拟1 引言飞机外表面蒙皮外形多为单向双曲度型面,通常采用拉伸成形。
但某大尺寸飞机的机身蒙皮,由于机身后部急剧拉高、机身底部与起落架舱交汇、顶部与机翼交汇等原因,造成部分蒙皮曲度变化较复杂,外形存在异向双曲情况,即纵向曲度与横向曲度相反。
此类曲度方向相异的蒙皮在采用拉伸成形的工艺方法进行加工时,需对成形工装的外形、成形过程中回弹等方面进行工艺分析[2]。
2 正文本文选用大尺寸飞机机身下部一块异向双曲蒙皮作为典型试验案例,此类蒙皮零件生产中采用:拉伸—包覆—拉伸的成形方式。
蒙皮成形工装采用铝合金铸造基体,型面选取可加工塑料涂敷后用数控设备加工到最终控制尺寸。
一般的同向双曲蒙皮采用型面为凸面的工装拉伸成形,通过对异向双曲蒙皮进行变形模拟受力分析,此类零件采用凹模拉形时,从等效应力分布云图上看,在零件范围内的应力布较均匀,回弹量较小,更有利于获取合格零件。
为达到的良好成形效果,异向双曲蒙皮工装结构外形,采用视觉显示为凹模的工装型面。
图1 凹模工装图2 等效应力分布云图传统回弹的模拟有两种基本方法,无模法和有模法。
无模法理论认为零件回弹主要属于弹性问题,可以通过将等效节点力反向加载计算出回弹的最终结果。
该方法采用全量法有限元理论进行求解。
采用有模法进行仿真时,为了精确模拟零件的非线性卸载过程,必须基于增量型有限元理论采用逐步迭代求解,由于涉及细微增量步和接触摩擦非线性迭代过程,导致计算效率非常低下。
许多计算表明,这两种方法用来分析回弹问题得到的计算结果几乎是完全一样的。
此蒙皮零件的成形过程为弹塑性变形,受材料回弹影响,零件最终成形后型面实际外形与工装型面存在一定差异。
飞机复杂蒙皮拉形模的设计

土 面 修 案为 后 泥 凝 路 维 方 决 提 参 。 路 维 方 ,今 水 混 土 面 修 案 策 供 考e
3 结语
【 参考文献】 1 丁艳丽 , 吴哲军. 水泥混凝 土路 面裂缝成 因及 预防措施 . 科技信息 : 科学教研 在 正 常养 护情 况 下 , 泥混 凝 土路 面 的设 计 使 用 年 限 为 2 水 0至 3 [ ] O 2 0 (5. 0 82 ) 年。但是 , 国水泥混凝 土路面在使用 5至 1 我 0年后 , 大多数出现了裂
周期 , 高 了模 具 的设 计 效 率 、 造 周期 。 提 制 【 键词】 关 飞机 蒙 皮 ; 形 模 ; 成 uG;
/
0 引 言
飞机蒙皮 拉形 工艺 中, 材料选取 、 热处理规范及拉形工 艺参数影 响蒙皮拉形成形质量。该蒙皮零件呈马鞍形 , 在拉形过程中极易出现 质量问题 , 如零件易发生破裂 , 板料 中间不贴模等 , 这严重影响零件尺 寸精度和表面质量。为解决该 问题 , 对零件进行了相应工艺研究和试
造。
罗丽 华 (9 4 )女 , 西人 , 程 师 , 究 方 向 为 模 具 制 造 。 17一 , 江 工 研
[ 责任编辑 : 曹明明】
( 接 第 3 1页 ) 杆 , 严 格 按 规 范 对 传 力 杆 进 行 端 部处 理 , 保 传 过 对 公 路 水 泥 混 凝 土 路 面 维修 措 施 的研 究 , 出 合 理 有 效 地 水 泥 混凝 上 2 力 应 确 找 力 可 靠 ; 浇或 预 制 新 的 混凝 土 板 , 养 生 至 开 放交 通 的强 度 。 现 并
缝 、 碎 板 、 台 、 泥 、 陷和 接 缝 损 坏 等 病 害 。 于缺 乏 科 学 的维 修 破 错 卿 沉 由 和 养护 方 法 ,水 泥混 凝 土路 面 这 些 病 害 得 不 到 及 时 和 有 效 的 维 修 , 路 面破 损 程 度 日趋 严重 . 已严 重 影 响 了公 路 的 服 务 水 平 和 行 驶 质 量 。 通
大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化
大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化摘要:在飞机生产过程中,蒙皮拉伸成形工艺得到广泛应用,高质量和高精度的蒙皮建,能够确保飞机的使用年限和飞行性能。
目前随着新一代飞机综合性能的不断提升,对飞机气动外形和精度的要求也越来越高,传统的蒙皮拉形已经无法满足当前蒙皮件的高要求,亟待对飞机蒙皮拉伸成形工艺予以优化处置。
因此,文章结合实例,就大厚度双曲度铝合金飞机蒙皮拉伸成形工艺优化展开相关探讨。
关键词:大厚度双曲度;铝合金;飞机蒙皮;拉伸成形;工艺优化在航空工业中,飞机蒙皮是常用的大尺寸板材。
拉伸成形是制造这些零件最常用的工艺之一。
与其他成形工艺类似,由于卸载后材料的回弹,很难精确成形双曲线形状的铝合金板材零件,特别是对于厚度较大的复杂面板。
近年来,随着国内外航天产品的发展,对蒙皮拉伸成形的成形质量提出了更高的要求。
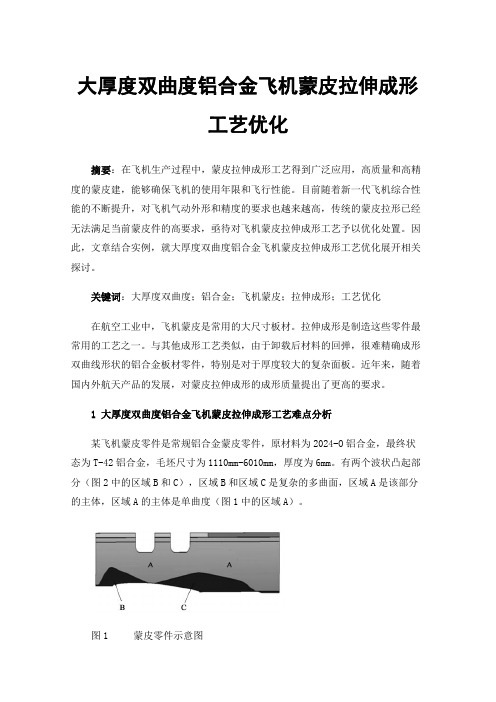
1 大厚度双曲度铝合金飞机蒙皮拉伸成形工艺难点分析某飞机蒙皮零件是常规铝合金蒙皮零件,原材料为2024-O铝合金,最终状态为T-42铝合金,毛坯尺寸为1110mm-6010mm,厚度为6mm。
有两个波状凸起部分(图2中的区域B和C),区域B和区域C是复杂的多曲面,区域A是该部分的主体,区域A的主体是单曲度(图1中的区域A)。
图1 蒙皮零件示意图这种形状不能用常规的拉伸成形方法加工出两个突出的零件,在成型时必须添加压力机构,并使用多次拉伸成形技术。
现有数据表明,采用增大压力设备制造的外罩部件最大的直径为1115mm*3892mm,而其厚度为4.06mm。
其成型工艺中的一个重要问题就在于模具的成型精度能否达到设计的标准。
产生贴模度的主要原因有二:(1)在拉伸成形时,板材自身即不能充分贴合;(2)卸荷回弹。
这种外型蒙皮件在成型过程中使用了压力加力机构,其压紧性的原因是第二种原因,所以,降低弹性是解决问题的重点。
这种外罩部件的外形尺寸大、壁厚大,加工工艺一般在一段较长的时间(工厂称之为新淬火状态),因此,数值仿真存在如下困难。
飞机蒙皮多点拉形装置的开发及应用

尺 寸 样 机 [。该 装 置 的 核 心 部 分 是 由 2 8 5 1 6 8个 基 本 体
( 列 方 式 :4 4 构 成 的 柔 性 模 具 , 成 形 面 积 为 排 6 x 2) 其 1 2 .mmx 21 .mm( f.4t) 通 过 对 基 本 体 高 度 8 88 1 92 6tx f. , 的 调 整 , 以 形 成 各 种 不 同形 状 的 曲 面 。后 来 , yi 可 C r l Bah公 司 又 制 造 了 用 于 实 际 生 产 的 蒙 皮 拉 形 可 重 t 构 模 具 [。 成 形 面 积 为 1 2 mmx 0 68 6其 1 54 1 6 .mm( 0 nX 6 i. 4 i. , 括 1 2 2n)包 1 0个 基 本 体 ( 列 方 式 : 0 2 ) 美 排 4x8。 国 w an rRo bn r e用 于 飞 机机 身 与机翼 的蒙皮 件制 造 , 用 结果 表 明 , 装 应 该 置 可 以 替 代 4 %~ 5 的 现 有 模 具 , 皮 制 造 周 期 缩 5 7% 蒙
基金项 目: 国家 自 然科 学基金资助项 目(0 7 0 8 5759 )
收稿 日期 :0 8 0 — 5 20 — 2 1
点 拉 形 装 置 , 图 1所 示 。 表 1给 出 了 S 5 2 0 如 M2 —1 0
型多 点拉形 装 置 的主要 技 术参 数 。
件 的工 作 , 于美 国 麻 省 理 工 学 院 ( T) 上 世 纪 7 始 MI 。 0 年 代 末 , r t等 人 f Had 2 卅研 制 了 基 于 可 重 构 模 具 柔 性
短 到 原 来 的 18 同 时 还 显 著 减 少 了 模 具 存 贮 成 本 。 /,
飞行器蒙皮多点拉形研究分析
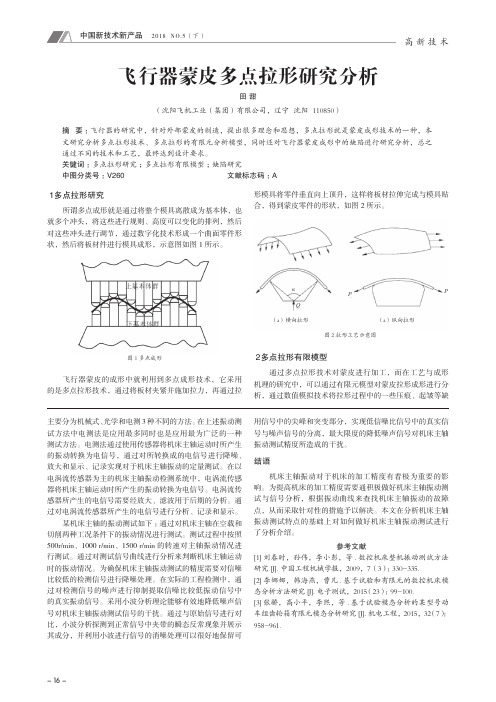
- 16 -高 新 技 术1 多点拉形研究所谓多点成形就是通过将整个模具离散成为基本体,也就多个冲头,将这些进行规则、高度可以变化的排列,然后对这些冲头进行调节,通过数字化技术形成一个曲面零件形状,然后将板材件进行模具成形,示意图如图1所示。
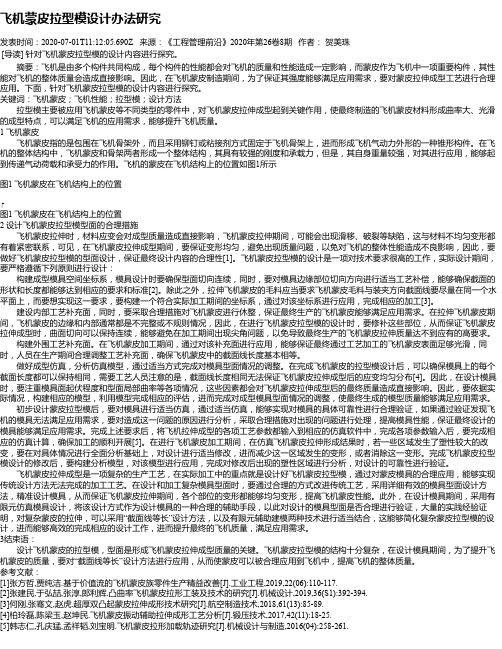
图1多点成形飞行器蒙皮的成形中就利用到多点成形技术,它采用的是多点拉形技术,通过将板材夹紧并施加拉力,再通过拉形模具将零件垂直向上顶升,这样将板材拉伸完成与模具贴合,得到蒙皮零件的形状,如图2所示。
图2拉形工艺示意图(a)横向拉形(a)纵向拉形αQPP2 多点拉形有限模型通过多点拉形技术对蒙皮进行加工,而在工艺与成形机理的研究中,可以通过有限元模型对蒙皮拉形成形进行分析,通过数值模拟技术将拉形过程中的一些压痕、起皱等缺飞行器蒙皮多点拉形研究分析田 甜(沈阳飞机工业(集团)有限公司,辽宁 沈阳 110850)摘 要:飞行器的研究中,针对外部蒙皮的制造,提出很多理念和思想,多点拉形就是蒙皮成形技术的一种,本文研究分析多点拉形技术、多点拉形的有限元分析模型,同时还对飞行器蒙皮成形中的缺陷进行研究分析,总之通过不同的技术和工艺,最终达到设计要求。
关键词:多点拉形研究;多点拉形有限模型;缺陷研究中图分类号:V260 文献标志码:A主要分为机械式、光学和电测3种不同的方法。
在上述振动测试方法中电测法是应用最多同时也是应用最为广泛的一种测试方法。
电测法通过使用传感器将机床主轴运动时所产生的振动转换为电信号,通过对所转换成的电信号进行降噪、放大和显示、记录实现对于机床主轴振动的定量测试。
在以电涡流传感器为主的机床主轴振动检测系统中,电涡流传感器将机床主轴运动时所产生的振动转换为电信号。
电涡流传感器所产生的电信号需要经放大、滤波用于后期的分析。
通过对电涡流传感器所产生的电信号进行分析、记录和显示。
某机床主轴的振动测试如下:通过对机床主轴在空载和切削两种工况条件下的振动情况进行测试。
飞机蒙皮拉型模设计办法研究
飞机蒙皮拉型模设计办法研究发表时间:2020-07-01T11:12:05.690Z 来源:《工程管理前沿》2020年第26卷8期作者:贺美珠[导读] 针对飞机蒙皮拉型模的设计内容进行探究。
摘要:飞机是由多个构件共同构成,每个构件的性能都会对飞机的质量和性能造成一定影响,而蒙皮作为飞机中一项重要构件,其性能对飞机的整体质量会造成直接影响。
因此,在飞机蒙皮制造期间,为了保证其强度能够满足应用需求,要对蒙皮拉伸成型工艺进行合理应用。
下面,针对飞机蒙皮拉型模的设计内容进行探究。
关键词:飞机蒙皮;飞机性能;拉型模;设计方法拉型模主要被应用飞机蒙皮等不同类型的零件中,对飞机蒙皮拉伸成型起到关键作用,使最终制造的飞机蒙皮材料形成曲率大、光滑的成型特点,可以满足飞机的应用需求,能够提升飞机质量。
1 飞机蒙皮飞机蒙皮指的是包围在飞机骨架外,而且采用铆钉或粘接剂方式固定于飞机骨架上,进而形成飞机气动力外形的一种锥形构件。
在飞机的整体结构中,飞机蒙皮和骨架两者形成一个整体结构,其具有较强的刚度和承载力,但是,其自身重量较强,对其进行应用,能够起到传递气动荷载和承受力的作用。
飞机的蒙皮在飞机结构上的位置如图1所示图1 飞机蒙皮在飞机结构上的位置图1 飞机蒙皮在飞机结构上的位置2 设计飞机蒙皮拉型模型面的合理措施飞机蒙皮拉伸时,材料应变会对成型质量造成直接影响,飞机蒙皮拉伸期间,可能会出现滑移、破裂等缺陷,这与材料不均匀变形都有着紧密联系,可见,在飞机蒙皮拉伸成型期间,要保证变形均匀,避免出现质量问题,以免对飞机的整体性能造成不良影响,因此,要做好飞机蒙皮拉型模的型面设计,保证最终设计内容的合理性[1]。
飞机蒙皮拉型模的设计是一项对技术要求很高的工作,实际设计期间,要严格遵循下列原则进行设计:构建成型模具空间坐标系,模具设计时要确保型面切向连续,同时,要对模具边缘部位切向方向进行适当工艺补偿,能够确保截面的形状和长度都能够达到相应的要求和标准[2]。
飞机复杂蒙皮拉形工艺参数优化设计
HAN Jin-quan WAN Min (School of Mechanical Engineering and Automation,Beijing University of Aeronautics and
Astronautics,Beijing 100191 China)
CHEN Xue-mei YUAN Sheng (Department of Manufacturing,Chengdu Aircraft Industrial(Group)Co.Ltd.,Chengdu 610092 China)
(3)
式中s-,&——板料局部的面内第一主应变和第
二主应变
£“,——起皱极限曲线上对应£。的点的第一
主应变
2.3约束条件 该零件在拉形过程中需要上压模具使毛料贴模。
在上压模具压紧之前,需要毛料有一定的塑性变形 量,以确保拉形过程中处于比较好的应力应变状态。
实际生产中,加上压之前的塑性变形量一般不小于
main optimization.Parameters in stretch forming were analyzed and a method for selecting the
parameters effecting on the product
quality was proposed.The objective functions were found by the method of response surface.The multi-objective problem was
第6期
韩金全等:飞机复杂蒙皮拉形工艺参数优化设计
97
拟的零件弯曲工艺进行优化,得到了使冲压载荷最 小的工艺参数组合。在这些研究中,都采用了有限 元方法模拟实际的成形过程,从而快捷经济的得到 相关数据。以这些数据为基础,采用合理的优化方 法,就呵以对成形中的工艺参数进行优化,从而使 特定的描述成形质量的指标达到最优值。
进气道复杂蒙皮零件数字化制造技术研究
关键词 数字化制造 蒙皮拉形 双曲度蒙皮零件 进气道蒙皮
De e o m e to g t a o c n q e f r M a u a t r v l p n n Di i z t n Te h i u o n f c u e i i
ce ta d u t t tec r n o f ce t in l m e s th f mi g c e i in .Asa r s l,t eCNC s ec r n r c s e n i a r o ut h e t th f mi g p o e s s r o f rt e t r e s c o so e s i a t r ee mi e l o g e t 。a d t e srt h fr n o h e e t n t k n p rsa e d tr n d t r u h tss n t c o mi g h i f h l h e
Ke r s Dgt a o e h q efrtema ua tr Srth fr igo es i D a y wo d ii zt n tc nu h n fc e i i i o u t c o n t k e m f h n u l
c r e k a t Ai i tk k n uv d s i p r n s r na es i
维普资讯
洪
都
科
技
1 引 言
进气道 蒙皮零件是构成飞机气动外形 的主要零件 , 其制造质量直接影响着飞机的气动性 能。某型飞机进气道焊接组合件由三块蒙皮零件通过焊接组合而成 , 这三块蒙皮分别为鼓包形
po e sfrd e d e—s a e kn h e rv d . h n fcuea d co dn t n rc s p s d o e a l h p d s i a b n i o e T ema ua tr o r ia o s e mp n i me o sfrte ise t n mo l dfr igmo l ela e dgtlma ua tr o h t d o p c o ud a m n ud a w l s t ii n cue f w h n i n o s h a f l h v en s tp F b c t g a c rc se h c dfrt emo lsa dp r ru h tea — a eb e e . a r a n c u a yi n a e ud a t t o g p u i i n oh n sh h piain o e dgt a o e h q e n d tep r a r a o y l h re e e1 l t t iiz t n tc nu ,a at fbi t n c ce i s otn d a w l c o fh i i i h s ci s s .
蒙皮拉形工艺的基本原理
蒙皮拉形工艺的基本原理蒙皮拉形工艺是一种用于对曲面零件进行成形加工的技术。
它能够通过对薄板材料进行加压和拉伸,使得材料能够被紧密地贴合到目标曲面上,从而达到所需的形状和尺寸。
蒙皮拉形工艺的基本原理如下:1. 曲面数据获取:首先,需要获取目标曲面的数据。
一般情况下,工程师会使用三维扫描、数控机床加工或者数学建模等方法来获取目标曲面的几何数据。
2. 材料选择:根据需要对目标曲面进行拉形的要求,选择适合的材料。
一般来说,蒙皮拉形工艺使用的材料是薄板材料,如金属薄板、复合材料等。
材料的选择是考虑到所需的强度、刚度、重量等因素。
3. 模具设计和制造:根据目标曲面的几何数据,设计并制造适合的模具。
模具通常由一个或多个分离的部分组成,以便能够将材料准确地贴合到目标曲面上。
模具可以采用各种材料,如金属、塑料、陶瓷等。
4. 材料准备:将所选择的材料进行预处理,如修边、打磨等,以便能够更好地贴合到目标曲面上。
5. 蒙皮拉形过程:将预处理后的材料放置在模具上,并施加适当的压力和热量。
压力和热量的作用会使得材料发生可塑变形,并贴合到模具的几何形状上。
通常情况下,蒙皮拉形过程需要在控制的恒定温度和湿度条件下进行,以保证成形零件的质量。
6. 修饰和加工:如果需要,根据实际需要对成形后的零件进行修饰和加工。
这可能包括去除过剩材料、添加额外的结构件、涂装和表面处理等步骤。
蒙皮拉形工艺的优势在于它能够实现高质量、高精度的曲面成形,尤其适用于复杂曲面的制造。
与传统的加工方法相比,蒙皮拉形工艺具有以下优点:1. 节省材料:由于薄板材料能够被紧密地贴合到目标曲面上,蒙皮拉形工艺相对于传统的加工方法可以节省材料。
2. 减少成本和工时:相比于传统的加工方法,蒙皮拉形工艺不需要复杂的夹具和工具,可以减少制造成本和工时。
3. 提高生产效率:蒙皮拉形工艺可以通过自动化和机械化的方式进行,可以提高生产效率和工艺稳定性。
4. 提高产品质量:蒙皮拉形工艺可以实现高精度的曲面成形,能够减少或避免后续加工步骤,从而提高产品质量。
飞机蒙皮拉形模拟中上压模具网格的生成技术

飞机蒙皮拉形模拟中上压模具网格的生成技术飞机蒙皮拉形模拟是指通过计算机软件对飞机蒙皮进行拉形分析和优化设计,在飞机蒙皮表面形成符合设计要求的曲面形态,以满足飞机性能和外观美观的双重要求。
其中,上压模具网格的生成技术是飞机蒙皮拉形模拟中的重要环节之一。
本文将从上压模具网格的概念、分类、生成算法和应用等方面进行论述。
1. 概念和分类上压模具网格是指沿着飞机蒙皮表面曲线方向划分而成的网格,用于模拟压模过程中飞机蒙皮的拉伸变形情况。
上压模具网格可以分为正交网格和非正交网格两种类型。
正交网格是指网格线与飞机蒙皮表面曲线垂直的网格,也称为笛卡尔网格。
正交网格生成方法较为简单,计算速度较快,但在非平面区域的应用效果较差。
非正交网格是指网格线与飞机蒙皮表面曲线不垂直的网格,也称为非结构网格。
非正交网格在非平面区域的应用效果好,但是生成方法较为复杂,计算速度也较慢。
2. 生成算法2.1 正交网格生成算法正交网格生成算法包括等间距线网格法、最大值线网格法和变形坐标法。
等间距线网格法是指将飞机蒙皮表面曲线沿着长度方向分割成若干段,每段等分成若干个线网格,线网格之间的间距相等。
该方法生成的网格简单、规则,但适用范围有限。
最大值线网格法是指在飞机蒙皮表面曲线上确定最大值线,再将最大值线向两侧扩展生成网格。
该方法生成的网格相对均匀,但对于非平面区域的适应性不好。
变形坐标法是指先利用一种适合飞机蒙皮表面特征的坐标系对飞机蒙皮进行参数化,然后在这个坐标系中生成网格。
该方法对于非平面区域的生成效果好,但是计算量较大。
2.2 非正交网格生成算法非正交网格生成算法包括有限元法、基于空间分割的算法和基于特征线的算法。
有限元法是指利用有限元分析的方法在飞机蒙皮表面上生成网格。
该方法适用范围广,适用于各种复杂表面曲线,但计算量较大。
基于空间分割的算法是指在三维空间内对飞机蒙皮表面曲线进行划分,形成节点和单元,并利用插值法生成网格。
该方法生成的网格质量好,但计算量较大。
飞机蒙皮拉形工艺辅助设计系统开发
飞机蒙皮拉形工艺辅助设计系统开发李晓星;毕研华;葛宇龙【摘要】针对某一型号蒙拉机,基于UG建模并进行运动仿真.结合有限元仿真软件,研究了蒙拉机运动参数与有限元仿真边界条件之间的转换算法对ABAQUS进行了二次开发,直接把机器工作时运动轨迹参数生成有限元仿真边界条件.通过对蒙皮拉形工艺的有限元仿真,验证了系统的准确性,为有限元仿真技术在实际生产中的应用提供了参考.【期刊名称】《航空制造技术》【年(卷),期】2016(000)017【总页数】5页(P41-44,49)【关键词】运动参数;UG;蒙皮拉形;有限元仿真;转换算法【作者】李晓星;毕研华;葛宇龙【作者单位】北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191【正文语种】中文飞机蒙皮是组成飞机气动外形非常重要的部件,其生产质量直接影响飞机的性能,甚至关系着飞机上人员的生命安全。
蒙皮拉形是生产飞机蒙皮最主要的方法,而蒙皮拉形过程中蒙拉机机构的运动轨迹、运动顺序、运动时间差、运动位移量以及蒙皮自身回弹等都是影响飞机蒙皮成形的重要因素。
近年来,我国飞机工业有了飞速发展,但是与欧美发达国家还是有一定的差距,尤其是制造业方面,加工精度、加工质量都不高。
很多高性能飞机大量使用翼身融合和马鞍形布局的飞机蒙皮,其加工难度大、加工精度难保证、成形质量低等特点,以工艺人员生产经验和重复试验为基础的传统蒙皮生产方式已经无法满足飞机制造的要求[1]。
由于拉形参数及运动方式复杂,加之零件成形缺陷繁多,长期以来,蒙皮零件的加工强烈依赖生产经验,导致成形质量不稳定[2]。
因此需要寻找一种新的蒙皮生产方案,满足生产质量要求,提高蒙皮制造水平。
在制定蒙皮拉形工艺时,为了进行有限元模拟分析,优化工艺参数,常利用三维软件建立蒙拉机的简化模型,对运动进行仿真查看机构的干涉问题[3],并将拉形轨迹与机床运动参数进行转换。
机身蒙皮成形实训报告
一、实训背景随着航空工业的不断发展,飞机的制造技术也在不断进步。
机身蒙皮作为飞机的重要组成部分,其制造质量直接影响到飞机的整体性能和安全性。
为了提高机身蒙皮的制造精度和效率,我国航空工业不断引进和研发先进的制造技术。
本次实训旨在通过实际操作,了解机身蒙皮成形的基本原理、工艺流程和关键技术,提高学生对航空制造技术的认识和操作技能。
二、实训目的1. 理解机身蒙皮成形的基本原理和工艺流程;2. 掌握机身蒙皮成形的关键技术,如拉形、整形、焊接等;3. 提高学生的动手能力和团队协作能力;4. 培养学生的创新意识和实践能力。
三、实训内容1. 机身蒙皮成形的基本原理机身蒙皮成形是利用金属板材在一定的温度、压力和模具作用下,发生塑性变形,达到所需形状和尺寸的加工方法。
其基本原理包括:(1)金属板材的塑性变形:在一定的温度、压力和模具作用下,金属板材产生塑性变形,改变其形状和尺寸。
(2)模具设计:模具是成形过程中的关键,其设计应满足以下要求:形状准确、尺寸稳定、易于加工、耐磨、耐腐蚀等。
(3)工艺参数的优化:包括温度、压力、速度、润滑等,以获得最佳的成形效果。
2. 机身蒙皮成形工艺流程(1)下料:根据图纸要求,将金属板材切割成所需尺寸。
(2)预加工:对板材进行打磨、去毛刺等预处理。
(3)加热:将板材加热至一定温度,以提高其塑性和降低加工难度。
(4)拉形:将加热后的板材放置在模具上,施加压力,使板材发生塑性变形。
(5)整形:对拉形后的板材进行整形,使其达到所需的形状和尺寸。
(6)焊接:将成形后的蒙皮进行焊接,形成完整的机身结构。
3. 机身蒙皮成形关键技术(1)拉形技术:拉形是机身蒙皮成形的关键工序,其质量直接影响到蒙皮的形状和尺寸精度。
拉形技术包括模具设计、工艺参数优化、拉形过程控制等。
(2)整形技术:整形是拉形后的后续工序,其目的是使蒙皮达到所需的形状和尺寸。
整形技术包括模具设计、工艺参数优化、整形过程控制等。
(3)焊接技术:焊接是形成完整机身结构的重要工序,其质量直接影响到飞机的强度和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
洪
都
科
技
HONG DU C E E AND T C S I NC E HN OG OL Y
某 型机 马鞍形蒙皮 的拉形加工
黄 旭 林 万 加 华
( 洪都航空工业集团 )
摘
要
对马鞍形蒙皮零件进 行了工艺分析 ,并 根据数控 蒙皮 拉形机适用性广和J - 能力 强的特 Jr D_
() F M 的屈服 强度要 高 于 L 1M。 1L 6 Y 2 根据 钣金零 件材 料性 能特点 , 屈服 强度表 示 的是 塑性 变形 的开始点 , 其数 值越小 对零 件成 形就越 好 ; 言之 , 换 从零 件制造 的角 度来说 , 用 L 6 材 采 FM 料是 不利 于该 类马 鞍形零 件 的加 工成 形 的。 ()F M 的抗拉 强度 和延 伸率都 要大 于 L 2 根据钣 金零件 材料 性能特 点 , 拉强度 表 2L6 Y1M。 抗 示 的是材 料变形 的极 限点 , 而延 伸率 反映 的是材 料 的塑形 变形 , 单从材 料 的加工性 能考虑 , 数 其 值大 ,零件就 好成 形 ,而对 机床 设备 、拉形方 式 和拉伸 力等 主要加 工手段 的技术 条件 的要求也 高 ; 目前 我厂所 用 的拉型设 备 中除新 引进 的 L IEF T 0 而 O R E 60—40 / 2 0数控 蒙皮拉形 机外 , 00 4 0 其它设 备都 存在 不 同层 次 的故障 , 拉伸力 等 方面 也远远 不够 , 不能完 成该类 马鞍形 零件 的制造
d e—s a e k n o a ri lti wd c d s o hy l h p d s i f i n e sp u e mo tl .
Ke o d Sd l — h pd yw rs a de - a e si s kn
L n tdnl s ecigFr igt h o g o g u ia t t n om n c n l y i r h e o
t r u h t e t d t n ltc n l gc lt i k n f k n sr th n c o d n o w d p l a h o s h r i o a e h o o i a h n i g o i t c i g a c r i g t i e a p i — a i s e c
b lt nd r a o mi g b lt f NC tec i g p e s, b rt u i g a c n a e di n iiy a ge tf r n a ii o sr t h n r s y y f s sn o c v e i i
s d l h p ssr t h n i f rl n i d n lsr th n , b h c h e a s—s d a d e s a e a t c i g d e o o gt i a t c i g e u e y w ih t e k y p n a—
点, 突破传统的蒙皮拉形工 艺思路 , 首次将 马鞍形蒙皮的凹模作 为拉形模具 , 采用纵向拉形的方法 .
顺 利地完成 了某型机关键零件——进气道马鞍形蒙皮的试制任务 。 关键词 马鞍形 蒙皮 纵 向拉形 J - 3艺 JrZ D_
S r t h F r n fS d l —S a e k n o v n e a n r 、 t e c o mi g o a d e h p d S i fAd a c d Tr i e
1 引 言
某型机是集 团公司研制的新一代高级教练机, 其外形流畅美观, 整机零件以能整不分为原
则, 这对 飞机蒙 皮 的加工 要求也 有较大 地提 高 , 中进气 道 的加工 就是一项 技术难 点 。 了满 足 其 为 进气 道外 壁要装 油 的要求 ,蒙皮零 件 采用 的是 L 6 防锈 铝合 金材料 ;为保 证进 气道 的光滑 流 FM 畅 及完整性 , 个外 表蒙 皮只从 纵 向将其 分解 为三块 。根据 这三 块蒙皮零件 外形 特征将 其称之 整 为: 凸鼓 、 海湾 和马鞍 , 马鞍形 蒙皮 的成形 最 为困难 。 而
形如 图 1 所示 。
图 1 进 气 道 马鞍 形 蒙 皮零 件立 体 图
从 图 1中不 难看 出 , 该零 件 中间凹 陷 比较大 , 两端 圆弧 面的最低 点 a b的直线 连线与 其 和 中间 弧面 的最低 点 C 之间 的距 离为 10 m, 图 2a 。零 件反 向旋转 10 ̄ , 图 2 b 中显示 2m 如 () 8 ̄ 呈 () 两端 高 、 中间低 的弧线形 状 , 系典 型的 马鞍形 蒙皮零 件 。
纵向拉伸成形马鞍形蒙皮是个突破在某型机进气道马鞍形蒙皮零件的制造中大胆进行技术创新从选择传统的凸模横向拉形工艺失败到突破常规反向思维采用凹模纵向拉形的工艺方法同时在工序之间合理安排退火工序从而较好地解决了马鞍形零件拉形过程中产生皱纹的现象和零件材料超宽等问题大大节约了生产成本缩短了生产周期减轻了工人劳动强度提高了零件表面质量1 5维ຫໍສະໝຸດ 资讯 洪都科
技
20 07
2 马鞍形 蒙皮零件形状及材料工艺性分析
2 1 零 件形 状 .
某型机 进气 道马鞍 形蒙皮零 件长 10 m 宽 80 60 m, 0mm, 度 15 m, 厚 .m 材料采 用 L 6 零件 外 F M,
() b
图 2 马鞍形蒙皮零件
1 6
维普资讯
第 1 期
黄旭林
万加华 : 型机 马鞍形蒙皮的拉形加工 某
2 2 零件 材料 的工 艺性 分析 .
为满足进气道外壁要装载油的特殊要求 ,将传统的进气道蒙皮材料 由 L 1M硬铝合金首 Y2 次更改为 L 6 F M防锈铝合金 。我们将这两种材料的基本性能指标进行对 比分析 , 见表 1 。
Hu n l a gXui n
W a ih a nJa u
(H nd va o n ut ru ) o g uA i inId syG o p t r
Ab t a t sr c T i a e n ls s h a d e— s a d s i tc n l gc l n b e k h s p p r a a y e t e s d l - h p k n e h oo i al a d r a s e y
表 1 L I M、 F M材料性能 比较 Y 2 L6 材料牌号
LY1 2
材料状态
M
抗拉强度 ( P ) 屈服强度 M a
S 2 0 2 1 o 0
( a MP )
延伸率 6% ) (
1 4
LF 6
M
32 0
l0 5
1 5
由表 1 比得出 : 对