工艺卡片
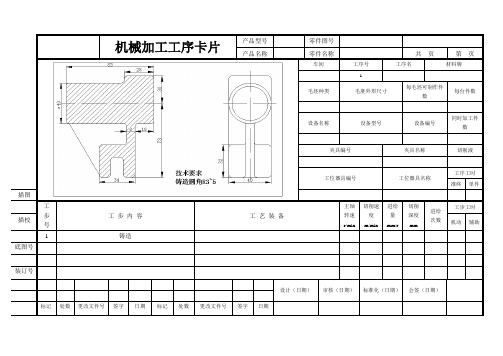
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
工艺过程卡片
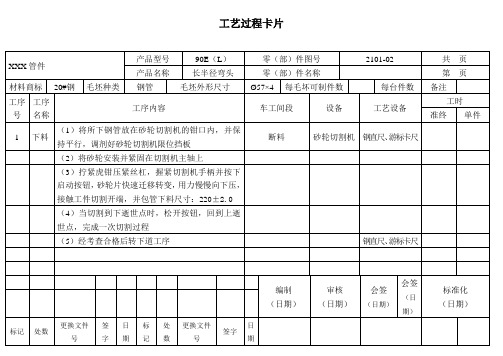
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡一、机械加工工艺过程卡片的作用1.指导生产和操作:卡片上详细记录了机械加工的各个工序和流程,对操作人员起到了指导作用,确保操作的准确性和标准化。
2.控制质量:卡片上包含了加工要求、工艺参数等信息,对产品质量起到了控制作用。
操作人员可以根据卡片要求,进行相应的加工操作,以保证产品符合要求。
3.提高效率:卡片上记录了每个工序的工艺参数、加工时间等信息,可以帮助生产计划和管理部门合理安排生产计划,提高生产效率。
4.资料存档:卡片作为一种文档,可以对加工过程进行记录和存档,有利于追踪产品的加工历史,为后续质量分析、问题追溯等提供依据。
二、机械加工工艺过程卡片的组成通常,机械加工工艺过程卡片由以下几部分组成:1.卡头:卡片的头部部分,包括产品名称、图号、工序号、工艺名称、卡号等基本信息。
这些信息帮助人员进行识别和区分,保证卡片的准确性。
2.工序表:卡片中包含了整个工艺流程的工序表,每个工序用一个单元格记录。
工序表中需要包括工序名称、工艺要求、加工精度要求、刀具选择、夹具选择等信息,确保工序的顺序、标准和要求。
3.工艺参数表:卡片中还需要包含每个工序的具体工艺参数表,包括加工速度、进给量、切削深度、刀具形状、刀具尺寸等信息。
这些参数是保证工艺的关键,确保产品的加工质量。
4.机床设备要求:卡片中还需要包含机床设备要求,包括机床类型、规格、精度等。
这对于选择合适的机床设备和确保加工质量非常重要。
5.加工时间和加工顺序:卡片中还需要记录每个工序的加工时间和加工顺序,帮助生产计划和管理部门合理安排生产计划,提高生产效率。
三、机械加工工艺过程卡片的编写方法1.制定卡片格式:根据企业的实际情况,制定机械加工工艺过程卡片的标准格式。
包括卡头、工序表、工艺参数表、机床设备要求等,确保卡片的统一和规范。
2.分析工艺流程:根据产品的加工工艺流程,分析每个工序的加工要求和工艺参数。
考虑到产品的质量要求和操作的可行性,制定相应的工艺参数及工序。
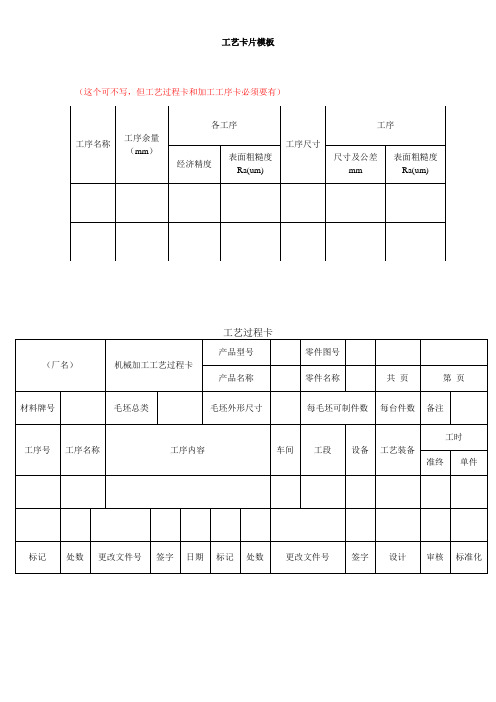
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
工艺卡片的主要内容
工艺卡片的主要内容
工艺卡片通常指一种文件或表格,用于记录和规范生产过程中的操作流程和参数,以便生产人员按照规定的流程和参数进行操作,确保生产质量和效率。
其主要内容包括以下几个方面:
1.产品信息:应记录产品名称、规格、材质、尺寸、批次号等基本信息,并应按照标准或客户要求进行分类和编码。
2.工序信息:应给出生产过程中所涉及的工序名称、序号和操作要求,并包括每个工序所需的设备、工具、模具、材料、零部件等必要条件。
3.操作流程:应规范化和详细化每个工序的操作流程和步骤,包括加工方法、加工顺序、操作要领等,以便生产人员参考和执行。
4.工艺参数:应明确每个工序所涉及的加工参数和技术要求,如加工速度、温度、压力、转速、测量精度等,以便生产人员能够在合理的范围内调整操作参数。
5.检测要求:应规定每个阶段所需要的检测要求和标准,以确保产品的质量和符合要求的技术标准,如检测方法、检测频率、检测点等。
6.质量控制:应在工艺卡片上明确质量控制要求,如首末件检验、巡检要求、产品抽样检测、特殊测试等等。
7.安全措施:应规定加工过程中需要注意的安全事项和措施,如个人防护、设备安全、作业环境、清洁和卫生要求等。
综上所述,工艺卡片记录了生产过程中的关键信息和任命,通过规范化、标准化和详细化的方式,为生产提供了可行性、安全性、可靠性和一致性的保障,帮助企业提高生产效率和产品质量,降低质量风险。
工艺卡片样本(DOC 28页)

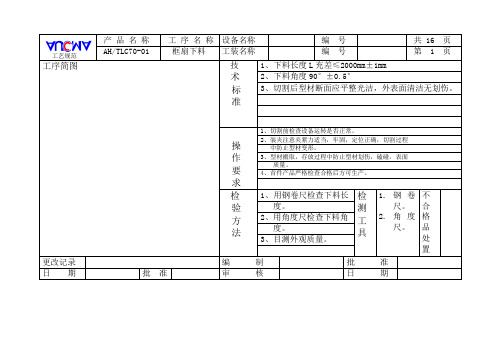
工艺卡片样本(DOC 28页)工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
工艺指标(工艺卡片)管理制度

工艺指标(工艺卡片)管理制度一、管理制度的目的与意义工艺指标(工艺卡片)是加工制造过程中的重要文档,是产品加工制造质量的重要保证。
因此,建立工艺指标(工艺卡片)管理制度,对保证产品加工制造质量,提高生产效率,节约资源,降低成本,具有重要的意义和作用。
二、适用范围适用于所有加工制造产品的生产车间。
三、内容与要求1. 工艺指标(工艺卡片)应编制齐全,内容准确、详实、规范。
必须有完整的生产工艺路线,包括工艺流程、设备、材料等,指导生产中加工人员的操作。
2. 工艺指标(工艺卡片)编制不得含有矛盾或不实的情况。
若需修改,必须重新编制,并注明原因。
3. 工艺指标(工艺卡片)的修改应进行审批,签字审核后方可执行生产操作。
4. 工艺指标(工艺卡片)必须按照产品种类进行分类存放,并进行定期检查。
5. 平时需根据生产车间的实际情况不断地修订完善工艺指标(工艺卡片)。
6. 需要保密的工艺指标(工艺卡片)必须进行严格管理,禁止外泄。
7. 生产过程中必须使用最新的工艺指标(工艺卡片)进行操作,并进行记录。
8. 工艺指标(工艺卡片)签发后,必须及时送到生产车间,确保能够及时使用。
签发、接收、发放、归还必须记录在册,以保证完整性。
9. 对那些没有工艺指标(工艺卡片)的产品,必须及时进行编制并进行审批,方可进行生产操作。
10. 对工艺指标(工艺卡片)进行变更的主管部门必须召集生产车间相关人员和制定人员进行讨论。
四、违规处理1. 未按要求编制和使用工艺指标(工艺卡片),将造成不良后果的,由相关责任人员进行处理并进行记录。
2. 未按照规定程序修改工艺指标(工艺卡片),将造成不良后果的,由相关责任人员进行处理并进行记录。
3. 未按规定存放和管理工艺指标(工艺卡片),将造成不良后果的,由相关责任人员进行处理并进行记录。
4. 泄露或公开未经审批的工艺指标(工艺卡片),由相关责任人员进行处理并进行记录。
五、总体要求1. 加强工艺指标(工艺卡片)编制的申报和审批管理,确保内容规范准确。
(工艺技术)工艺卡片样本
工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
工艺卡片相关资料
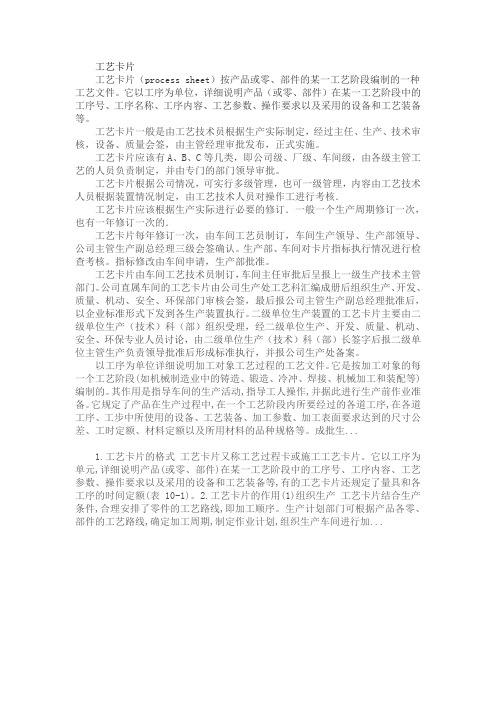
工艺卡片工艺卡片(process sheet)按产品或零、部件的某一工艺阶段编制的一种工艺文件。
它以工序为单位,详细说明产品(或零、部件)在某一工艺阶段中的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备等。
工艺卡片一般是由工艺技术员根据生产实际制定,经过主任、生产、技术审核,设备、质量会签,由主管经理审批发布,正式实施。
工艺卡片应该有A、B、C等几类,即公司级、厂级、车间级,由各级主管工艺的人员负责制定,并由专门的部门领导审批。
工艺卡片根据公司情况,可实行多级管理,也可一级管理,内容由工艺技术人员根据装置情况制定,由工艺技术人员对操作工进行考核.工艺卡片应该根据生产实际进行必要的修订.一般一个生产周期修订一次,也有一年修订一次的.工艺卡片每年修订一次,由车间工艺员制订,车间生产领导、生产部领导、公司主管生产副总经理三级会签确认。
生产部、车间对卡片指标执行情况进行检查考核。
指标修改由车间申请,生产部批准。
工艺卡片由车间工艺技术员制订,车间主任审批后呈报上一级生产技术主管部门。
公司直属车间的工艺卡片由公司生产处工艺科汇编成册后组织生产、开发、质量、机动、安全、环保部门审核会签,最后报公司主管生产副总经理批准后,以企业标准形式下发到各生产装置执行。
二级单位生产装置的工艺卡片主要由二级单位生产(技术)科(部)组织受理,经二级单位生产、开发、质量、机动、安全、环保专业人员讨论,由二级单位生产(技术)科(部)长签字后报二级单位主管生产负责领导批准后形成标准执行,并报公司生产处备案。
以工序为单位详细说明加工对象工艺过程的工艺文件。
它是按加工对象的每一个工艺阶段(如机械制造业中的铸造、锻造、冷冲、焊接、机械加工和装配等)编制的。
其作用是指导车间的生产活动,指导工人操作,并据此进行生产前作业准备。
它规定了产品在生产过程中,在一个工艺阶段内所要经过的各道工序,在各道工序、工步中所使用的设备、工艺装备、加工参数、加工表面要求达到的尺寸公差、工时定额、材料定额以及所用材料的品种规格等。
工艺卡片模板
车间
工段
设备
工艺装备
工时
准终
单件
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
设计
审核
标准化
加工工序卡模板(一)
(厂名)
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共页
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
标准
单件
工步号
工步内容
工艺装备
主轴转速r/min
切削速度m/min
进给量mm/r
切削深度mm
进给次数
工序工时
机动
辅助
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
加工工序卡模板(二)
湖南工程学院
机械加工工序卡片
产品名称
零件名称
零件图号
材料
材料名称
毛坯种类
毛坯尺寸
零件重
每台件数
卡片编号
第 页
1
共 页
加工工序图
工序号
工序名
设 备
夹具
工量具
刃具
工步
工步内容及要求
主轴
转速(r/min)
吃刀深度(mm)
轴向进给量
(mm/r)
工艺卡片定义
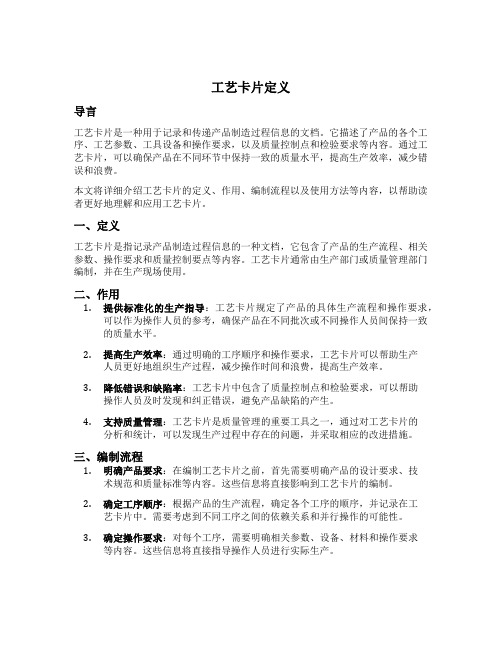
工艺卡片定义导言工艺卡片是一种用于记录和传递产品制造过程信息的文档。
它描述了产品的各个工序、工艺参数、工具设备和操作要求,以及质量控制点和检验要求等内容。
通过工艺卡片,可以确保产品在不同环节中保持一致的质量水平,提高生产效率,减少错误和浪费。
本文将详细介绍工艺卡片的定义、作用、编制流程以及使用方法等内容,以帮助读者更好地理解和应用工艺卡片。
一、定义工艺卡片是指记录产品制造过程信息的一种文档,它包含了产品的生产流程、相关参数、操作要求和质量控制要点等内容。
工艺卡片通常由生产部门或质量管理部门编制,并在生产现场使用。
二、作用1.提供标准化的生产指导:工艺卡片规定了产品的具体生产流程和操作要求,可以作为操作人员的参考,确保产品在不同批次或不同操作人员间保持一致的质量水平。
2.提高生产效率:通过明确的工序顺序和操作要求,工艺卡片可以帮助生产人员更好地组织生产过程,减少操作时间和浪费,提高生产效率。
3.降低错误和缺陷率:工艺卡片中包含了质量控制点和检验要求,可以帮助操作人员及时发现和纠正错误,避免产品缺陷的产生。
4.支持质量管理:工艺卡片是质量管理的重要工具之一,通过对工艺卡片的分析和统计,可以发现生产过程中存在的问题,并采取相应的改进措施。
三、编制流程1.明确产品要求:在编制工艺卡片之前,首先需要明确产品的设计要求、技术规范和质量标准等内容。
这些信息将直接影响到工艺卡片的编制。
2.确定工序顺序:根据产品的生产流程,确定各个工序的顺序,并记录在工艺卡片中。
需要考虑到不同工序之间的依赖关系和并行操作的可能性。
3.确定操作要求:对每个工序,需要明确相关参数、设备、材料和操作要求等内容。
这些信息将直接指导操作人员进行实际生产。
4.确定质量控制要点:在工艺卡片中标注质量控制点和检验要求,以确保产品质量的稳定性和一致性。
5.审核和批准:编制完成后,需要进行内部审核,并由相关部门或人员进行批准。
审核的目的是确保工艺卡片的准确性和可行性。
工艺卡片模板100例

保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
工艺卡片及工序卡片
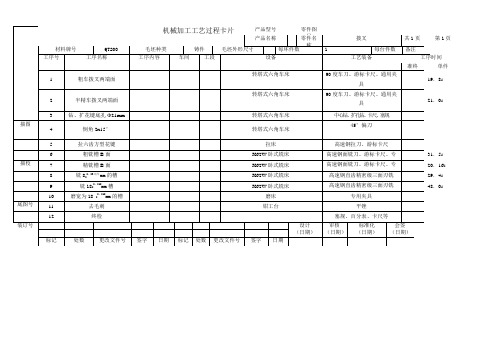
机械加工工艺过程卡片产品型号零件图号产品名称零件名称拨叉共1页第1页材料牌号QT200 毛坯种类铸件毛坯外形尺寸每坏件数 1 每台件数备注工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件1 粗车拨叉两端面转塔式六角车床90度车刀、游标卡尺、通用夹具19.8s2 半精车拨叉两端面转塔式六角车床90度车刀、游标卡尺、通用夹具21.0s3 钻、扩花键底孔Φ21mm 转塔式六角车床中心钻、扩孔钻、卡尺、塞规描图4 倒角2x15°转塔式六角车床45°偏刀5 拉六齿方型花键拉床高速钢拉刀、游标卡尺6 粗铣槽B面X62W卧式铣床高速钢面铣刀、游标卡尺、专31.5s描校7 精铣槽B面X62W卧式铣床高速钢面铣刀、游标卡尺、专用20.16s8 铣800。
03动车mm的槽X62W卧式铣床高速钢直齿精密级三面刃铣29.4s9 铣1800。
012mm槽X62W卧式铣床高速钢直齿精密级三面刃铣48.0s10 磨宽为18 00。
012mm的槽磨床专用夹具底图号11 去毛刺钳工台平锉12 终检塞规、百分表、卡尺等装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 产品型号 零件图号产品名称零件名称 拨叉 共1页 第1页3.2QQ26.05车间 工序号 工序名 材料牌号 9HT200 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1 设备名称 设备型号 设备编号同时加工件数卧式铣床X62W1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s 准终单件工序号工序内容工艺装备主轴转速 /r ·s -1切削速度 /m ·min -1进给量 f z /(mm/z)背吃刀 量/㎜ 进给 次数 工序工时/s 机动 辅助 描图 1 粗铣1800。
012mm 槽 高速钢直齿精密级三面刃铣刀、量块30094.20.02022.910.537描校 2精铣180。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5)消防器材要齐全好用,做好防火工作。
6)启动风机时,必须启动稀油站,查油位,关闭风机进口蝶阀,稀油站油压至0.2Mpa以上方可启动风机,然后打开降油温水阀,水压不得高于油压。
7)在擦洗电机或风机时,(尤其转动部位)不准戴手套,袖口必须利索干净。
2#滚筒(冷却)
φ1524×24.6m
1台
3#滚筒(增湿)
φ1524×12m
1台
胶带输送机
B=800
2台
2
工艺指标
沸腾层温度
850-950℃
入炉矿含铁量
≤45~50%
炉底压力
12KPa~14KPa
入炉矿含水量
≤6%~8¥
炉顶压力
-50~-100Pa
入炉矿含Pb+Zn
≤1%
渣尘残硫
≤0.5%
入炉矿含As+F
5)严格遵守开停车顺序,防止设备堵塞或矿料溢出。
6)经常注意筛面漏料情况,如有损坏,应及时修补或更换。
7)筛面上的杂物(如木块、铁件)应及时挑出。
8)经常注意成品料斗贮料情况,必须做到上料不益,出料不堵。
编制
核对
审核
批准
江西全鑫科技化工有限公司
净化工段工艺卡片
文件编号
QXKJ-GY005
序号
类别
主要参数
F=400m2,316L
1台
一吸阳保
F=370m2,316L
1台
二吸阳保
F=180m2,316L
1台
烟酸阳宝
F=180M2,316L
1台
成品阳保
F=55m2,316L
1台
干吸循环泵
Q=420m3/h,H=28m,110KW
4台
地下槽泵
Q=40m3/h,H=30m,55KW
2台
2
工艺指标
干燥塔入口气体温度
3)胶带输送机如有走偏,应及时校正。
4)经常注意反击式破碎机的运转以及电流的变化情况,加强对各电动机温度的检查。
5)严格遵守开停车顺序,防止设备堵塞或矿料溢出。
6)经常注意筛面漏料情况,如有损坏,应及时修补或更换。
7)筛面上的杂物(如木块、铁件)应及时挑出。
8)经常注意成品料斗贮料情况,必须做到上料不益,出料不堵。
4)投矿量变动范围不应太大,保持炉子稳定操作。
5)注意炉温度变化情况,发现异常情况应查明原因进行处理。
6)控制沸腾炉在微负压下操作,发现加料口正压冒烟应查明原因进行处理。
7)注意炉子排出的矿渣、矿灰颜色。
8)按规定做好入炉矿取样、矿渣残硫取样工作,每班分析一次。
编制
核对
审核
批准
江西全鑫科技化工有限公司
2台
除铁器
CFA-60A
2台
带式输送机
B=650
14台
加料贮斗
V=30m3
2台
2
原料矿工艺指标
含硫
30~35%
无铁、砖块等杂质。
粒度:百分之百通过8%筛网。
含铁
45~50%
粒度
≤4㎜≥200目占50%
含水
≤6%~8%
含砷
≤0.1%
含氟
≤0.2%
3
操作要点
1)将按要求配好的矿均匀地加贮斗。
2)随时注意胶带输送机和其它设备的运转情况,电流的变化情况,如有反常,应及时检查处理。
编制
核对
审核
批准
江西全鑫科技化工有限公司
转化工段工艺卡片
文件编号
QXKJ-GY006
序号
类别
主要参数
1
主要设备
SO2风机
Q=1800m3/min,P=38KPa,10kv,1600kw
1台
转化器
φ8200, H=20876
1台
1#换热器
F=860m2
1台
2#换热器
F=960m2
1台
3#换热器
F=1150m2×2
2台
4#换热器
F=180m2
1台
5#换热器
F=1710m2×2
2台
1#电加热器
1200KW
1台
2#电加热器
800KW
2台
2
工艺指标
转化器进口压力
<24kpa
四段进口温度
420~430℃
转化器各段压降
≤2.5kpa
五段进口温度
410~420℃
转化器进口气浓
7.5~8.5%
一段出口温度
<600℃
一段进口温度
余热锅炉工艺卡片
文件编号
QXKJ-GY003
序号
类别
主要参数
1
主要设备
余热锅炉
QCF54/950-30-3.8/450
1台
辅机
30T;3.82Mpa,450℃;自然循环;
1台
2
工艺指标
过热蒸汽压力
3.82
给水PH值
8.5—9.5
过热蒸汽温度
450℃
给水含铁量
50ug/l
汽包正常水位
0—+30
给水含铜量
编制
核对
审核
批准
江西全鑫科技化工有限公司
电除尘器工艺卡片
文件编号
QXKJ-GY004
序号
类别
主要参数
1
主要设备
电除尘器
60m2
1台
电场
2个
附属电器仪表
2
工艺指标
电除尘器进口
320-350℃
320-350℃
电除尘器出口
250℃
石英管绝缘箱
140-160℃
瓷轴绝缘箱
140℃
压差
20毫米H2O柱
二次电压
一电场 40-50KV
2)注意各设备的阻力降,如有异常,及时反映。
3)按工艺指标,正确调节串酸加水,稀酸送酸阀门。
4)注意观察电雾出口气体清晰度,及时调节二次电压和二次电流。
5)板式换热器视情况进行反冲或切换备用。
6)地沟要求控制低液位≤2/3。
7)沉降器定期排污。
8)按要求加药,加药量异常时及时反映和处理。
9Hale Waihona Puke 电除雾按要求进行例行水冲洗。8)检修时,必须先切断电源,挂上警告牌方可进行。
编制
核对
审核
批准
江西全鑫科技化工有限公司
干吸工段工艺卡片
文件编号
QXKJ-GY007
序号
类别
主要参数
1
主要设备
干燥塔
φ内4800×14500,上酸管φ300,回酸管φ500,两层丝网除沫器,管式分酸器
1台
一吸塔
φ内4800×14500,上酸管φ300,回酸管φ500,两层丝网除沫器,管式分酸器
2台
碱液槽
φ2200×2000,FRP
1台
碱液输送泵
Q=20m3/h H=20m
1台
排气筒
φ1320,H=60m,Q235衬PE
1台
2
工艺指标
3
操作要点
1)按时分析循环母液,根据分析结果与生产情况及时调节,做到平稳,使各项参数控制在工艺指标以内。
2)注意动力波尾气吸收塔液位,定时检查尾气循环泵运转情况,以保证尾气吸收率,将尾气达标排放。
≤55℃
干燥塔出口气体温度
≤60℃
一吸塔入口气体温度
≤185℃
一吸塔出口气体温度
≤75℃
二吸塔入口气体温度
≤170℃
二吸塔出口气体温度
≤60℃
105%塔入口气体温度
≤108℃
105%塔出口气体温度
≤70℃
93%干燥塔酸温
入口≤50℃ 出口≤60℃
第一吸收塔酸温
入口≤65℃ 出口≤95℃
105%塔酸温
2台
装车高位槽
φ5000×6000
2台
2
工艺指标
3
操作要点
1)、应熟悉各阀门的作用并能熟练操作;
2)、随时注意地下槽、计量槽、贮酸罐的液位,严禁溢酸事故;
3)、酸漏到地面或设备上应立即用水冲洗;冲洗地面或设备时水不能溅到电器设备上;
4)、阀门丝杆要用黄油润滑,保持开关灵活;
5)、电机不能带负荷启动、不准超负荷运行,外壳温升不得超过规定值,发现不正常及时找电工检修。
6)、电机每班检查一次,定期加油,防止酸、尘、脏物等侵入。
编制
核对
审核
批准
江西全鑫科技化工有限公司
焙烧工段工艺卡片
文件编号
QXKJ-GY002
序号
类别
主要参数
1
主要设备
沸腾焙烧炉
F=52m2,
1台
空气鼓风机
Q=1000m3/min,P=20kPa,10kv
1台
旋风除尘器
2×φ2200
1台
溢流螺旋排灰机
DN450
4台
1#滚筒(冷却)
φ1220×26.4m
1台
20ug/L
进锅炉的烟气温度
950℃
给水透明度
≥300
出锅炉的烟气温度
≤400℃
炉水硬度
<3 umol/L
给水压力
4.9 Mpa
炉水总碱度
0.15-1.2㎜ol/L
给水温度
104℃
炉水磷酸根
2—15mg/L
额定蒸发量
~24t/h
炉水PH值
9-11
给水硬度
3 umol/L
炉水电导率
<100us/cm
给水含氧量
江西全鑫科技化工有限公司