FANUC IO配置说明书
Fanuc系统I.O参数设定方式

设定参数
63
发那科学校●用I/O设备输入参数
1. 置于急停状态。
2.
,软键
的顺序按键,显示参数画面。
修改参数时,把设定(SETTING)画面的“参数可写”置1。
3. 设定与I/O设备有关的参数。
#7(NFD) 0: 穿孔输出时,输出同步孔
1: 穿孔输出时,不输出同步孔
在纸带上输出时设定0
#3(ASI) 0: 输入数据用EIA或ISO码
1:输入数据用ASCII码
#0(SB2) 0: 停止位是1位
1: 停止位是2位
我公司的I/O设备的标准设定是2位。
设定参数
B-10141/0564参数 01□2 输入输出设备号
0: RS-232-C(使用控制代码DC1~DC4)
1: 磁泡存储盒B1/B2
2: 软盘盒F1(2DD)
3: 便携软磁盘机,软盘盒适配器
4: RS-232-C(不使用控制代码DC1~DC4)
5: 便携读带机
6: FANUC PPR,FSP-G,FSP-H参数 01□3 波特率(传
送速度)的设定
7:600 9:2400 11:9600
8:1200 10:4800 12:19200
我公司的I/O设备的标准设定是10:4800。
4. 设定I/O设备或存储器卡等。
5. 用I/O设备按以下步骤输入参数。
6. 参数输入结束后发生000
号报警时,先切断电源,然后再接上电源。
数字伺服参数(2000号~)的设定值,因数字伺服控制软件的系列
和版本而不同。
建议在从软盘读取参数后,再进行后述的“伺服参数的初始设定”。
。
2.1FANUC工业机器人的IO配置

厂家保留 IN 17 IN 18 IN 19 IN 20
厂家保留 厂家保留 厂家保留
插孔编号 33 34 35 36 37 38 39 40 41 42
物理地址 OUT 1 OUT 2 OUT 3 OUT 4 OUT 5 OUT 6 OUT 7 OUT 8
厂家保留 厂家保留
知识准备
11
IN 11
12
02 学 习 目 标
学前准备
1.准备FANUC工业机器人说明书 2.了解工业机器人安全操作事项
学习目标
1.可复述FANUC工业机器人的I/0分类 2.能辨识I/0模块类型 3.学会CRMA15/CRMA16模块的配置
03 知 识 准 备
知识准备
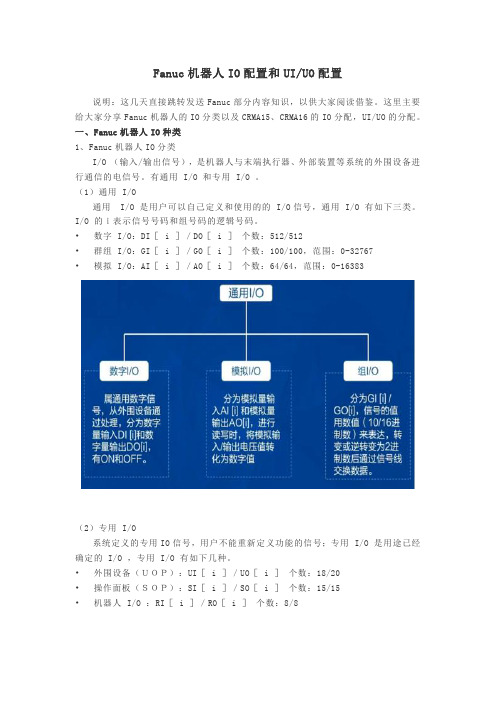
1. I/O信号
I/O(输入/输出信号)是工业机器人与末端执行器、外部装置等系统的外围设备进行通信 的电信号。分为通用I/O信号和专用I/O信号。
(1)通用I/O是可由用户自由定义而使用的I/O,通用I/O有如下三类: 表2-1[i]/DO[i]
群组输入/输出 GI[i]/GO[i]
模拟输入/输出 AI[i]/AO[i]
通用I/O信号
数量
说明
可以将物理编号分配给逻辑编号(
512/512
进行再定义)
知识准备
2. CRMA15/CRMA16 IO模块
FANUC工业机器人I/O模块的硬件种类有I/O印制电路板、I/O单元MODEL A/B、CRMA15/CRMA16。 CRMA15/CRMA16为FANUC工业机器人的一种典型I/O模块,各有50个端口,包含的端口类型有数字量输 入(IN1-28)、数字量输出(IN1-24)、24V、0V、输入公共端、输出公共端以及未定义的厂家保留端口, 其相应的端口物理地址见表2-3、表2-4。
Fanuc机器人IO配置和UIUO配置
Fanuc机器人IO配置和UI/UO配置说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。
这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。
一、Fanuc机器人IO种类1、Fanuc机器人IO分类I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。
有通用 I/O 和专用 I/O 。
(1)通用 I/O通用I/O 是用户可以自己定义和使用的的 I/O信号,通用 I/O 有如下三类。
I/O 的i表示信号号码和组号码的逻辑号码。
•数字 I/O:DI[ i ]/DO[ i ]个数:512/512•群组 I/O:GI[ i ]/GO[ i ]个数:100/100,范围:0-32767•模拟 I/O:AI[ i ]/AO[ i ]个数:64/64,范围:0-16383(2)专用 I/O系统定义的专用IO信号,用户不能重新定义功能的信号;专用 I/O 是用途已经确定的 I/O ,专用 I/O 有如下几种。
•外围设备(UOP):UI[ i ]/UO[ i ]个数:18/20•操作面板(SOP):SI[ i ]/SO[ i ]个数:15/15•机器人 I/O :RI[ i ]/RO[ i ]个数:8/83、Fanuc机器人图片(图片来自百度网络)二、Fanuc机器人通讯IO模块1、Fanuc机器人硬件种类和机架号机架系指构成I/O 模块的硬件的种类。
•0 =处理 I/O 印刷电路板•1~16=I/O 单元 MODELA/B•32 =I/O LINK 从动装置•48 =外围设备控制接口(CRMA15、CRMA16)2、Fanuc机器人CRMA15、CRMA16插槽插槽系指构成机架的I/O 模块部件的号码。
•使用处理 I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。
•使用 I/O 单元 MODEL A/B的情况下,则为用来识别所连接模块的号码。
发那科0iC数控系统参数
PRM1420 各轴快速运行速度〔G00速度〕 标准设定:5000/10000
轴设定〔进给速度〕
PRM1421 各轴快速运行倍率的F0速度 标准设定:500
PRM1422 所有轴的最大切削进给速度 标准设定:4000
PRM1423 各轴手动连续进给〔JOG进给〕速度 标准设定:1000
设定参数PRM3190#6=1,设定完成后 会出现000号请关闭电源报警,重新上 电启动,系统启动显示简体中文。
PRM3102#3 繁体汉语 PRM3190#6 简体中文
参数分类
• 通讯接口 • 轴控制/设定单位〔1000〕 • 坐标系〔1200〕 • 进给速度〔1400〕 • 伺服参数〔1800、2000〕 • DI/DO参数〔3000〕 • 显示及编辑〔3100〕 • 编程〔3400〕 • 螺距误差补偿〔3600〕 • 主轴控制〔3700、4000〕 • 有关加工运行〔5000、6000、7000〕 • 〔固定循环、刀具补偿、图形显示等〕 • 有关FSOI根本功能的参数〔8100〕 • 其他参数
相对坐标系中每一转的移动量 0:不循环/1:循环〔标准〕
PRM1010 CNC控制轴数
轴设定〔根本〕
PRM1020 各轴编程用轴名 88:X/89:Y/90:Z/85:U/86:V/87:W 65:A/66:B/67:C/69:E
PRM1022 根本坐标系中各轴的设定〔0-7〕 0:不是根本3轴,也不是其平行轴 1:X轴/2:Y轴/3:Z轴 5:X轴平行轴/6:Y轴平行轴/7:Z轴平行轴
标准设定:150
轴设定〔加/减速〕
PRM1622 切削进给插补后的指数加/减速时间 常数或铃型加/减速时间常数或直线型加/减速 时间常数 标准设定:50
收藏!Fanuc机器人IO配置和UIUO配置
5 UI/UO 1 UI
2 UO
1 Fanuc CRMA15
CRMA16
2
menu——>I/O——> IO——>IN/OUT DO ——>
DO ——> ON/OFF
3
menu——>I/O——> IO——>IN/OUT DO/DI ——>
DI/DO ——> ——> U S——>
——> ON/OFF
1 DI
Out7 DO[107]UO[7] 39
Out8 DO[108]UO[8] 40
Out9 DO[109]UO[9]
41
out10 DO[110]UO[10]
42
out11 DO[111]UO[11]
43
out12 DO[112]UO[12]
44
out13 DO[113]UO[13]
45
out14 DO[114]UO[14]
34
Out23 DO[83]
35
Out24 DO[84]
36
2
Fanuc UI In21 DI[81] UI[2] In22 DI[82] UI[5] In23 DI[83] UI[6]
In24 DI[84] UI[8]
In24 DI[84] UI[8] In25 DI[85] UI[9] In26 DI[86] UI[10] In27 DI[87] UI[11] In28 DI[88] UI[12]
7
In28 DI[88]
8
Fanuc UI CRMA15 CRMA16
out1 DO[101]UO[1] 33
out2 DO[102]UO[2] 34
Fanuc机器人IO配置和UIUO配置
Fanuc机器人IO配置和UI/UO配置说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。
这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。
一、Fanuc机器人IO种类1、Fanuc机器人IO分类I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。
有通用 I/O 和专用 I/O 。
(1)通用 I/O通用I/O 是用户可以自己定义和使用的的 I/O信号,通用 I/O 有如下三类。
I/O 的i表示信号号码和组号码的逻辑号码。
•数字 I/O:DI[ i ]/DO[ i ]个数:512/512•群组 I/O:GI[ i ]/GO[ i ]个数:100/100,范围:0-32767•模拟 I/O:AI[ i ]/AO[ i ]个数:64/64,范围:0-16383(2)专用 I/O系统定义的专用IO信号,用户不能重新定义功能的信号;专用 I/O 是用途已经确定的 I/O ,专用 I/O 有如下几种。
•外围设备(UOP):UI[ i ]/UO[ i ]个数:18/20•操作面板(SOP):SI[ i ]/SO[ i ]个数:15/15•机器人 I/O :RI[ i ]/RO[ i ]个数:8/83、Fanuc机器人图片(图片来自百度网络)二、Fanuc机器人通讯IO模块1、Fanuc机器人硬件种类和机架号机架系指构成I/O 模块的硬件的种类。
•0 =处理 I/O 印刷电路板•1~16=I/O 单元 MODELA/B•32 =I/O LINK 从动装置•48 =外围设备控制接口(CRMA15、CRMA16)2、Fanuc机器人CRMA15、CRMA16插槽插槽系指构成机架的I/O 模块部件的号码。
•使用处理 I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。
•使用 I/O 单元 MODEL A/B的情况下,则为用来识别所连接模块的号码。
Fanuc 0i TF Plus 控制系统配置的高精度紧凑型多功能数控机床说明书
⼀款集⾼精度、⾼刚性和⾼效率等特点于⼀⾝的紧凑型多功能数控机床,配置Y轴和动⼒铣削⼑塔,可满⾜⼀次装夹完成多⼯序的复杂精密零件加⼯。
Hardinge主轴特点- 独特的夹头式主轴设计,⼯件夹持位置更有效接近主轴轴承部位,可获得更⾼的零件加⼯精度和表⾯光洁度,并可以极⼤地延⻓⼑具寿命.- 同时兼容夹头和三⽖卡盘,不需要额外配置主轴适配器.- A2-5/16C 夹头式主轴,棒料通过能⼒42mm,可配合6″三⽖卡盘和16C夹头使⽤.- A2-6/20C 夹头式主轴,棒料通过能⼒51mm,可配合8″三⽖卡盘和20C夹头使⽤.- 弹簧夹头能够实现不同⼯序的快速转换,更换⾮常简单,消除了复杂的⼯装调整找正的需要,节省机床⾮加⼯停机时间.- 主轴前端迷宫式结构和正⽓压防护设计可以防⽌冷却液和杂质进⼊主轴内部.- TA 42 MYT:动⼒⼑塔、C轴、Y轴、伺服尾座- TA 42 MSY:动⼒⼑塔、C轴、Y轴、副主轴- TA 51 MYT:动⼒⼑塔、C轴、Y轴、伺服尾座- TA 51 MSY: 动⼒⼑塔、C轴、Y轴、副主轴机床特点- 独特的夹头式主轴,极⼤地提⾼了零件加⼯精度和表⾯光洁度。
- 机床可搭配Fanuc 0i TF Plus 或Siemens 828D等控制系统。
- ⼀体式优质铸铁床⾝,具有优越的刚性和加⼯稳定性。
- 各轴配置重载型滚柱导轨,为机床提供超强的加⼯性能。
- 标配12⼯位BMT55动⼒⼑塔,也可选配16⼯位BMT45动⼒⼑塔。
- 可配标准伺服尾座或选配夹头式副主轴,满⾜不同的应⽤场合。
- 标配Y轴功能,显著提⾼加⼯效率和可加⼯产品的多样性。
- 机床有丰富多样的选配功能,可满⾜不同的加⼯⼯艺需求。
FANUC DEVICENET IO配置说明
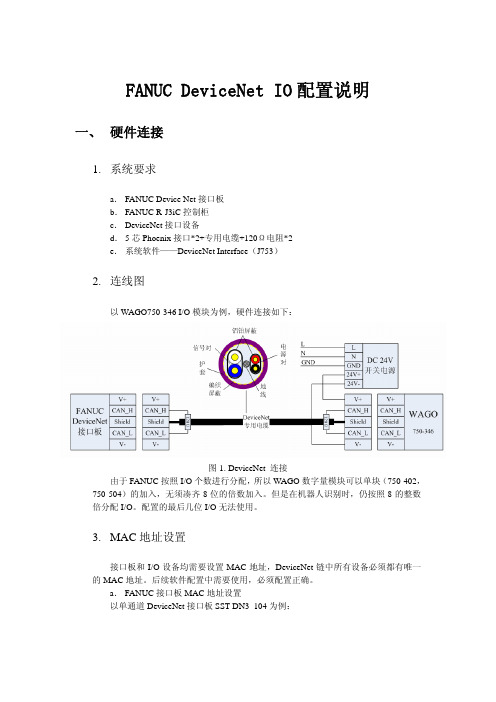
FANUC DeviceNet IO配置说明一、 硬件连接1.系统要求a.FANUC Device Net接口板b.FANUC R-J3iC控制柜c.DeviceNet接口设备d.5芯Phoenix接口*2+专用电缆+120Ω电阻*2e.系统软件——DeviceNet Interface(J753)2.连线图以WAGO750-346 I/O模块为例,硬件连接如下:图1. DeviceNet 连接由于FANUC按照I/O个数进行分配,所以WAGO数字量模块可以单块(750-402,750-504)的加入,无须凑齐8位的倍数加入。
但是在机器人识别时,仍按照8的整数倍分配I/O。
配置的最后几位I/O无法使用。
3.MAC地址设置接口板和I/O设备均需要设置MAC地址,DeviceNet链中所有设备必须都有唯一的MAC地址。
后续软件配置中需要使用,必须配置正确。
a.FANUC接口板MAC地址设置以单通道DeviceNet接口板SST-DN3–104为例:插槽号(RACK)DIP序号(1-6位)81000000820000018300001084000011接口板MAC地址拨码开关(DIP)图2. 接口板MAC地址设置b.Device Net I/O设备MAC地址设置以WAGO(750-346)模块为例:图3. WAGO(750-346)MAC地址设置二、 软件设置完成硬件连接后,开始软件配置。
必须确保机器人先于DeviceNet设备上电,否则有很大几率出现设备无法连接的问题。
1.进入MENUS->I/O->DeviceNet界面。
将当前使用的接口卡激活(ONLINE)。
如果出现无法激活的情况,请检查接口卡的MAC地址设置。
确保DIP开关号与插槽号(RACK)相一致。
图4. 激活DeviceNet接口卡2.板卡激活后,按DIAG键进入诊断界面,开始寻找外部I/O设备。
如果不确定外部设备的MAC地址,点击BROWSE键可以自动寻找外部设备。
FANUC 0i说明书NCP320_F
摘要CYNC-320机床是我厂采用日本FANUC公司生产的FANUC-0i 系列数控系统,数字式交流伺服电机控制的普通型数控车床。
我厂在机床出厂时,提供给用户的随机资料清单如下:1. 操作手册(中文原版—FANUC公司提供)。
这本手册着重介绍用户在使用该机床时,具体零件加工程序的编程方法和编程技巧,编程时涉及到的G代码和M,S,T代码的介绍和说明, CRT面板上各个功能按键,数字键和CRT面板上各级主菜单和子菜单的显示顺序和含义,以及屏幕操作和屏幕编缉的方法和技巧。
2.维修手册(中文原版—FANUC公司提供)这本手册着重介绍系统在报警时的处理方法以及系统参数的定义、设置方法和模块的维护。
3.用户使用手册(由机床厂家编写)。
本手册是机床厂家根据数控系统的特点,在设计过程中,机床所达到的各种控制功能和操作的具体介绍。
也是上面两本手册内容的补充。
注:该手册仅适用于FANUC-0i 系列系统有效。
(我厂保留对以上内容的修改的权力,如有改动恕不另行通知。
)本说明书只适用于CYNCP-320机床云南CY航天数控机床有限公司********用户使用手册********电气原理图说明1. CYNCP-320数控车床的工作电压为三相交流380V /50HZ。
整机工作电压范围为:AC380V-15%至380V+10%。
通电顺序:用户在使用该数控机床时,首先由外部提供一个交流三相四线制380V的电源接到电柜底部的接线端子上,即L1, L2, L3和 PE端子上。
机床一旦通入三相380V电源,电柜侧面的电源指示灯就发光指示,说明机床外围已通上电源。
机床在通电以后, 合上电柜侧面的QS1空气开关到ON位置,这时电柜内的各个变压器和各级开关有电。
在这里需要说明的是,主空气开关有一个开门断电的控制, 如果主空气开关已经合上到ON位置, 这个时候如果打开电柜门, 由于电柜顶部有一个门限位开关, 所以这个时候主空气开关的脱扣线圈短路, 使空气开关断开,机床随即断电。
FANUC-0I系统操作说明
FANUC-0I系统操作说明一、开机1.机床电源开(在机床左侧)2.伺服电源开(机床操作面板绿色键)二、回原点1.将OFFSET刀具偏置中的G54数值、刀具补正、刀具摩耗都清零。
2.将模式选择旋钮放置在手动状态,手动方式将刀架往X、Z负方向移动使刀架离卡盘的距离大于30—50㎜3.将模式选择旋钮放置在回原点状态,按住X+、Z+不放,此时机床自动回原点(CRT显示机械坐标为X350 Z300)三、编辑程序1.将模式选择旋钮放置在编辑状态2.按PROG程序按钮3.写程序号Oxxx x→INSERT4.按EO B程序结束符号→INSERT5.编写程序四、检验程序1.RESET[复位] →将光标放到程序号上2.将模式选择旋钮放置在手动状态,卡盘夹紧工件,指示灯亮,关闭防护门3.将模式选择旋钮放置在自动状态4.将机床轴锁开关打开(此时机床进给锁住)★千万不能忘5.按图形键GRAPH→设置参数→加工图6.按循环启动键7.再次按图形键GRAPH★注意:1.轨迹模拟后机床进给锁住,报警信号闪烁是正常现象2.模拟结束后,关闭机床轴锁开关,再次回原点(否则自动加工时会出错)五、输入工件坐标系和摩损量1. 将模式选择旋钮放置在手动状态,装刀具(铣床装卡盘与工件,校正工件)2. 车床主轴反转(铣床主轴正转)3. 调整转速4. 车端面→X正方向推出5. OFFSET(刀具编制)打开→形状(铣床为坐标系)→G 01→光标放到Z坐标上6. 写Z0→按“测量”软键7. 车外圆→Z正方向退出→主轴停8. 测量工件外圆直径(例:¢39.7)9. OFFSET(刀具编制)打开→形状→G 01→光标放到X坐标上10. 写工件直径(X39.7)→按“测量”软键11. OFFSET(刀具编制)打开→摩耗→M 01→光标放到X坐标上→写入0.5(铣床将刀具半径补偿4.1输入)六、自动加工1.选加工程序,RESET,将光标移到程序号上2.将模式选择旋钮放置在自动状态3.卡盘夹紧工件,关闭防护门4.单段开关打开5.将进给、快速倍率调低6.按循环启动键7.一个循环结束后,单段开关关闭8.按循环启动,自动加工。
有关fanuc0i配套的机床操作面板的说明
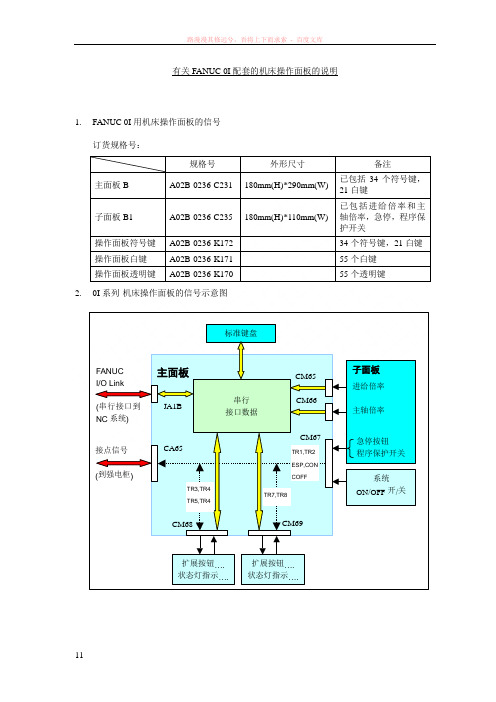
有关FANUC 0I 配套的机床操作面板的说明1. FANUC 0I 用机床操作面板的信号订货规格号:规格号 外形尺寸 备注主面板BA02B-0236-C231180mm(H)*290mm(W)已包括34个符号键,21白键子面板B1 A02B-0236-C235 180mm(H)*110mm(W) 已包括进给倍率和主轴倍率,急停,程序保护开关操作面板符号键 A02B-0236-K172 34个符号键,21白键 操作面板白键 A02B-0236-K171 55个白键 操作面板透明键A02B-0236-K17055个透明键2. 0I 系列-机床操作面板的信号示意图系统ON/OFF 开/关主面板CM65CM66子面板进给倍率主轴倍率急停按钮 程序保护开关CM67扩展按钮….状态灯指示….扩展按钮….状态灯指示….CM69CM68串行接口数据标准键盘CA65TR1,TR2ESP,CON COFFTR3,TR4TR5,TR4TR7,TR8JA1BFANUC I/O Link (串行接口到NC 系统)接点信号(到强电柜)3.0I系列-机床操作面板地址与连接器的管脚分配图⑴输入信号:Xm+0 #7 #6 #5 #4 #3 #2 #1 #0 SA2-F SA2-A SA1-G SA1-C SA1-E SA1-B SA1-F SA1-ACM66(A03) (B05) (B02) (B04) (B03) (A05) (A03) (B05) Xm+1 GDI2 GDI1 GDI0 SA3 SA2-G SA2-C SA2-E SA2-BCM68 (B02) CM68(A02)CM68(B01)CM67(A03)CM66(B02)CM66(B04)CM66(B03)CM66(A05)JA58 (15) JA58(13)JA58(11)Xm+2 GDI10 GDI9 GDI8 GDI7 GDI6 GDI5 GDI4 GDI3CM69 (A02) CM69(B01)CM68(B05)CM68(A05)CM68(B04)CM68(A04)CM68(B03)CM68(A03) JA58(06)JA58(05)JA58(04)JA58(03)JA58(08)JA58(17)Xm+3 GDI18 GDI17 GDI16 GDI15 GDI14 GDI13 GDI12 GDI11(A06) (B05) (A05) CM69(B04) (A04) (B03) (A03) (B02)Xm+4 B4 B3 B2 B1 A4 A3 A2 A1 Xm+5 D4 D3 D2 D1 C4 C3 C2 C1 Xm+6 A8 A7 A6 A5 E4 E3 E2 E1 Xm+7 C8 C7 C6 C5 B8 B7 B6 B5 Xm+8 E8 E7 E6 E5 D8 D7 D6 D5 Xm+9 B11 B10 B9 A11 A10 A9 Xm+10 D11 D10 D9 C11 C10 C9 Xm+11 E11 E10 E9⑵输出信号:Yn+0 B4 B3 B2 B1 A4 A3 A2 A1 Yn+1 D4 D3 D2 D1 C4 C3 C2 C1 Yn+2 A8 A7 A6 A5 E4 E3 E2 E1 Yn+3 C8 C7 C6 C5 B8 B7 B6 B5 Yn+4 E8 E7 E6 E5 D8 D7 D6 D5 Yn+5 GDO1 B11 B10 B9 GDO0 A11 A10 A9CM68 (B08) CM68 (A08) JA58 (07)Yn+6 GDO3 D11 D10 D9 GDO2 C11 C10 C9(B09) CM68 (A09)Yn+7 GDO7 GDO6 GDO5 GDO4 E11 E10 E9(B09) (A09) (B08) CM69 (A08)说明:1.所标注的为CM68与JA58并联的通用DI/DO信号。
FANUCIO配置说明书
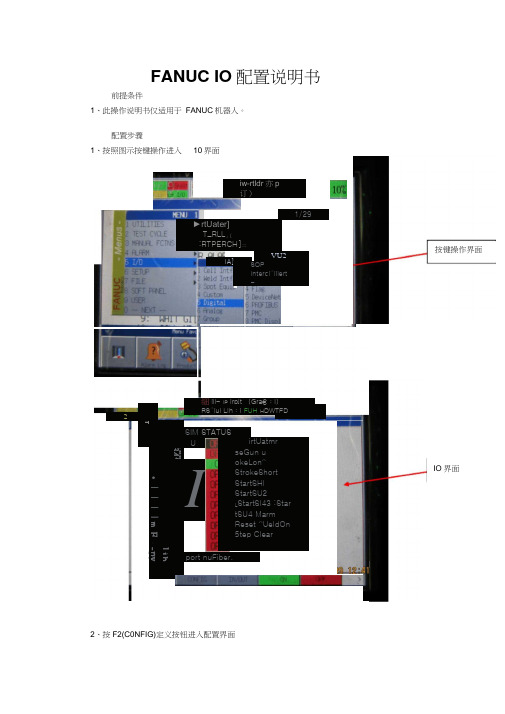
FANUC IO 配置说明书前提条件1、此操作说明书仅适用于 FANUC 机器人。
配置步骤1、按照图示按键操作进入 10界面2、按F2(C0NFIG)定义按钮进入配置界面►rtUater]T_RLL 」[:RTPERCH]二 OFF,1/29t -■■■ ■■ ■■ ■■ = 二 -I —ir s ■12345678901y lib ・————m F ,」-py DODODODODODODODODODCl®SIM STATUS UIirtUatmr seGun u okeLon^ StrokeShort StartSHl StartSU2L StartSI43 :Star tSU4 Marm Reset ^UeldOn 5tep Cleariw-rtldr 亦p 订)VU2IA]SOPInterci^iiiert -按键操作界面port nuFiber.2iirrv細ill- IP irpjt (Gra€:l )RS^iul LIh :i FUH H DWTFDIO 界面RANGE卜32:33_40"41-168:169-512]RRCK8267 (J这四个状态分别表示①需要重启生效、②无效、③激活、④ 未分配。
4、配置1001/0 Digital Put91 nLE-OTs-fluto baclup- coRpl'^teII R SROIOI LD€ 0 Tl_ rilif ll i ■■■卯Port assignment isRANGEDOIHJ- 40]DOf 4" 168D0[ 169- 512]67inval ld,gSIVCi/IO 側證簡RACK1/3LOTISTARBSTAT.RACK表示10设备的通讯种类:①0为Process I/O board、②67 为Profibus、③82~84 为DeviceNetSTART表示IO模块开始的引脚数。
FANUC_0i系统参数的设定方法
(5)设定柔性进给传动比(N/M) 半闭环控制伺服系统:
N/M = (伺服电动机一转所需的位置反馈脉冲数/100万)的 约分数
例1:某数控车床的X轴伺服电动机与进给丝杠直连,丝杠的
螺距为6mm,伺服电动机为αc6/2000. N/M = 6000/1000000 = 3/500
例2: 某数控铣床X、Y轴伺服电动机与进给丝杠采用1:2齿
通过同步齿形带连接, Z轴丝杠端安装一个独立位置编码器作为 Z轴的位置检测信号,编码器一转发出2000脉冲,丝杠的螺距为 6mm,伺服电动机为αc6/2000. N/M = 6000/2000×4 = 3/4
例4: 某数控铣床X、Y、Z轴伺服电动机与进给丝杠直连, X、 Y、
Z轴采用光栅尺作为位置检测,光栅尺的检测精度为0.5μm,进给 丝杠的螺距为12mm,伺服电动机为α12/2000.
(2)伺服电动机ID号(MOTOR ID NO)
(3)AMR:设定电枢倍增比 α 系列和α i系列伺服电动机设定为“00000000” 与电机内装编码器类型无关。 (4)CMR:设定伺服系统的指令倍率 设定值=(指令单位/检测单位)×2 如数控车床的X轴通常采用直径编程:为1
数控铣床和加工中心:为2
5.伺服调整画面
(五)串行主轴参数设定
1. 主轴模块标准参数的初始化 主轴模块标准参数的初始化,就是将主轴的设定参数 按FANUC标准主轴电动机型号进行重新覆盖。对于 FANUC系统,主轴模块标准参数初始化的步骤如下: (1)系统急停状态,打开电源; (2)将主轴电动机型号的代码(参见伺服电机表) 设定在系统串行主轴电动机代码参数No.4133中。 (3)将自动设定串行数字主轴标准值的参数4019#7 (LDSP)置为“1”。 (4)将电源关断,再打开,主轴标准参数被写入。
FANUC IO配置说明书
FANUC IO配置说明书
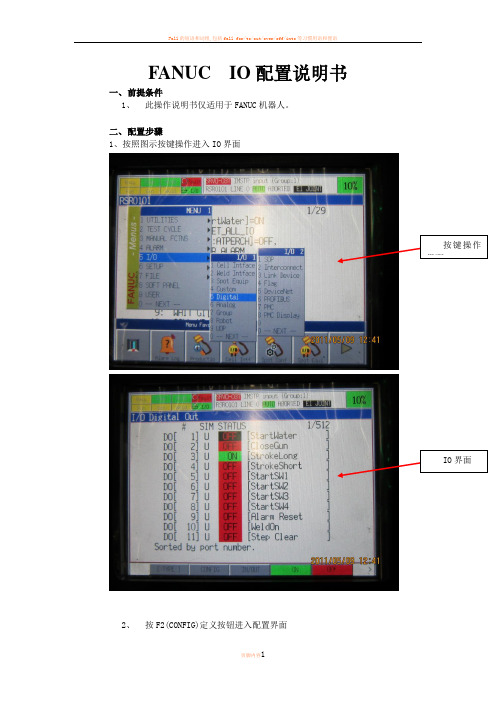
一、前提条件
1、此操作说明书仅适用于FANUC机器人。
二、配置步骤
1、按照图示按键操作进入IO界面
2、按F2(CONFIG)定义按钮进入配置界面
按键操作界面
IO界面
4、配置IO
这四个状态分别表示①需要重启生效、②无效、③激活、④未分配。
RACK表示IO设备的通讯种类:①0为Process I/O board、②67为Profibus、③82~84为DeviceNet
START表示IO模块开始的引脚数。
例如21表示IO板上的输出第21个口定义为DO[1]
SLOT表示IO模块的数量,使用Process I/O board 时1表示第一块,2表示第二块。
四、注意事项
1、当需要定义的Profibus IO口超过8个字节(随厂默认配置)时,需要
进行如下操作。
①、按照图示界面操作进入配置界面
2、操作面板输入/输出SI[ i ]/SI[o]和机器人输入/输出RI[ i ]/RI[o]为
硬线连接,不需要配置。
可以设置输入
/输出的字节数,
设置完成后需要
重启。
FANUCIO配置说明书
FANUC IO配置说明书
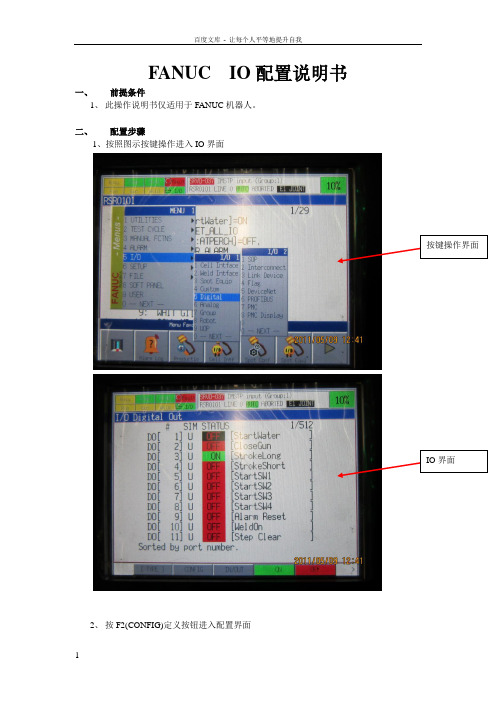
一、前提条件
1、此操作说明书仅适用于FANUC机器人。
二、配置步骤
1、按照图示按键操作进入IO界面
2、按F2(CONFIG)定义按钮进入配置界面按键操作界面IO界面
4、配置IO
这四个状态分别表示①需要重启生效、②无效、③激活、④未分配。
RACK表示IO设备的通讯种类:①0为Process I/O board、②67为Profibus、③82~84为DeviceNet
START表示IO模块开始的引脚数。
例如21表示IO板上的输出第21个口定义为DO[1]
SLOT表示IO模块的数量,使用Process I/O board时1表示第一块,2表示第二块。
四、注意事项
1、当需要定义的Profibus IO口超过8个字节(随厂默认配置)时,需要进行如下操
作。
①、按照图示界面操作进入配置界面
可以设置输入/输
出的字节数,设置
完成后需要重启。
2、操作面板输入/输出SI[ i ]/SI[o]和机器人输入/输出RI[ i ]/RI[o]为硬线连接,不需要
配置。
FANUC_0i系列操作编程说明书

参考资料:FANUC O系列操作编程说明书第一篇:编程5 1.综述5 1.1可编程功能5 1.2准备功能51.3辅助功能72.插补功能8 2.1快速定位(G00)8 2.2直线插补(G01)82.3圆弧插补(G02/G03)93.进给功能11 3.1进给速度11 3.2自动加减速控制11 3.3切削方式(G64)11 3.4精确停止(G09)及精确停止方式(G61) 123.5暂停(G04) 124.参考点和坐标系13 4.1机床坐标系13 4.2关于参考点的指令(G27、G28、G29及G30) 13 4.2.1 自动返回参考点(G28)13 4.2.2 从参考点自动返回(G29)13 4.2.3 参考点返回检查(G27)14 4.2.4 返回第二参考点(G30)14 4.3工件坐标系15 4.3.1 选用机床坐标系(G53)15 4.3.2 使用预置的工件坐标系(G54~G59)15 4.3.3 可编程工件坐标系(G92)16 4.3.4 局部坐标系(G52) 164.4平面选择175.坐标值和尺寸单位185.1绝对值和增量值编程(G90和G91)186.辅助功能19 6.1M代码19 6.1.1 程序控制用M代码19 6.1.2 其它M代码19 6.2T代码19 6.3主轴转速指令(S代码) 206.4刚性攻丝指令(M29)207.程序结构21 7.1程序结构21 7.1.1 纸带程序起始符(Tape Start) 21 7.1.2 前导(Leader Section) 21 7.1.3 程序起始符(Program Start) 217.1.4 程序正文(Program Section) 21 7.1.5 注释(Comment Section) 21 7.1.6 程序结束符(Program End) 21 7.1.7 纸带程序结束符(Tape End) 22 7.2程序正文结构22 7.2.1 地址和词22 7.2.2 程序段结构227.2.3 主程序和子程序238.简化编程功能25 8.1孔加工固定循环(G73,G74,G76,G80~G89) 25 8.1.1 G73(高速深孔钻削循环)28 8.1.2 G74(左螺纹攻丝循环)29 8.1.3 G76(精镗循环) 29 8.1.4 G80(取消固定循环) 30 8.1.5 G81(钻削循环) 30 8.1.6 G82(钻削循环,粗镗削循环) 31 8.1.7 G83(深孔钻削循环) 31 8.1.8 G84(攻丝循环) 32 8.1.9 G85(镗削循环) 32 8.1.10 G86(镗削循环) 32 8.1.11 G87(反镗削循环) 33 8.1.12 G88(镗削循环) 33 8.1.13 G89(镗削循环) 34 8.1.14 刚性攻丝方式348.1.15 使用孔加工固定循环的注意事项359.刀具补偿功能36 9.1刀具长度补偿(G43,G44,G49) 36 9.2刀具半径补偿36 9.2.1 补偿向量36 9.2.2 补偿值36 9.2.3 平面选择36 9.2.4 G40、G41和G4236 9.2.5 使用刀具半径补偿的注意事项37第二篇:NC操作381.自动执行程序的操作38 1.1CRT/MDI操作面板38 1.1.1 软件键38 1.1.2 系统操作键38 1.1.3 数据输入键38 1.1.4 光标移动键38 1.1.5 编辑键和输入键38 1.1.6 NC功能键38 1.1.6 电源开关按钮39 1.2MDI方式下执行可编程指令39 1.3自动运行方式下执行加工程序39 1.3.1 启动运行程序391.3.2 停止运行程序392.程序验证和安全功能40 2.1程序验证功能40 2.1.1 机床闭锁402.1.2 Z轴闭锁40 2.1.3 自动进给的倍率40 2.1.4 快速进给的倍率40 2.1.5 试运行40 2.1.6 单程序段运行402.2安全功能402.2.1 紧急停止402.2.2 超程检查403.零件程序的输入、编辑和存储41 3.1新程序的注册41 3.2搜索并调出程序41 3.3插入一段程序41 3.4删除一段程序41 3.5修改一个词423.6搜索一个词424.数据的显示和设定43 4.1刀具偏置值的显示和输入43 4.2G54~G59工件坐标系的显示和输入43 4.3NC参数的显示和设定434.4刀具表的修改445.显示功能45 5.1程序显示455.2当前位置显示456.在线加工功能46 6.1有关参数的修改:466.2有关在线加工的操作. 467.机床参数的输入﹑输出478.用户宏B功能49 8.1变量49 8.1.1变量概述498.1.2系统变量508.2算术和逻辑操作55 8.3分支和循环语句56 8.3.1无条件分支(GOTO语句)56 8.3.2条件分支(IF语句)57 8.3.3循环(WHILE语句)57 8.3.4注意58 8.4宏调用58 8.4.1简单调用(G65)58 8.4.2、模调用(G66、G67)60 8.4.3G码调用宏61 8.4.4、M码调用宏618.4.5M码调用子程序62 8.4.6T码调用子程序62 8.5附加说明62附录1:报警代码表641.程序报警(P/S报警) 642.伺服报警653.超程报警664.过热报警及系统报警66第一篇:编程1. 综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
fanuc说明书

FANUC 0i数控系统操作及机床的基本操作一、FANUC 0i数控系统操作面板界面简介1、铣床控制面板FANUC 0i系统的控制面板由下面两部分组成。
(1)铣床操作面板:铣床操作面板主要用于控制铣床的运动和选择铣床的工作方式,包括手动进给方向按钮、主轴手控按钮、工作方式选择按钮、程序运行控制按钮、进给倍率调节旋钮、主轴倍率调节旋钮等。
如图1所示。
图1 FANUC 0i铣床操作面板图2 FANUC oi铣床数控系统操作面板(2)数控系统操作面板:数控系统面板主要用于与显示屏结合来操作与控制数控系统,以完成数控程序的编辑与管理、用户数据的输入、屏幕显示状态的切换等功能。
如图2所示。
2、数控系统工作界面数控系统的工作状态不同,数控系统显示的界面也不同,一般数控系统操作面板上都设置工作界面切换按钮,工作界面包括加工界面、程序编辑界面、参数设定界面、诊断界面、通信界面等。
特别注意:有时只有选择特定的工作方式,并进入特定的工作界面,才能完成特定的操作。
(1)加工界面用于显示在手动、自动、回参考点等方式机床的运行状态,包括各进给轴的坐标、主轴速度、进给速度、运行的程序段等,如图3所示。
图3 FANUC 0i 数控铣床加工界面(2)程序编辑界面用于编辑数控程序并对数控程序文件进行相应文件的管理,包括编辑、保存、打开等功能,如图4所示。
图4 FANUC 0i 数控铣床程序编辑界面(3)参数设定界面用于完成对机床各种参数的设置,包括刀具参数、机床参数、用户数据、显示参数、工件坐标系设定等,如图5所示。
图5 FANUC 0i 数控铣床参数设定界面二、FANUC 0i数控系统操作面板介绍FANUC 0i 铣床数控系统操作面板除显示屏幕以外,包括以下几个键区:菜单选择键、数字字母键等。
数控系统操作面板是FANUC 0i铣床数控系统的主要人机界面,主要完成操作人员对数控系统的操作、数据的输入和程序的编制等工作。
FANUC 0i数控系统的操作面扳如图6所示。
FANUC机器人PROFINET IO通讯设置
FANUC机器人PROFINET I/O通讯设置摘要本文以CP1616为例,介绍了FANUC机器人使用PROFINET通讯作为Controller和Device的相关设置。
关键词PROFINET、S7-300、CP1616、ET200S、通讯、硬件组态、I/O配置。
目录FANUC机器人PROFINET I/O通讯设置 (1)PROFINET I/O电气部分相关设置 (2)一、S7-300作为CONTROLLER,FANUC机器人(CP1616)作为DEVICE (2)1.1 硬件 (2)1.2 使用软件 (2)1.3 硬件组态 (2)二、FANUC机器人(CP1616)作为CONTROLLER,ET200S作为DEVICE (4)2.1 硬件: (4)2.2 使用软件 (4)2.3 硬件组态 (4)三、机器人同时作为Controller及Device (6)3.1 分别对Device及Controller进行配置 (6)3.2 配置INTERNAL PROFINET SLAVE。
(6)附录PROFINET I/O机器人相关设置 (8)附一、P ROFINET I/O相关板卡安装 (8)1、1CP1616板卡安装 (8)附二、P ROFINET I/O设置界面释义 (8)2、1General界面 (8)2、2I/O Controller 界面 (9)2、3I/O Device界面 (9)2、4I/O Controller:Config list界面 (11)附三、机器人作为DEVICE设置: (12)3、1机器人仅作为Device时“设备接入点模块”设置 (12)3、2机器人作为Device和Controller时“设备接入点模块”设置 (13)3、3机器人作为Device时“可用模块”的设置 (14)3、4机器人作为Device时I/O配置 (16)附四、机器人仅作为CONTROLLER设置: (16)4、1机器人作为Controller时I/O config list设置 (16)4、2机器人作为Controller时I/O 配置 (18)PROFINET I/O电气部分相关设置一、S7-300作为CONTROLLER,FANUC机器人(CP1616)作为DEVICESTEP7 V5.5 SP2GSD文件:GSDML-V2.25-Fanuc-J930-20120113.xml(对应于R-30iA控制柜,机器人版本需7DA7/22及以上)1.3硬件组态(1)安装FANUC机器人GSD文件在硬件配置中选择“Options=>Install GSD file”GSD(GSDML-V2.25-Fanuc-J930-20120113)可被安装。
FANUC Series 系统Oi系统参数说明书手册B-64310
说明书编号
FANUC AC SERVO MOTOR αi series DESCRIPTIONS(规格说明书) FANUC AC SPINDLE MOTOR αi series DESCRIPTIONS (规格说明书)
B-65262EN B-65272EN
FANUC AC SERVO MOTOR βi series DESCRIPTIONS (规格说明书)
B-64434CM
TURN MATE i 操作说明书
B-64254CM
p-2
B-64310CM/01
伺服电机的相关说明书
前言
SERVO MOTOR αis/αi/βis/βi 的相关说明书如下所示。
表 2 SERVO MOTOR αis/αi/βis/βi series 的相关说明书列表
说明书名称
* FANUC Series 0 -MODEL D * FANUC Series 0 Mate-MODEL D
B-64310CM/01
·本说明书的任何内容不得以任何方式复制。 ·所有参数指标和设计可随时修改,恕不另行通知。
本说明书中所载的商品,属于基于《外汇及对外贸易法》的管制对象。出口上述商品时 需要得到日本国政府的许可。此外,某些商品还受到美国政府的再出口管制。出口本商 品时请向我公司洽询。
宏编译器/宏执行器编程说明书 MACRO COMPILER 操作说明书 C 语言执行器编程说明书
B-64303CM-2 B-64304CM -5 B-64303CM -3
PMC PMC 编程说明书 网络相关说明书
B-64393CM
PROFIBUS-DP 板操作说明书 FAST Ethernet/FAST Data Server 操作说明书 操作指南功能相关说明书
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC IO配置说明书
一、前提条件
1、此操作说明书仅适用于FANUC机器人。
二、配置步骤
1、按照图示按键操作进入IO界面
2、按F2(CONFIG)定义按钮进入配置界面按键操作界面IO界面
4、配置IO
这四个状态分别表示①需要重启生效、②无效、③激活、④未分配。
RACK表示IO设备的通讯种类:①0为Process I/O board、②67为Profibus、③82~84为DeviceNet
START表示IO模块开始的引脚数。
例如21表示IO板上的输出第21个口定义为DO[1]
SLOT表示IO模块的数量,使用Process I/O board时1表示第一块,2表示第二块。
四、注意事项
1、当需要定义的Profibus IO口超过8个字节(随厂默认配置)时,需要进行如下操
作。
①、按照图示界面操作进入配置界面
可以设置输入/输
出的字节数,设置
完成后需要重启。
2、操作面板输入/输出SI[ i ]/SI[o]和机器人输入/输出RI[ i ]/RI[o]为硬线连接,不需要
配置。