攻丝前钻头的尺寸有哪些
攻丝底孔和螺距对照表【免费下载】
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最上面的圆形孔洞,称之为底孔。
底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
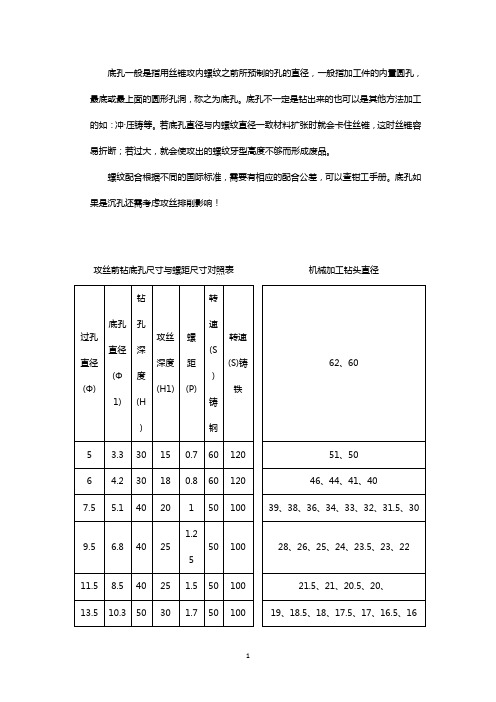
底孔如果是沉孔还需考虑攻丝排削影响!攻丝前钻底孔尺寸与螺距尺寸对照表机械加工钻头直径注:打底孔后必须将铁屑清出;钢件转速减半,必须选择*结构面(钢件)*后处理;所有转速进给不要设置!丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)螺距:沿螺旋线方向量得的,相邻两螺纹之间的距离。
一般指在螺纹螺距中螺纹上相邻两牙在中径线上对应两点间的轴向距离。
螺距,两螺旋线上对应点间的距离,即两螺纹间的距离,有时也指两螺旋焊缝间的距离。
螺纹螺距螺纹上相邻两牙在中径线上对应两点间的轴向距离。
航模中的螺距螺旋桨在空气中旋转一圈桨平面经过的距离。
[2]磁场中粒子螺距如果带电粒子进入均匀磁场B时,其速度v与B之间成θ角,则粒子将作螺旋运动。
而粒子在磁场中回转一圈所前进的距离叫做螺距(h):h=2πmvcosθ/(qB)螺旋CT螺距螺旋CT的问世产生了一个新的概念,螺距(pitch,P)。
对早期的单层螺旋,各厂家对此定义是统一的,即螺距=球管旋转360度的进床距离/准直宽度。
对于多层螺旋CT螺距的概念有点复杂,多层CT的一个准直宽度包含了多个相邻的图像。
螺距与导程。
谈管螺纹攻丝前钻孔_钻头_直径的确定
我国现颁布有五个管螺纹标准:GB/T12716—2002《60°密封管螺纹》、GB/T7306.1—2000《55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹》、GB/T7306.2—2000《55°密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹》、GB/T7307—2001《55°非密封管螺纹》、GB/T 1415—2008《米制密封螺纹》。
这五个管螺纹标准中都未规定内螺纹攻丝前的钻孔尺寸(这属于工艺范畴,当然不会规定),这给工艺人员带来一定不便,每每要考虑攻丝前的钻孔(钻头)直径问题。
对如何确定管螺纹攻丝前钻孔(钻头)直径,初涉者往往不知从何入手。
为此,山东华源莱动内燃机有限公司制定了《管螺纹攻丝前钻孔(钻头)直径》企业标准,该标准的制定极大地提高了工艺人员确定攻丝前钻孔(钻头)直径的效率。
笔者参入了该标准制定全过程,这里将归纳所得介绍如下,供探讨。
1确定攻丝前钻孔(钻头)直径的思路及注意事项(1)圆柱内螺纹根据相应管螺纹标准给出的有关尺寸,计算出内螺纹小径的最大、最小值,在最大、最小值范围内酌情选取钻孔(钻头)直径。
选定过程中需一并注意:———适当靠近最大值,以减少攻丝时的切削量;———尽量靠取GB/T1438.1—2008《锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸》中的标准直径规格。
(2)圆锥内螺纹除需注意上面提到的问题外,还应注意以下几点:1)计算圆锥内螺纹小径的最大、最小值时,应注意是指有效螺纹长度范围内最里端的小径;2)对一般用途的锥螺纹,底孔可用钻头一次钻出,此时底孔直径可粗一些(以减少攻丝时切削量),即宜在靠近小径最大值区域内选定钻孔(钻头)直径。
对要求较高的锥螺纹应尽量选用先钻再铰再攻丝工艺,此时钻孔(钻头)直径应细一些,即宜在靠近小径最小值区域内选定钻孔(钻头)直径(见图1);3)采用先钻再铰工艺时,铰孔锥度按1∶16,铰孔外口尺寸按基面处的内螺纹小径基本尺寸。
攻丝前钻孔用钻头直径
最好记的公式-攻丝前钻孔用钻头直径的选择2009年12月23日星期三 23:02攻丝前钻孔用钻头直径的选择一般按照以下公式:D=d-tD=钻头直径d=螺纹公称直径t=螺距例1.加工M16内螺纹应选钻头直径为D=16-2=14例2.加工M16X1内螺纹应选钻头直径为:D=16-1=15以上数值单位以毫米计以下是螺纹的标准螺距数值:M2X0.4M2.2X0.45M2.5X0.45M3X0.5M4X0.7M5X0.8M6X1M8X1.25M10X1.5M12X1.75M14X2M16X2M18X2.5M20X2.5攻公制螺纹时的公式t<1mm时:dz=d -tt>1mm时:dz= d - (1.04 ~1.06) t式中t : 螺距(毫米);dz:攻丝前钻头直径(毫米);d: 螺纹公称直径(毫米)。
公制螺纹钻底孔用钻头直径尺寸表公称直径螺距钻头直径1 粗0.25 0.75细0.2 0.82 粗0.4 1.6细0.25 1.753 粗0.5 2.5细0.35 2.654 粗0.7 3.3细0.5 3.55 粗0.8 4.2细0.5 4.56 粗 1 5细0.75 5.28 粗 1.25 6.7细0.75 7.2细 1 710 粗 1.5 8.5细 1.25 8.71 90.75 9.212 粗 1.75 10.2细 1.5 10.51.25 10.71 1114 粗 2 11.9细 1.5 12.51.25 12.71 1316 粗 2 13.9 (13.8 ;14也行)细 1.5 14.51 1518 粗 2.5 (螺距)15.4 (钻头直径)细 2 15.91.5 16.51 1720 粗 2.5 (螺距)17.4 (钻头直径)细 2 17.91.5 18.51 1922 粗 2.5 (螺距)19.4 (钻头直径)(19.3 ;19.5 都行)细 2 19.91.5 20.51 2124 粗 3 (螺距)20.9 (钻头直径)细 2 21.91.5 22.51 2327 粗 3 (螺距)23.9 (钻头直径)24 (也行)细 2 24.91.5 25.51 2630 粗 3.5 (螺距)26.3 (钻头直径);(26.4 也行)细 3 26.92 27.91.5 28.51 29。
丝攻用钻头尺寸经验
攻丝外径乘以0.85,比如M4用3.3钻头M5用4.2钻头;M6用5的钻头;M8用6.8钻头;M10用8.5钻头(细牙螺纹不是此表)。
要看加工材质的软硬,厚度,软薄料孔相对小些,硬厚料孔大点点,更薄的板可直接用适当大。
说法二:攻丝前,底孔直径的确定:1.加工工件材料塑性较大时:D=d-t2.加工铸铁及脆性金属时时:D=d-(1.04t—1.08t)式中:D—钻头直径d—螺纹直径t—螺距M8用6.7;M10用8.5;M12用10.2的钻头打孔等。
说法三:P<1mm:do=d-pP>1mm:do=d-(1.04~1.06)p式中:P—螺距(mm)do—钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹:钻孔深度=所需螺孔深度+0.7说法四:这是90年代的<机械工人>提供的攻丝钻孔直径经验公式,实际使用效果不错。
M 1--M10 *0.83=钻孔直径; M12--M20 *0.86=钻孔直径M22--M30 *0.87=钻孔直径; M32--M40 *0.88=钻孔直径M42--M48 *0.89=钻孔直径; M50--M68 *0.90=钻孔直径说法五:硬性材料(生铁、青铜):底孔直径=螺纹外径d - 1.2t螺距脆性材料(钢、黄铜、):底孔直径=螺纹外径d - 1.1t螺距对一般要求不高的,取螺纹直径d直接减去螺距t即可!这样简单方便!钻孔的深度也有要求:钻孔深度=需要的螺纹深度+0.7d螺纹外径.如需要的螺纹深度是25毫米,螺纹外径d是20毫米,钻孔深度应该为39毫米。
公制螺纹钻孔英制螺纹钻孔管螺纹钻孔M3 2.7 1/8" 2.7 1/8" 8.8 M4 3.2 5/32" 3.2 1/4" 11.7 M5 4.2 3/16" 3.9 3/8" 15.2 M6 5 1/4" 5.2 1/2" 18.9 M8 6.7 5/16" 6.8 5/8" 20.8 M10 8.5 3/8" 8.2 3/4" 24.3表二:。
丝锥用底孔钻头的直径表
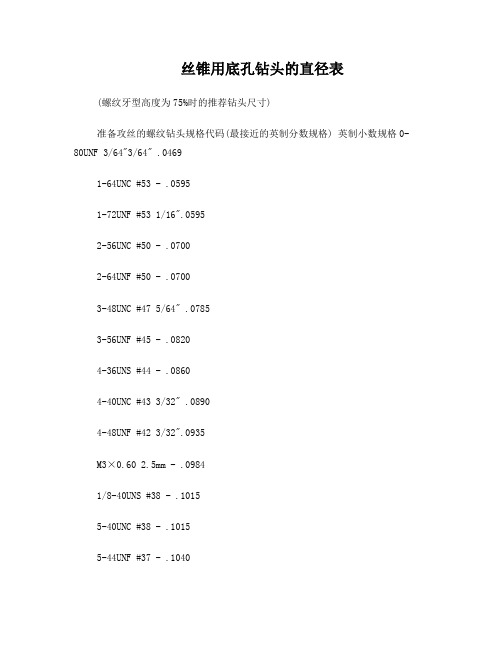
丝锥用底孔钻头的直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64"3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16".05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32".0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64".13608-40UNS #28 - .14053/16"-24UNS #26 - .1470 10-24UNC #25 5/32" .14953/16"-32UNS #22 - .1570 10-32UNF #21 5/32".1590M5×0.90 4.2mm - .1653 M5×0.80 4.3mm - .1693 12-24UNC #1611/64" .1770 12-28UNF #14 3/16".1820 12-32NEF #13 - .1850 14-20UNS #10 - .1935 1/4"-20UNC #7 13/64" .2010 14-24UNS #7 - .2010 M6×1.00 5.2mm - .2047 1/4"-24UNS #4 - .2090 1/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32"7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720 M8×1.00 7.1mm - .27955/16"-32NEF 9/32"9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .4212 1/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .4291 1/2"-20UNF 29/64" 29/64" .4531 1/2"-24UNS 29/64" 29/64" .4531 M14×2.00 12.2mm - .4803 9/16"-12UNC 31/64" 31/64" .4844 M14×1.50 12.7mm - .4999 M14×1.25* 12.8mm - .5039 9/16"-18UNF 33/64" 33/64" .5156 5/8"-11UNC 17/32" 17/32" .5312 M16×2.0014.2mm 35/64" .5590 5/8"-18UNF 37/64" 37/64" .5781 M16×1.50 14.7mm - .5787 11/16"-11UNS 19/32" 19/32" .5938 M18×2.50 15.8mm 39/64" .5220 11/16"-16UNS 5/8" 5/8" .6250 3/4"-10UNC 21/32" 21/32" .6562 M18×1.50* 16.8mm - .6614 3/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .7656 7/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8".8750M24×2.00 22.3mm - .8779 1"-12UNF 59/64" 59/64" .9219 1"-14UNS15/16" 15/16" .9375 11/8"-7 UNC 63/64" 63/64" .9844 11/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64"111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11? NPT 15/32" 15/32" 1.15621?"-11 ? NPT 1?"1?" 1.50001?"-11 ? NPT 147/64" 147/64" 1.7344 2"-11? NPT 27/32" 27/32" 2.2188。
攻螺纹前底孔直径
粗
3.5 3
粗
4.5 4
30
细2 1.5 1源自45细3 2 1.5
粗 33
3.5 3
粗
5 4
细
2 1.5
48
粗 36
4 3
细
3 2 1.5
细
2 1.5
粗
5 4
粗 39
4 3
52
细
3 2 1.5
细
2 1.5
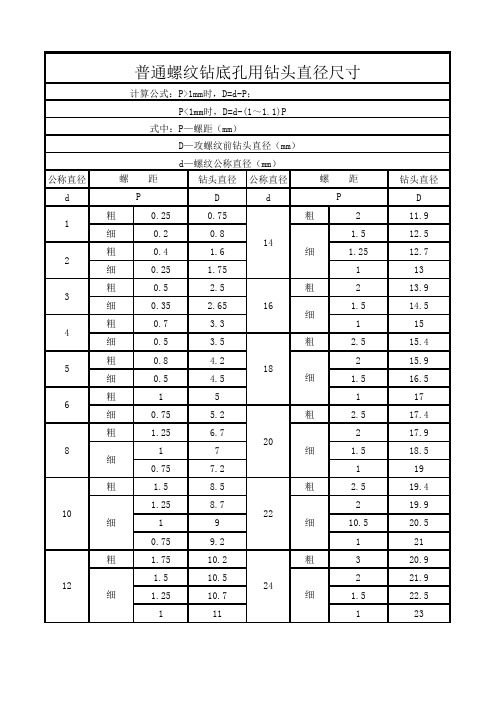
螺纹钻底孔用钻头直径尺寸
P>1mm时,D=d-P;
P<1mm时,D=d-(1~1.1)P
P—螺距(mm)
D—攻螺纹前钻头直径(mm) 钻头直径 D 11.9 12.5 12.7 13 13.9 14.5 15 15.4 15.9 16.5 17 17.4 17.9 18.5 19 19.4 19.9 20.5 21 20.9 21.9 22.5 23
d—螺纹公称直径(mm)
钻头直径 37.3 37.8 38.9 39.9 40.5 40.3 40.8 41.9 42.9 43.5 42.7 43.8 44.9 45.9 46.5 46.7 47.8 48.9 49.9 50.5
2
3
4
5
6
公称直径 粗 27
螺
距 3 2
钻头直径 23.9 24.9 25.5 26 26.3 26.9 27.9 28.5 29 29.3 29.9 30.9 31.5 31.8 32.9 33.9 34.5 34.8 35.9 36.9 37.5
公称直径 粗
螺
距 4.5 4
细
1.5 1
42
细
3 2 1.5
1pd攻螺纹前钻头直径mmd螺纹公称直径mm22细5681020细螺距p细1424细34螺距p12细细细细细181612公称直径钻头直径公称直径粗323