丝网印刷常见故障及其对策
丝网印刷常见故障及对策

丝网印刷常见故障及对策一、糊版糊版(堵版),指丝印图文在印刷中不能将油墨印到材料上的现象。
丝印糊版原因是错综复杂的。
1.材料原因材料平滑度低,表面强度较差,印刷中产生掉粉、掉毛现象,会导致糊版。
2.车间温度、湿度及油墨性质原因丝印车间要保持一定的温度和相对湿度。
温度高,相对湿度低,油墨溶剂就很快挥发掉,油墨粘度变高,堵住网孔,停机时间过长,也会糊版,时间越长糊版越严重。
环境温度低,油墨流动性差也容易产生糊版。
3.丝网印版的原因网版在使用前要干净并干燥。
如果制好版放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如不清洗,就会造成糊版。
4.印刷压力的原因压力过大刮板与网版和材料不是线接触而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残油,经过一定时间便会结膜造成糊版。
5.丝网印版与材料间隙不当的原因网版与材料间隙过小,间隙过小在刮印后网版不能脱离材料,网版抬起时,印版底粘附油墨,这样也容易糊版和粘版。
6.油墨的原因油墨颗粒较大时,容易出现堵住网孔的现象。
因此要过滤油墨。
油墨干燥过快,容易糊版。
特别是在使用挥发干燥型油墨时更为突出. 用氧化干燥型油墨,糊版现象出现得不是很多,如果过量使用干燥剂,也会发生糊版,油墨溶剂蒸发,使油墨粘度增高,而发生封网现象。
如果面积比较大,网版油墨消耗少,就容易造成糊版,(是经常换用新油墨)。
油墨的流动性差,会使用油墨在没有通过丝网时便产生糊版,(降低油墨粘度提高油墨的流动性来解决)。
发生糊版故障后,针对油墨的性质,用适当的溶剂擦洗。
擦洗的要领是从印刷面开始,由中间向外围轻轻擦拭。
擦拭后检查印版,如有缺损应及时修补,修补后可重新开始印刷。
应注意的是,版膜每擦一次,就变薄一些.二、油墨在材料上固着不牢1.材料印刷前应对随印材料进行印前处理的检查。
当材料表面附着油脂类、粘接剂、尘埃物等物质时,会造成油墨与材料粘接不良。
2材料在印刷时为提高与油墨的粘着性,必须进行表面处理,须除尘后才印刷.三、锯齿丝印出现锯齿(包括残缺或断线)。
丝印常见问题分析与解决完整版

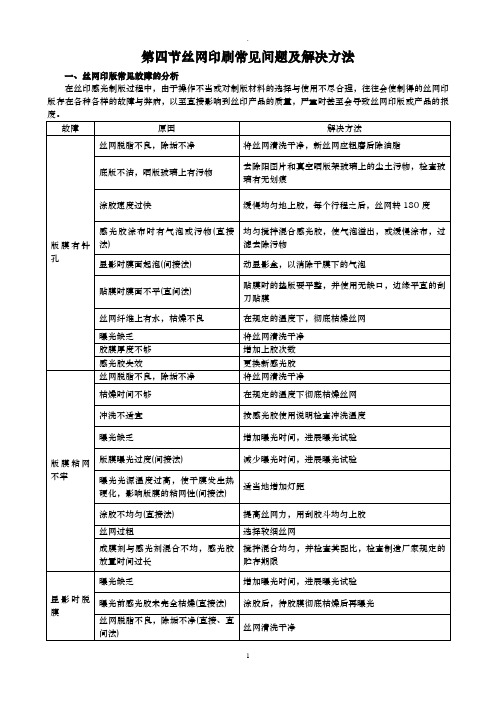
丝印常见问题分析与解决HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】第四节丝网印刷常见问题及解决办法一、丝网印版常见故障的分析在丝印感光制版过程中,由于操作不当或对制版材料的选择与使用不尽合理,往往会使制得的丝网印版存在各种各样的故障与弊病,以至直接影响到丝印产品的丝印故障的产生,有单一方面原因的,但更多的则是错综复杂诸原因的交叉影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
(一)、糊版糊版亦称堵版,是指丝网印版图文通孔部分在印刷中不能将油墨转移到承印物上的现象。
这种现象的出现会影响印刷质量,严重时甚至会无法进行正常印刷。
丝网印刷过程中产生的糊版现象的原因是错综复杂的。
糊版原因从以下各方面进行分析。
1、印物的原因。
丝网印刷承印物是多种多样的,承印物的质地特性也是产生糊版现象前一个因素。
例如:纸张类、木桩类、织物类等承印物表面平滑度低,表面强度较差,在印刷过程中比较容易产生掉粉、掉毛现象,因而制成糊版。
1、车间温度、湿度油墨性质的原因。
2、丝网印刷车间要求保持一定的温度和相对湿度。
如果温度高,相对湿度低,油墨中的挥发溶剂就会很快地挥发掉,油墨的黏度变高,从而堵住网孔。
另一点应该注意的是,如果停机时间过长,也会产生糊版现象,时间越长糊版越严重。
其次是,如果环境温度低,油墨流动性差也容易产生糊版。
3、丝网印版的原因。
制好的丝网印版在使用前用水冲洗干净并干燥后方能使用。
如果制好版后放置过久不及时印刷,在保存过程中或多或少就会黏附尘土,印刷时如不清洗,就会造成糊版。
4、印刷压力的原因。
印刷过程中压印力过大,会使刮板弯曲,刮板与丝网印版和承印物不是线接触,而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残余油墨,经过一定时间便会结膜造成糊版。
5、丝网印版与承印物间隙不当的原固。
丝印版与承印物之间的间隙不能过小,间隙过小在刮印后丝网印版不能脱离承印物,丝网印版抬起时,印版底部黏附一定油墨,这样也容易造成糊版。
丝印常见问题分析及解决
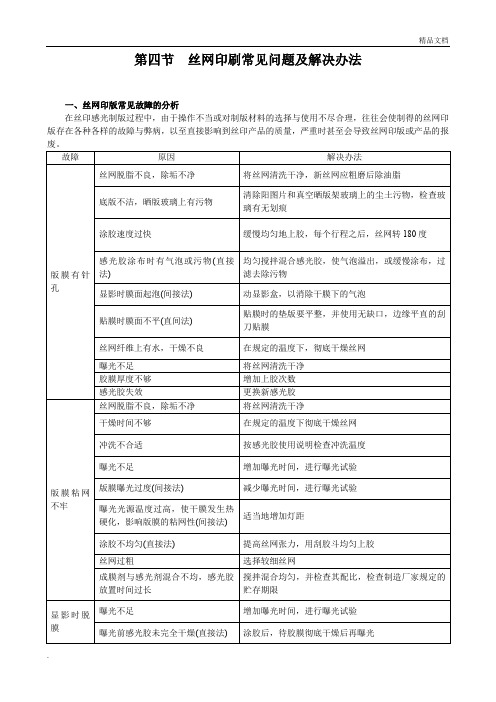
第四节丝网印刷常见问题及解决方法一、丝网印版常见故障的分析在丝印感光制版过程中,由于操作不当或对制版材料的选择与使用不尽合理,往往会使制得的丝网印版存在各种各样的故障与弊病,以至直接影响到丝印产品的质量,严重时甚至会导致丝网印版或产品的报丝印故障的产生,有单一方面原因的,但更多的则是错综复杂诸原因的穿插影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
〔一〕、糊版糊版亦称堵版,是指丝网印幅员文通孔局部在印刷中不能将油墨转移到承印物上的现象。
这种现象的出现会影响印刷质量,严重时甚至会无法进展正常印刷。
丝网印刷过程中产生的糊版现象的原因是错综复杂的。
糊版原因从以下各方面进展分析。
1、印物的原因。
丝网印刷承印物是多种多样的,承印物的质地特性也是产生糊版现象前一个因素。
例如:纸类、木桩类、织物类等承印物外表平滑度低,外表强度较差,在印刷过程中比较容易产生掉粉、掉毛现象,因而制成糊版。
1、车间温度、湿度油墨性质的原因。
2、丝网印刷车间要求保持一定的温度和相对湿度。
如果温度高,相对湿度低,油墨中的挥发溶剂就会很快地挥发掉,油墨的黏度变高,从而堵住网孔。
另一点应该注意的是,如果停机时间过长,也会产生糊版现象,时间越长糊版越严重。
其次是,如果环境温度低,油墨流动性差也容易产生糊版。
3、丝网印版的原因。
制好的丝网印版在使用前用水冲洗干净并枯燥前方能使用。
如果制好版后放置过久不及时印刷,在保存过程中或多或少就会黏附尘土,印刷时如不清洗,就会造成糊版。
4、印刷压力的原因。
印刷过程中压印力过大,会使刮板弯曲,刮板与丝网印版和承印物不是线接触,而呈面接触,这样每次刮印都不能将油墨刮干净,而留下剩余油墨,经过一定时间便会结膜造成糊版。
5、丝网印版与承印物间隙不当的原固。
丝印版与承印物之间的间隙不能过小,间隙过小在刮印后丝网印版不能脱离承印物,丝网印版抬起时,印版底部黏附一定油墨,这样也容易造成糊版。
6、油墨的原因。
丝印常见问题分析与解决
第四节丝网印刷常见问题及解决办法一、丝网印版常见故障的分析在丝印感光制版过程中,由于操作不当或对制版材料的选择与使用不尽合理,往往会使制得的丝网印版存在各种各样的故障与弊病,以至直接影响到丝印产品的质量,严重时甚至会导致丝网印版或产品的报二、丝网印刷故障及对策丝印故障的产生,有单一方面原因的,但更多的则是错综复杂诸原因的交叉影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
(一)、糊版糊版亦称堵版,是指丝网印版图文通孔部分在印刷中不能将油墨转移到承印物上的现象。
这种现象的出现会影响印刷质量,严重时甚至会无法进行正常印刷。
丝网印刷过程中产生的糊版现象的原因是错综复杂的。
糊版原因从以下各方面进行分析。
1、印物的原因。
丝网印刷承印物是多种多样的,承印物的质地特性也是产生糊版现象前一个因素。
例如:纸张类、木桩类、织物类等承印物表面平滑度低,表面强度较差,在印刷过程中比较容易产生掉粉、掉毛现象,因而制成糊版。
1、车间温度、湿度油墨性质的原因。
2、丝网印刷车间要求保持一定的温度和相对湿度。
如果温度高,相对湿度低,油墨中的挥发溶剂就会很快地挥发掉,油墨的黏度变高,从而堵住网孔。
另一点应该注意的是,如果停机时间过长,也会产生糊版现象,时间越长糊版越严重。
其次是,如果环境温度低,油墨流动性差也容易产生糊版。
3、丝网印版的原因。
制好的丝网印版在使用前用水冲洗干净并干燥后方能使用。
如果制好版后放置过久不及时印刷,在保存过程中或多或少就会黏附尘土,印刷时如不清洗,就会造成糊版。
4、印刷压力的原因。
印刷过程中压印力过大,会使刮板弯曲,刮板与丝网印版和承印物不是线接触,而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残余油墨,经过一定时间便会结膜造成糊版。
5、丝网印版与承印物间隙不当的原固。
丝印版与承印物之间的间隙不能过小,间隙过小在刮印后丝网印版不能脱离承印物,丝网印版抬起时,印版底部黏附一定油墨,这样也容易造成糊版。
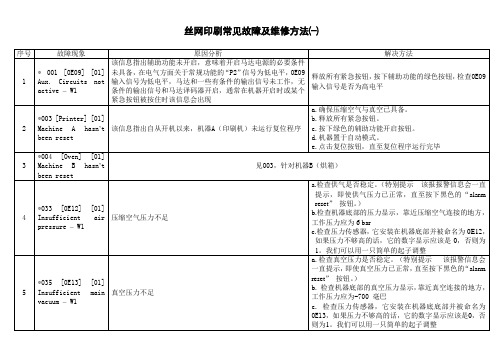
丝网印刷常见故障、报警及处理方法
故障及处理方法
5、堵网
原因:有干的浆料将本该漏印浆料的地方堵起来了。
解决方法:选择“先刮浆料后印刷”的印刷方式,将 印刷头停在靠近自己的地方,按下F5键向上抬起网版, 使用带酒精的抹布将堵网的地方擦干净即可。
6、印刷图形偏移
原因:印刷参数不正确、 印刷台面太脏,造成摄像头 进行待印刷硅片位置校正产生错误。(感应器脏)
5、Alarm Vision System
意思:摄像系统有一个报警信息。 原因:通常是在旋转台面的上料台和下料台有破碎的硅 片,或者待印刷的硅片放置位置超过了摄像头的感觉范围。 解决方法:如果是上料或者下料台面有碎片的话,请将 碎片清理掉,并消除报警对话框即可。
报警信息及处理方法
6、Wafer Presence after Flip-over
解决方法:参照7.7的操作对10号电机进行复位即可。
2、Check Page 42-Elmo Manual error with Elmo MG 10 Motor Failure Code:100H; 16 Position error
意思:查看42- Elmo Axis Manual Command的错误信息, 10号电机出现错误。错误代码为100H;16位置错误并产生 了越位。
报警信息及处理方法
8、motor at correct step (oven)-w0
意思:烘箱电机处在修正的单步范围 原因:烘箱托盘的旋转电机没有走到位,感应器没有感 应到。 解决方法:调整感应器的位置使感应器能够感应到电机 的正确位置。通常是禁止我们调整感应器的位置的,此时 我们可以用一个金属片来代替转盘的感应位置,暂时让机 器动起来。如果仍有此现象,那么我们应通知设备人员进 行维修。
丝网印刷中常见故障及解决方法
丝网印刷中常见故障及解决方法:一、糊版糊版(堵版),指丝印图文在印刷中不能将油墨印到材料上的现象。
丝印糊版原因就是错综复杂的。
1、材料原因材料平滑度低,表面强度较差,印刷中产生掉粉、掉毛现象,会导致糊版。
2、车间温度、湿度及油墨性质原因丝印车间要保持一定的温度与相对湿度。
温度高,相对湿度低,油墨溶剂就很快挥发掉,油墨粘度变高,堵住网孔,停机时间过长,也会糊版,时间越长糊版越严重。
环境温度低,油墨流动性差也容易产生糊版。
3、丝网印版的原因网版在使用前要干净并干燥。
如果制好版放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如不清洗,就会造成糊版。
4、印刷压力的原因压力过大刮板与网版与材料不就是线接触而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残油,经过一定时间便会结膜造成糊版。
5、丝网印版与材料间隙不当的原因网版与材料间隙过小,间隙过小在刮印后网版不能脱离材料,网版抬起时,印版底粘附油墨,这样也容易糊版与粘版。
6、油墨的原因油墨颗粒较大时,容易出现堵住网孔的现象。
因此要过滤油墨。
油墨干燥过快,容易糊版。
特别就是在使用挥发干燥型油墨时更为突出、用氧化干燥型油墨,糊版现象出现得不就是很多,如果过量使用干燥剂,也会发生糊版,油墨溶剂蒸发,使油墨粘度增高,而发生封网现象。
如果面积比较大,网版油墨消耗少,就容易造成糊版,(就是经常换用新油墨)。
油墨的流动性差,会使用油墨在没有通过丝网时便产生糊版,(降低油墨粘度提高油墨的流动性来解决)。
发生糊版故障后,针对油墨的性质,用适当的溶剂擦洗。
擦洗的要领就是从印刷面开始,由中间向外围轻轻擦拭。
擦拭后检查印版,如有缺损应及时修补,修补后可重新开始印刷。
应注意的就是,版膜每擦一次,就变薄一些、二、油墨在材料上固着不牢1、材料印刷前应对随印材料进行印前处理的检查。
当材料表面附着油脂类、粘接剂、尘埃物等物质时,会造成油墨与材料粘接不良。
2材料在印刷时为提高与油墨的粘着性,必须进行表面处理,须除尘后才印刷、三、锯齿丝印出现锯齿(包括残缺或断线)。
丝网印刷常见故障、报警及处理方法
丝网印刷常见故障、报警及处理方法1.漏浆:原因:查看四个台面同一位置是否有浆料解决方法:根据在硅片上漏浆的位置,确定网版漏浆的位置,查看网版漏浆洞的大小,如果漏洞不大,选择合适的胶带在网版下面将漏浆的位置粘住,试做一片,查看是否仍然漏浆,如果仍然漏浆,重新修补,如果不漏,可以继续使用。
如果漏洞太大,无法用胶带修补的话,更换网版。
2.裂纹:原因:台面上有碎屑,实际压力比设定压力大出许多,网板上粘有碎片,换纸后有不平解决方法:清理碎屑,刮刀高度上升,擦拭网板,重新更换纸。
3.虚印:原因:印刷参数不好或者印刷刮条不平。
有时也可能是我们的网版使用的时间太长而造成虚印,台面的不平。
解决方法:抬高丝网间距,加大印刷的压力。
如果仍然不干净的话,可以尝试着更换刮条。
如果刮得干净看看网版的总的印刷数量,如果是因为网版使用的时间太长而造成虚印,我们在加浆料的时候采取少量多次。
4.堵网:原因:有干的浆料将本该漏印浆料的地方堵起来了。
解决方法:选择“先刮浆料后印刷”的印刷方式,将印刷头停在靠近自己的地方,按下F5键向上抬起网版,使用带酒精的抹布将堵网的地方擦干净即可。
5.印刷图形偏移:原因:印刷参数不正确、印刷台面太脏,造成摄像头进行待印刷硅片位置校正产生错误。
解决方法:调整印刷参数,即印刷的纵横轴的大小,即转角的度数。
更换印刷台面的纸张。
6.压板:原因:当某一个印刷台面上不断的碎片,并且碎片形状大同小异,印刷台面上可能有杂物。
解决方法:擦拭台面,如果还有碎片的话,更换印刷台面的纸张。
7.弯曲:原因:背电场印刷太厚解决方法:调整印刷参数。
如:减小丝网间距,同时加大印刷压力。
加大刮刀高度,减小印刷速度。
同时进行印刷前和印刷后的称重,看印刷是否符合印刷工艺要求。
8.铝苞:原因:印刷的浆料有点薄、网版有破损、折痕。
解决方法:减小压力,丝网间距加大,刮刀高度上升。
网版破损,请更换网版。
9.粘板:原因:丝网间距太小、印刷刮条不平,丝网刮不干净、印刷台面纸太脏,硅片吸附不住,硅片有厚薄不均。
丝网印刷常见故障及排除方法
a. 在输入-输出页检查有关的输入信号0E14。
该信号取自安装在传送横梁上下气缸表面上的传感器,如果该选项是高电平而错误信息标明“W1”则诊断中可能有误解。
同样,如果该选项是低电平而错误信息标明“W0”则诊断中可能有误解b. 在WAGO模块里检查输入信号0E14,每一个输入信号用xExx标明,第一个“x”是节点或盒号,“xx”是该节点或盒号里面的数字信号,例如0E14就是0号节点或盒号里的数字信号,不同的盒子被放置在机器的上部,第一个通常在印刷头上面,靠近PC部分,从正面看节点,可以看到通讯单元,CAN网线连接的地方,几个不同的模块用于数字的或相似的输入输出信号,这些数字信号被连接在顶上的黄色塑料模块上,每个模块能管理四个输入信号,它们的状态可以通过黄色塑料下的绿灯检查,从上面的左侧顺时针方向前进,这样,从最靠近黄色模块通讯单元,输入信号被读作0,1,2,3(第一个模块),4,5,6,7(第二个模块),8,9,10,11(第三个模块,这样一直下去,因此很容易地发现0E14,如果它是开着的而输入输出页里却是低电平(或相反),那么可能有一个软件错误或在输入输出单元有一个配置错误,或者与CAN网卡有一个通讯错误。
c. 检查信号来的地方的传感器状态:在这个例子中,它被安装在印刷机传送带的上缸表面上,如果传感器是开着的,而WAGO模块里是关着的,(或相反),则从传感器到WAGO的连接电缆可能有问题.d.检查传感器本身:它可能损坏了或者位置发生了偏移。
它很可能因松动而造成状态变化的假象.e.检查传感器应该所处的状态,在这个例子中检查传送带的位置,看它是否真的在上面或没有.f. 检查相关的输出信号:当传送横梁被要求升上来时,0A15(传送带下降命令)和。
丝网印刷常见故障及对策汇总
丝网印刷常见故障及对策汇总丝网印刷故障产生的原因是多方面的,涉及丝印印版、丝印刮版、丝印油墨、丝印设备、丝印材料以及操作技术等诸多因素。
丝印故障的产生,有单一方面原因的,但更多的则是错综复杂的诸原因的交叉影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
九、叠印不良重叠墨膜叫做叠印。
多色印刷时,在前一印的墨膜上,后一印的油墨不能清晰地印上,这种现象因油墨的种类不同,有的容易产生,有的不易产生。
例如:氧化聚合型的油墨其干燥剂添加量过多,促进干燥,墨膜的氧化及硬化过度时,会使两色的油墨相互排斥。
另外,挥发型油墨若过量添加消泡剂,消泡剂在墨股表面形成薄膜,妨碍叠印。
其补救方法是使用叠印性能好的油墨,降低油墨的粘度,在油墨中添加助剂,降低油墨的干燥速度等。
十、成品墨股尺寸扩大丝网印刷后,有时会出现印刷尺寸扩大。
印刷尺寸扩大的主要原因是油墨粘度比较低以及流动性过大;丝网印版在制作时尺寸扩大,也是引起印刷尺寸扩大的原因。
为避免油墨流动性过大而造成印刷后油墨向四周流溢,致使印刷尺寸变大,可考虑在流动性过大的油墨中添加一定量的增稠剂,以降低油墨的流动性,还可使用快干性油墨,加快油墨在印剧后的干燥速度,减少油墨的流动。
在制作丝网印版时,要严格保证丝网版的质量。
十一、墨膜龟裂墨股龟裂是由于溶剂的作用和温度变化较大引起的。
承印物材料本身因素也会导致墨膜龟裂的现象发生。
为了防止墨膜龟裂的发生,在选用溶剂时要考虑油墨的性质和承印物的耐溶剂性。
选用耐溶剂性、耐油性强的材料作为承印材料,并注意保持车间温度均衡,在多色套印时,要在每色印刷它充分干燥,并严格控制干燥温度,即可有效地防止墨膜龟裂现象的发生。
十二、洇墨洇墨是指在印刷的线条外侧有油墨溢出的现象。
在印刷一条线时,在刮板运动方向的一边,油墨溢出而影响了线条整齐,这种现象就叫作洇墨。
洇墨可以通过调整印版和油墨的关系,刮板的运行和丝网绷网角度的关系加以解决。
丝网印版的通孔部分的形状,因制版方法(间接法、直接法、直间法)不同而不同。
丝网印刷常见的问题以及解决的方法

丝网印刷常见的问题以及解决的方法:第一道:1.上料台Feed C/V2经常会有承载盒不到位引起的报警,可以分为两种:一种是Magazine 处在Down的位置,只要把盒子推到位就可以了;另一种是Magazine 处在Up 的位置,那时你推盒子是推不动的,因为被卡死了,只要让Magazine 处在Down 位置再把盒子推到位就行了。
2.Wafer transfer 经常会吸住承载盒内的拖盘而报警,原因是盒子上端开口比较大,拖盘挡住了感应器而造成,只要将拖盘放正,把Wafer Fransfer移到另一个位置就行了,把盒子整一下。
3.Wafer transfer 有吸两片的现象,方法有a .调节风刀的大小和风刀吹风的位置; b .调节四个吸嘴的高低;c .调慢气缸的上升速度;d ,风刀吹风的时间。
4.Alignment 因为硅片碎掉,摄想头定位出现报警而造成的机械手不动作,方法有a .放好片子上重新照点定位就可以;b .如果a 不行,只有甩源关掉,用手将Alignment 推离StandbyP1的位置,然后重新启动电源,让Alignment 有一个复位的过程旧可以了。
5.印刷台面有压板的现象,原因有:网板下面胶带粘的太多太厚,员工在装片时没有注意硅片与硅片之间是否有小碎片或灰尘,印刷台面没有调平或是刚带打毛,硅片本身有受过伤或裂痕。
第二道:背电场有铝包或是铝珠:1.印刷太薄2.绒面过大而且不均匀3网版折痕严重1.背电场造成弯曲的原因:铝背场印刷太厚,影响印刷厚薄有几个参数:(1)丝网间距;(2)刮刀高度;(3)印刷速度;(4)气动压力四个参数中如果有三个参数不变,那么丝网间距抬高,背电场印厚,刮刀高度越低背电场约厚,印刷速度越快,背电场越厚,但速度超过一定量时,背电场又会变薄,气动压力越小背电场变厚。
2.背电场粘板的问题原因: 1.丝网间距过底,刮刀高度过小,使网板内还留有铝浆,而将硅片粘起;2.真空吸孔堵塞或是真空发生器有问题;3.台免平整速度有问题,使硅片没有平铺在台面上而造成漏真空。
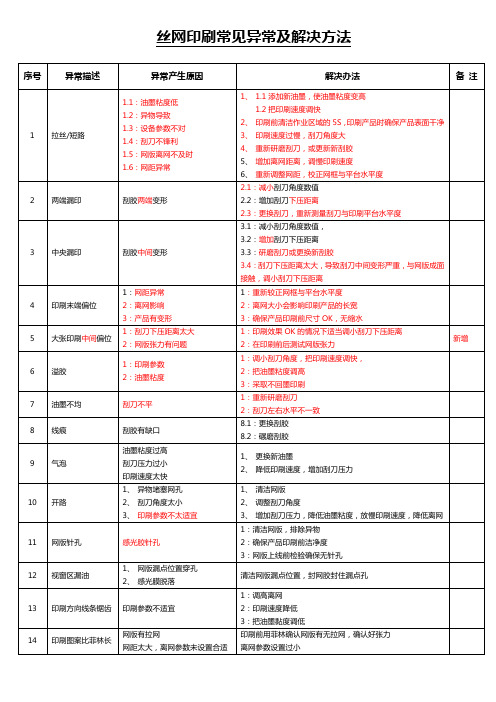
丝网印刷常见异常及解决方法
4
印刷末端偏位
1:网距异常
2:离网影响
3:产品有变形
1:重新较正网框与平台水平度
2:离网大小会影响印刷产品的长宽
3:确保产品印刷前尺寸OK,无缩水
5
大张印刷中间偏位
1:刮刀下压距离太大
2:网版张力有问题
1:印刷效果OK的情况下适当调小刮刀下压距离
2:在印刷前后测试网版张力
新增
6
溢胶
1:印刷参数
2:油墨粘度
1:调小刮刀角度,把印刷速度调快,
2:把油墨粘度调高
3:采取不回墨印刷
7
油墨不均
刮刀不平
1:重新研磨刮刀
2:刮刀左右水平不一致
8
线痕
刮胶有缺口
8.1:更换刮胶
8.2:碾磨刮胶
9
气泡
油墨粘度过高
刮刀压力过小
印刷速度太快
1、更换新油墨
2、降低印刷速度,增加刮刀压力
10
开路
1、异物堵塞网孔
2、刮刀角度太小
3、印刷参数不太适宜
1、清洁网版
2、调整刮刀角度
3、增加刮刀压力,降低油墨粘度,放慢印刷速度,降低离网
11
网版针孔
感光胶针孔
1:清洁网版,排除异物
2:确保产品印刷前洁净度
3:网版上线前检验确保无针孔
12
视窗区漏油
1、网版漏点位置穿孔
2、感光膜脱落
清洁网版漏点位置,封网胶封住漏点孔
13
印刷方向线条锯齿
印刷参数不适宜
1:调高离网
2:印刷速度降低3:把Fra bibliotek墨黏度调低14
丝网印刷常见异常处理

丝⽹印刷常见异常处理简单介绍,仅供参考⼀、堵⽹:1、车间温度、湿度与浆料性质原因:若温度⾼、相对湿度低,浆料挥发溶剂就很快挥发掉,浆料粘度变⾼,从⽽堵⽹。
注意:停⽌时间过长,会产⽣堵⽹,时间越长越严重。
其次,环境温度低,浆料流动性差也容易堵⽹,所以严格控制车间温度与湿度;2、⽹版:⽤松油醇擦⼲净并⼲燥后⽅能使⽤。
若放置时间过久不及时印刷,在保存过程中就会粘附尘⼟;3、印刷压⼒:印刷压⼒过⼤,会使刮条弯曲,刮条与⽹版和基板不是线接触,⽽成⾯接触,每次印刷都不能将浆料刮⼲净⽽留下残余浆料,时间长了就会堵⽹;4、印刷间隙不合适:太⼩也容易堵⽹;5、浆料原因:浆料颗粒⼤,要确保充⾜的搅拌时间⼆、翘曲:1、硅⽚太薄:控制原始硅⽚厚度;2、印刷铝浆太厚:控制铝浆增重量;3、烧结温度过⾼:调整烧结炉4、5、6、7区温度;4、烧结炉冷却区冷却效果不好:查看风扇状况、进出⽔温度压⼒等三、铝包:1、烧结温度太⾼:调整烧结炉4、5、6、7区温度;2、印刷铝浆太薄:增⼤铝浆的印刷量;3、使⽤前浆料搅拌不充分:搅拌时间必须达到规定时间;4、铝浆印刷后烘⼲时间不够:增加烘⼲时间或提⾼烘⼲温度;5、烧结排风太⼩:增⼤烧结炉排风;6、烧结炉冷却区冷却区冷却效果不好:查看风扇状况、进出⽔温度压⼒等;四、铝珠:1、印刷过厚:降低印刷厚度,调整印刷参数—提⾼压⼒,减低速度以及丝⽹间距;2、烧结热量过多:在不影响电性能的情况下,降低烧结温度或提⾼烧结带速;五、铝刺:1、背场印刷表⾯不均匀:检查刮条的平整度;2、烧结⽹带不洁净:清洗⽹带或对忘带进⾏打磨;3、烧结⽹带抖动严重:由设备⼈员来调整⽹带;4、烧结温度过⾼:不影响电性能的情况下降低烧结温度;六、虚印:1、⽹版堵塞:⽤松油醇先擦⼀遍,再⽤⼲⽆尘布擦⼲;2、印刷刮⼑条不平:更换刮⼑条;3、⽹版不合格:更换⽹版;4、车间温度与湿度不合适:温度控制在22±2℃,湿度控制在50±3%;5、印刷参数不合格:调整印刷压⼒、印刷间隙与印刷速度;6、⼯作台板不平,磨损严重:检查更换⼯作台板;7、印刷机导轨不平:设备重新调整导轨;七、粗线:1、原硅⽚为线痕⽚:控制线痕原硅⽚;2、⽹版使⽤次数太多,张⼒不够:更换新⽹版;3、⽹版参数不合格:核对该批⽹版参数,更换新⽹版;4、浆料太稠,搅拌时间太短:严格执⾏浆料搅拌规定;5、印刷参数不合适:调整印刷机参数;⼋、真空错误1、原硅⽚问题:硅⽚厚度不均匀;2、粘⽚:检查⽹版是否粘⽚;3、设备传送错误:找设备⼈员调整;九、对位错误:1、⽹版不⼲净:⽤⽆尘布蘸酒精擦拭⽹版四个基准点;2、原硅⽚边缘不整:拿出不规整的原硅⽚;3、设备问题:找设备⼈员调整机器;⼗、连续碎⽚:1、台⾯不平整:检查印刷台⾯是否不平整或有碎⽚;2、⽹版:检查⽹版是否粘有碎⽚,擦拭⼲净⽹版;3、刮条不平:检查刮条是否平整,更换新刮条;4、印刷压⼒过⼤:减⼩印刷压⼒;5、隐裂:检查前段⼯序是否有上述情况;⼗⼀、块状或粉末状脱落:1、烘⼲温度过⾼:降低起始烘⼲温度或降低整体烘⼲温度,缩短烘⼲时间;⼗⼆、烧结炉区不稳定:将温区停⽌加热,降低200度后重新启动加热,多次重复⾄稳定为⽌;⼗三、电性能参数:1、开路电压受光照的太阳电池处于开路状态,光⽣载流⼦只能积累与pn结两侧产⽣光⽣电动势,这是在太阳电池两端测得的电势差叫作开路电压,⽤符号Voc表⽰。
丝网印刷中常见故障的分析及处理

丝网印刷中常见故障的分析及处理丝网印刷中常见故障的分析及处理在丝网印刷中,由于油墨的选择、印刷基材的特性、印刷环境因素的不定等等,容易造成各种各样的印刷故障,影响生产周期及产品质量,对用户及供应商带来损失。
如何来避免这些损失呢?现从以下一些分析可以让我们得到一些启示。
一、印刷图样不清晰产生的原因:1、油墨的选择不当或油墨本身存在质量问题;2、油墨过于快干,使印刷图纹或线条不清晰,产生图纹残缺或线条断线现象;3、油墨的粘度太高,印刷时产生图纹残缺或线条断线现象;4、印刷中出现塞版现象,影响油墨的正常过墨;5、印刷时刮刀压力不足或不均匀,造成过墨不均匀;6、承印物的表面凹凸不平。
处理方法: 1、更换相适合的油墨;2、使用较慢干的溶剂调配油墨;3、调稀油墨或加入触变剂降低粘度;4、正确选择慢干溶剂稀释油墨,并注意印刷网版的过墨性能;5、印刷时加大刮刀力度,同时注意刮力的均匀性;6、处理承印物表面(如印刷粗纹底材可以先用光油或其它材料打底后再印刷。
二、油墨在印刷的时候经常塞版,影响正常使用。
产生的原因:1、油墨本身太快干或在气温较高的印刷环境下使用快干溶剂稀释油墨,2、油墨的粘度太高,在印刷细小文字或线条时造成塞板;3、调墨时加入溶剂不适当(如加入溶剂溶解力不够造成油墨返粗等);4、油墨本身的颗粒太粗,而使用印版网目过高,油墨不能正常过网。
处理方法:1、更换慢干形的油墨或根据印刷环境使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度;3、使用指定的溶剂稀释油墨,使油墨能够正常溶解或分散;4、更换细度更高的油墨。
三、印刷品出现明显网纹产生的原因:1、油墨过于快干;2、油墨的粘度太高,流动性不够;3、使用的网目太粗处理方法:1、使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度,提高油墨的流动性能;3、使用较高目数网纱。
四、印刷品出现明显水波纹产生的原因:油墨太稀或粘度太低,印刷时网距过低,印刷时产生油墨倒粘;排除方法:减少油墨中加入的溶剂份量,保持油墨的粘度同时适当调高网距,使印刷时能自然回弹五、油墨干燥不良产生的原因:1、选用溶剂不当,腐蚀底材(特别是印刷印刷软质PVC或覆膜尼龙布时容易产生);2、溶剂过于慢干或干燥时间不足;处理方法:1、选择与底材相适应的溶剂;2、选用较快干溶剂或延长干燥时间六、油墨附着力不良产生的原因:1、选用油墨与底材不适应;2、底材表面不干净,有油污或表面处理剂等(如:防腐剂、脱膜剂等);另外,一些特殊材料,由于表面张力过低也会影响油墨的附着力;3、干燥时间不足,油墨没有完全固化;4、过多加入助剂或加入助剂不当。
丝网印刷常见异常及解决方法
序号
异常描述
异常产生原因
解决办法
备注
1
拉丝/短路
1.1:油墨粘度低
1.2:异物导致
1.3:设备参数不对
1.4:刮刀不锋利
1.5:网版离网不及时
1.6:网距异常
1、1.1添加新油墨,使油墨粘度变高
1.2把印刷速度调快
2、印刷前清洁作业区域的5S,印刷产品时确保产品表面干净
3、印刷速度过慢,刮刀角度大
13
印刷方向线条锯齿
印刷参数不适宜
1:调高离网
2:印刷速度降低
3:把油墨黏度调低
14
印刷图案比菲林长
网版有拉网
网距太大,离网参数未设置合适
印刷前用菲林确认网版有无拉网,确认好张力
离网参数设置过小
10
开路
1、异物堵塞网孔
2、刮刀角度太小
3、印刷参数不太适宜
1、清洁网版
2、调整刮刀角度
3、增加刮刀压力,降低油墨粘度,放慢印刷速度,降低离网
11
网版针孔
感光胶针孔
1:清洁网版,排除异物
2:确保产品印刷前洁净度
3:网版上线前检验确保无针孔
12
视窗区漏油
1、网版漏点位置穿孔
2、感光膜脱落
清洁网版漏点位置,封网胶封住漏点孔
3.4:刮刀下压距离太大,导致刮刀中间变形严重,与网版成面接触,调小刮刀下压距离
4
印刷末端偏位
1:网距异常
2:离网影响
3:产品有变形
1:重新较正网框与平台水平度
2:离网大小会影响印刷产品的长宽
3:确保产品印刷前尺寸OK,无缩水
5
大张印刷中间偏位
1:刮刀下压距离太大
丝网印刷常见故障及排除方法
a. 在输入-输出页检查有关的输入信号0E14。
该信号取自安装在传送横梁上下气缸表面上的传感器,如果该选项是高电平而错误信息标明“W1”则诊断中可能有误解。
同样,如果该选项是低电平而错误信息标明“W0”则诊断中可能有误解b. 在WAGO模块里检查输入信号0E14,每一个输入信号用xExx标明,第一个“x”是节点或盒号,“xx”是该节点或盒号里面的数字信号,例如0E14就是0号节点或盒号里的数字信号,不同的盒子被放置在机器的上部,第一个通常在印刷头上面,靠近PC部分,从正面看节点,可以看到通讯单元,CAN网线连接的地方,几个不同的模块用于数字的或相似的输入输出信号,这些数字信号被连接在顶上的黄色塑料模块上,每个模块能管理四个输入信号,它们的状态可以通过黄色塑料下的绿灯检查,从上面的左侧顺时针方向前进,这样,从最靠近黄色模块通讯单元,输入信号被读作0,1,2,3(第一个模块),4,5,6,7(第二个模块),8,9,10,11(第三个模块,这样一直下去,因此很容易地发现0E14,如果它是开着的而输入输出页里却是低电平(或相反),那么可能有一个软件错误或在输入输出单元有一个配置错误,或者与CAN网卡有一个通讯错误。
c. 检查信号来的地方的传感器状态:在这个例子中,它被安装在印刷机传送带的上缸表面上,如果传感器是开着的,而WAGO模块里是关着的,(或相反),则从传感器到WAGO的连接电缆可能有问题.d.检查传感器本身:它可能损坏了或者位置发生了偏移。
它很可能因松动而造成状态变化的假象.e.检查传感器应该所处的状态,在这个例子中检查传送带的位置,看它是否真的在上面或没有.f. 检查相关的输出信号:当传送横梁被要求升上来时,0A15(传送带下降命令)和。
2023年丝网印刷过程中常犯的三个错误及对策

TEAM
Benson
2023/9/10
墨水位 置
墨水喷 涂量
一致性
印刷图 案
稳定性
印刷误 差
模糊
制作精准的网版
1. 网版拉网不均匀:这是丝网印刷中常见的问 题之一。造成网版拉网不均匀的原因可能是网 版张力不均匀、拉网力度不一致等。为了解决 这个问题,可以采取以下对策:
检查并调整网版张力:使用张力仪检测网版张力,并统一调整到合适的水平,使得整个网版 的张力均匀一致。 控制拉网力度:操作人员应该在拉网过程中保持力度的一致性,避免过大或过小的力度造成 网版拉网不均匀。
2.3.选择材料需考虑成本、环保要求
在选择材料的过程中,还需考虑成本、环保等因素,选择性价比较高、符合环保要求的材料,以达到经济效益和社会效益的双重目标。
05
调整墨水ቤተ መጻሕፍቲ ባይዱ给系统
墨水供给系统错误
1.改进策略
定期清洗墨水供给系统,以防止墨水管道堵塞。同时,确保使用高质量的墨水,以减少沉淀物的产生。
2.确保墨盒墨桶正确安装,避免漏墨不均
印刷色彩校准:使用色标卡与墨路/喷墨量调整
为了解决色差过大的问题,可以使用色标卡来校准印刷色彩,保证印刷品的色彩准确性。此外,还可以调整印版 的墨路和喷墨量来实现色彩的适度调整,以达到更好的色彩效果。
印刷位置偏移:常见误差与解决方案
检查丝网张力
错误1:丝网张力过低
丝网张力 厂家建议
调校 理想水平
错误2:丝网张力过高
丝网印刷常见问题及解决方法

净的无尘布将网板擦拭干净 降低压力
检查机械手加紧状况 刮刀高度上升
丝网间距,适当加大压力 更换刮条 更换网板 观察刮条刮拭的网板是否干净,加浆 料时采取少加多次的方式进行加浆料
板及刮条高度或降低电机高度 检查来料
更换衬纸或调整台面 更换刮条
小down-stop;增大pressure;减小speed 改变snap-off的效果最明显,但需注 意snap-off值改变过大会出现印刷不 良 大down-stop;减小pressure;增大speed
用干净的无尘布将网板擦拭干净 降低压力 检查机械手加紧状况 刮刀高度上升 抬高丝网间距,适当加大压力 更换刮条 更换网板
降低网板及刮条高度或降低电机高 检查来料 更换衬纸或调整台面 更换刮条
减小snap-off;减小down-stop;增大pressur
增大snap-off;增大down-stop;减小pressur
刮条破损
更换刮条
解决方法 加大丝网间距 检查刮条的平整度 检查来料 更换网板
备注 调大snap-off绝对值 可放在玻璃门上检查平整度
更换网板前后测量网板张力 不建议增大印刷压力
(调大Down-stop绝对值 )和印刷压力 ( Pressure ) 更换干净的衬纸
净的酒精无尘布擦拭台面 调大真空吸力 减少搅拌时间
1号机 Ag/Al浆
漏浆
网板微破且不影响图形 印刷偏移 Working Beam 上定位卡口处有浆料 网板破坏严重无法用胶带粘住 台面上有碎屑 换纸后有不平
隐裂
网板上沾有碎屑 隐裂 压力偏大 机械手夹的太紧 实际压力比设定压力大出很多 印刷参数不适宜 虚印 刮条不平 网板使用时间太长 网板及刮条高度太高 wafer厚度不均匀 印刷模糊 面不平 刮条不平 Ag/Al偏重 Ag/Al偏轻
丝网印刷中常见故障的分析及处理

丝网印刷中常见故障的分析及处理丝网印刷中常见故障的分析及处理丝网印刷中,由于油墨的选择、印刷基材的特性、印刷环境因素的不定等等,容易造成各种各样的印刷故障,影响生产周期及产品质量,对用户及供应商带来损失。
如何来避免这些损失呢?现从以下一些分析可以让我们得到一些启示。
一、印刷图样不清晰产生的原因:1、油墨的选择不当或油墨本身存在质量问题;2、油墨过于快干,使印刷图纹或线条不清晰,产生图纹残缺或线条断线现象;3、油墨的粘度太高,印刷时产生图纹残缺或线条断线现象;4、印刷中出现塞版现象,影响油墨的正常过墨;5、印刷时刮刀压力不足或不均匀,造成过墨不均匀;6、承印物的表面凹凸不平。
处理方法:1、更换相适合的油墨;2、使用较慢干的溶剂调配油墨;‘3、调稀油墨或加人触变剂降低粘度;4、正确选择慢干溶剂稀释油墨,并注意印刷网版的过墨性能;5、印刷时加大刮刀力度,同时注意刮力的均匀性:;6、处理承印物表面(如印刷粗纹底材可以先用光油或其它材料打底后再印刷)。
二、油墨在印刷的时候经常塞版,影响正常使用产生的原因:1、油墨本身太快干或在气温较高的印刷环境下使用快干溶剂稀释油墨;2、油墨的粘度太高,在印刷细小文字或线条时造成塞板;3、调墨时加入溶剂不适当(如加人溶剂溶解力不够造成油墨返粗等);4、油墨本身的颗粒太粗,而使用印版网目过高,油墨不能正常过网。
处理方法:1、更换慢干型的油墨或根据印刷环境使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度;3、使用指定的溶剂稀释油墨,使油墨能够正常溶解或分散;4、更换细度更高的油墨。
三、印刷品出现明显网纹产生的原因:1、油墨过于快干;2、油墨的粘度太高,流动性不够;3、使用的网目太粗。
处理方法:1、使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度,提高油墨的流动性能;3、使用较高目数网纱。
四、印刷品出现明显水波纹产生的原因:油墨太稀或粘度太低,印刷时网距过低,印刷时产生油墨倒粘;排除方法:减少油墨中加入的溶剂份量,保持油墨的粘度同时适当调高网距,使印刷时能自然回弹。
丝网印刷常见故障及对策
丝网印刷常见故障及对策一、糊版糊版(堵版),指丝印图文在印刷中不能将油墨印到材料上的现象。
丝印糊版原因是错综复杂的。
1.材料原因材料平滑度低,表面强度较差,印刷中产生掉粉、掉毛现象,会导致糊版。
2.车间温度、湿度及油墨性质原因丝印车间要保持一定的温度和相对湿度。
温度高,相对湿度低,油墨溶剂就很快挥发掉,油墨粘度变高,堵住网孔,停机时间过长,也会糊版,时间越长糊版越严重。
环境温度低,油墨流动性差也容易产生糊版。
3.丝网印版的原因网版在使用前要干净并干燥。
如果制好版放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如不清洗,就会造成糊版。
4.印刷压力的原因压力过大刮板与网版和材料不是线接触而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残油,经过一定时间便会结膜造成糊版。
5.丝网印版与材料间隙不当的原因网版与材料间隙过小,间隙过小在刮印后网版不能脱离材料,网版抬起时,印版底粘附油墨,这样也容易糊版和粘版。
6.油墨的原因油墨颗粒较大时,容易出现堵住网孔的现象。
因此要过滤油墨。
油墨干燥过快,容易糊版。
特别是在使用挥发干燥型油墨时更为突出. 用氧化干燥型油墨,糊版现象出现得不是很多,如果过量使用干燥剂,也会发生糊版,油墨溶剂蒸发,使油墨粘度增高,而发生封网现象。
如果面积比较大,网版油墨消耗少,就容易造成糊版,(是经常换用新油墨)。
油墨的流动性差,会使用油墨在没有通过丝网时便产生糊版,(降低油墨粘度提高油墨的流动性来解决)。
发生糊版故障后,针对油墨的性质,用适当的溶剂擦洗。
擦洗的要领是从印刷面开始,由中间向外围轻轻擦拭。
擦拭后检查印版,如有缺损应及时修补,修补后可重新开始印刷。
应注意的是,版膜每擦一次,就变薄一些.二、油墨在材料上固着不牢1.材料印刷前应对随印材料进行印前处理的检查。
当材料表面附着油脂类、粘接剂、尘埃物等物质时,会造成油墨与材料粘接不良。
2材料在印刷时为提高与油墨的粘着性,必须进行表面处理,须除尘后才印刷.三、锯齿丝印出现锯齿(包括残缺或断线)。
丝网印刷常见故障及对策

丝网印刷常见故障及对策汇总丝网印刷故障产生的原因是多方面的,涉及丝印印版、丝印刮版、丝印油墨、丝印设备、丝印材料以及操作技术等诸多因素。
丝印故障的产生,有单一方面原因的,但更多的则是错综复杂的诸原因的交叉影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
一、糊版糊版亦称堵版,是指丝网印版图文通孔部分在印刷中不能将油墨转移到承印物上的现象。
这种现象的出现会影响印刷质量,严重时甚至会无法进行正常印刷。
丝网印刷过程中产生的糊版现象的原因是错综复杂的。
糊版原因可从以下各方面进行分析。
①承印物的原因。
丝网印刷承印物是多种多样的,承印物的质地特性也是产生糊版现象的一个因素。
例如:纸张类、木板类。
织物类等承印物表面平滑度低,表面强度较差,在印刷过程中比较容易产生掉粉、掉毛现象,因而造成糊版。
②车间温度、湿度及油墨性质的原因。
丝网印刷车间要求保持一定的温度和相对湿度。
如果温度高,相对湿度低,油墨中的挥发溶剂就会很快地挥发掉,油墨的粘度变高,从而堵住网孔。
另一点应该注意的是,如果停机时间过长,也会产生糊版现象,时间越长糊版越严重。
其次是,如果环境温度低,油墨流动性差也容易产生糊版。
③丝网印版的原因。
制好的丝网印版在使用前用水冲洗干净并干燥后方能使用。
如果制好版后放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如果不清洗,就会造成糊版。
④印刷压力的原因。
印刷过程中压印力过大,会使刮板弯曲,刮板与丝网印版和承印物不是线接触,而呈面接触,这样每次刮印都木能将油墨刮干净,而留下残余油墨,经过一定时间便会结膜造成糊版。
⑤丝网印版与承印物间隙不当的原因。
丝网印版与承印物之间的间隙不能过小,间隙过小在刮印后丝网印版不能脱离承印物,丝网印版抬起时,印版底部粘附一定油墨,这样也容易造成糊板。
⑥油墨的原因。
在丝网印刷油墨中的颜料及其它固体料的颗粒较大时,就容易出现堵住网孔的现象。
另外,所选用丝网目数及通孔面积与油墨的颗粒度相比小了些,使较粗颗粒的油墨不易通过网孔而发生封网现象也是其原因之一。