COLREG(标准规则扫描件)
三副工作职责
三副岗位工作职责:一、掌握驾驶台关键设备(Operation of Bridge Equipment)1、GPS 读取GPS L/L 船位能正确而熟练地标绘在海图上(注意GPS 所用大地基准面WGS 与海图所用大地基准面不同时的修纬度、经度修正);清楚GPS 所示SOG 速度、COG 航向与海图上所标示的计划航向、电罗经操舵航向(可能含误差)之间的关系;能读取偏航误差与设定偏航误差报警限制;能设定抵达转向点的预警范围;能设定锚位职守报警限制;能输入与修改WPT 位置;能修改已设定的GPS 航线中的转向点位置;能从现在船位向新设定的转向点航行;能从现在船位按新设定的GPS 航线航行;能查询Distance To Go 等有关统计资料;2、正确使用雷达(Radar) 正确开启雷达;熟知雷达的局限性;正确调整雷达至最佳工作状态(如量程、调谐、增益、扫描线亮度、雨雪与波浪抑制、同频干扰、回波处理);航向与航速的输入与校准;雷达显示方式(NORTH UP/HEADUP/COURSE UP)的选择;偏心显示设定;雷达运动模式(真运动与相对运动)的设定;显著单物标距离方位定位;电子方位线的使用(如Parallel Index 方法);雷达ARPA 功能的正确使用:矢量设定(矢量时间、真矢量/相对矢量、DCPA/TCPA 警报设置);回波尾迹设定;捕捉适当的目标船;读取目标船航向、航速、DCPA 和TCPA 等参数;判定来船是过船头还是过船尾;试操船;警戒圈设置;雷达锚位监测功能;3、罗经(Gyro and Standard Compass) 读取电罗经主罗经的示数;主罗经与分罗经示数核对;分罗经与主罗经的同步调校;电磁罗经的比对及电罗经异常判断;观测太阳低高度、真出没方位求罗经差;电罗经速度与纬度校正;4、舵(Steering Gear and Autopilot) 操舵模式的正确转换操作(AUTO/HAND/NFU) ;手动(随动)操舵与手柄(直接控制/非随动)操舵的不同;必须实行手动操舵的若干时机;舵机间应急操舵程序;自动操舵的参数设定与调整;5、AIS、VHF 的使用通过AIS 读取来船动态与静态参数;正确使用AIS 的“文本信息”功能;VHF 设备的使用与调整(功率、频道、静噪抑制);用VHF 协调避让;熟悉最基本的协调避让用语(SMNV 和SMCP);进出港VHF 联系用语;6、其他航行灯、测深仪、强光信号灯、莫尔斯操纵信号灯、汽笛等的准备:位置/开启/测试/使用/亮度调节/辨识;二、注意航行当值要点(Keeping Navigational Watch)遵守STCW CODE 第八章中有关值班的规定;遵守MASTE’S STANDING ORDERS AND NIGHT ORDERS;保持正规、连续了望;应尽早提前上驾驶台接班;交接班的内容;定位与航向的校核;如何走在计划航线上;熟悉旋回圈资料;在适当的时机转向;处理好转向与避让的矛盾;危险水域、危险碍航物的判识;海图识图与作业;查阅无线电信号表ALRS 各卷、灯标表等资料;阅读NAVTEX 与EGC 电文并将有关内容标识在海图上;能见度不良时的行动;应当叫船长的若干情形;有船长或引水员在驾驶台时当值;引航水域当值;浮标系统判识;督促当值水手;接收到航务电文后的行动;妥善地记录航海日志;三、掌握海上避让要点(Collision Avoidance)仔细研读COLREG 中第5/6/7/8/9/10/13/14/15/16/17/18/19 条规定;目视了望与雷达了望;特别注意号灯的展示规定;避让时始终要遵循“早、大、宽、清”的原则;避免连续小角度改向避让;要校验避让措施的有效性;用VHF 协调避让时切忌搞错对象;特别注意右侧近距离正横交叉局面中对来船的避让;特别注意右对右近距离对驶局面中对来船的避让;特别注意左侧小角度交叉局面中来船的避让行动;特别注意狭窄水道中、通航分道区域的交叉来船;驶进、驶出分航通道端部要特别警觉;特别注意长时间近距离并驶船只的行动;雷达上通常不能显示周围所有船只;雷达可能不能发现小船;注意避让措施可能导致本船船位明显地偏离计划航线;需要尽快采取避让行动时应避免花费过多的时间通过VHF/AIS 短信来与对方协调;必须使用主机时;四、准备到、离港报告(Arrival/Departure Report)应提前做好到、离港报告。
关于linux的fb_framebuffer 设备驱动
草稿V2.4.01framebuffer设备即帧缓冲设备(简写fb)提供了显示接口的抽象描述。
他同时代表着显示接口的存储区,应用程序通过定义好的函数访问,不需要知道底层的任何操作。
Framebuffer驱动使用的设备节点,通常位于/dev目录,如/dev/fb*.从用户角度看,fb设备和其他/dev下面的设备类似:普通的字符设备,主设备号29,次设备号定义fb的索引。
通常,使用如下方式(前面的数字表示次设备号)0=/dev/fb0第一个fb设备1=/dev/fb1第二个fb设备考虑到向下兼容,可以创建符号链接:/dev/fb0current->fb0/dev/fb1current->fb1fb也是一种普通的内存设备,可以读写其内容。
例如,屏幕抓屏:cp/dev/fb0myfilefb虽然可以像内存设备(/dev/mem)一样,对其read,write,seek以及mmap。
但区别在于fb使用的不是整个内存区,而是显存部分。
通过ioctl可以读取或设定fb设备参数,很重要的一点,颜色表(cmap)也要通过Ioctl设定。
查看<linux/fb.h>就知道有多少ioctl应用以及相关数据结构。
这里给出摘要:-你可以获取设备一些不变的信息,如设备名,屏幕的组织(平面,象素,...)对应内存区的长度和起始地址。
-也可以获取能够改变的信息,例如位深,颜色格式,时序等。
如果你改变这些值,驱动程序将对值进行优化,以满足设备特性(如果你的设定,设备不支持,返回EINVAL)。
-你也可以获取或设定部分颜色表。
所有这些特性让应用程序十分容易的使用framebuffer设备。
Xserver可以使用/dev/fb*而不需知道硬件的寄存器是如何组织的。
XF68_FBDev是一个用于位映射(单色)Xserver,唯一要做的就是在应用程序在相应的位置设定是否显示。
在新内核中,帧缓冲设备可以工作于模块中,允许动态加载。
检验规范通用要求

一、关于检验通用规范的规定1、目的:1.1确保供应商供应的产品质量符合我公司以及国家标准规定的要求。
1.2我公司生产的产品满足客户要求并符合国家、国际及地区的法律法规;2、范围:2.1公司所有产品的采购、生产、转运、储存、包装、发货的通用要求。
2.2本公司的所有检验人员以及与产品质量有关的其他人员;3、通用检验规范3.1公司所有产品(原材料,半成品,成品)原则上均需执行抽样检验,合格品才能入库或出货3.2检验员以满足客户需求为宗旨,对每一批来料入库或出货执行下述项目之检验:3.2.1包装、标签、数量、型号等项目的核对3.2.2产品规格(外观、结构、装配、电气性能、安全规定)做选择性或必要性之检验。
(1)若客户有特殊要求,则按客户要求检验(2)若产品出货到有ROHS要求国家或地区,其来料产品或出货产品要求能满足ROHS要求3.3抽样计划3.3.1一般特性采用,均以GB2828-2003单次正常随机抽样一般检验水平Ⅱ;特殊特性采用,均以GB2828-2003单次正常随机抽样特殊S-2水准;AQL值:CR(致命缺陷): 0 MA(重要缺陷): 0.4 MI(次要缺陷): 1.0定义:CR(致命缺陷):指产品存在可能对生产者或使用者造成人身意外伤害或可能造成客户抱怨之财产损失、违反法律法规及环境规定。
(安全/绿色环保等)MA(重要缺陷):产品某一特性为满足规定要求(结构或功能)或严重外观缺陷。
MI(次要缺陷):产品存在一些不影响功能与使用性的缺陷(一般指外观小瑕疵)。
3.3.2检验项目大致可区分为:a.外观检验b.尺寸、结构性检验c.电气特性检验d.化学特性检验e.物理特性检验3.3.3检验方法大致可区分为:a.外观检验:一般用目视、手感、限度样本。
b.尺寸检验:如游标卡尺、量表。
c.结构性检验:如拉力计、扭力计。
d.特性检验:使用检测仪器或设备(如万用表、电容表、试剂、试验机等)。
3.3.4检验分类:产品(原材料,半成品,成品)因供料厂商的品质信赖度,公司生产熟练度及物料的数量、单价、体积等区分为全检、抽检、免检。
COMPAQ检验规范(doc 10)
COMPAQ检验规范(doc 10)部门: xxx时间: xxx整理范文,仅供参考,可下载自行编辑COMPAQ检验规范1 SCOPE范圍This specification defines the COSMETIC requirements for DESKTOP, PORTABLE, SERVER AND OPTION PRODUCTS EXCLUDING DISPLAY AREAS FOR LCD PANELS AND MONITORS, AND KEYBOARDS USED IN PORTABLE PRODUCTS. See individual drawings for cosmetic requirements for assemblies excluded herein.此文件規定桌面式主機,便攜式主機,服務器, 選擇性產品(LCD面板和顯示器等顯示部件除外),以及便攜式產品所用的鍵盤的外觀要求.除此之外的外觀要求看單個部件的工程圖.2. REFERENCE DOCUMENTS 參考文件2.1 APPLICABLE DOCUMENTS 可適用的文件The following documents form a part ofthis specification to the extent specified herein.Unless otherwise indicated, the document isof the issue in effect on the date of invitation to bid or request for proposal.以下文件為規格說明的一部分,除非有特別說明,這些文件以其發行時作為有效版本.101294 “Finish Requirements, Sheet Metal.” Compaq Document“金屬要求,金屬片”Compaq 文件102540 “Specification, Cosmetic Requirements, Binders.” Compaq Document“規格,外觀要求,粘合劑” Compaq 文件102541 “Specification, Cosmetic Requirements, Text.” Compaq Document“規格,外觀要求,結構” Compaq 文件106163 “Specification, Cosmetic Requirements,Labels/Logos.” Compaq Document“規格,外觀要求,標貼/標識” Compaq 文件106382 “Specificati on, Cosmetic, Diamond-Cut Logo.” Compaq Document“規格,外觀要求, Diamond-Cut標識” Compaq 文件06413 “Specification, Cosmetic Requirements, Plastic.” Compaq Document“規格,外觀要求,塑膠件,” Compaq 文件106840 “Specification, Corrugated Containers.” Compaq Document“規格, 瓦楞包裝” Compaq 文件2.2 ORDER OF PRECEDENCE 優先順序In the event of a conflict between this document and the manufacturing process details,the manufacturing process details shall take precedence.如果本文件與制程明細有衝突的話,以制程明細為准.In the event of a conflict between this document, reference documents and piece part drawings, the piece part drawing will take precedence.如果此文件,參考文件及單個部件圖面之間存在衝突的話,以部件圖面為准.3. INSPECTION METHOD 檢測方法3.1 VISUAL INSPECTION 目測Inspection shall be conducted as follows:檢測按以下方法進行3.1.1 Lighting 燈光Visual inspection shall be conducted under normal shop lighting (100±20 footcandlescool white fluorescent illumination).檢測必須在一般的工場燈光強度下進行.( 100±20英尺燭光單位的螢光照射強度)3.1.2 Position 位置1. Place the assembly or piece part 18 to 24 inches (arms length ) in front of person performing the inspection.將組品或單個部件放在檢測者前18 到24英寸(手臂長)的位置執行檢測.2. The assembly or piece part shall be viewed in two positions, normal to the inspector and perpendicular to the surface (±45 degree).從兩個不同的位置察看組品或單個部件, 與檢測者垂直和與表面垂直(±45度)3.2 DEFINING REJECT CRITERIA 定義判退標准1. Imperfections less than 0.1 inch in diameter are considered not visible.直徑小于0.1英寸的瑕疪可認為是不可見的.2. The defect must be seen in both viewing positions, see Section3.1.2(2) of this document.缺陷必須是在兩個檢測位置都是可見的.參考本文件的3.1.2(2)3. If a possible reject is found, refer to the appropriate surface class for the rejection criteria.如果發現可批退產品, 將其歸類到適當的表面等級中,作為判退標准.4. Suspected rejects found while viewing outside of the established inspection parameters shall not be considered in the rejection of the part or assembly.在已建立的檢測參數外發現可疑的次品不應該看作是判退部件或組品.5. Classify or group imperfections in order to make the assembly acceptable if possible. Example:Multiple scratches could be classified as an abrasion and then the defect could be acceptable.可能的話,歸類瑕疪,以使其組品可被接受.例如: 多重的刮傷可視為磨傷,則此缺陷為可接受.3.3 DEFINITION OF CLASSESS 等級定義區域Class I areas shall be defined as areas in continuous view of the operator. Class I areas are the most critical for cosmetic requirements.一級區域為經常可被檢測者看到的區域.一級區域的外觀要求是最重要的.Examples: Desktop: Top and front of computer例: 桌面式: 計算機的上面和前面Portable: LCD and Keyboard bezel of computer in view when opened.便攜式: 打開后見到的LCD和鍵盤面板.Server: Tower: Top and Front of computer.服務器: 塔型: 計算机的前面与上方.Server: Rack: LCD display服務器: 支架型: :LCD 顯示.Monitor: Front of monitor.顯示器: 顯示器的前面.Keyboard: Top and front edge of keyboard.鍵盤 : 鍵盤上部與前邊.級區域Class II areas shall be defined as areas occasionally in view of the operator. Class II cosmetic requirements are not as stringent as Class I requirements.二級區域是偶爾可被檢測者看到的區域.二級區域的外觀要求沒有一級區域嚴格.Examples: Desktop: Back and sides of computer例 : 桌面式: 計算機的后面和兩邊.Portable: Top, sides, bottom and back of computer in view when closed. All textured surfaces not covered by Class I examples above.便攜式: 計算機關上后所看到的上面,兩邊,底部和后部.即所有一級區域未提及之咬花表面.Server: Top and sides of computer.服務器: 計算機的上面和兩邊.Monitor: Top and sides of monitor.顯示器: 顯示器的上面和兩邊.Keyboard: Sides of keyboard.鍵盤: 鍵盤的兩邊.3.3.3 Class IIIAreas 三級區域Class III areas shall be defined as areas seldom seen by the operator. Class III cosmetic requirements are not as stringent as Class II requirements.三區為很少能被檢測者看到的區域.三區的外觀要求沒有二區的那么嚴格.Examples: Desktop: Bottom and recessed areas on back of computer例 : 桌面式: 計算機底部和背部的較隱蔽區域.Portable: Surfaces behind access doors and non-textured surfaces of computer.便攜式: 接口后面的表面及計算機的非咬花表面.Server: Back of computer.服務器: 計算機的后面.Monitor: Back, base and bottom of monitor.顯示器: 顯示器的背面,底座及底部.Keyboard: Back and bottom of keyboard.鍵盤 : 鍵盤的背部和底部.3.3.4 Class IV Areas 四級區域Class IV areas shall be defined as areas never seen by the operator. Class IV cosmetic requirements are the leastcritical in this document.四級區域為檢測者看不到的區域.四級區域的外觀要求在此文件中是最不重要的.Example: The inside of computer, monitor and keyboard.例: 計算機,顯示器和鍵盤的內部.4. SHEET METAL 金屬片4.1 GENERAL REQUIREMENTS 總體要求4.1.1 Plated Surfaces 電鍍表面4.1.1.1 Plating Adhesion 電鍍附著力Blisters are not acceptable. Improper adhesion which exposes bare metal is not acceptable.砂眼不可以接受.暴露金屬底材的電鍍附著不可接受.4.1.1.2 Oxidation 氧化作用Oxidation (rust), red or white, is acceptable on sheared edges of preplated materials only.(exception: see Section4.5.1.4; Color Uniformity) Color discontinuities (streaks, stains, blotches. etc.) are acceptable.氧化(生銹), 紅色或白色, 僅僅可接受出現在電鍍前材料的削邊部分.(例外: 看4.5.1.4之顏色一致性)顏色的間斷(條紋,污跡,污點等)是可以接受的.4.1.1.3 Arching Marks 弧形標記One mark per part less than 0.8 inch in diameter is acceptable. Discoloration of surface or edge is not acceptable.每個部件上直徑小於0.8英寸的標記是可以接受的.表面和邊部的色差不可接受.4.1.1.4 Stamping Marks 印模標記Normal stamping marks are acceptable.正常的印模標記是可以接受的.4.1.1.5 SurfacePhenomena 表面現象Light streaking or water spotting occurring as a normal part of the plating or conversion coating process is acceptable.輕微的條紋或水點,因其可視為電鍍或轉換烤漆的一個正常部分,則認為可接受.4.1.2 Cleanliness清潔度Assemblies shall be free of dirt, grime, grease, oil and other contaminants. Dust caused by shipping material is acceptable if it can be blown off with air. Cosmetic surface shall be free of adhesive contaminants.組品必須是無塵,無垢,無脂,無油及其他雜質. 運輸物料而造成的灰塵,如果可以用气吹掉則認為可以接受的.外部表面不可有粘性雜質.4.1.3 Painted Surfaces 烤漆表面4.1.3.1 PaintAdhesion 烤漆附著Blisters and other signs of improper adhesion, which expose bare metal, are not acceptable.汽泡及因不適當的粘貼而引起的金屬底材暴露是不可以接受的.4.1.3.2 ColorUniformity 顏色一致性The color and texture of a painted surface shall be uniform. The color and texture may vary from surface to surface, but it may not vary within the same surface.烤漆表面的顏色及咬花應該是一致的.不同表面其顏色或咬花可以不同,但同一表面的顏色和咬花必須一致。
3 文件和表格的基本要求 GBT19023
表格和文件的基本要求
制作:程江勇 日期:2015年3月17日
说明:备注中的红色字体为必须项,绿色字体为建议项。
1、表格的基本要求(记录表)
定义:用于记录质量环境管理体系所要求的数据的文件。
当表格中填写了数据,表格就成了记录。
(3.2
必须5,建议5
2、作业指导书(三级文件,现场的操作文件,通常适用于某一职能内的活动。
)
定义:有关任务如何实施和记录的详细描述。
(3.1)
注1:作业指导书可以形成文件,也可以不形成文件。
(根据具体操作的影响程度来定)
注2:作业指导书可以是详细的书面描述、流程图、图表、模型、图样中的技术注释、规范、设备操
作手册、图片、录像、检查清单,或这些方式的组合。
作业指导书应当对适用的任何材料、设备和文
件进行描述。
必要时,作业指导书还可包括接收准则。
略程度应当足以对活动进行控制。
如果相关人员已
经获得了正确开展工作所雪的必要信息,培训可以
降低对作业指导书详尽程度的需求。
3、程序文件
4、质量手册。
企业管理表格品质管理c纵表格

标准 工时
标准 不良 率
制
订
制成
修 订
符号
①
②
③
④发行ຫໍສະໝຸດ 部门品管制造
技术
审核
日期
签收
核可
修订者
说明:
2
六
日期:
控制员:
型号
检验 时间
抽检 数量
控制 项目
规格
检验结果
处理
X
R
士 36
说明:
2
六
日期:
项 次
机种
型号
不良内容
送修部门
修理员
使用时间
(分)
使用部件
1
2
3
4
5
6
7
8
9
10
11
12
13
产 品 品 质
1
孔径(用塞规)
2
缺孔(样板)
3
刮痕
说明:
2
六
品名型号
工序号
工序 名称
品质标准
作业标准书号
项次
项目
规格
检验方法
备注
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六
产品号工序
工序名称
检验标准 编号
图示
操作说明及注意事项
检验项目
项 次
项目
规格
检验方法
使 用 物 料
项次
名称
规格
数量
项次
名称
规格
数量
厂长认可日期
说明:
2
3
六
No.
【标准规范】合格评定标准和规定要求的编写指南

ISO/IECCD17007合格评定--合格评定标准和规定要求的编写指南目录前言iv介绍.............................................................................................v1范围 (1)2规范性引用 (1)3术语和定义 (1)4原则 (2)4.1合格评定对象的规定要求与合格评定活动的规定要求相分离24.2合格评定活动相关方的灵活性24.3合格评定功能法34.4合格评定结果的可比性34.5合格评定中最好的实践45规定符合性对象要求的标准性文件的编写指南 (4)5.1规定要求的形式和内容45.2选取包括取样55.3确定,包括检测和审核方法66合格评定制度规定要求的标准型文件的编写指南 (6)6.1识别合格评定制度需求66.2风险评价86.3设计合格评定制度86.4合格评定制度的规定要求86.5认可,同行评审和其他形式的承认96.6合格评定结果的相互承认9参考书目……………………………………………………………………………10"亡>A前言国际标准化组织(ISO)是国家标准机构(ISO成员机构)的全世界联盟。
国际标准的制定工作通常是通过ISO技术委员会来完成的。
每个对已成立的技术委员会的学科领域感兴趣的成员机构都有权参加该委员会的工作。
与ISO保持联络的其它国际组织、政府或非政府组织也可以参加这方面的工作。
ISO与国际电工委员会(IEC)在所有电工技术标准化方面合作紧密。
在合格评定领域,ISO合格评定委员会负责制定国际标准和指南。
国际标准是依照ISO/IEC导则第二部分起草的。
国际标准草案分发给成员机构以供其投票。
一个国际标准的发布要求必须是在投票的成员机构中至少75%的赞成率。
注意,存在本文件的部分要素受专利权保护的可能性。
ISO不应当承担识别任何或全部专利权的责任。
ISO/IEC17007由ISO合格评定委员会(CASCO)制定。
驾驶台资源管理---ARPA的正确使用!

驾驶台资源管理---ARPA的正确使⽤!ARPA的使⽤避碰规则第七条,避碰危机(a) 各船舶应利⽤各种可能适当⽅法,在当前环境与情况下, 分析是否有避碰危机存在,如有任何可疑之处,此危机应视为存在。
(b) 若装雷达并能作业时,应于适当使⽤,包括长距程扫描,亦能及早获得碰撞危机之警告,并⽤雷达测绘或类似之系统设备,观测已测出之⽬标。
(c) 切勿依据不充分资料,尤其不充分之雷达资料,擅作假设。
(d) 在分析是否有碰撞危机存在时,应考虑下列各项:(i) 如果驶近船舶之罗经⽅位⽆显著改变时,碰撞危机应视为存在;(ii) 虽然驶近船舶之⽅位明显改变,碰撞危机有时仍然可能存在,尤其当接近⼀巨型船或拖曳船,或逼近另⼀船。
影像越来越⼤的⽬标,都是碰撞的可能⽬标在COLREG第七条(a)项如有任何可疑之处, 避碰危机应视为存在。
主要是当他船的⽅位改变并不明显的时候,⿎励让路船采取适当⾏动,以避免碰撞。
还有⼀个很有趣的现象,可以相互⽐照,对航空业所谓的”空中碰撞”所做的研究显⽰,有⼀个现象叫做”花开效应” 。
如果⼀个⽬标的影像变得越来越⼤时,可能表明,这时碰撞危机是⽴即存在的,因为⽬标的⽅位不变,影像才会变得越来越⼤。
当这个⽬标影像的变⼤,⽐他的⽅位改变还要快速的时候,影像才会变得越来越⼤。
这时当值船副,就会怀疑碰撞危机,是否可能发⽣了?此时,就需要使⽤第七条(a)项的规则,此危机应视为存在。
图5-3见上图,虽然他船的船头,原罗经⽅位线(绿⾊线左图⼀)与其后相对⽅位线(黄⾊线右图四)的⽅位变⼩,但是实际上,他船与本船的距离,却越来越近。
即使碰撞位置,已经不是他船的船头。
表⽰原始的碰撞⽅位上,仍然有问题存在。
这时碰撞危机,就会变的很难确⽴?我们只要⽐照,右边最后⼀个图形,黄⾊的船头相对⽅位线与原始的相对⽅位线(绿线)差距,就可以明⽩。
影像变得越来越⼤,船头的相对⽅位变⼩,表⽰不会撞到船头,但并不表⽰不会撞到他船的船舯,除⾮他船船艉的相对⽅位也减少到零。
小家电————成品检验标准
目录
前言
Q/GAL00GL08C019—2009《赠品检验标准要求》是广东格兰仕集团有限公司质量管理标准之一。
本标准在修订时根据体系运行的实际情况并征求了各相关部门的意见,在符合性及可操作性等方面进一步完善。
本标准由广东格兰仕集团有限公司标准化委员会提出。
本标准由广东格兰仕集团有限公司全质办归口。
本标准起草单位:集团全质办。
本标准所述赠品暂分为七大类(后续可再增补):
●A类:电器类,主要包括电风扇、电饭煲、豆浆机等;
●B类:玻璃陶瓷类,主要包括烹调玻璃碗等;
●C类:塑料件类,主要包括保鲜盒、饭勺、汤勺等;
●D类:刀具类,主要包括厨具六件套、刀具组合等;
●E类:布料类,主要包括床上用品、沙滩椅等;
●F类:金属类,主要包括蒸锅、奶锅、汤锅等。
本标准主要起草人:宋振威、陈永柱、翟谦章、林波、陈天柱、任秋云、曾卫欢、苏永诚等。
本标准是在本公司现行的管理基础上进行编制,自2009年11月25日首次按标准化要求发布。
一次抽样检验方案:。
标准化文件格式要求

标准化文件格式要求《关于标准化文件格式要求的那些事儿》嘿,大家好呀!今天咱就来聊聊这个标准化文件格式要求。
说实话,这玩意儿啊,就像家里的规矩一样,得有,还得遵守,不然就乱套啦!咱就先说说这字体字号吧。
你说一个文档里要是大大小小、花花绿绿的字体字号,那看起来得多累呀!就好像一群人在那儿七嘴八舌吵闹个不停,谁也听不清谁。
所以啊,标准化就规定好了,该是啥字体字号就啥样。
这样一打开文档,清清爽爽,看着就舒服。
再说说段落排版,那也是有讲究的嘞!段落之间该空几行,每行该留多少空白,都不是随便乱来的。
这就好比一群人排队,得站得整整齐齐的,不能有的靠前有的靠后,那多不美观呀!一个个段落排得整齐有序,咱读起来也顺畅不是。
还有那个标题,那可是文档的门面啊!标准化要求标题要突出,要显眼,就像商店门口的招牌一样。
要是标题乱七八糟的,咱都不知道这文档是讲啥的。
有时候我就想啊,这标准化文件格式要求是不是就像个严格的老师,在那时刻盯着我们,稍有不对就给我们扣分。
不过呀,仔细想想,还真得感谢这个“老师”。
有了它的约束,咱的文档才能看起来专业、规范。
记得有一次,我偷懒没按标准格式来,那文档交上去之后被打回来重改,那叫一个尴尬呀!从那以后,我就长记性了,老老实实按照要求来。
其实这标准化文件格式要求也不难遵守,就像我们每天起床要洗脸刷牙一样,养成习惯就好啦。
而且等你习惯了之后,你会发现效率也提高了,因为你不用再纠结字体字号啥的,直接就开干。
总之呢,标准化文件格式要求虽然有时候让人觉得有点麻烦,但它真的很重要。
它就像一道亮丽的风景线,让我们的文档变得更加漂亮、规范。
所以呀,大家还是乖乖遵守吧,让我们一起做个“标准化”好公民!哈哈,希望大家都能轻松愉快地搞定这些标准化文件格式要求,让我们的工作和学习更加顺利!。
A(规范性附录)登记表格式
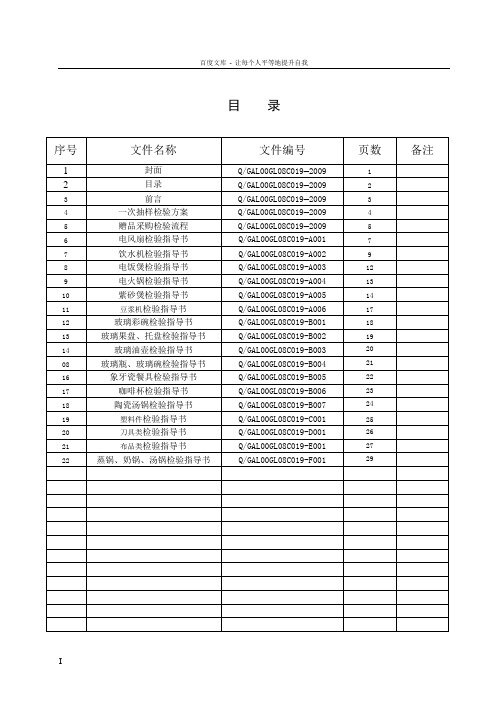
表A.1电子文件登记表(首页)
文
件
特
征
形成部门
完成日期
载体类型
载体编号
通讯地址
电话
联系人
设
备
环
境
特
征
硬件环境(主机、ቤተ መጻሕፍቲ ባይዱ络服务器型号、制造厂商等)
软件环境
(型号、版本等)
操作系统
数据库系统
相关软件(文字处理工具、浏览器、压缩或解密软件等)
文
件
记
录
特
征
记录结构(物理、逻辑)
记录类型
口定长
口可变长
口其他
记录总数
总字节数
记录字符、图形、
音频、视频文件格式
文件载体
型号:
数量:
备份数:
口一件一盘口多件一盘
口一件多盘口多件多盘
制
表
审
核
填表人(签名)
年月日
审核人(签名)
年月日
表A.2电子文件登记表(续页)
第页
文件编号
题名
形成时间
文件稿本代码
文件类别代码
载体编号
保管期限
备注
表A.3归档电子文件移交接收检验登记表
填表人(签名)年月日
审核人(签名)年月日
单位(盖章)年月日
表A.7归档电子文件迁移登记表
源系统设备情况
硬件系统:
系统软件:
应用软件:
存储载体:
目标系统设备情况
硬件系统:
系统软件:
应用软件:
存储载体:
被迁移归档电子文件情况
记录数:字节数:
迁移时间:
操作者:
填表人(签名)年月日
水产品运输船法定检验暂行规定

第8章无线电通信设备8.1 一般规定8.1.1本章的规定适用于小于300总吨的水产品运输船。
8.1.2本章的规定并不妨碍任何船舶、救生艇、筏或人员在遇险时,为处理引起注意、表明其位置和获得援助而采取的任何手段。
8.2 无线电员8.2.1 每艘船舶应配备有能胜任遇险和安全无线电通信的人员。
这些人员应持有无线电规则规定的相应证书。
在遇险时,应指定其中任何一人主要担负无线电通信的责任。
8.3 值班8.3.1每艘船舶在海上时:(1)安装有甚高频(VHF)无线电装置的船舶,应在VHF的DSC70频道保持连续值班;(2)安装有中∕高频(MF/HF)无线电装置的船舶,应在DSC遇险和安全频率2187.5kHz和8414.5kHz频率上以及至少在DSC遇险和安全频率4207.5kHz、6312kHz、12577kHz和16804.5kHz中的一个频率上保持连续值班,视一天中的适当时间和船舶所在的地理位置而定。
可用扫描接收机来保持该值班;(3)安装有INMARSA T船舶地面站的船舶,应对卫星岸对船的遇险报警保持连续值班。
8.3.2每艘船舶在海上时,应在向该船舶航行区域播发海上安全信息的适当的频率或多个频率上,对海上安全信息的播发保持无线电值班。
8.4 无线电记录8.4.1 每艘船舶应备有无线电记录簿,记载有关海上人命安全具有重要性的涉及无线电业务的一切事件。
记录应符合无线电规则的要求。
8.5 维护和测试8.5.1船舶应对本章要求的无线电设备予以维护和保养,以保证其有效的功能要求,并满足对这些设备所建议的性能标准。
8.5.2船舶应备有无线电装置和∕或设备的足够的技术资料,以便对其进行正确的操作和维修。
对于GMDSS系统应考虑IMO颁布的指南1。
8.5.3应急卫星无线电示位标应在船上或认可的试验站进行年度测试,年度测试时应对示位标操作有效性的各个方面进行年度测试,着重注意检查工作频率上的发射情况、编码及注册项目。
年度测试应在无线电安全证书到期日或年度检验日前后3个月进行。
文件控制标准中英文对照版

1.0目的为了确保和格里森文件&记录控制管理系统的规定要求保持一致,特此为格里森刀具(苏州)(下文称GCTS)建立一个本地标准,并且明确职责和方法,GCMS-P-01。
2.0职责为文件和记录管理系统明确代表和/或指定人员是每个现场/设备(管理人员)的职责。
3.0定义控制文件:在安全的环境下被唯一地标识和维护的文件。
流程:为了进行一个活动或过程规定的方法。
表格:用于数据收集的文档记录。
记录:达成结果的文件说明或者活动执行的证据。
作业指导:为了完成一项作业而约定好的并且已经备有文件证明的方法。
受控拷贝:被一个或多个下列方法确定过的文件:被授权的人员标记,铭刻,凸字或者包含一个内嵌许可。
文件审批:授权对受控文件进行审查,更新和重新审核。
保留期限:维持一个受控文件所需的最小和/或最大时间。
微小变化:格式、语法或拼写纠正、标题的变化。
1.0PURPOSE:Establish a local standard for Gleason CuttingTools Suzhou (hereinafter referred to as GCTS)and define responsibilities and methods to ensureconformance to the requirements prescribed inthe Gleason Management SystemDocumentation for Document & Record Control,GCMS-P-01.2.0RESPONSIBILITY:It is the responsibility of each site/facility toidentify representative(s) and/or designee(s) forthe document and record management system. 3.0DEFINITIONS:Controlled Document: Document uniquelyidentified and maintained in a securedenvironment.Procedure: Specified way to conduct an activityor process.Form: Document for data collection of records.Record: Document stating results achieved orevidence of activities performed.Work Instruction: The agreed upon anddocumented way to complete a task.Controlled Copy: Document identified by one ormore of the following methods; signed, stamped,embossed or contains an embedded permissionby authorized personnel.Document Approval: Authorization to review,update and reapprove controlled documents.Retention Period: Minimum and/or maximumtime required to maintain a controlled document.Minor Change: Formatting, grammar and orspelling corrections, title changes.4.0流程4.1文件控制4.1.1作为最低要求,每一个受控的GCTS文件都应该包含一个唯一的标识,GCTS(Gleason CuttingTools Suzhou)前缀,标题,文件号,发行日期,修订号,修订日期,授权和发布地点。
文件系统符合性检查单(GAP)
CNAS-WI13-02-17-C/0
第 1 页 共 9 页
文件系统符合性检查单(GAP)
受评审方: 地址: 电话: 传真: EMAIL:
评 审 方: 中国合格评定国家认可委员会(CNAS ) 评审员: 日 期: 年 月 日
说明:
1.从事良好农业规范认证的认证机构应满足CNAS-CC02《产品、过程和服务认证机构要求》以及CNAS-SC21《良好农业规范(GAP)认证机构认可方案》的要求。
2.本检查单依据CNAS-SC21:2017《良好农业规范(GAP)认证机构认可方案》编制,作为文件系统符合性检查单(产品)的补充。
3.认证机构在填写检查单第三列时,不仅需填写与准则要求所对应文件的具体条款,还应简要描述为满足认可准则要求所采取的具体措施。
如涉及到手册和程序文件以外的文件,则提交文审材料时应将这些文件一并提交。
4.评审员应逐项对认证机构文件的符合性进行评价,将发现的认证机构文件存在的问题记入“问题描述”栏,并进一步记录所发现问题的纠正情况,描述最终的文件符合性,且需在本文件首页签字。
第2 页共9 页
第3 页共9 页
第4 页共9 页
第5 页共9 页
第7 页共9 页
第8 页共9 页
第9 页共9 页。
GDP良好的文件规范

签名
合法签名中,要至少包括名的缩写和姓的简 写(缩写),接着写上签名日期。签名的 字迹须清晰可辨。至于个性签名,须提供 签名样本与印刷本做为印证或在签名索引 中列出。
Recorder Responsibilities
Any person making data entries must sign and date the entry. Multiple recorders should initial in the proximity of the testing they were responsible for and sign at the bottom of the page.
Why GDP
Falsification of any quality system documentation is considered as fraud by the FDA. Any incident of falsification will result in an investigation.
Consecutive or real time indicates not before or after but as measurement, test results or investigation is proceeding.
Consecutive data. Original raw or real time data (observations) printed out or obtained as the work is being done or as the observations are being made. For example, instrument/equipment data printouts, specimens, strip charts, temperature recording charts, readings, graphs, drawings, etc.
国际海上避碰规则
国际海上避碰规则目录简介内容附录一附录二附录三简介内容附录一附录二附录三简介国际海上避碰规则,英文名称:International Regulations for Preventing Collisions at Sea(COLREGS),是为防止、避免海上船舶之间的碰撞,由国际海事组织制订的海上交通规则。
《国际海上避碰规则》(International Regulation for the preventing Collision at Sea)原是政府间海事协商组织制定的《国际海上人命安全公约》1948年文本的第2附件,1972年修改后成为《1972年国际海上避碰规则公约》的附件。
它是为确保船舶航行安全,预防和减少船舶碰撞,规定在公海和连接于公海的一切通航水域共同遵守的海上交通规则。
该规则规定凡船舶及水上飞机在公海及与其相连可以通航海船的水域,除在港口、河流实施地方性的规则外,都应遵守该规则。
规则主要是有关定义、号灯及标记、驾驶及航行规则等。
规则对船舶悬挂的号灯、号型及发出的号声,在航船舶自应悬挂的号灯的位置和颜色,锚泊的船舶悬挂号灯的位置和颜色,失去控制的船舶必须使用的号灯和号型表示,船舶在雾中航行以及驾驶规则等,都作了详细的规定。
我国于1957年同意接受《国际海上避撞规则》。
《1972年国际海上避碰规则公约》(以下简称《规则》)自1977年7月15日生效以来,国际海事组织(IMO)于1981年、1987年、1989年、1993年、2001年和2007年分别对《规则》进行了修正。
其中,前五次修正都已陆续生效,2007年的修正案于2009年12月1日正式生效。
第一章总则第一条适用范围1.本规则条款适用于在公海和连接公海可供海船航行的一切水域中的一切船舶。
2.本规则条款不妨碍有关主管机关为连接公海而可供海船航行的任何港外锚地、港口、江河、湖泊或内陆水道所制定的特殊规定的实施。
这种特殊规定,应尽可能符合本规则条款。
规范化检验标准制定管理制度

规范化检验标准订立管理制度第一章总则第一条目的和依据1.为了规范医院的检验服务、提高检验质量,保障患者的健康和安全,订立本管理制度。
2.本制度依照国家有关法律法规、行业标准和医院相关规定订立,适用于本医院全部检验科室。
第二条适用范围本制度适用于医院内的全部检验科室,包含临床检验、病理检验、微生物检验等。
第三条定义1.检验标准:指医院针对不同检验项目订立的规范,包含样本手记、检测方法、分析标准等。
2.检验科室:指医院内进行检验工作的科室,由合格的医学检验人员构成。
第二章检验标准订立流程第四条订立标准的依据1.检验标准应以国际、国家和行业相关标准为基础。
2.检验标准应结合医院的实际情况和需求,经过科学、系统的分析和评估。
第五条订立标准的程序1.检验科室应设立标准订立小组负责检验标准的订立工作。
2.标准订立小组应由医院检验科室主任或副主任牵头,由检验科室相关人员构成。
3.订立标准前,标准订立小组应进行专题研讨,明确标准订立的目的和依据。
4.标准订立小组应依据不同检验项目的特点,订立相应的标准订立方案。
5.标准订立方案应经过医院的相关部门审批后才可以执行。
第六条标准订立的要求1.检验标准应具有科学性、准确性、规范性和可操作性。
2.检验标准应掩盖检验的每个环节,包含样本手记、检测方法、设备要求、分析标准等。
3.检验标准应依据检验科室的实际情况和需求不绝进行修订和更新。
第七条标准发布和执行1.经过审批的标准应及时发布到医院内部,确保各检验科室及时掌握并执行。
2.医院应建立标准宣传和培训机制,提高医务人员对检验标准的认得和理解。
3.医院应定期进行标准的执行情况检查和评估,以确保标准得到有效执行。
第三章相关责任和权益第八条检验科室责任1.检验科室应严格依照检验标准进行工作,确保检验结果的准确性和可靠性。
2.检验科室应及时修订和更新检验标准,确保标准的实效性和可操作性。
3.检验科室应加强对医务人员的培训和引导,提高他们的专业水平和技能。