九州松下CM88贴片机维修培训
松下报警信息及处理方法贴片培训资料

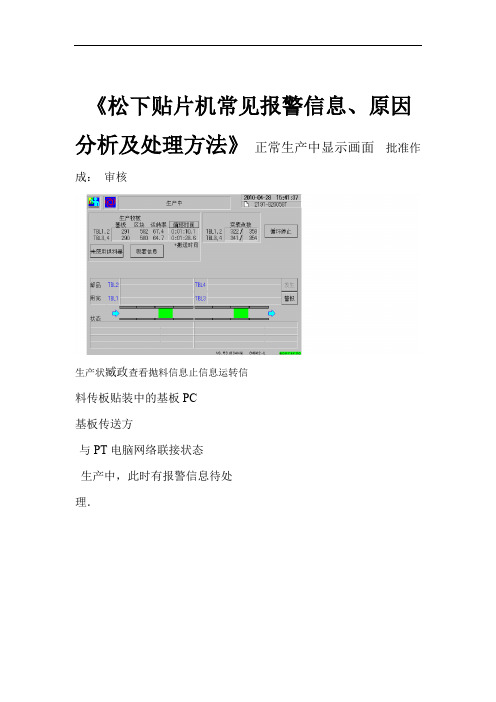
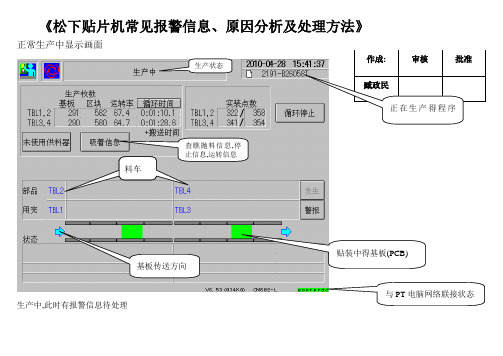
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理作成:审核批准臧政民基板传送方向正在生产的程序查看抛料信息,停止信息,运转信息贴装中的基板(PCB)与PT电脑网络联接状态传板方料车生产状态TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员生产状态:暂停原因:TBL1第10-L 站的料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴的可能)原因:生产中Table1安全门被打开或在打开的状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作原因:1.机器在生产过程中table-2-第7站feeder 被拔出 2.供料带受阻造成(此时该feeder指示灯会亮或闪烁)解决:(此异常有撞断吸嘴的可能)1.暂停状态下或该站报警时才可以取出feeder 2.把该feeder 取出确认其状态,把前端料带、供料带和料皮处理OK后开始生产原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车的清洁,feeder 维护等原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理原因:高速机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴的可能)原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴的可能)解决:此做法是禁止的原因:1. 生产中紧急开关被按下解决:1.恢复紧急开关,回原点开机生产2.处理紧急情况后,检查机器可动部分后,开机生产原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCK )+“挡板开/关”,将其关闭UNLOCK原因:多功能机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴的可能)原因:生产中换料、装料或处理Tray盘其它报警时,Tray盘末放置到位,超限造成解决:打开Tray装置安全门或机器安全门把Tray盘放置到位后开机生(如不经确认,直接开机,有撞Tray盘的可能)原因:在Table3.4位置发生基板末搬送到位或卡板解决:根据机器提示把基板移到指定位置后开机生产(如不能自行处理叫线体工艺处理,处理不当有漏贴元件的可能)原因:A B工作台(Table2,4)的安全门打开状态下操作机器解决:确认feeder防浮起盖,将此按下复位,确认feeder状态OK 后,关闭安全门再进行操作(如不经确认,开机后有撞断吸嘴的可能)NG OK有缠绕齿轮的可能,请用剪刀剪断末驱动到Feeder吸取中间位置,会造成设备吸取不良报警、贴装角度不正、缺件的可能(也有损伤吸NG嘴的可能)NG 装料或中途处理报,警前端料带末剪断,(会撞断吸嘴,此做法禁止)不附合操作规范和5S 要求,如果前端料带不剪断,不小心把feeder 推进去有撞断吸嘴的可能 NG NG NGNGNGNGNGNG NGNG不附合操作规范和5S要求。
松下报警信息及处理方法贴片培训资料
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面批准作成:审核生产状臧政查看抛料信息止信息运转信料传板贴装中的基板PC基板传送方与PT电脑网络联接状态生产中,此时有报警信息待处理.TBL7-物料用完自基板PC跳过(此料多个站位,时供给物料后按存储器件供给,消除报警信产生不良吸嘴,自动跳或指定(人为)跳过,现此信息及时反馈给线工艺人暂生产状态10-原因TBL站的料皮断开或松将其正确处理方法feede好后,确前吸取中心点盖料带剪断后开机生产有损(如处理不当吸嘴的可能Table行了按键操Table安全再进行操作原因:1.机器在生产过table-2feede被拔2供料带受阻成(此时feede指灯会亮或闪烁解(此异常有撞断嘴的可能1暂停状态或该站报警时才可以feeder2把feede取出确认其状态,把端料带、供料带和料后开始生O处理原因吸取位取不良抛料装不良解决方法料的清洁feede维护等原基板末搬到位,传感器末应到该基解把基板移传感器上(不放到阻挡块上面起告知线体工处原因:机器检测到feeder盖、前端料带、料皮、feeder防(如处理不当,起盖.原:高速机贴装度受阻报警,有多件压件、乱件的可解确认贴装状态反馈给线体工艺检(如不经确认处理当,有撞断吸嘴的能)原机器在高运行feede被出造(有撞断吸的可能解决:此做法禁止的原因1.生中紧急开关被解决1恢复急开关,回原开机生2处查机器可动部开机生后原生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:UNLOCK(“-吸嘴设定”-解锁键“生产设定”进UNLOCK,将其关闭关”/“挡板开+)原因多功能机贴高度受阻报警,有件压件乱件的可解确认贴装状态反馈给线体工艺检(如不经确认处理当,有断吸嘴的可能)原因生产中换料、料或处Tra盘其它警时Tra盘末放置位,超限造解决打Tra装安全门或机器安全门Tra盘放置到位后开(如不经确认直接盘的可能Tra有机,原因Table3.位置发生基板末搬到位或卡解决根据机器示把基板移到指定置后开机生产如能自行处理叫线体艺处理,处理不当漏贴元件的可能原A工台Table2,)安全门打开状下操作机feede防浮起盖将此按下复位feede状O后关闭安全门进行操(如不确认开机后有断吸嘴的可能)OKNG请有缠绕齿轮的可能,剪刀剪断Feede末驱动取中间位置,会造设备吸取不良报警贴装角度不正、缺(也有损伤的可NG嘴的可能)装料或中途理报,警前NG 嘴,此做法止)不附合操作规范要求,如果前5NG不小料带不剪断推进去feede 撞断吸嘴的可NGNGNGNGNGNGNGNGNG要5不附合操作规范和。
松下NPM贴片机高级培训教材

5.实装位置 / 传送带
1 按 [STEP2]
2 按 [实装位置/传送带]。
3 按 [量具安装]。 • 吸头会移动到退避位置, 宽度调整轴会移动到 原点,支撑块会上升。
4 将伺服开关置于OFF。
26
5 打开安全盖
6 安装支撑销高度量具。 ∗ 请安装支承销高度量具。 各支撑块基准轨道侧 的本机中央部之螺栓应位于 量具的中央处。 ∗ 按装时,支撑销高度量具 的固定销 (3 根) 对于 支撑块应位于如左图所示的 位置。 ∗ 并且,支撑销高度量具的D 形切割部应在里面。 7 关闭安全盖。 8 将伺服开关置于ON。
36
6. 安装量具站。 ∗ 请事先将量具元件、照明亮度量具安 装在量具站上。 ∗ 将量具元件、照明亮度量具如照片所 示设置到量具站。 量具元件、照明亮度量具单体时没有方 向性。 7. 将量具站的电源开关置于ON。 ∗ 请确认电源开关的LED 灯亮灯了。
37
8. 安装吸嘴。点击[确认] 机器随即自动进行量具站 项目示教.
NPM
高级培训教材
松下电器机电(中国)有限公司 FA 培训课 2009年6月 1
一,正确地使用实装机,安全地进行作业!
您是否做过红色字体部分所示的不安全行为?
1,没看见有人在后面,没听见他(她)跟您 喊一声 2,忘掉了或不知道安全的操作步骤 3,因赶紧生产,焦急、疲劳、急躁 4,因对操作很习惯,无意中把手移到危险部 位 5,因操作不方便,无法保持身体的平衡 6,虽是常规操作,但没有仔细想,以为这样 做没问题
20 关闭安全盖。 21 将伺服开关置于ON。
29
22 按 [确认]。 • 将会进行校准。 23 确认是否已正常结束。 24 按 [量具取出]。 25 按 [确认]。
松下培训资料

11
关机步骤
• 将Operation模式切换到MANU, 1BLOCK 状态
• 按主控盘的(ORG原点复归),使机台 各轴回原点
• 按Operation ready off • 将空压、电源、紧急开关按钮关闭
12
六. 操作面板与副操作面板的认识
13
主操作面板
1.功能键:F1→F8在屏幕上目录画面有不同的功 能使用
24
• S&R:00:不存在连板模式 01:步骤重复
•
02: 0拼板重复
•
12:90模式重复
21:180步骤重复
•
22:180模式重复 31:270步骤重复
•
32:270模式重复
• PLCΘ:装着角度:0-359逆时针方向为十
• PLC ihbt:装着禁止:输入1时为禁止
• SKIP BLOCK:跳跃步骤:0-9:0为执行BLOCK;7为无条件跳 跃,相当于将此步删除
转带盘 倒转
压料杆
挂料盘
顶针
导料盖带 (ss)可 上胶带料 但要注意 到料枪是 否有凹槽
固定机构
枪体
弹簧
卷带图样
4
固定机构
检查 夹子 是否
松
2)0804:低速emboss料枪 和paper料枪的区别
转带盘 顺转
挂料盘
压料杆
注意枪 是否带
凹槽
固定机构
卷带图样
固定机构
导料盖
5
2. 料枪的构造介绍与检查 调整
90°、4:135°、5:180°、6:225°、7:270°、8: 315°。
29
• SUPPLY SHAPE:料枪类型:1、PAPER;2、PAPER (adhesive);3、EMBOSS ; 4、bulk ;7 、 highspeed cassette 8 、high-speed cassette emboss
松下报警信息及处理方法-贴片培训资料
松下报警信息及处理方法-贴片培训资料v1.0 可编辑可修改1 《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理基板传送方向正在生产的程序查看抛料信息,停贴装中的基板(PCB)与PT电脑网络联接状态传板方料车生产状态2TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员3生产状态:暂停原因:TBL1第10-L站的料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴的可能)4原因:生产中Table1安全门被打开或在打开的状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作56原因:1.机器在生产过程中table-2-第7站feeder被拔出 2.供料带受阻造成(此时该feeder指示灯会亮或闪烁)解决:(此异常有撞断吸嘴的可能)1.暂停状态下或该站报警时才可以取出feeder 2.把该feeder取出确认其状态,把前端料带、供料7 原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车的清洁,feeder维护等89原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理10原因:机器检测到feeder盖、前端料带、料皮、feeder防起盖(如处理不当,有撞断吸嘴的可能)解决:确认feeder 盖、前而料带、料皮、feeder防起盖,确认OK后才可开机生产(此确认项目是开机前的确认事项,机器表面帖有提醒图11 12原因:高速机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴的可能)13原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴的可能)解决:此做法是禁止的1415原因:1. 生产中紧急开关被按下解决:1.恢复紧急开关,回原点开机生产2.处理紧急情况后,检查机器可动部分后,开机生产16原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCK )+“挡板开/关”,将其关闭UNLOCK1718原因:多功能机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴的可能)19。
CM88说明

C M88说明-CAL-FENGHAI.-(YICAI)-Company One1編號: M1-09M117 WI CREATE 高速機操作說明書頁數: 11.目的:1-1 簡單介紹 CREATE 高速機操作說明書。
1-2 讓工程人員及技術人員,熟悉明瞭操作執行方式。
2.適用範圍:2-1 九州松下 (CREATE) 之 CM88C-M 設備。
3.名詞解釋:無4.開機程序與關機程序:4-1 開機程序:4-1-1 將穩壓器開關開啟 (Turn on)。
4-1-2 將機器主電源開啟 (Turn on)。
4-2 關機程序:4-2-1 將機器主電源關閉 (Turn off)。
4-2-2 將穩壓器開關關閉 (Turn off)。
5.緊急開關使用時機:5-1 機器將造成人體傷害時。
5-2 機器將造成產品損毀時。
5-3機器將受損時。
6.內容:6-1 Product:自動生產模式。
6-2 Product config:操機人員的手動模式。
6-3 Performance info:生產報表。
6-4 Data modify:資料編輯。
6-5 File management:程式管理。
6-6 Machine parameter:機器參數。
(不提供嚴禁擅自更改)6-7 Machine adjust:機器手動操作。
6-8 Machine config:機器設定。
FORM# R4-05C02-04編號: M1-09M117 WI CREATE 高速機操作說明書頁數: 26-1 Product:執行自動生產模式:6-1-1 Performance info:生產日報表。
(請參閱 4-3 部份)6-1-2 Mode change operator:更改機器操作權限。
6-1-3 Cycle stop:生產一片板子 (母板) 後,機器停止生產。
6-1-4 Data Modify:資料編輯。
(請參閱 4-4 部份)6-1-5 Machine config:機器設定。
松下SMT机器培训资料

Panasert电气培训教材大纲一.一些常常利用工具的介绍1.斜口钳:主要用于剪切绑线带,黑色收缩软管等一些较细小的材料。
2.剥线钳:主要用于各类不同尺寸电线的剥线,电线有各类不同的外径尺寸。
当咱们在剥电线的绝缘层时,当不能完全肯定利用什么尺寸时,建议利用较大的尺径去剥电线绝缘层,这样做是为了避免损伤电线内部的导体。
剥线时不要硬性去拉扯绝缘层,而是将大拇指贴紧剥线钳,利用手腕之力轻轻往外拉。
剥现钳也可用于切断较粗的材料。
3.吹风筒:主要用于加热,使收缩软管收缩在材料表面。
4.PIN的压接钳:有多种样式的PIN压接钳,主要用于将PIN和线压接在一路在压接之前先要将收缩软管套在电线表面。
5.PIN—EXTRACTOR:也有几种不同样式,主要用于将PIN从PINCONNECTOR中拿出来。
6.压LUG钳:主要用于将各类大小尺寸LUG与电线压接在一路,一样在压接以前先将套管套在电线上。
二.一些常常利用的材料1. PIN和CONNECTORPIN的种类:主要分MOLEX和非MOLEX PINMOLEX-PIN:主要用于压接电源线。
非MOLEX-PIN:主要用于压接信号线。
还要按照机械的发展,用于初期的JVK2,AVK外型尺寸比较大的,和最近几年用于AVK2,MSH3等较先进系列,其外型尺寸比较小的,还有比较特殊的用于EMC(针对欧洲)的细长PIN。
PIN也分为MALE和FEMALE两种,外型也不一样。
2. CONNECTOR的分类A.按利用电线的尺径分类a用于电源线:通常常利用MOLEX-CONNECTOR。
b 用于控制线:通常常利用非MOLEX-CONNECTOR。
B.按照PIN的数量的分类可分为2,3,4,6,8,9,10,12,14,15等种类C.按照材料的分类a.类似于透明树脂型b金属材料型(此刻主要用于ENCODER)他的PIN也是比较特别的,和掏出 PIN 的PIN-EXTRACTOR也比较特别。
松下CM系列贴片机操作员培训资料
10、查看生产信息
11、操作机器安全事项 12、机器显示灯的含义 13、简单故障的排除方法
SMT培训材料
一、上料表内容的讲解
上料表
L-left 左边 R-right右边
间距“8*4”是指料 带宽度8mm,间距 为4mm
物料上Part No.一定 要与上料表完全一 致否则不能使用, 特殊情况须经管理 人员同意以后方可 使用
条件生产5.8
进入下图画面
序列:选定贴装的具体位置 部品:选定贴装的具体物料 区块:选定贴装的具体小板
吸头:选定贴装的具体贴装头
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
1、Feeder开关 LED功能
INTFCOM1
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
SMT培训材料
三、CM402主画面的简介
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器接触面板
SMT培训材料
CM402机器接触面板
SMT培训材料
四、CM402的生产流程
1、生产流程
生产流程2
准备----机器启动----生产开始----部品的补给----生产结束 2、开机 如右图将电源开关打到ON的位置
4、Panasonic的贴片机CM402 CM602 CM401 CM101使用的是电动feeder,物料间距是 在程序中设好的,不用操作员再去调整,但是生产新产品时必须核对程序中的间距与物 料的实际间距是否一致,如有问题则要求技术人员立即更正
确认胶带、纸带
点击
松下报警信息及处理方法-贴片培训资料

《松下贴片机常见报警信息、原因分析及处理方Array法》正常生产中显示画面生产中生产状态2010-04-28 15:41:37TBL1.2TBL3,4生产枚数「基板区块运转率I循坏时间291290582 67.4 0:01:10.1580 64.7 0:01:28.6实装点数TBL1.2 I 322/358TBL3.4 [ 341 /| 354D 2191-B26058正在生产的程序循环停止+搬送时间未使用供料器吸着信料车万查看抛料信息,停止信息,运转信息生产中,此时有报警信息待处理2010-04-28 1 0:32:23 生产枚数基板 区块运转率丨循环时间实装点数TBL1,299 396 49.3 0:00:27.9 TBL1,2「33/f 90循环停止jTBL3.498392 47.0| 0:00:18.5| TBL3,4 | 20/ 80未使用供料器吸着信息生产中D 1763-B23852B做存料器的部品供给时 请按下【存储器元件供给]。
部品 TBL 2 用完TBL 17-R(1052674TB警报TBL31第7-R 物料用完自动 基板(PCB ) 跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息丿恢念■J=^=TBL1产生不良吸嘴丨丿供给完成等待V6. 53 (034KG& CM6S2-L ecpr prdcC> 或指定(人为)跳过,出 产生不良吸嘴,自动跳过'现此信息及时反馈给当线工艺人员暂时停丄222Z2010-04-28 10:55:24jyV^-B23852B_— -------------- JJ. . T-一操作员 生产状态:暂停基板 区块 运转率 循环时间 154? 616j 33.3 1 0:00:20.8 154 616 7.6 0:00:20.5 生产枚数生产信息TBL1.2 TBL3,4 TBL1,2「 二4/ 飞4TBL3,4 |0/实装点数循环停止未使用供料器原因:TBL1 第10-L 站的料皮断开或松开 生产设定数扌居修正机器设定维护处理方法:将其正确接 好后,确认feeder 压尖端妖带切片TBL1 adr10-L原因巴匚再i 欠开始生产时请按[[UNLOCK]]后再按[[START] ] °料带剪断后开机生产, 前工序等待盖、吸取中心点、前端 吸嘴的可能)V6. 53 (634 JJ) CM6SS-Lecpr stop(如处理不当,有损伤原因:生产中Tablel安全门被打开或在打开的状态下进行了按键操作解决:关闭Tablel安全门, 并做相关确认再进行操作。
大阪松下贴片机培训教材(上册)

培训教材上册基本操作介绍一、危险提示:Danger:指明即将有危险的情况,没避免,结果会造成严重的伤亡。
Warning:指吸即将有危险的情况,如果没避免,会造成严重人身伤害。
Caution:指明有潜在的危险情况,如果没避免偶尔会造成轻微的伤害或设备的损坏。
:指出注意的内容:指出禁止的内容:指出强迫的内容二、安全的注意事项①机器运动时请不要把身体的任一部位伸入机台内。
②换料时请确认换料位号灯是否亮起。
③机器工作时,请不要打开电器箱的门。
④在修理前请阅读修理手册。
⑤机器工作时,请不要打开ZA、ZB料箱的门。
⑥接线时请关断电源。
三、机器各机构认识各机构的名称注:①紧急停止开关位置,在机器的四个角,无论你站在机器旁的任一角度都能按到紧急停止开关。
②修理开关的使用情况:当安全盘打开后,限制操作用,其只能在手动状态下,在使用时屏幕则变为黄颜色。
③识觉组件:④识别方式A、反射(黑色NOZZLE)B、透射(白色NOZZLE)⑤TRAY供给部:采用两升降机各20站(共40种)的供料方式两升降机ZA、ZB有四种的工作方式。
A、固定方式(选择使用ZA或ZB)B、交换方式(ZA和ZB上同样的材料,ZA上的材料用完则到ZB上同一站取料,ZB用完又回到ZA上取料)C、优先交换方式(ZA和ZB上同样的材料,ZA上的材料用完则到ZB上同一站取料, ZA上好料后又回到ZA取料)D、连接方式(ZA+ZB=75+75=150站)四、主操作盘的认识:1、SERVO MOTOR ON/OFF:伺服锁定开/关。
2、FRONT OPERATION LAMP:前操作盘有效指示灯。
3、MAIN CPU:主CPU的电源开关。
4、POWER ON LAMP:设备电源指示灯。
5、OPERATION READY ON:开机(指PANASET)。
6、OPERATION READY OFF:关机(指PANASET)。
7、START:开始开关,绿色错误信息的复位键。
松下贴片机MSR培训资料

松下贴片机MSR培训资料Panasonic(PISH) FA TRAINING初级培训课程表机器型号:MSR ,4天,第一天 1。
机器的安全教育。
2(机器的整体概况介绍。
a( 机器的规格数据。
b( 贴片过程的讲解。
c( 机器各部份的介绍,详述:Index十六个工位的作用,。
d( 该机器于以前机器的区别。
,根据学员的情况定,3(基本操作的讲解。
a( 主~副操作盘的讲解。
b( 操作画面的说明。
c( 程序的构成和机种的切换。
d( 全自动下进行x-y教示。
第二天 1。
PCB~Mark Program,Bad Mark,的理解。
2(NC Program的理解。
a( 各项数据的说明。
b( NC 程序执行的原则。
c( 上机讲解:teaching, Lnd teaching的做成。
d( 学员上机实践,做一个阴阳板NC Program,。
第三天 1。
Parts Library的讲解。
a( 各项数据的说明。
b( 学员上机实践,针对各种元件,。
2(Array Program的理解。
3(将学员的程序连接进行试生产。
4(菜单画面的简介。
5(生产条件数据的讲解。
6. Nozzle 的中心计测和高度计测.第四天 1。
日常保养。
a( 消耗品交换,切刀~Nozzle等,。
b( 检查注油。
2(日常生产中常见故障的处理。
3(综合答疑。
4(考核。
FA培训中心制Panasonic(PISH) FA TRAINING 第一天一、安全1. 人的安全1) 一人操作,两人或以上互相呼2) 注意MSR的X-Y TABLE上、下板时会上、下动作,可能会伤手。
2. 机器的安全1) 当X-Y TABLE在板检时(高位时),禁止用手推动工作台,防止撞PCB CAMERA 或NOZZLE 2) 注意不用的NOZZLE应处于缩回的位置.3) 转手轮时,一般情况下不反转(对客户来说,严禁反转),防止打断NOZZLE. 4) 当出现CASETTE浮起ERROR时,要谨慎处理,以保护NOZZLE为原则.(不要急于RESET或转头,要查找原因:如料枪未装好等.)二、机器的整体介绍(一)机器的规格数据1.机器DIM: M SIZE XL SIZEW 7220 7220D 1997 2187H 1829 1829WEIGHT 4600KG 4400KG(不包括PASTS CASSETTE) NO.OF FEEDERS 150 150 2.适用要求:1)适用环境温度:20加减10;2)气压:0.5MPA3. 适用PCB:1)SIZE M MAX:330*250MM MIN:50*50XL MAXn:510*460 MM MIN:50*502)贴装区域:M MAX:330*244MMXL MAX:510*4543)厚度:0.5-4.0MM4. 适用元件:(见REFERENCE MANUAL 2.6-1)1) 适用元件:1。
贴片机培训计划
贴片机培训计划一、培训目标通过本次培训,参训人员能够熟练掌握贴片机的操作原理和技术,具备独立进行贴片机操作和故障排除能力,提高生产效率和质量。
二、培训对象公司生产车间贴片机操作人员及相关技术人员。
三、培训内容1. 贴片机的基本原理和技术知识贴片机的组成结构、工作原理、操作界面、安全注意事项等。
2. 贴片机的操作技术包括设备的开机、关机、程序的设定与修改、材料的更换等操作。
3. 贴片机的故障排除对常见的故障进行分析和解决方法的演示和讲解。
4. 贴片机维护保养贴片机的日常保养和维护方法,定期检查项目及注意事项。
四、培训方式1. 理论培训通过课堂讲授、PPT演示等方式进行贴片机的基本原理和技术知识的培训,使学员掌握基础知识。
2. 实践操作组织学员进行贴片机的实际操作,带领学员亲自操作设备,熟练掌握操作技术。
3. 故障排除演示通过实际案例进行故障排除演示,培训学员解决问题的能力。
4. 现场指导在生产车间现场指导学员进行实际操作,加深学员对操作技术和维护保养的理解和掌握。
五、培训时间安排本次培训共计3天,具体时间安排如下:第一天:上午9:00-11:00 理论培训下午13:30-16:30 实操操作第二天:上午9:00-11:00 故障排除演示下午13:30-16:30 实操操作第三天:上午9:00-11:00 现场指导下午13:30-16:30 练习和总结六、培训考核1. 学员出勤率学员须按时参加培训课程,出勤率达到100%。
2. 实际操作考核学员需要通过贴片机的实际操作,完成指定任务,熟练掌握操作技术。
3. 认知考核培训结束后进行考核测试,考核内容包括贴片机的基本原理、操作技术和故障排除等知识点。
七、培训师资本次培训的师资由公司内部技术人员担任,负责理论讲解、实操操作和现场指导。
八、培训设备公司提供贴片机设备和相关材料,保证学员能够进行实际操作练习。
九、培训资料公司提供相应的培训教材和PPT资料,供学员学习和参考。
松下报警信息及处理方法-贴片培训
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理作成: 审核批准臧政民基板传送方向正在生产得程序查瞧抛料信息,停止信息,运转信息贴装中得基板(PCB)与PT电脑网络联接状态传板方料车生产状态TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员生产状态:暂停原因:TBL1第10-L站得料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴得可能)原因:生产中Table1安全门被打开或在打开得状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作原因:1、机器在生产过程中table-2-第7站feeder被拔出2、供料带受阻造成(此时该feeder 指示灯会亮或闪烁)解决:(此异常有撞断吸嘴得可能)1、暂停状态下或该站报警时才可以取出feeder 2、把该feeder 取出确认其状态,把前端料带、供料带与料皮处理OK后开始生产原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车得清洁,feeder 维护等原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理原因:高速机贴装高度受阻报警,有多件、压件、乱件得可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴得可能)原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴得可能)解决:此做法就是禁止得原因:1、生产中紧急开关被按下解决:1、恢复紧急开关,回原点开机生产2、处理紧急情况后,检查机器可动部分后,开机生产原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCKUNLOCK )+“挡板开/关”,将其关闭原因:多功能机贴装高度受阻报警,有多件、压件、乱件得可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴得可能)原因:生产中换料、装料或处理Tray盘其它报警时,Tray盘末放置到位,超限造成解决:打开Tray装置安全门或机器安全门把Tray盘放置到位后开机生(如不经确认,直接开机,有撞Tray盘得可能)原因:在Table3、4位置发生基板末搬送到位或卡板解决:根据机器提示把基板移到指定位置后开机生产(如不能自行处理叫线体工艺处理,处理不当有漏贴元件得可能)原因:A B工作台(Table2,4)得安全门打开状态下操作机器解决:确认feeder防浮起盖,将此按下复位,确认feeder状态OK 后,关闭安全门再进行操作(如不经确认,开机后有撞断吸嘴得可能)NG OK有缠绕齿轮得可能,请用剪刀剪断末驱动到Feeder吸取中间位置,会造成设备吸取不良报警、贴装角度不正、缺件得可能(也有损伤吸NG嘴得可能)装料或中途处理报,警前端料带末剪断,(会NG撞断吸嘴,此做法禁止)不附合操作规范与5S 要求,如果前端料带不剪断,不小心把feeder 推进去有撞断吸嘴得可能 NG NG NGNGNGNGNGNG NGNG不附合操作规范与5S要求。
cm88做业指导书解读
CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 1CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 21.目的:1.1 简单介绍CREATE CM88C-D 高速机操作说门书1.2 让工程人员及技术人员,熟悉明了操作执行方式.2.适用范围:2.1适用于自动化课九州松下(CREATE)之CM88-S设备.3.名词解释:无4.权责:5.内容5.1 Product:自动生产模式5.2 Product config:操机人员的手动模式5.3 Performance info:生产报表.5.4 Data modify:数据编辑.5.5 File management:程序管理.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 35.6Maching parmeter:机器参数..5.7Maching adjust:机器手动操作5.8Maching config:机器设定5-1product:执行自动生产模式.:5.1.1Performance info:生产日报表.5.1.2 Mode change operator:更改机器操作权限.5.1.3 Cycle stop:生产一片板子.5.1.4 Data modify:数据编辑.5.1.5 Machine config:机器设定.5.1.6 Stage escape:料车退避.5.1.7 Maintenance:机器数据查询.5-1-7-1 Turret info:每个头数据查询.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 45-1-7-2 Axis information:所有轴在目前位置和状态下数据查询.5-1-7-3 Recog unit maint:所有认识数据查询.5-1-8: Parts empty:零件己被使用完毕.5-1-9 Codnditional Mounting:装着条件.5-1-9-1 Sequence:依实际装着序号装着.Bocks:依连板序号完成整片(连板)装着.Parts:依料号完成整只料装着.5-2 product config:操作人员的手动模式CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 55-2-1 stage escape:料车退避.5-2-2 stage selection:料车更换选择.5-2-2-1 X change mode:A和B两站交互使用.(双挂料)5-2-2-2 Spare mode:A和B两站择一使用.5-2-2-3 Joint mode:将A和B两站视为一站使用.5-2-3 Parts usage:零件的使用数量5-2-4 PC transfer:PC板运送5-2-5 Feeder arrangment:供料器排列状态,及装着颗数.5-3 performance info生产报表:CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 65-3-1 PCB to process:生产母板之数量.5-3-2 Block to process:生产子板之数量.5-3-3 Operating rate:实际生产之稼动率.5-3-4 Machine run rate:机器Auto run在状态下之稼动率5-3-5 Rral run time:实际生产之时间.5-3-6 Wait for pre proc:等待前面之PCB流入之时间.5-3-7 Wait for post proc:等待后面之PCB流出之时间.5-3-8 Total run time:机台在Auto run状态下之时间5-3-9 Form print:打印数据.5-3-9-1 Run info机器生产中之时间数据.5-3-9-2 Stop info机器停机中之时间数据.5-3-9-3 pick info零件吸着状况数据.5-3-9-4 Pmiss info零件吸取不良数据.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 75-3-9-5 Rmiss info零件辨识不良数据.5-3-9-6 Lmiss info零件侧立数据.5-3-9-7 Reset将生产资料归零.5-4 Data modify:数据编辑.5-4-1 PCB Data:PC板尺寸资料.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 85-4-1-1 L: PC板的长度.W:PC板的宽度T: PC板的厚度5-4-1-2 Cordinate origin:PC板坐标原点位罝5-4-1-3 Origin offset:PC:板坐标原点与机器偏移值5-4-1-4 Bad Pcb mark pos: 不良点与机器原点相对位置.(不良点是指辨识是否为报废板的点)5-4-2 Fiducial data :PC板,位置确认点(A,B点):5-4-2-1 A.B Point:A.B两点.5-4-2-2 A Point:A点.5-4-2-3 A.B Points:A,B两点.(针对各个连板)5-4-2-4 A Points:A点(针对各个连板)5-4-2-5 Recog posn:A,B点之认识位置,其值与PC板原点之相对坐标.5-4-2-6 A Points:A点(针对各个连板)CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 95-4-2-7 Evolution data:由原始A,B两点之坐标,做所有连板A,B点之认识.(针对连板)5-4-3 Funcfion switch:功能选择:5-4-3-1 Pass mode on:机器只做输送功能,不作生产之动做,生产中,应将off开关5-4-3-2 PCB Recog:PCB补正位置(A,B点)功能.5-4-3-3 Bad PCB mark defect(针对母板)ON:PC板补正位置若不良,则机器就不生产,让板子自行流出.OFF:PC板补正位置若不良,则机器鸣器将响起.5-4-3-4 Bad Block mark defect(针对子板)ON:PC板补正位置若不良,则机器就不生产,让板子自行流出.OFF:PC板补正位置若不良,则机器鸣器将响起.5-4-4 Feeder layout data:零件站别显示.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 105-4-4-1 Call by adrs:直接输入站别,即可将光标移至所需之站别.5-4-4-2 change 零件尺寸之修改.5-4-4-3 Sty 1:零件包装角度.(角度定义,由供料器前端往后看).5-4-4-4 Deep:零件包装材料.(pa:纸带,em:塑料料带)5-4-4-5 Skip:将此料站关闭,不做生产.5-4-4-6 occupancy:目前己使用之料站,由图形显示.5-4-4-7 Comlete part information:零件包装角度的定义.5-4-4-8 Angle definifion:零件包装角度的定义.5-4-5 block attribute data:连板数据的设定.5-4-6 Mount data:零件实际装着数据.5-4-7 Data check:数据确认.5-4-8 Form print:数据打印.5-4-9 Production datd teach:生产数据校正.5-4-9-1 PCB recog:板子补正位置校正5-4-9-2 Bad mark detect:板子不良补正位置校正5-4-9-3 Mount position:实际装着位置校正CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 115-4-9-4 Chip recog:依零件数据,由机器做认识.5-5 File management:程序管理.5-5-1 PT100:切换至PT1005-5-2 Floppy:切换至软盘.5-5-3 Quit:离开.5-5-4 Load:读取程序.5-5-5 Sort:排序.(依时或名称排列,所有程序档案)5-5-6 Data name list print:将所有程序文件名称打印5-5-7 sub opn:附属功能.5-5-7-1 Load coord:只读取该档案内之所有坐标.5-5-7-2 Load recog:只读取该档案内之所有认识数据CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 125-5-7-4 FD init:将磁盘片格式化.5-5-7-5 Mach prmtr load:读取机器参数5-5-7-6 Mach prmtrsave:储存机器参数5-6 Machine parmeter:机器参数5-7 Machine adjust:机器手动操作5-7-1 Return to origin将机器所有动作归回机械原点.5-7-2 Cnvr adjustment将所有轨道宽度调整成与PC板宽度一致.5-7-3 PCB transfer将板传送至定位.5-7-4 Stage escape料车退避.5-7-5 Inching:每个轴分开,局部动作5-7-6 Input确认每一sensor之感应动作5-7-7 Ouput每一个输出讯号动作确认5-7-8 axis information:机器每一个动作位置讯号信息.5-7-9 Recog unit maint确认所有认识数据.5-8 Machine config:机器设定CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 13 5-8-1 Adjustment switch机器功能设定:5-8-1-1 Chip feeding on 供料器功能开启5-8-1-2 Pickup on吸料功能开启5-8-1-3 Defect chip thick on零件高度侦测开启5-8-1-4 chip recognition on:零件认识开启.5-8-1-5 Simulate mode off:测试模式关闭.5-8-1-6 Extend conv w adj on:轨道自动调整开启.5-8-1-7 Recovery on:取料失败后,再次吸料.5-8-1-8 Mount on:实际装着开启.5-8-1-9 default:依机器本身定义,将上述功能自动开启或关闭.5-8-2 pick up posn learning:吸料位的补正值:CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 14NOTE:此数值由机器自动补正,其值在以正负3mm内5-8-3 Bad head:不良吸嘴头之设定:5-8-4 Time set:机器日期,时间的设定.CM88S作业指导书文件名称:CM88S-M高速机操作说明书编号: 版别:A 页数: 15 5-8-5 Speed set:机器主轴度之设定Note:此机极限速度为0.085 Sec5-9 FEEDER的使用。
贴片机Cm培训记录PPT课件
4. Remove camera connectors/ grease tubes
3. Disengage connectors and air line(s).
5. Remove allen bolts (with special stopper) and pull out head assembly.
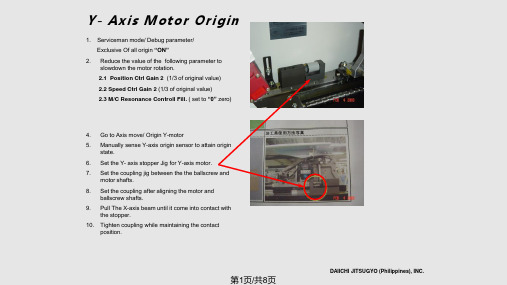
3. Focus can be adjusted by the aid of 50mm X 50mm jig. Width adjustment/ recog mainte/ For adjust Lamp1: 30 Lamp 2: 20-30
4. Perform PCB recog camera angle teach (tolerance: θ= ± 0.2)
4. During installation the Theta can be adjusted using the adjusting bolts found beneath the camera.
LED Unit disengaged from main Line Camera unit.
Hale Waihona Puke 第6页/共8页第3页/共8页
The spline shaft assembly\ 5. Remove the bearing.
DAIICHI JITSUGYO (Philippines), INC.
Spline shaft removal ( Option 2 )
3. Remove stopper screw to disengage spring while supporting body with a spanner.
1. Remove Solenoid Valve screws.