二氧化碳回收技术案例教程文件
二氧化碳的回收及再利用-精品文档

二氧化碳的回收及再利用一、二氧化碳是全球气候变暖的主要因素全球气候变暖,本来是一个学术性的一个问题,但西方发达国家的元首们却会就这样一个技术问题举行多边会议,专题讨论全球气候变暖。
这些年来,由于气候变暖,引发了众多的自然灾害,如气候异常,冰山融化,泥石流、洪水,干旱、地震、海啸等等。
这就说明,全球气候变暖,已经引起了世界很多国家的高度重视。
二氧化碳(C02)因为是很稳定的物质,所以它的反应性很低,也就是造成全球气候变暖的主要因素。
这些年来,世界经济正强劲增长。
科技突飞猛进的发展大大提升了人类的生活质量,城市化、全球化迅速扩张,这一切将推动着巨额的能源消费。
由此,也导致了无节制地向大气排放二氧化碳等温室气体,导致全球气候变暖,对地球生态环境产生了深远的负面影响,也相应地产生了大量的工业污染、废气等。
植被被大量的破坏,生态平衡被打破。
能源专家预测,到2030 年全球二氧化碳的排放量可能超过380 亿吨,由此引发的温室效应将严重威胁人类的生存,二氧化碳减排和合理利用已经成为世界性课题。
二氧化碳的产生是多方面的,也是比较复杂的,但主要是通过燃烧、发酵等工艺过程产生。
比如,植物、煤炭的燃烧会产生大量的二氧化碳。
在啤酒饮料的生产过程中,麦芽发酵产生二氧化碳的成分占全部气体的99%以上总体而言,发展中国家源于土地用途改变、林业和农业的温室气体排放量占其温室气体排放总量的一半以上。
我国目前排放的二氧化碳近40 亿吨,随着新建火力发电厂、水泥厂和煤化工项目及食品饮料行业的增加,二氧化碳排放量仍将持续增加。
在众多的二氧化碳产生的途径中,燃煤电厂是二氧化碳排放的大户,据不完全统计,在二氧化碳排放量中,燃煤电站二氧化碳气体的排放约占50—55%。
二氧化碳有其危害性的一面,但也有其有益的一面。
随着科学技术的发展,其利用价值和使用范围正迅速扩大,变废为宝的二氧化碳利用新途径正在受到人们越来越多的关注,因此,如何大力度开发二氧化碳潜在的巨大市场,并注重二氧化碳捕集、提纯与回注技术的研发,以实现应用领域的实质性拓展,是一个保护环境、造福子孙万代的重要课题。
二氧化碳的回收与利用-文档资料

二氧化碳的回收与利用对二氧化碳进行回收利用,是贯彻节能减排以及资源循环利用理念的要点。
想要提高二氧化碳回收利用效率,就需要结合其所具有的特征,从技术角度出发,分析回收、利用现状与要求,选择合适的技术,进行有效分离、回收,最后选择渠道进行重新利用,提高资源利用效率。
一、二氧化碳分析近年来大气中二氧化碳含量不断增加,大多为燃料燃烧后产生,不但会加剧温室效应,同时也会造成资源浪费。
对于二氧化碳来说,可以采取有效的回收利用技术对其进行处理,将其重新应用到工业生产中,以及农业、轻工业等多个领域中,实现变废为宝,提高资源利用效率,将节能降耗理念贯彻到底。
现在存在的二氧化碳回收利用技术比较多,在实际应用时,需要结合化工生产具体情况,结合不同处理技术特点,提高回收利用效率。
二、二氧化碳回收技术分析1 物理吸收技术物理吸收技术的应用,需要以低温高压条件为基础,选择水、聚酯类等作为吸收剂,二氧化碳在溶剂中溶解能力受压力条件影响较大,这样便可以通过改变反应压力条件,来达到二氧化碳分离脱除目的。
此种方法应用控制要点是选择优良的吸收剂,应具有溶解度大、沸点高、无毒且稳定等特点。
常见物理吸收处理技术有聚乙二醇二甲醚法、碳酸丙烯脂法等,其中聚乙二醇二甲醚法所用吸收剂为聚乙烯乙二醇二甲酯,反应条件温度为261K;碳酸丙烯脂法所用吸收剂为碳酸丙烯脂,反应条件压力应控制在1.3MPa以上,且可以同时脱除硫化氢,一般被用于脱除天然气或者变换气二氧化碳。
2 化学吸收技术即利用原料气与化学溶剂在吸收塔内进行化学反应,加入的溶剂吸收二氧化碳,使其成为富液,然后进入到解析塔加热分解后出现二氧化碳,最后完成二氧化碳分离吸收目的。
在应用化学吸收技术分离回收二氧化碳时,需要重点控制吸收塔与解析塔压力与温度条件。
对于化学吸收技术来说,所选吸收剂对溶质二氧化碳具有一定选择性,且所选吸收剂应具有高稳定性,不易挥发,不会从气体中引进新杂质,如常用碳酸钾水溶液、乙醇胺类水溶液等。
啤酒厂二氧化碳回收和管理PPT课件

来自发酵发酵罐的 二氧化碳和残余物
来自发酵发酵罐的 二氧化碳和残余物
Seal Leg 密封U形管
3
特殊气密橡胶的气囊
拥有足够的容量和缓冲 采用法兰和管卡式链接 特殊的橡胶,延展性好
3/21/2020
4
CO2的高效气体洗涤塔
➢ 配有不锈钢蜂窩填充料, 高效 汽水接触面积
➢ 高效的清洗效率,低的水耗
现在共35家工厂,共有CO2回收设备42套,总的回收能力41051kg/hr全部 采用的是专业的CO2回收设备公司的生产设备,具体如下:
荷兰哈弗曼公司:
11套;总回收能力:14700kg/hr
青岛澳兰多流体科技有限公司: 3套;总回收能力:2800kg/hr
丹麦由宁公司:
2套;总回收能力:1325kg/hr
3/21/2020
啤酒厂CO2的回收及管理
嘻嘻哈哈阿福
1
CO2的回收流程图
3/21/2020
排空
CO2回收
气囊
CO2提纯系统
除
发酵罐
泡
器
CO2压缩机(16bar)
密 封 罐
汽水分离器
后冷却器
汽水分离器
洗涤塔 除臭器
冷凝器
过滤器
回收CO2储存罐
采购CO2储存罐
Co2汽化器
干燥器 到酿造 到包装
CO2槽车 2
每周一次 每罐检测 每两小时检测
在二氧化碳储存罐取样或用户取样
用气瓶取样,GC分析法。(Arnel/Perkin Elmer Autosystem XL)
12
回收处理后的CO2质量监控监控
在CO2回收的过程监控CO2的清洗 水量
在CO2活性炭和干燥器后安装粉尘 过滤器,避免活性炭和干燥剂产生 的粉尘计入到CO2的储液罐。
烟气中CO2回收
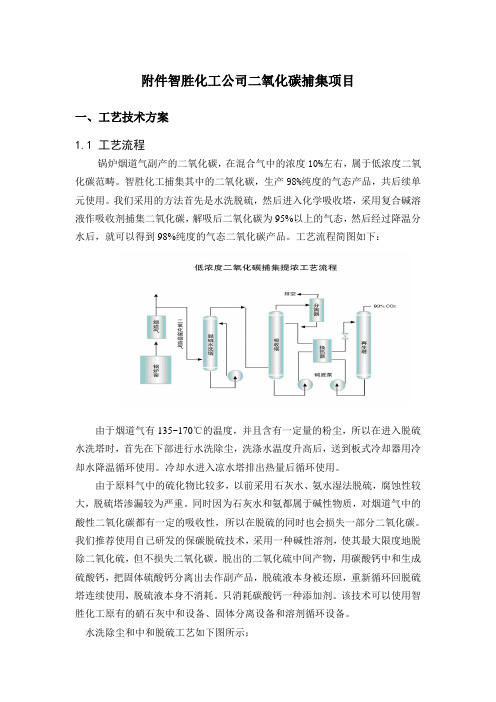
附件智胜化工公司二氧化碳捕集项目一、工艺技术方案1.1 工艺流程锅炉烟道气副产的二氧化碳,在混合气中的浓度10%左右,属于低浓度二氧化碳范畴。
智胜化工捕集其中的二氧化碳,生产98%纯度的气态产品,共后续单元使用。
我们采用的方法首先是水洗脱硫,然后进入化学吸收塔,采用复合碱溶液作吸收剂捕集二氧化碳,解吸后二氧化碳为95%以上的气态,然后经过降温分水后,就可以得到98%纯度的气态二氧化碳产品。
工艺流程简图如下:由于烟道气有135~170℃的温度,并且含有一定量的粉尘,所以在进入脱硫水洗塔时,首先在下部进行水洗除尘,洗涤水温度升高后,送到板式冷却器用冷却水降温循环使用。
冷却水进入凉水塔排出热量后循环使用。
由于原料气中的硫化物比较多,以前采用石灰水、氨水湿法脱硫,腐蚀性较大,脱硫塔渗漏较为严重。
同时因为石灰水和氨都属于碱性物质,对烟道气中的酸性二氧化碳都有一定的吸收性,所以在脱硫的同时也会损失一部分二氧化碳。
我们推荐使用自己研发的保碳脱硫技术,采用一种碱性溶剂,使其最大限度地脱除二氧化硫,但不损失二氧化碳。
脱出的二氧化硫中间产物,用碳酸钙中和生成硫酸钙,把固体硫酸钙分离出去作副产品,脱硫液本身被还原,重新循环回脱硫塔连续使用,脱硫液本身不消耗。
只消耗碳酸钙一种添加剂。
该技术可以使用智胜化工原有的硝石灰中和设备、固体分离设备和溶剂循环设备。
水洗除尘和中和脱硫工艺如下图所示:1.2.技术特点:1、独有的脱硫专利技术,保证只脱出二氧化硫,而不损失二氧化碳。
2、独有的吸收溶剂专利技术,比目前MEA技术装置投资和生产成本都减少1/3以上,并且溶剂不降解,稳定性好。
第二章设计参数及投资2.1 设计参数智胜化工公司有大量的烟道气可用,如果考虑投资、市场等因素,确定回收产量以5.0万吨/年为好。
处理原料气量:50000Nm3/h (标准立方米/小时)含量:10.0%(按最低设计);气源CO2二氧化碳产量:6250kg/小时;日产量: 150000kg/天二氧化碳纯度:98.0%,(气态);年产量(8000小时):50000吨/年;占地面积:40×30=1200m2.2.3 主要设备电耗汇总表2.4能量消耗定额表(生产成本)注:每度电0.68元/度,蒸汽120元/吨,循环水0.3元/吨。
二氧化碳分离回收与封存技术

案例二十五:二氧化碳分離回收與封存技術行業:煉鋼業、電廠及能源開採全球暖化問題已刻不容緩,其中從火力發電廠或煉鋼廠等大規模污染排放源所排放之CO2最受關注,因此CO2之回收與封存(carbon dioxide capture and storage, CCS)技術更顯重要。
CO2地下封存技術之架構如圖一所示,圖示部分為陸域或海域之深層鹽水層,深度皆為達1,000 m以上之地層。
CO2封存是指將從工廠中回收的CO2,運輸至封存地,並注入地層中封存起來。
回收到的CO2需要壓縮至超臨界狀態,以減小體積並提高運輸效率。
管線運輸是最有效的運輸手段。
圖一、CCS地下封存示意圖(2007)技術應用就CO2分離回收技術而言,粉煤鍋爐、煤氣化複合發電與天然氣複合發電之CO2回收裝置之設備成本評估如圖二所示。
CO2分離回收之最大、最小與平均處理成本如表一所示,影響回收成本估算之主要因素在於發電工廠之回收熱、實廠化風險、吸收液等之補給量、裝置材料壽命與開發技術適用性等。
圖二、CO2回收與否之發電成本比較(2007) 圖三為利用化學吸收、物理吸收、吸附分離、薄膜分離與蒸餾法之CO2分離的示意圖。
化學吸收是將已吸收CO2之液體輸送至再生塔中,於再生塔中提高吸收液之溫度使CO2於吸收液中溢散並回收溢散出之CO2。
物理吸收法中為將CO2溶解在吸收液中再將之分離之技術,於再生塔中降低吸收液之壓力,將溶解後之CO2溢散後回收CO2。
吸附分離法先以吸附劑吸附CO2讓CO2分離後固定,然後將吸收塔整體之壓力下降,使CO2溢散後回收CO2,此方式又稱為PSA(pressure swing adsorption)。
吸附分離法已經可以適用在小規模排放源上。
薄膜分離法,利用薄膜構造與分子粒徑、電位分佈等分子間之反應將CO2分離。
Natoco公司等現已將薄膜分離法分離天然氣中CO2之技術商業化。
低溫分離法則先將氣體壓縮之後讓其斷熱膨脹,然後加入冷卻液,利用液體的蒸氣差加以蒸餾將CO2分離之方法。
二氧化碳发生器回收到刚瓶的工艺流程

二氧化碳发生器回收到刚瓶的工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!Title: 二氧化碳发生器回收到刚瓶的工艺流程第一节:介绍二氧化碳(CO2)是一种常见气体,在许多工业和消费领域都有广泛的用途。
二氧化碳回收技术案例
2007 4
营口青花集团15万吨/年二氧化碳回收装置已经签订总承 包协议,投资5500万元。 总包承建大石桥鼎新公司16000吨/年食品级二氧化碳生 产装置正在筹建过程中。 嘉兴三江30000吨/年食品级二氧化碳回收装置二期 工程 大连石化公司30000吨/年食品级二氧化碳回收装置已 经进入实施阶段。 印尼30000吨/年食品级二氧化碳回收装置已经进入商 务运作阶段。 此外还有辽河热电厂、黑龙江化工厂、吉林、浙江舟山、 宁波、苏州金宏公司等十多家企业也基本达成合作意向。
32 2007 4
产品主要技术指标对比
国家食品级 二氧化碳纯度 99.9% 水含量 ppm 20 总 烃ppm 20 总硫化物ppm 1.0 氮氧化物ppm 2.5 醇 醛ppm 10 油脂残渣ppm 5 氮气氧气ppm 60 可口可乐 BOC公司 本技术产品 99.9% 99.9% 99.992% 20 20 8 20 20 5 1.0 1.0 0.1 2.5 2.5 0.1 10 10 1.0 5 5 0.2 150 120 20.0
16
吸附精馏法回收二氧化碳技术
CO2 原料气
净化
食品级液体二氧化碳
大连理工大学
吸附精馏法回收精制二氧化碳技术
难挥发杂质
杂质
易挥发杂质
吸附法除去
2007 4
精馏法除去
17
解决关键技术问题的总体思路
原料二氧化碳
水分、油脂、硫化物、烃类 加压 固体复合吸附剂
塔顶 残气
氢气、氧气、氮气、甲烷 冷冻 优化精馏塔
21
2
模拟 计算
热泵 技术
3
2007 4
本技术的创新点
1 2 3
CO2的回收和应用及提纯系统介绍

低压压缩机,后冷却器和汽水分离器
V e rtic a l F e rm e n te r
2 3 .5 p s ig C O 2
Foam T ra p
Seal Ta n k
B o o s te r B lo w e r
C O 2 S crubbers
S urge Tank
6 5 p sig C O 2
M o is tu re S eparator
A fte r-C o o le r
To P la n t
To L iq u e fa c tio n S yste m
CO2气体由下向上进入填料的上部,反向流动的冷水 吸附CO2中的杂质
M o is tu re S e p a ra to r To V a p o riz e rs
To V a p o riz e rs
• 设计为从二氧化碳气体中除去 水份使其露点低到-40F
(-44oC),从而防止汽水被带/ 冷凝到管道中
• 干燥器中使用活性铝或分子筛
• 再生前两个塔至少要运行12小 时
中国典型的CO2系统
CO2回收
气囊
发酵罐
泡沫 回收器
压缩机(16.5bar2) Nhomakorabea后冷却器
汽水分离器
密封罐
洗涤塔
汽水分离器
除臭器
Filter过滤器
CO2冷凝器
发酵CO2储存罐 采购CO2储存罐
干燥器
蒸发器
到酿造和包装
CO2 Truck or Rail Car
CO2槽车或 铁路槽车
CO2除泡器
到增压风机 的二氧化碳 观测孔
S urge Tank
6 5 p sig C O 2
回收二氧化碳工艺

工艺说明工业系统HSG系列二氧化碳回收装置工艺流程图本装置主要由除尘器、洗涤塔、脱硫塔、吸收塔、解析塔、冷却器、储气囊、压缩机、干燥液化系统、储液罐、灌装系统等组成,用于冶炼厂、水泥厂、石灰窑等领域烟道尾气的二氧化碳回收,化工、化肥等领域尾气的二氧化碳回收。
具体工艺流程如下:如下图所示,烟道尾气采集后,先经除尘器除尘,再依次流至洗涤塔、脱硫塔、吸收塔、解析塔。
洗涤塔、脱硫塔内装填料,并备有循环系统,主要去除尾气当中能溶于水的杂质及去除尾气中的SO2。
吸收塔内存有针对以上气源开发的一种化学复合溶液,使原料气在吸收塔中与溶液充分接触,二氧化碳被反应吸收,再在解析塔中加热解析,释放出浓度96%以上的二氧化碳。
二氧化碳气体借助于两级二氧化碳无油润滑压缩机压缩至1.6-2.0Mpa后,送入吸附塔。
为了保证二氧化碳压缩机工作稳定,在水洗塔和二氧化碳压缩机之间设置了一个气囊。
压缩气体经吸附塔和干燥塔净化,净化后的二氧化碳气体在二氧化碳冷凝器内冷凝成-18℃的液体;冷凝器冷源由冷冻机组提供。
液态二氧化碳进入贮罐贮存。
用户需要用气时,液态二氧化碳由汽化器稳压加热,变成气体二氧化碳再经减压阀减压至用户需要的压力,以供使用。
如果需要罐装,将贮罐里的液体二氧化碳通过罐装泵充入钢瓶。
三、特点介绍我公司生产的HC系列二氧化碳回收装置,所有关键部件均采用国际品牌,系统主体材质为不锈钢,整个系统的设计、制造、安装均由本公司自主完成,服务方便、价优物美。
自动化程度高,PLC控制系统对整个装置进行统一控制,对各关键参数进行显示监控,一旦有异立即报警,并可以进行远程监控,接受远程指令,实现无人看守的要求。
PLC结合触摸屏进行控制,使得操作更为简单、直观。
每个工作程序都具备自动、手动操作界面,故障画面一目了然。
实现连锁、自控安全可靠,吸附干燥再生可自动切换,温度自动调节,冷却水可自动循环,储罐超压自动报警排空,储罐满液位自动停机。
根据客户要求并附有CO2提纯装置选项,使净化过程中进入CO2储罐前的液体纯度可达到99.997%以上。
二氧化碳回收技术
气态回收二氧化碳工艺流程
水 水
发酵二氧化碳气体
除沫器
贮气囊
洗涤塔
双塔净化 过滤器
双塔干燥 贮气罐
压缩(0.883MPa) 减压
液态回收二氧化碳工艺流程
发酵二氧化碳气体 除沫器 贮气囊 洗涤塔
双塔净化
双塔干燥
二级压缩(2.0MPa)
蒸汽
水气分离器
液化器(-20℃)
冷冻机
贮液罐
气化器
供本厂使用
柱塞泵
近年来我国发酵工业发展迅速, 1996年啤酒产量超过1600万吨居世界 第二,酒精产量也超过300万吨,按实 际回收率计算,啤酒工业回收二氧化 碳约为31.9万吨,酒精工业年回收二 氧化碳120万吨。 现在我国发酵工业二氧化碳的实 际利用率还不足15%,发展我国的二氧 化碳生产是有着巨大潜力的。
二氧化碳是发酵工厂的一项重要的 副产物,其纯度一般在97%-98.71%,而 经过回收处理后的二氧化碳纯度可达到 99%-99.5%以上。 如何利用发酵废气的资源,采用最 经济、最现代的工艺,尽可能回收二氧 化碳和提高其纯度,以满足国民经济各 部门和人民的日常生产的需要有着重要 意义。
二氧化碳的回收方式
二氧化碳的回收方式可分为:气 态回收、液态回收和干冰回收。 对于年产3万吨以下的中小啤酒厂可 采用气态回收,回收净化的二氧化碳 气体直接应用于啤酒生产,可以减少 投资,又降低啤酒的生产成本。
对于大型啤酒厂和酒精厂采用液 态回收方式,除供本厂使用外, 大部分制成高压钢瓶装外销,可 创造相当可观的经济效益。 对特殊需要可采用干冰回收方式, 干冰主要用作冰源和人工降雨。
生化111
09
酒精的发酵机理
发酵工厂以淀粉为原料制造酒精、 啤酒,是淀粉质在微生物作用下生成 的,其反应机理如下:
二氧化碳回收利用的技术
说 明 书二氧化碳回收利用的技术本发明涉及一种二氧化碳回收利用的技术,属于化学化工领域。
各种有机燃料如石油、煤炭等,燃烧后都会产生大量的二氧化碳,还有发酵工业如发酵法生产酒精的过程中也会产生大量的二氧化碳。
二氧化碳给环境造成的影响已经引起了全世界的重视,“京都议定书”的签定就是全世界共同行动限制二氧化碳排放的有力措施。
然而二氧化碳排放量的增加又是工业发展的必然结果,简单地限制二氧化碳的排放,必然要影响工业的发展。
我国现阶段仍处于发展中国家,工业发展速度很快,限制二氧化碳的排放对我国的工业发展影响很大。
同时随着能源价格的不断上涨,二氧化碳回收利用的价值就逐渐地显现出来了。
本发明的目的就是提供一种二氧化碳回收利用的技术,以解决环境污染的问题,达到节约能源消耗的目的。
本发明所述的二氧化碳回收利用的技术是通过以下步骤来实现的:1.将经脱硫等精制后的二氧化碳气体通过CO 发生器(气化炉)的中部,使二氧化碳与炽热的焦炭发生反应,转化为目标产物CO ,其反应式如下:CO ℃CO C 211008002−−−−−→−-+CO 可用于许多化工生产过程,如用于合成氨、甲醇生产、甲酸钠的合成以及民用燃器具等;2.一般来说通入过量的二氧化碳将导致CO 发生器(气化炉)的炉温下降,影响正常生产的进行,这个问题可通过以下两个措施加以控制,其一是控制二氧化碳通入的比例,其二是用氧气代替空气,因为空气中含有大量的N2,N2不参与化学反应,但带去大量热量,使得炉温下降。
本发明具有如下优点:1.将无用的、破坏环境的二氧化碳气体转化为有用的工业原料一氧化碳,变废为宝;2.在改善环境的同时,通过二氧化碳的回收利用,减少了能源消耗。
3.用氧气代替空气后,提高了产品一氧化碳的纯度,简化了一氧化碳的后续处理过程,可节约投资和降低成本。
实施例:以某草酸厂为例,年产草酸10万吨,按传统工艺需消耗焦碳约5万吨,按焦炭市场价1000元计,每年需花费5000万元,如按本发明的工艺只需消耗3万吨焦炭,每年可节省焦碳2万吨,节省资金2000万元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模拟 用BWR-LS数学模型计算二氧化碳非理想 2 计算 物系气液平衡常数、理论板数、回流比、
气液流速等参数进行精馏塔设计。
热泵 3 技术
2007 4
结合先进的热泵精馏工艺,实现节能 并使多种轻组分含量都脱出到ppm级, 达到食品级标准要求。
21
本技术的创新点
1
针对不同杂质开发不同配方的吸附剂,分别脱除二氧化 碳气中的多种组分,其选择性强,产品纯度高。
资 二氧化碳作为新的碳资源可以被用于多种
源
领域,而我国目前的二氧化碳回收工作还 比较滞后。
社
开发成熟的技术把二氧化碳进行回收、 利用和再资源化,可获得良好的经济效
会 益和社会效益。
6 2007 4
常用回收二氧化碳的技术
溶剂吸收法
共性
变压吸附法 膜分离法 催化燃烧法
利用二氧化 碳与伴生组分 物理或化学性 质的差异达到 分离或净化的 目的。
精馏法除去
17
解决关键技术问题的总体思路
原料二氧化碳
水分、油脂、硫化物、烃类
氢气、氧气、氮气、甲烷
加压 固体复合吸附剂
冷冻
塔顶
优化精馏塔
残气
99.992%液体二氧化碳
18 2007 4
工艺流程示意图
19 2007 4
技术关键之一 : 吸附剂
1
CO2中 杂质
由于二氧化碳本身有极性,可以被多种 分子筛吸附,因此脱除二氧化碳中的微 量杂质更难。
实践
23 2007 4
海城绿洲环保公司二氧化碳装置
2000年10月为海 城绿洲环保公司设计 并建造一套吸附精馏 法回收回转窑尾气二 氧化碳装置,生产能 力1万吨/年,2001年 5月一次性开车成功, 产品达到了食品级标 准要求。
24 2007 4
锦州六陆公司二氧化碳生产装置
2002~2003年为锦 州六陆公司总包承建3 万吨/年食品级二氧化 碳生产装置,一次性开 车成功, 产品纯度在 99.992%以上,杂质含量 符合国家最新食品级标 准,并超过美国可口可 乐、百事可乐公司和英 国BOC公司企业标准。
· ··O σ
·
Π
4 3
·
C
·
Π
4 3
·· σ O ··
··
三中心四电子的大π键
2007 4
1、对碱性体系有较强的亲和性, 可以用显碱性的吸附剂或吸收 剂选择分离CO2;
2、有较强的物理吸附活性,这 增加了其杂质脱除的难度。
3
二氧化碳的来源
• 各类燃料燃烧过程 • 化肥厂和有机化工厂制氢过程 • 碳酸盐矿石分解过程 • 粮食酒精发酵过程 • 气田矿井自然生成 • 化工生产过程副产气
11 2007 4
变压吸附法
吸 附
CO2
量
其它
压力
加压吸附 降压解吸
2007 4
二氧化碳原料气
其它气体
二氧化碳产品
12
膜分离法
其它
CO2
混和气
2007 4
中空纤维管
13
催化燃烧法
能够把碳氢化合 物氧化成CO2和 H2O.
操作条件: >300ºC, 充足的 O2,净化度低。 反应后需要进一 步低温液化,耗 能高。
杂质 轻烃、硫化物、氮氧化物、油脂、含氧 2 种类多 有机物、苯系物、水分等杂质各自物性
不同,所采用的吸附剂要有针对性。
3
吸附剂 匹配
2007 4
在一套吸附床中装填几种不同的吸附剂 匹配使用,同时吸附几种杂质,要兼顾 吸附和脱附时杂质间互相干扰。
20
技术关键之二 :精馏塔
脱除 针对氢气、氧气、氮气、氩气、甲烷、 1 轻杂质 一氧化碳等轻组分杂质,在液化过程中
总硫10-6 碳氢化合物10-6
苯,10-6 甲醇,10-6 乙醇,10-6 乙醛,10-6
2007 4
含量
≥99.9 ≤0.002
2.5 2.5 1.0 0.1 20 0.02 10 10 0.2
项目
含氧有机物,10-6 氯乙烯10-6
油脂,10-6(m/m) 蒸发残渣,10-6(m/m)
氧气,10-6 一氧化碳,10-6
氨,10-6 磷化氢,10-6 氰化氢,10-6
氮,10-6 氢气,10-6
含量
1.0 0.3 5 10 30 10 2.5 0.3 0.5 50 10
16
吸附精馏法回收二氧化碳技术来自CO2 原料气净化
食品级液体二氧化碳
大连理工大学
吸附精馏法回收精制二氧化碳技术
难挥发杂质
杂质
易挥发杂质
吸附法除去
2007 4
14
2007 4
常用回收二氧化碳的技术汇总
溶剂吸收法 适合低浓度气体
变压吸附法
化肥厂变换 气脱碳
膜分离法
还没有大规模 工业化实例
催化燃烧法
脱出可燃杂质 操作成本高
开发新的回收技术
吸附精馏法
15 2007 4
食品级二氧化碳标准
项目
二氧化碳,10-2 水分,10-2
一氧化氮,10-6 二氧化氮,10-6 二氧化硫,10-6
2
在一套吸附床中装填几种不同的吸附剂,同时吸附几 种杂质,简化流程。
3
直接使用精馏塔顶和闪蒸罐顶排出的轻组分气体作吸 附剂再生气,降低了生产成本。
4
2007 4
用精馏法脱除轻组分,脱除到ppm级,符合食品级,采
用热泵精馏技术,节省能耗。
22
技术推广应用情况
技术应用
解决实际问题 价值体现
技术开发
理论
4 2007 4
二氧化碳的用途
• 机械加工过程的保护焊接 • 啤酒饮料行业 • 多种化学反应原料 • 烟丝膨化过程 • 食品蔬菜保鲜行业 • 干冰生产 • 油田注井采油 • 电子、激光、医药、消防、气肥等
5 2007 4
二氧化碳回收的重要性
环
二氧化碳的大量排放带来严重的环境污染,
境
《京都议定书》的生效,说明二氧化碳的 减排问题已经成为世界关注的大事。
2 2007 4
二氧化碳的性质 0 C 0
二氧化碳在常温常压下为无色而略带刺鼻气味和微酸 味的气体。密度为1.976kg/m3,分子量44.01,临界温度
31.4℃,临界压力7.28MPa。CO2分子有16个价电子,基态
为线性分子,属D∞h 点群。CO2分子中碳氧键键长为116pm, 具有一定程度的叁键特性。
7 2007 4
吸收——解吸
含CO2混合气
吸收选择性 吸收可逆性
2007 4
液滴吸收CO2
CO2解吸
8
吸附——解吸
含CO2混合气 吸附剂颗粒 吸附剂放其中
选择吸附
2007 4
解吸
吸附选择性 吸附可逆性
9
溶剂吸收法
化学溶剂吸收法 低温吸收 高温解吸
10 2007 4
溶剂吸收法
物理溶剂吸收法 加压吸收 降压解吸
Dalian University of Technology
吸附精馏法回收二氧化碳 工业化技术及应用
1
汇报提纲
一、二氧化碳回收的意义
1、二氧化碳的性质 2、二氧化碳回收的重要性
二、二氧化碳回收技术发展概况
1、二氧化碳回收技术概述 2、吸附精馏法回收精制二氧化碳技术
三、技术推广应用情况 四、从技术开发到技术推广的体验