基于PLC的颗粒状填充物自动称量及装入系统设计
定量给料系统的设计-基于PLC配料
容定量给料系统的设计-基于PLC配料定量给料机是对散状物料进行连续称量给料的理想设备,是集输送、称重计量和定量控制为一体的高科技产品,是根据我国现有工艺工况改进后的新一代产品,它以技术先进、稳定可靠、性价比高、经久耐用而著称。
能适应各种生产环境,对各种块、粒状物料(如石灰石、铁粉、粘土)和粉状物料(如粉煤灰、水泥)等进行连续给料、计量,为各种工业现场的生产控制、管理提供准确的计量数据。
配有RS485上位机通讯接口,可与中央控制机组成DCS系统。
调速式定量给料机是我公司在消化吸收德国申克DEL 型定量给料机的先进技术,结合国内建材行业使用称重设备的实际情况,进行国产化设计成功的一种集多种先进技术于一体的新型产品。
它与微机、负荷传感器、速度传感器组合成微机控制配料系统或定量给料秤。
该系统组成后,其主要性能达到国际八十年代后期的先进水平,可对各种块、粒状非粘结性物料进行计量和定量给料控制,广泛用于水泥、矿山、化工、冶金、能源、粮食等工业部门。
而定量给料机中定量给料系统是最为关键的设计。
针对传统控制中存在的自动化程度低的问题,开发研制了基于PLC的PID控制算法的物料定量给料系统计量装置,能够有效的满足工业物料定量给料过程的实际情况,下文阐述了该控制系统的结构及PLC的硬件组成;根据工艺过程的技术要求,从控制系统的硬件配置到应用程序的设计。
应用结果表明该系统性能稳定、运行可靠、人机界面直观灵活,控制系统实现的各项功能均满足工艺要求,取得了良好的应用效果。
定量给料系统的设计:在生产领域中,各种原料之间的配比精度对生产过程的稳定和产品的质量、产量有重要的影响。
定量给料系统已广泛应用于水泥建材、冶金化工、电力煤炭等行业粉体连续输料的流量测量与定量给料的工业环节,如水泥厂人窑煤粉的定量给料及输送就是一个典型的例子,其供料过程中的稳定性、均匀性等问题是影响计量精度的主要因素。
由于它用途广泛,对提高给料系统的自动化程度就有着重要的现实意义。
PLC在重力自动包装秤中的工作原理和程序设计
PLC在重力自动包装秤中的工作原理和程序设计电工之家QQ群:①群:468193845②群:522898769 PLC在工业自动控制中的具有很高的地位,因此作为高级电气技术人员,在工作中学会使用和编制修改PLC程序尤为重要。
老段在以后的文章中,会多写一些与PLC有关的使用经验和设计思路。
写文中参阅了一些资料和文章,在此表示感谢。
本文未经许可严禁转载,否则追究责任。
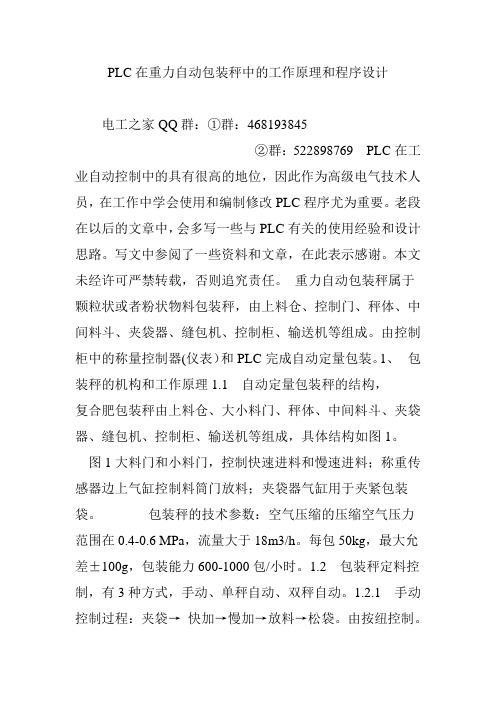
重力自动包装秤属于颗粒状或者粉状物料包装秤,由上料仓、控制门、秤体、中间料斗、夹袋器、缝包机、控制柜、输送机等组成。
由控制柜中的称量控制器(仪表)和PLC完成自动定量包装。
1、包装秤的机构和工作原理1.1 自动定量包装秤的结构,复合肥包装秤由上料仓、大小料门、秤体、中间料斗、夹袋器、缝包机、控制柜、输送机等组成,具体结构如图1。
图1大料门和小料门,控制快速进料和慢速进料;称重传感器边上气缸控制料筒门放料;夹袋器气缸用于夹紧包装袋。
包装秤的技术参数:空气压缩的压缩空气压力范围在0.4-0.6 MPa,流量大于18m3/h。
每包50kg,最大允差±100g,包装能力600-1000包/小时。
1.2 包装秤定料控制,有3种方式,手动、单秤自动、双秤自动。
1.2.1 手动控制过程:夹袋→快加→慢加→放料→松袋。
由按纽控制。
1.2.2 单秤自动运行动作过程:夹袋→快加→慢加→放料→松袋。
自动秤PLC控制,手动秤按纽控制并且A和B均可手动控制。
1.2.3 双秤自动运行动作过程:夹袋→快加A→慢加A→放料A→松袋A。
夹袋→快加B→慢加B→放料B→松袋B。
由PLC控制,A和B秤放料互锁。
1.2.4 3种控制方式的特定要求手动控制撇开PLC而由按钮操作;手动和单秤自动,放料动作没有互锁要求;双秤自动运行,则放料动作必须实现互锁,即A秤放料则B秤不能放料,B秤放料则A 秤不能放料。
放料后中间料斗门复位到位方可加料,放料时间需要根据实际情况调整。
2 、硬件构成说明2.1 PLC系统组成2.1.1 CPU单元CPU 单元采用CPU226,使用PC与PLC通讯,并可以修改关键的时间参数。
基于PLC对颗粒类原料的称重及包装的应用
是否有充足 的原料 ,没有则警示 灯闪烁并发 出提示 声。若原料足够 , 储料斗下料 门打开 ,原料经 过供 料缓冲装置减 速后到达称重箱 。称 重 箱下侧的称重传感器开始计 量 , 当称重箱里 的物料达到最终设定值 时 ,
技术通过 电磁阀控制气缸 的伸出和缩 回来进行 能量的转换 ,带动 闸 口
2 系统装置 的硬件选择
2 . 1 P L C的 选 择
本系统是一个 中小型应 统 的输入信 号有两部分 ,一部分是 启动、停止控制按钮 ,另一部
分是位置 传感器信号 作为 P L C的输入 变量 ,经过 P L C 的输 入接 口输
( 2 )外部接 线 图。根据系统 输入 / 输 出地址分 配表 ,绘 制 P L C
测 是否充足 ,料斗 口的开 合由气动系统的汽缸的伸出 、缩进控制 ,原 外部接线 图
料 的输送、汽缸的伸缩时 间、卸料 门的打 开都 由 P L C程序控制 。
( 2 )包装封 口:由装袋机 、夹袋器 、传送装置、封 口装置等组成 。 装袋机 自动上袋 ,传感器通过包装 袋的位置控制夹带 器、传送装置 、 封口装置的动作顺序和时 间。
2 . 2 气 动 装 置 和 传 感器
在设 计气动回路时 ,选用 了三个两位五通单线 圈电磁换 向阀、三 个双作 用汽缸 。作为夹袋 、传送 、封 口三个环节 的带 动装置 。选用传
感器 时 ,考虑到系统 的要求 , 储料 斗上的两个传感器选用 的是普通的
光电传 感器 ,起限位 的功 能。安装在三个双作用汽缸 外壁上的六个传 感器 是磁性位置传感器 ,利 用磁 性耦合的原理 ,感应活 塞的位置 ,做
基于PLC 的颗粒包装机称量系统设计
完整版)基于PLC的自动配料系统毕业设计
完整版)基于PLC的自动配料系统毕业设计___的毕业设计论文旨在设计一种基于PLC的自动配料系统,以满足各种工业生产过程中自动化配料的需求。
该系统的主要技术指标包括配料精度、首尾滚筒距、常用带速、物料密度、灵敏度、准确度等级、综合误差、最大称量、最大安全负荷、最大称量极限过负荷、称重传感器输入信号范围、速度传感器输入信号范围和RS485串行通讯接口等。
二、工作内容和要求:该自动配料系统将完成三种物料的自动配比控制,采用主从比例控制方式。
PLC将实现各种物料下料量的采集、喂料装置的启停、物料下料量的控制。
组态操作界面将显示设备的运行、停车、故障,并要求显示每种物料的下料设定值和实际下料值。
通过界面上设置的启动、停车按钮实现整个系统的开停。
三、主要参考文献:本毕业设计论文参考了多篇文献,包括___和___的《PLC在白动配煤控制系统中的应用》、___、___和应力刚的《可编程控制器在配料自动控制系统中的应用》、___的《MPS课程项目》、___和___的《PLC在混料控料系统的应用》以及___的《自动配料系统的设计》等。
该自动配料系统将有助于提高生产效率,减少人工干预,降低生产成本,提高产品质量,满足工业生产过程中自动化配料的需求。
自动配料系统是一种重要的技术手段,可以根据设定的配比和流量控制各输入物料的瞬时流量,从而实现生产过程自动化和智能化。
本文旨在设计开发一种自动配料系统,以解决动态计量衡器的控制精度问题,提高生产效率和产品质量,推动国民经济的发展。
本文将讨论配料系统总体方案设计及选择、上下位机通信方案的选择、PLC控制系统设计、传感器设计和选型等内容。
设计任务将使用___的可编程序控制器及Wincc组态软件。
本文将详细论述设计方法,包括画出主电路、分配I/O地址、设计系统控制的程序框图、根据程序框图设计该系统的控制梯形图并写出指令表、上机调试通过以及利用Wincc组态软件对系统进行模拟运行。
基于PLC的颗粒状填充物装配作业系统设计的开题报告

基于PLC的颗粒状填充物装配作业系统设计的开题报告一、研究背景在现代制造业中,自动化技术已经成为重要的发展趋势之一。
自动化生产逐渐被广泛应用于各个领域,从而提高了生产效率,降低了成本,改善了产品质量,增强了企业竞争力。
在此趋势下,基于PLC(可编程序逻辑控制器)的自动化系统尤为重要。
颗粒状填充物在工业生产中广泛应用,在汽车工业、航空航天、电子工业等领域中都是必不可少的组成部分。
然而,手工填充颗粒状填充物往往效率低下、装配精度差,同时也存在一定的安全隐患。
对于大批量生产而言,采用自动化装配系统是十分必要的。
二、研究目的本文旨在设计一个基于PLC技术的颗粒状填充物装配作业系统,利用自动化技术提高装配效率和装配精度,实现自动化生产,提高工作效率和工作安全性,提高了工作效率与质量三、研究内容1. 分析颗粒状填充物的性质、特点以及装配要求。
2. 研究PLC技术及其在自动化系统中的应用,分析PLC的工作原理、编程方法和软件应用。
3. 对颗粒状填充物装配系统的各项参数进行设计,包括物料输送、清洗、计量、填充、检测、排放等环节。
4. 编写PLC控制程序,设置传感器、执行器等设备,实现自动化装配系统的控制与运行。
5. 进行系统的调试测试,检验系统的工作效果,对出现的问题进行处理和优化。
四、预期成果1. 设计出一个基于PLC技术的颗粒状填充物装配作业系统。
2. 提高装配效率和装配精度,实现自动化生产,提高工作效率和工作安全性。
3. 验证系统的稳定性、可靠性和实用性。
4. 对现有技术进行改进和升级,为行业发展提供参考。
五、研究方法1. 参考文献研究法:阅读相关书籍、论文、报告等文献,了解PLC技术及其在自动化系统中的应用,以及颗粒状填充物的性质、特点、装配要求等方面的研究成果。
2. 参观实地考察法:参观一些已经实现自动化生产的颗粒状填充物装配作业系统,考察其工作流程、工艺流程、装置结构等,收集数据。
3. 系统设计法:根据颗粒状填充物装配作业系统的特点和需求,设计系统的各项参数和流程,包括物料输送、清洗、计量、填充、检测、排放等环节。
小颗粒状物料自动计量装置的设计说明
小颗粒状物料自动计量装置的设计说明书工业学院小组成员:田腾婷晓龙晶晶涛董盼云天指导老师:国全毛中彦包装机械课程设计任务书1.设计目的设计一套能自动完成小颗粒状物料每分钟不少于60次的计量装置(含料斗)2.设计要求计料量:1000g计量精度:小于等于5%运行状态:自动完成进料,计量,卸料动作计量速度:可调,每分钟不少于60次3.约束条件物料密度:1.0~1.2g/cm3物料特性:小颗粒,流动性好,易吸潮,有腐蚀性4.提交任务二维总装图(含三维模型图),设计说明书,运行动画目录1.总体方案设计- - - - - - - - - - - - - - - - - -11.1 方案原理说明- - - - - - - - - - - - - - - - - - -12.处理能力的计算- - - - - - - - - - - - - - - - -22.1带式输送机的相关计算- - - - - - - - - - - - - - - -22.2分配器的相关计算- - - - - - - - - - - - - - - - -32.3减速器的相关计算- - - - - - - - - - - - - - - - -33.关键设备的选型及设计- - - - - - - - - - - - - -43.1电磁振动给料机的选型- - - - - - - - - - - - - - -43.2 输送机的选型- - - - - - - - - - - - - - - - - - -63.3 电子皮带秤的选型- - - - - - - - - - - - - - - - -83.4 分配器排料斗的设计- - - - - - - - - - - - - - - -93.5 减速器的设计- - - - - - - - - - - - - - - - - - -114.总体方案布局- - - - - - - - - - - - - - - - - -125.总结- - - - - - - - - - - - - - - - - - - - - -136.参考文献- - - - - - - - - - - - - - - - - - - -141.总体方案设计由此次设计要求经我们小组讨论决定采用连续式计重供给的自动控制方式,即以电磁振动给料机给料,由带式输送机送料以及皮带电子秤计量和分配器排料的方式实现整个工艺过程,整体方案原理图如下图1-1所示图1-11.1方案原理说明物料自料斗通过受控的电磁振动给料机连续不断地向带式输送机给料,带式输送机载着物料以一定速度连续运转,由秤和检重传感器等组成的皮带电子秤,对输送带一段固定长度上(与秤盘长度相当)上各瞬时载送的物料流量进行检测,物料流重量的变化由检重传感器转换成相应的电压信号输送给电子调节器,在这里与要求的计量给定值(恒定的电压信号)作比较,通过运算放大,馈送给可控给料机,操纵给料机作相应的给料调节(改变各瞬时的给料量),以保证输送带各微小长度上载送的物料量控制在允许围,即保持各瞬时输送带上的物料重量为恒定值,在输送带的末端,装有接料截面积相同且以一定速度移动的等分截取装置,即分配器排料斗,对输送带排出的物料进行等分截取,从而得到与定量值相同的计量物料,最后由排料斗排给包装袋,从而完成整个工艺流程,实现物料的连续计重供给,对于设计中所要求的每分钟不少于60次的计量则只需要调节相应的带速和分配器的转速即可。
基于PLC的颗粒状填充物自动称量及装入系统设计
基于PLC的颗粒状填充物自动称量及装入系统设计作者:孙学智来源:《电子世界》2013年第01期【摘要】根据颗粒状填充物称量装入操作产生的高危险性,高污染性,生产率低等缺点。
阐述了基于PLC的颗粒状填充物自动称量装入的实现方法,提出了如何用PLC实现开关与气缸控制。
最后对本系统的硬件和软件做了介绍。
【关键词】颗粒状填充物;PLC;称量1.前言在工业生产中对颗粒状填充物进行称重及装入,是一种常见的生产过程。
有些散装物料比如说火药,人工填充具有高危险性。
还有石灰,会产生很大的粉尘,采用人工填充时,操作人员会把粉尘吸入肺部,对人体伤害很大。
因此实现散装物料自动称量及填充,可以提高生产效率,降低工人劳动强度,保证操作人员的人身安全。
自动称量及装入工序是整条生产线上关键而又复杂的工序。
本文介绍了西门子S7-300型PLC在颗粒状填充物自动称量及装入系统中的应用,设备可以实现诸如石灰、尿素、火药等颗粒状填充物自动称量与装入,可以广泛用于石油化工、化肥、饲料、建材等行业散装物料的自动称重与包装。
2.称量装入系统组成和工作原理对颗粒状填充物的自动称量分为粗称和细称两步。
首先设置好要称量的重量。
当载有填充筒的输送车在PLC控制下准确运至该工位后,锁紧填充筒。
②号蝶阀关闭,①号蝶阀完全打开,斗内的颗粒状填充物开始从①号蝶阀上面漏到②号蝶阀上面的空间内,空间下面装有电子称重天平。
当天平指示重量为设置重量的90%时①号蝶阀关闭80%完成粗称。
①号蝶阀打开20%,继续漏料当电子天平所指示的值与设置值吻合时,完成细称。
PLC会控制气动开关动作,使①号蝶阀关闭。
①号蝶阀关闭后系统进行自动检测(比如判断填充筒是否夹紧),如果满足排料条件,②号蝶阀打开,开始向填充筒填充,直到将称量的颗粒状填充物装入填充筒内后,②号蝶阀关闭,称量与包装工位工作完毕。
颗粒状填充物称量工位由填充斗、蝶阀、天平、支撑架、步进电机、汽缸、填充筒、夹具、机械手、和承接平板等组成。
基于PLC的自动称重系统
本科生毕业设计毕业设计题目基于PLC的自动称重系统学生姓名蒋大伟所在学院能源与动力工程学院专业及班级电气0902指导教师陈东雷完成日期2013年 6 月 3 日摘要随着科技技术的快速发展,生产力的不断提高,企业需要提高自动化程度以节省劳动力,提高效率,控制产品质量来提高信誉。
在粮食、化肥、饲料等具有称重包装环节的企业称重的准确度直接影响着企业的发展,称量包装技术的发展大致经历了手工称重、继电器控制、称重仪表控制、PLC控制等几个阶段。
相对于传统的称重仪表控制,应用PLC和触摸屏组成的控制系统便于将开关设置,复位操作以及设定和修改系统参数功能有机的结合,提高机器速度和精度。
本文主要论述了称重传感器以及整个称重系统的工作原理,并对控制系统的硬、软件设计进行了详细的分析。
通过PLC控制称重仪再对称重过程进行控制。
关键词:托利多B8520称重仪西门子S7-200PLC MODBUS通信触摸屏AbstractWith the rapid development of science,technology and productivity, companies in the grain, fertilizer, feed and other business need to increase the degree of automation in order to save labor, improve efficiency, and maintain a good reputation.In such business, accuracy carries a direct influence on the companies' future.The industry has gone through the following stages:manual weighing, relay control, weighing instrument control and PLC control. Compared with conventional control methods, control system composed of PLC and touch screen features the convenience of integrating switching setting,resetting,and tuning system parameters,as well as quick respond time and high accuracy.This article mainly discusses how the load cell and the entire weighing system works, and provides a detailed analysis of the control system hardware and software design. PLC is used in controlling the weighing instrument and monitoring the weighing process.Keywords: Toledo B8520 weighing instrument Siemens S7-200PLC MODBUS communication touchscreen目录第1章绪论 (1)1.1自动称重系统研究的目的和意义 (1)1.2 国内外研究现状及发展趋势 (1)第2章称重包装系统方案比较 (3)2.1采用常规称重仪进行称重控制方案 (3)2.2采用托利多B8520称重仪进行称重控制 (5)第3章控制系统硬件设计 (8)3.1西门子S7-200PLC (8)3.2托利多B8520称重仪 (10)3.2.1主要硬件特点 (10)3.2.2主要软件特点 (11)3.2.3主要指标 (11)3.2.4输入口定义 (12)3.2.5输出口定义 (14)3.2.6主板输入,输出端子和外部连线图 (15)3.2.7 MODBUS 通讯协议 (16)3.2.8 硬件连接多台终端接入RS485 网络示意图 (19)3.2.9 称重终端信息在MODBUS中的地址映射表 (19)3.3托利多MTB-50称重传感器 (21)3.4托利多AJB-015接线盒 (22)第4章系统软件设计 (23)4.1触摸屏 (24)4.1.1 触摸屏设计 (24)4.1.2 工程下载 (27)4.2 Ethemet通信设置 (28)4.3系统的配置及PLC 的I/O口分配 (33)4.4 梯形图控制程序及说明 (35)4.4.1写程序 (37)4.4.2主程序 (39)第5章总结和展望 (44)5.1 总结 (44)5.2 展望 (44)第6章致谢 (45)参考文献 (46)附录 (47)附录一PLC写程序 (47)附录二PLC主程序 (49)第1章绪论1.1自动称重系统研究的目的和意义微型计算机和电子技术的迅猛发展,促进了控制技术和微型计算机测量的广泛应用,从国防技术、航空航天等到日常生活中的电梯、排水系统等都采用到了微机测控技术。
基于PLC的颗粒状填充物自动称量及装入系统设计
填 充物 开 始 从① 号 蝶 阀上 面 漏 到② 号 蝶 阀 控 制结构 图如 图2 所示 。 3 . 称量 装入 系统 硬件 设计 称 重 装 入 系 统 控 制 采 用 半 自动 和 手 7 — 散 装 物料 比如 说火 药 ,人 工 填 充具 有 高危 号 蝶 阀关 闭8 0 % 完 成 粗 称 。① 号 蝶 阀 打开 动 控 制 两 种 方 式 。本 系 统 采 用 西 门子 s 险 性 。还 有 石灰 ,会产 生 很 大 的粉 尘 ,采 2 0 % ,继 续漏料 当电子 天平所 指示 的值 与设 3 0 0 型P L C 进 行 控制 。¥ 7 - 3 0 0 型P L C 在工 控 用 人 工填 充 时 ,操 作人 员 会 把粉 尘 吸入 肺 置值 吻合 时 ,完成 细称 。P L C 会控 制气 动开 领域应用广泛 ,具有高电磁兼容性、强抗 部 ,对 人 体 伤 害很 大 。 因此 实现 散 装物 料 关 动 作 ,使① 号 蝶 阀 关 闭 。① 号 蝶 阀 关 闭 震 性 、抗 冲击 性 。可 以适 应 许 多 的生 产环 自动称 量 及 填 充 ,可 以提 高 生产 效 率 , 降 后 系 统进 行 自动 检 测 ( 比如 判 断填 充 筒是 境 。¥ 7 - 3 0 0 型P L C 最 大 的特 点 是 其 模块 化 低 工 人劳 动 强度 ,保证 操 作 人 员 的人 身安 否 夹 紧 ) ,如果 满 足排 料 条 件 ,② 号蝶 阀 功 能 ,方 便用 户 掌握 。本 控 制 系统 主要 模 全 。 自动 称量 及 装 入工 序 是 整条 生 产线 上 打 开 ,开 始 向填 充 简填 充 , 直到 将称 量 的 块 组 成 如 下 : 电源 模 块 P S 3 0 7 ;C P U 模 块 关 键 而又 复 杂 的工 序 。本 文 介 绍 了西 门子 颗 粒状 填 充 物装 入 填 充筒 内后 ,② 号 蝶 阀 C P U 3 1 5 ;数 字 量 输 入模 块 S M 3 2 l ; 数字 量 ¥ 7 - 3 0 0 型P L C 在 颗 粒 状 填 充 物 自动称 量 及 关 闭,称量 与包 装工位 工作完 毕 。 输 出模 块S M 3 2 2 ;模 拟量 输入 模 块S M 3 3 1 ; 装入 系统 中的应 用 ,设 备 可 以 实现 诸如 石 颗 粒 状 填 充 物 称 量 工 位 由填 充 斗 、 模 拟 量输 输 出模 块 S M 3 3 2 。为 了 与工 控 机 灰 、尿 素 、火药 等 颗粒 状 填 充物 自动称 量 蝶 阀 、天 平 、支 撑 架 、步 进 电机 、汽 缸 、 实 现 通信 ,还 有 接 口模 块 I M 3 6 5  ̄通 信 处 与 装入 ,可 以广 泛 用 于石 油 化 工 、化肥 、 填 充 筒 、夹 具 、机 械手 、和 承接 平 板 等组 理 模 块C P 3 4 1 其 中输 入 点 1 3 个 。输 出点 1 3 饲 料 、建 材 等行 业 散装 物 料 的 自动 称重 与 成 。其 机械 结构 原理 如 图1 所示。 个 。预 留 输入 点5 个 ,输 出 点5 个 。系 统硬 包装 。 称 重 天 平 电路 为 惠 更 斯 电路 。 电路 件组 成如 图3 所示。 2 . 称量 装入 系统 组成 和 工作 原理 的功 能是 把 电阻阻 值变 换 量 转变 为 电压 输 输入 / 输 出地 址分 配情 况如 表 1 所示。 4 . 称 量 装入 系统 软件设 计 对 颗 粒状 填 充物 的 自动 称 量分 为粗 称 出。 当有 散 装物 料称 重 时 ,电路 中电 阻应 和细 称 两 步 。首 先 设置 好 要称 量 的 重量 。 变 片阻 值R 】R。R。R 发 生变 化使 重 量信 称 量 装 入 系 统 软 件 设 计 流 程 图 所 当 载 有 填 充 筒 的输 送 车在 P L C 控 制 下 准 确 号转变成 电桥输 出的电压信号,然后通过 示 。该软 件 是 基 于 西 门子P L C 的开 发平 台 / D 转 换 ,转 变 为 二进 制数 字量 ,通 过 数 S T E P 7 开发完 成的s 7 - 3 0 0 可 编 程 控 制 器 运 至 该工 位后 ,锁 紧填 充 筒 。② 号 蝶 阀关 A 闭 ,① 号 蝶 阀完 全 打 开 , 斗 内 的 颗 粒 状 字 量 输 入 模 块送 入P L C 中 。整 个 系 统 电气 使 用S T E P 7 一 M i c r o / W I N 3 2 编程 软 件 进行 编 表 1输入/ 输出接 口分配表 程 。S T E P 7 一 M i c r o / W I N 3 2 编 程 软 件 是基 于 输入 功能 输出 功能 W i n d o w s 的应 用 软件 ,功 能 强 大 , 主要 用 I O . 2 光 电开关 Q 2 O . o 工艺车后退 于开 发 程序 ,也可 用 于适 时 监控 用 户程 序 I 6 . 1 手动模式 Q 2 0 . i 工艺车前行 的执 行 状态 。加上 汉 化后 的程序 ,可在 全 I 6 . 3 自动模式 Q 2 0 . 3 工位夹 紧输出 汉化 的界面 下 进行 操 作 。本 系 统采 用语 句 I 8 . 0 工位启动 Q 2 0 . 4 工位释放输 出 表 ( S T L ) 开发 方 式 ,可 以实 现梯 形 图不 I 8 . 1 工位停止 Q 2 0 . 5 工位 送进 I 8 . 2 工位急停 Q 2 0 . 6 工位退 出 能实 现 的 功能 。类 似 于汇 编 语 言 , 由各 条 I 8 . 3 粗称 Q 2 4 . 4 1 号蝶阀 语句 组 成 程 序 。s 7 — 3 0 0 型P L C 的最 大 特 点 I 8 . 4 细称 Q 2 4 . 5 2 号蝶阀 是模 块 化 编程 。本 系 统 中应 用模 块 功 能如
颗粒物料定量称重、灌装控制系统设计方案
颗粒物料定量称重、灌装控制系统设计方案1 绪论1.1 包装机械的发展现状及现实意义现代包装技术日益向着高度机械化和自动化方向发展,最初,在包装领域中所应用的第一代包装机械——DubbedGen1,结构简单,是纯机械性的。
由一台电机带动直线轴转动,并通过凸轮产生动力。
采用可编程控制器(PLC)的控制系统,结构也很简单,由操作人员直接控制机器。
在大部分情况下,还没有采用人-机互动技术(HMI)。
之后,出现了第二代包装机械。
此技术诞生于十年前,包装机械仍采用传动轴驱动,只是结构更复杂一些,因为由伺服电机来控制速度,所以可以向一些特殊的动作发出指令,而且也采用了更为复杂的PLC可编程逻辑控制器。
第二代包装机械的可调性更好,但这一优点却需要付出更高的费用。
这些费用包括更多的线路布置、更多的PLC可编程逻辑控制器输入/输出(I/O)装置,这些装置庞大而复杂,有更多的传感器和程序控制,甚至还包括更多的外围设备,而且对于故障的排除和处理也更加困难。
近年来,国内包装机械从技术、设计和制造等方面发展较快,从前期的由国外引进先进设备和技术并在此基础上进行消化吸收,到自行设计制造生产出较为先进的电子秤称量微机控制的各种型号种类的包装机,基本满足了国内各行业散状物料产品包装的需要。
但开发研制经济实用的颗粒物料称重式包装机也是非常适时和必要的。
随着社会经济、技术的快速发展,产品定量精度要求更加严格,产品规格种类繁多,颗粒物料定量称重、灌装类设备需求量日益增加。
相比之下,农产品的包装机械发展稍有不足,包装速度和精度偏低是阻碍其发展的主要原因。
本课题根据这一要求并结合谷物生产的实际情况,研制了颗粒物料的自动定量灌装控制系统,对如何提高灌装速度和称量精度提出了改进方案。
1.2 颗粒物料定量灌装控制系统的研究意义随着市场经济的完善和发展,商品流通的深度和广度进一步扩大,包装工业在国民经济中的作用和地位越来越高。
商品包装是一个新兴的行业,是在商品经济日益繁荣,市场竞争日趋激烈的新形式下,逐步成长起来的。
PLC在定量称重和自动包装控制系统中的应用_白瑞祥
PLC 在定量称重和自动包装控制系统中的应用Application of PLC in Quantity Weighing and Automation Packing C ontrol Systemp 白瑞祥董英杰卢佩Bai Ruix iangDong YingjieLu Pei1 引言在盐业化工生产中,氯化镁是一种重要的化工原料产品,包装量的准确度是产品的重要质量指标之一,它直接影响着生产厂家的经济效益和消费者的利益。
而对氯化镁传统的称重方法是采用简单的机械杠杆秤,由于机械秤有灵敏度低、存在机械死区、精确度差、控制动作慢的缺点,所造成的机械误差比较大。
并且因氯化镁产品为粉状物料,其吸湿性比较强,每次吸附在秤斗上的量或落下的量也不同,而机械秤又不能补偿,所以造成每次称重包装的误差相当大。
根据氯化镁车间的生产需要,我们对原有的工艺设备进行了改造,应用称重传感器配可编程控制器(PLC)实现了对化工原料氯化镁的高精度定量称重和自动包装。
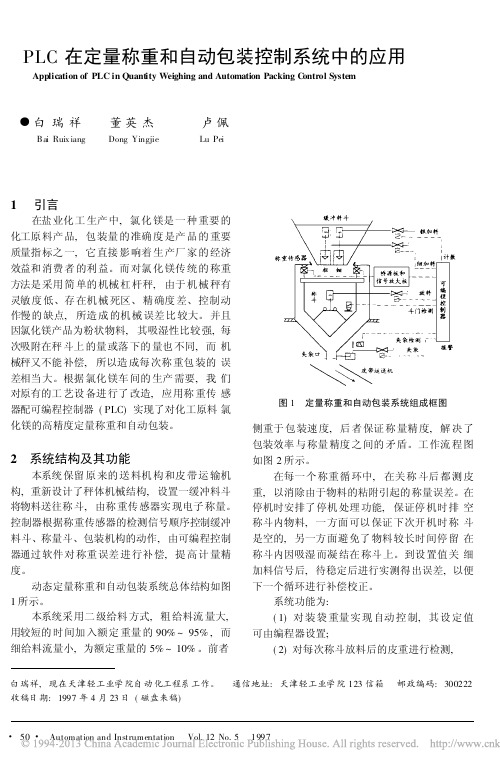
2 系统结构及其功能本系统保留原来的送料机构和皮带运输机构,重新设计了秤体机械结构,设置一缓冲料斗将物料送往称斗,由称重传感器实现电子称量。
控制器根据称重传感器的检测信号顺序控制缓冲料斗、称量斗、包装机构的动作,由可编程控制器通过软件对称重误差进行补偿,提高计量精度。
动态定量称重和自动包装系统总体结构如图1所示。
本系统采用二级给料方式,粗给料流量大,用较短的时间加入额定重量的90%~95%,而细给料流量小,为额定重量的5%~10%。
前者图1 定量称重和自动包装系统组成框图侧重于包装速度,后者保证称量精度,解决了包装效率与称量精度之间的矛盾。
工作流程图如图2所示。
在每一个称重循环中,在关称斗后都测皮重,以消除由于物料的粘附引起的称量误差。
在停机时安排了停机处理功能,保证停机时排空称斗内物料,一方面可以保证下次开机时称斗是空的,另一方面避免了物料较长时间停留在称斗内因吸湿而凝结在称斗上。
颗粒状物料自动称量机研究
S iah a g 5 0 1 C ia 2 N r drD s n S iah a g 5 0 ,C ia h izun 0 9 , hn ;. oi a ei , hj zu n 0 1 j 0 n g i 0 1 hn )
Ab t a t n o d rt ov h r b e f h r n ltd mae a a tmai e g i g c od n o te c a a trsiso r n ltd ma ei s r c :I r e o s le t e p o l mso e g a u ae tr l u o t w ih n ,a c r i gt h h r c e t f a u a e tr— t i c i c g a ,t e g a u ae tra a t mai i h n c i e b s d o L s e tb ih d A me h d wa r s n e o i r v h u o t l h r n l td mae il u o t weg i g ma hn a e n P C wa sa l e . t o s p e e t d t mp o e t e a t mai c s c w ih n c ie s e d a d a c rc f ciey,ta s d fe u n yc n e so trd ii g s n h o o sb l r u h c a gn n i r t g e g i g ma h n p e n c u a y e e t l h tu e q e c o v r in mo o r n y c r n u et o g h r i g a d vb ai v r v n fe e n o i g T e weg i g e p r n s we e e au td o h r n lt d mae i la tmai e g i g ma hn ,t e s v r l kn s o e d rf e d sn . h ih n x e me t i i r v l ae n t e g a u ae tra uo t w i hn c i e h e e a i d f c
基于PLC控制的自动充填系统

基于 PLC控制的自动充填系统[摘要]近年来,随着我国经济水平的不断提高、工业化程度的不断发展,在人们的日常生活中越来越离不开对各种资源的开采,而煤炭资源更是其中不可缺少的一部分。
但是,煤矿资源的开采十分艰难,并且对周边生态环境存在着一些风险隐患,因为其深藏地底,一旦将其挖出,低质地表失去支撑以及稳定,可能会出现地表下沉等现场。
并且随着我国对可持续发展以及环保发展的理念越发重视,因此充填技术应运而生。
而自动化智能化更是未来煤矿发展的主要趋势,因此本课题采用PLC作为主要的控制系统,实现通过对振动模拟量的采集来控制充填工作自动化运行的目的,达到了减轻矿工劳动强度,增加工作安全性的目的,为矿井的开采提供了有力的生产保障。
关键词:自动化、膏体充填开采,PLC第一章绪论1.1 课题背景以及意义林西矿1121-1采面采用充填工艺实现对采面煤矿的开采,该工作面平均长度约90m, 工作面共布置5个布料管,工作面充填管在每个设置布料管的地方接一个换向阀,利用换向切换控制充填浆液。
充填过程中,工作面由低处向高处交替循环充填。
本课题立意是将现代自动化控制系统与充填技术相结合,并通过现代化手段实现采面的自动充填,其作为煤矿自动化改造的一部分,具有非常大的实际意义。
在如今的煤矿开采行业中,安全是行业的第一要素,只有保障安全,才能保障生产,而自动化充填可以降低现场操作人员的工作强度,确保系统的稳定性,对员工的生命安全生产起到积极作用,因此充填系统的自动化研发是社会的发展主要趋势。
1.2 充填工序介绍充填的工作原理是一个先将矸石破碎加工,然后把矸石、粉煤灰、添加剂(悬浮剂、速凝剂)和水等四种物料按比例混合搅拌制成膏体浆液,再通过充填泵把膏体浆液输送到井下充填工作面,充填由液压充填支架和辅助隔离措施形成的封闭采空区空间的过程。
其充填工艺顺序为:安全确认→充填准备(采面形成隔离区,上下端头支设“隔离墙”、吊袋、接管)→巡回检查→通知充填站打水→灰浆推水→充填膏体推灰浆→正常充填→管道清洗(灰浆推充填膏体→水推灰浆)→充填结束验收。
智能PLC小粉料自动称量系统设计
摘要目前,PLC已经被广泛应用于生活和工业生产中。
但在我们的炼胶系统中,对使用相对较少的小粉料,有的还不太重视,仍存在小作坊配料的形式。
本文就是针对我们炼胶系统中的小粉(粒)料,设计的智能PLC小粉料自动称量系统。
采用电磁振动加料器、双螺杆加料器分别对小粒料、小粉料进行自动称量;称重仪表采用智能型的称重显示控制器;PLC的CPU选用西门子新型的CPU315-2PN/DP;工控机控制监控,远程电脑联网监控;实现小粉料自动称量的智能化。
关键词:智能,PLC,小粉料,自动称量目录一、绪论 (4)(一)设计来源与现实意义 (4)(二)设计方案确定 (4)二、PLC的基本知识 (4)(一)PLC的基本概念 (4)(二)PLC的产生与发展 (4)(三)PLC的特点与应用领域 (4)(四)PLC的工作原理 (5)三、PLC的控制系统设计 (6)(一)PLC控制系统的设计内容与步骤 (6)(二)PLC控制系统的硬件设计 (7)(三)PLC控制系统的软件设计 (7)(四)PLC控制系统的通信联网 (7)四、智能PLC小粉料自动称量系统总体设计 (7)(一)智能PLC小粉料自动称量系统简介 (8)(二)小粉料自动称量系统 (10)(三)PLC小粉料自动称量系统 (13)(四)智能PLC小粉料自动称量系统 (22)五、总结 (24)六、参考文献 (24)一、绪论(一)设计来源与现实意义目前,自动称量系统在用量大的物料(固体或液体)称量中,被广泛使用,实现了称量、配料的自动化,实现自动化生产。
而我所见的塑料炼胶中,对使用相对较少的小粉料,有的还不太重视,仍存在小作坊配料的形式。
人工按照配方用台秤、电子称对各项小粉料称量,混合,包装。
这样的配料方式,人员的劳动强度大,作业环境差,称量精度差,易配错,不易满足快速、连续的生产,给生产带来不良因素。
我现在设计的是在炼胶系统中使用的智能PLC小粉料自动称量系统。
它也可以在类似的称量系统中使用。
基于PLC的电子称重及定量包装控制系统设计
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
河南机电高等专科学校毕业设计论文论文题目:基于PLC的电子称重及定量包装控制系统设计系部自动控制系专业生产过程自动化班级学生姓名学号指导教师2011年05月21日- 1 -word格式支持编辑,如有帮助欢迎下载支持。
摘要在现代化很多产品生产中包装量的准确度是产品的重要质量指标之一,它直接影响生产厂家的经济效益和消费者的利益。
由于机械城有灵敏度低、存在接卸死区、精确度差、控制动作慢的缺点所造成的机械误差比较大。
随着机械自动化水平的不断提高,自动控制技术在定量包装生产中应用越来越多,在粮食、化肥、饲料和轻工业等行业中都有广泛应用。
称量包装技术的发展大致经历了手工称重、继电器控制、称重仪表控制、PLC控制等几个阶段。
相对于传统的称重仪表控制,应用PLC和触摸屏组成的控制系统便于将开关设置,复位操作以及设定和修改系统参数功能有机的结合,提高机器速度和精度。
本文主要介绍了PLC在称重式自动定量包装机系统中的应用,控制系统采用SIMATIC S7-200PLC和文本显示器构成,通过PLC对称重过程和包装过程进行控制。
论述了包装机的系统组成及工作原理,并对控制系统的软、硬件设计进行了详细的分析。
关键词:电子称重、封装、PLC、灵敏度、精度- 1 -AbstractIn modern many products production in the accuracy of packaging quantity of the product quality index, it is one of important directly influences the economic benefits of producers and consumers' interests.Due to mechanical city have sensitivity low, existing dead zone, to receive and unload bad, the control precision of slow caused by mechanical error shortcoming is larger.With the continuous improvement of the mechanical automation level, automatic control technology in quantitative packaging production more and more application in food, chemical fertilizer, feed and light industries have widely used.Weighing packaging technology development roughly experienced manual weighing, relay control, weighing instrument control, PLC control and so on several stages. Compared with the traditional weighing instrumentation control, application of PLC and touch screen control system facilitate will switch Settings, reset operation and setting and modify system parameter function organic union, enhance machine speed and precision.This article mainly introduced the PLC in weighing type automatically quantitative packaging machine system, the application of SIMATIC control system adopts s7-200 PLC and text display constitute, through PLC in weighing process and packaging process control. Discusses the packaging machine system composition and working principle of the control system, and the hardware and software design were analyzed in detail.Key words: electronic weighing、packaging、PLC、sensitivity and accuracy目录第1章绪论 (1)1.1 定量包装秤的市场分析和趋势 (1)1.2国内外有关的研究和发展趋势 (1)1.3 定量包装秤的发展前景 (2)第2章定量包装秤的工作原理及系统结构 (3)2.1 方案选择 (3)2.2 工作原理 (3)2.3 系统的结构与控制要求 (5)第3章定量包装秤的硬件设计 (10)3.1 硬件系统总体设计 (10)3.2 PLC选型及I/0口分配11 (12)3.3 扩展单元 (13)3.4 扩展单元的主要技术特性 (15)第4章定量包装秤的软件设计与调试 (20)4.1 称重信号处理 (21)4.2P L C程序设计 (21)4.3P O P文本画面设计 (25)4.4 软件提高精度的方案 (25)第5章总结 (27)致谢 (28)参考文献 (29)第1章绪论1.1 定量包装秤的市场分析和趋势中国加入WTO后,市场经济得到飞速发展,粮油、食品、化工药品等行业都得到飞速的发展。
基于PLC的PVC颗粒双层自动称重包装机的设计与开发
Hydraulic s Pneumatic s&Seals/No.02.2021 do::10.3969/j.issn3008—0813302132.008基于PLC的PVC颗粒双层自动称重包装机的设计与开发柯良,蓝裕浩,应森昂Design and Development of Double Layee Automatic Weighiny and PackinyMachine for PVC Particles Based on PLCKE Lian',LA#Yu-hao,YING See-b&g(浙江工业职业技术学院机械工程学院,浙江绍兴312000)摘要:PVC颗粒在工业领域用途广泛,是一种常用的塑料半成品。
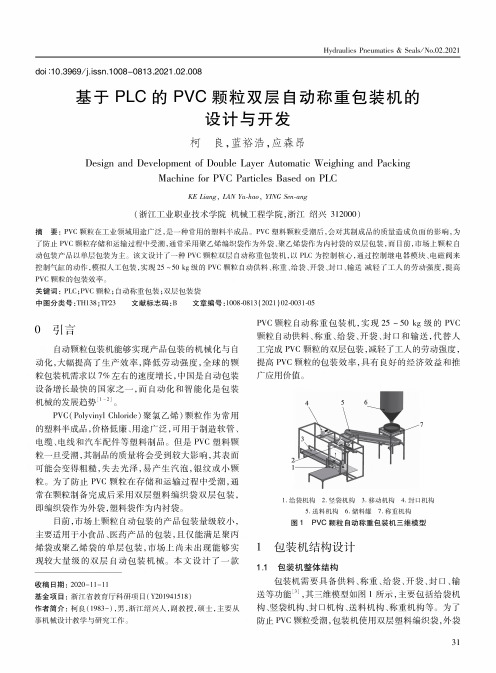
PVC塑料颗粒受潮后,会对其制成品的质量造成负面的影响,为了防止PVC颗粒存储和运输过程中受潮,通常采用聚编织袋作为外袋、聚作为内的,而目前,上颗粒自动产品以单主。
该文设计了一种PVC颗动称机,以PLC为控,通过控器模块、电磁阀来控的动作,人工,25~50ky级的PVC颗动供料、称、给袋、、、输轻了工人的劳动,提高PVC颗粒的包装效率。
关键词:PLC;PVC颗粒;自动称重包装;双层包装袋中图分类号:TH138;TP23文献标志码:B文章编号:1008-0813(2021)02-0031-050引言动颗机产品的机械化与自动化,大了生产,动,的颗机以7%的,中国动设备最快的国家,动和机械的发展趋势〔1'2]oPVC(Polyvinyl Chloride)聚氯乙烯)颗粒作为常用的品,价格、用途广泛,可用管、、和汽车配件等品。
PVC颗受潮,其品的受到较大,其表面可得,泽,易产汽泡,或颗o了PVC颗粒在存储和运输过程中受潮,通在颗备采用编织,编织袋作,作内。
目前,上颗动的产品 较小,主要适用品、产品的,且仅聚丙或聚的单,上较大量级的动机械。
本文设计了:收稿日期:2020-11-11基金项目:浙江省教育厅科研项目(Y201941518)作者简介:(1983-),男,浙江人,副教授,硕士,主要从事机械设计教学与研究工作。
基于PLC控制的自动药粒罐装系统设计
基于PLC控制的自动药粒罐装系统设计1. 引言自动药粒罐装系统是一种利用PLC控制技术实现药粒罐装的高效率系统。
随着医药行业的发展,对药品生产的要求越来越高,传统的手动罐装方式已经无法满足生产效率和质量的要求。
因此,设计一种基于PLC控制的自动药粒罐装系统对于提高生产效率和质量具有重要意义。
2. 系统设计2.1 系统结构自动药粒罐装系统主要由PLC控制器、传感器、执行机构和人机界面组成。
PLC控制器是整个系统的核心,负责接收传感器信号并根据程序执行相应操作。
传感器用于检测物料位置、重量等信息,向PLC 提供反馈信号。
执行机构根据PLC指令完成相应操作,如开启/关闭阀门、启动/停止输送带等。
人机界面提供操作界面,实现对整个系统进行监控和调节。
2.2 系统工作流程自动药粒罐装系统工作流程如下:1) 启动:通过人机界面输入相关参数,并按下启动按钮。
2) 物料输送:PLC控制器接收到启动信号后,启动输送带,将药粒从储存仓库输送到罐装区域。
3) 传感器检测:传感器检测药粒的位置和重量,并将信号传递给PLC控制器。
4) 罐装控制:根据传感器的反馈信号,PLC控制器判断罐装区域是否满足要求,并控制执行机构开启/关闭阀门进行罐装。
5) 罐装完成:当罐装区域满足要求时,PLC控制器关闭阀门停止罐装,并向人机界面发送完成信号。
6) 停止:根据人机界面的指令,PLC控制器停止输送带和执行机构的工作。
3. 系统特点3.1 高效率自动药粒罐装系统采用了PLC控制技术,能够实现自动化生产过程,大大提高了生产效率。
相比于传统的手动操作方式,系统能够在短时间内完成大量药粒的罐装工作。
3.2 高精度系统通过传感器对物料位置和重量进行实时监测和反馈,在保证罐装质量的前提下,减少了误差和浪费,提高了罐装的精度。
3.3 灵活性自动药粒罐装系统具有较强的适应性和灵活性,可以根据不同药品的特点进行调整和优化。
通过人机界面可以方便地设置不同的参数,适应不同药粒的罐装需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC的颗粒状填充物自动称量及装入系统设计
【摘要】根据颗粒状填充物称量装入操作产生的高危险性,高污染性,生产率低等缺点。
阐述了基于PLC的颗粒状填充物自动称量装入的实现方法,提出了如何用PLC实现开关与气缸控制。
最后对本系统的硬件和软件做了介绍。
【关键词】颗粒状填充物;PLC;称量
1.前言
在工业生产中对颗粒状填充物进行称重及装入,是一种常见的生产过程。
有些散装物料比如说火药,人工填充具有高危险性。
还有石灰,会产生很大的粉尘,采用人工填充时,操作人员会把粉尘吸入肺部,对人体伤害很大。
因此实现散装物料自动称量及填充,可以提高生产效率,降低工人劳动强度,保证操作人员的人身安全。
自动称量及装入工序是整条生产线上关键而又复杂的工序。
本文介绍了西门子S7-300型PLC在颗粒状填充物自动称量及装入系统中的应用,设备可以实现诸如石灰、尿素、火药等颗粒状填充物自动称量与装入,可以广泛用于石油化工、化肥、饲料、建材等行业散装物料的自动称重与包装。
2.称量装入系统组成和工作原理
对颗粒状填充物的自动称量分为粗称和细称两步。
首先设置好要称量的重量。
当载有填充筒的输送车在PLC控制下准确运至该工位后,锁紧填充筒。
②号蝶阀关闭,①号蝶阀完全打开,斗内的颗粒状填充物开始从①号蝶阀上面漏到②号蝶阀上面的空间内,空间下面装有电子称重天平。
当天平指示重量为设置重量的90%时①号蝶阀关闭80%完成粗称。
①号蝶阀打开20%,继续漏料当电子天平所指示的值与设置值吻合时,完成细称。
PLC会控制气动开关动作,使①号蝶阀关闭。
①号蝶阀关闭后系统进行自动检测(比如判断填充筒是否夹紧),如果满足排料条件,②号蝶阀打开,开始向填充筒填充,直到将称量的颗粒状填充物装入填充筒内后,②号蝶阀关闭,称量与包装工位工作完毕。
颗粒状填充物称量工位由填充斗、蝶阀、天平、支撑架、步进电机、汽缸、填充筒、夹具、机械手、和承接平板等组成。
其机械结构原理如图1所示。
称重天平电路为惠更斯电路。
电路的功能是把电阻阻值变换量转变为电压输出。
当有散装物料称重时,电路中电阻应变片阻值R1 R 2 R 3 R 4发生变化使重量信号转变成电桥输出的电压信号,然后通过A/D转换,转变为二进制数字量,通过数字量输入模块送入PLC中。
整个系统电气控制结构图如图2所示。
3.称量装入系统硬件设计
称重装入系统控制采用半自动和手动控制两种方式。
本系统采用西门子S7-300型PLC进行控制。
S7-300型PLC在工控领域应用广泛,具有高电磁兼容
性、强抗震性、抗冲击性。
可以适应许多的生产环境。
S7-300型PLC最大的特点是其模块化功能,方便用户掌握。
本控制系统主要模块组成如下:电源模块PS307;CPU模块CPU315;数字量输入模块SM321;数字量输出模块SM322;模拟量输入模块SM331;模拟量输输出模块SM332。
为了与工控机实现通信,还有接口模块IM365;通信处理模块CP341其中输入点13个。
输出点13个。
预留输入点5个,输出点5个。
系统硬件组成如图3所示。
输入/输出地址分配情况如表1所示。
4.称量装入系统软件设计
称量装入系统软件设计流程图所示。
该软件是基于西门子PLC的开发平台STEP7开发完成的S7-300可编程控制器使用STEP7-Micro/WIN32编程软件进行编程。
STEP7-Micro/WIN32编程软件是基于Windows的应用软件,功能强大,主要用于开发程序,也可用于适时监控用户程序的执行状态。
加上汉化后的程序,可在全汉化的界面下进行操作。
本系统采用语句表(STL)开发方式,可以实现梯形图不能实现的功能。
类似于汇编语言,由各条语句组成程序。
S7-300型PLC 的最大特点是模块化编程。
本系统中应用模块功能如表2所示。
在模块FC220中存放有本系统的主要应用程序,实现夹紧,释放,称重,填充手动,自动,报警等功能,如图4所示为模块FC220的流程图。
本系统中工控机的控制软件采用的是WINCC语言,通过该软件的编程,实现对人机界面的控制,比较和分析等功能。
如要显著地降低这种成本,就必须使用简单、高效的组态工具,以及直观、友好的系统。
WINCC再一次指明了这一道路。
WINCC组态软件为实现动画,以及将一个画面对象和一个内部PLC变量相连接是十分简便的。
一旦将一个新的对象放置在画面内,就会出现一个易于编辑的对话框。
WINCC图形设计器能够使用户非常简单地对自己所需要的任何对象属性进行动画设定,并且进行预览。
为了保证总体的灵活性,甚至可以用脚本来增强一个对象的功能。
如图5所示为中控机控制界面。
首先在界面设置称量重量。
在自动控制下,操作者可以在控制界面对称量装入系统进行监控。
观察指示灯的颜色。
①号蝶阀有三种状态:绿色为蝶阀全打开进行粗称;半红半绿为蝶阀不完全打开进行细称;红色为蝶阀关闭状态。
②号蝶阀有两种状态:红色为关闭;绿色为打开。
填充筒也有两种状态:红色亮起为锁紧;绿色亮起为释放。
在界面中还设置有人工操作按钮,在特殊情况下实现人工的手动控制。
5.结论
自动称量装入系统,是自动化生产线中一个重要工位。
采用PLC控制散装物料称量与装入,对工业生产具有重要意义。
可以推广到弹药装配(装入火药),奶粉的生产,尿素包装等工业场合,可以提高生产效率,降低劳动强度,保证人身安全等优点。
参考文献
[1]何玉安.基于PLC的散装粒子自动称量包装系统[J].电气自动化,2006,28(2):72-74.
[2]周雪会.基于PLC和工控机的玻璃配料控制系统设计[J].企业科技与发展.2010,290(20):37-39.
[3]路林吉.可编程序控制器原理及应用[M].北京:清华大学出版社,2002:68-69.
[4]刘喆.自动控制PLC技术述要[J].科技创业月刊.2004(12):l37-138.
[5]何华.深入浅出西门子Step 7[M].北京:北京航空航天大学,2004.。