焊材的国标与美标
焊材母材对照
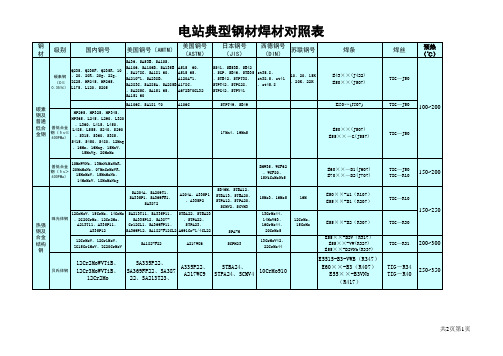
E60××—D1(J607) E70××—D2(J707)
TIG—J50 TIG—R10
150~200
A204A、A335P1 、A335P2
15Mo3、16Mo5 13CrMo44、 14MoV63、 16CrMo44、 20CrMo5 13CrMoV42、 22CrMo44
16M
E50××-A1(R107) E55××-B1(R207)
电站典型钢材焊材对照表
钢 材 级别 类 别 国内钢号 美国钢号(AMTM) 美国钢号 (ASTM) 日本钢号 (JIS) 西德钢号 (DIN) 苏联钢号 焊条
E5MoV-××(R507) E9Mo-××(R707) E2-11MoVNi-××(R807) E2-11MoVNiW-××(R817) E9015-b9(R707) CM-9cb (R707) FOXC9MV (707) E1-13-15 (G207) E410-××(G202/G207) E430-××(G302/G207)
1X18HgT、 08X18H0T、 12X18H10T
E308-××(A107/102) E347-××(A137/132) E318-××(A237/232) E309-××(A307/302)
H1Cr18Ni9Ti H1Cr19Ni9 H0Cr19Ni9Si2 H0Cr19Ni9Ti H1Cr19Ni10Nb
屈服强度σs≥(MPa)
抗拉强度 σb≥(MPa) ≥415 ≥510 ≥585 ≥620 ≥415
≥220 ≥400 ≥415 ≥400 ≥275
SA335P22、 A335P22、 STBA24、STPA24 SA369FP22、SA387 10CrMo910 A217WC9 、SCMV4 22、SA213T23、
焊接工艺填充材料标准

焊接工艺填充材料标准
焊接工艺的填充材料标准主要包括以下几类:
1.AWS(美国焊接协会)标准:AWS A5.17标准是针对熔化极气体保护焊用
镀铜钢丝的规范,要求镀铜钢丝应符合相应的化学成分、尺寸、机械性能
等要求,以保证其质量和可靠性。
2.ISO(国际标准化组织)标准:ISO 14344-1标准是针对金属丝和填充材料
的焊接标准,规定了金属丝和填充材料的化学成分、物理性能和焊接工艺
等方面的要求。
3.国家标准:我国常用的焊接工艺填充材料标准包括GB/T 14957-2008《熔
化极气体保护电弧焊用镀铜钢丝》和GB/T 14958-2008《二氧化碳气体保
护电弧焊用镀铜钢丝》。
这些标准规定了镀铜钢丝的化学成分、尺寸、机
械性能等要求,以确保其质量和可靠性。
在选择和使用焊接填充材料时,应根据具体的焊接工艺要求和材料特性进行选择,并按照相应的标准进行检验和控制。
各国焊接材料标准对照

GB/T GB/T AWS JIS Z3352—1988 12470—2003埋弧 A5.23—1990低合 碳钢和低合金钢埋 焊用低合金钢焊丝 金钢用埋弧焊焊丝 弧焊焊剂 和焊剂 和焊剂 同 GB/T JIS Z3324—1999 17854—1999埋弧 不锈钢埋弧焊用实 焊用不锈钢焊丝和 芯焊丝和焊剂 焊剂 JB/T 4747.3—×× 全国锅炉压力容器 承压设备用埋弧焊 标准化技术委员会 钢焊丝和焊剂技术 正组织编制 条件 AWS A5.2—1992 碳钢和低合金钢氧 —可燃气焊接填充 丝 AWS A5.25—1997电渣 Z3324—1988 不锈钢用焊接材料 采用 JIS DIN8556—1986 17854—1999等效 GB/T 用焊剂 与 AWS A5.23相 EN 760—埋弧焊 焊丝外,其它基本 12470—2003中除
AWS A5.9—1993 JIS Z3321—1999 EN 12072—1999 YB/T 5092—2005 不锈钢焊丝和填充 焊接用不锈钢焊丝 不锈钢和耐热钢气 焊接用不锈钢丝 丝 GB/T AWS 和填充丝 JIS Z3334—1999 DIN 1736—1985 15620—1995镍及 A5.14—1997镍及 镍及镍合金焊丝和 镍及镍合焊丝 镍合金焊丝 镍合金焊丝 焊棒 采用 AWS A5.14 15620—1995参照 保焊焊丝和填充丝 GB/T
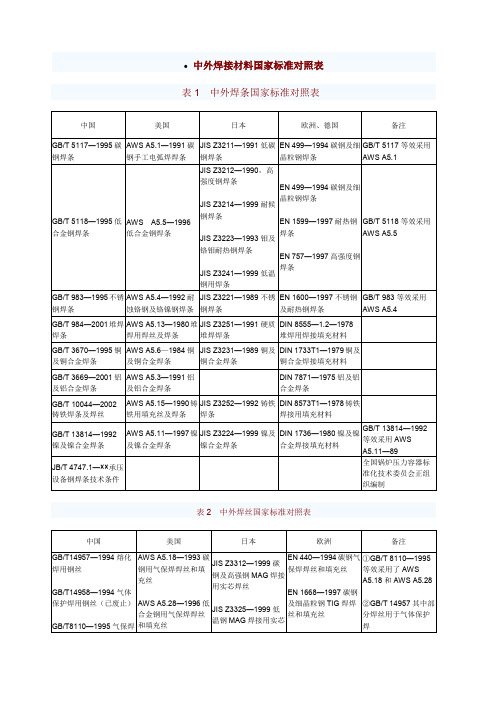
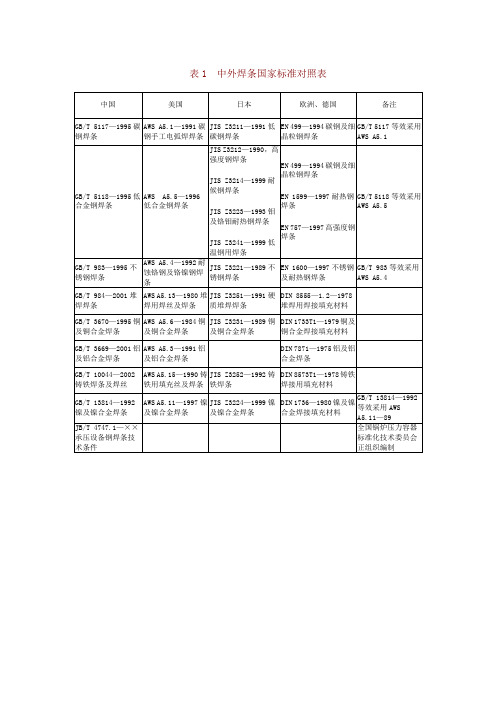
中外焊接材料国家标准对照表 中国 美国 AWS A5.1—1991 GB/T 5117—1995 碳钢手工电弧焊焊 碳钢焊条 条 JIS Z3212—1990,高 强度钢焊条 EN 499—1994碳 低碳钢焊条 钢及细晶粒钢焊条 用 AWS A5.1 JIS Z3211—1991 EN 499—1994碳 GB/T 5117等效采 日本 欧洲、德国 备注
中外焊接材料国家标准对照表
YB/T 5092—2005焊接用不锈钢丝
AWS A5.9—1993不锈钢焊丝和填充丝
JIS Z3321—1999焊接用不锈钢焊丝和填充丝
EN 12072—1999不锈钢和耐热钢气保焊焊丝和填充丝
GB/T 15620—1995镍及镍合金焊丝
AWS A5.14—1997镍及镍合金焊丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
EN 760—埋弧焊用焊剂
GB/T 12470—2003中除焊丝外,其它基本与AWS A5.23相同
GB/T 17854—1999埋弧焊用不锈钢焊丝和焊剂
JIS Z3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T 17854—1999等效采用JIS Z3324—1988
GB/T 5118等效采用AWS A5.5
GB/T 983—1995不锈钢焊条
AWS A5.4—1992耐蚀铬钢及铬镍钢焊条
JIS Z3221—1989不锈钢焊条
EN 1600—1997不锈钢及耐热钢焊条
GB/T 983等效采用AWS A5.4
GB/T 984—2001堆焊焊条
AWS A5.13—1980堆焊用焊丝及焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
美标与国标焊接规范对比
81
SAW
6~10
F
b=0
±0
0,+1.5
AWS D1.1
SMAW GMAW FCAW
SAW
6(max) 所有 10(max) 所有
10(max) F
R=T1/2 R=0 到 3
R=0
+2,-0 +2,-0
±0
+2,-3 +2,-3
+2,-0
总结
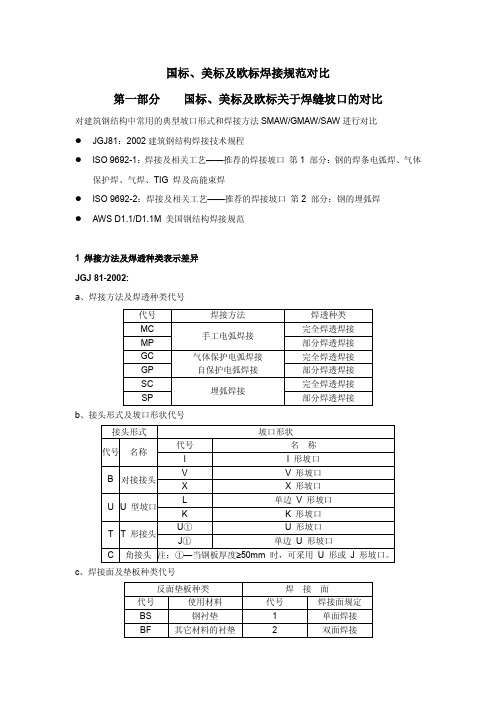
JGJ 81
I 型坡口 T 型接头、角接接头,背部清根,差异主要体现在偏差允许值上,AWS 所允许的偏差范围大于 JGJ81。
所有
6(10)
45° 30°
b:0,+1.5
b:-1.5,+6
0~2
a1: 0°,+10° a1: -5°,+10°
GMAW FCAW
6(min)
所有
6(10)
45° 30°
P:0,+1.5 0~2
P:0,+2
SAW 10(min)
45° F 6(10)
30°
b:0,+1.5
b:-1.5,+6
2 a1: 0°,+10° a1: -5°,+10°
所允许的偏差范围大于 JGJ81。
b
a1
p b:0,+1.5
b:-3,+1.5
SMAW
6(min) 所有
a1: 0°,+10° a1: -5°,+10°
0~3 60° 0~3
P:0,+1.5
P:不限制
GMAW FCAW
b:0,+1.5
中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
GB/T 5118—1995低合金钢焊条
AWS A5.5—1996低合金钢焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWS A5.18—1993碳钢用气保焊焊丝和填充丝
AWS A5.28—1996低合金钢用气保焊焊丝和填充丝
JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
GB/T 10858—1989铝及铝合金焊丝
AWS A5.10—1999铝及铝合金焊丝和填充丝
JIS Z3232—1990铝及铝合金焊丝和填充丝
DIN 1732—1988铝及铝合金焊丝和填充丝
JB/T 4745—2002附录D压力容器用钛及钛合金焊丝
AWS A5.16—1990钛和钛合金焊丝和填充丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
中外焊接材料国家标准对照表审批稿

中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
①GB/T 8110—1995等效采用了AWS A5.18和AWS A5.28
②GB/T 14957其中部分焊丝用于气体保护焊
YB/T 5092—2005焊接用不锈钢丝
AWS A5.9—1993不锈钢焊丝和填充丝
JIS Z3321—1999焊接用不锈钢焊丝和填充丝
EN 12072—1999不锈钢和耐热钢气保焊焊丝和填充丝
GB/T 15620—1995镍及镍合金焊丝
AWS A5.14—1997镍及镍合金焊丝
JIS Z3334—1999镍及镍合金焊丝和焊棒
DIN 1736—1985镍及镍合焊丝
GB/T 15620—1995参照采用AWS A5.14
GB/T 9460—1988铜及铜合金焊丝
AWS A5.7—1984铜及铜合金焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
JIS Z3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JIS Z3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN 440—1994碳钢气保焊焊丝和填充丝
EN 1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
EN 12070—1999耐热钢气保焊焊丝
中国
美国
日本
欧洲
备注
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
焊条选用及中美焊条对照

碳钢焊条简明表J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421X E4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422Fe E4303用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323用于较重要的低碳钢结构的焊接。
J423E4301用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501Fe E7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
国内标准与美国标准焊材性能对照表

美标型号国标型号GBR el /R P0.2R m A A KV AWSMPaMPa%J 0.32/0℃0.5527 1.20.32/0℃0.5527无要求-30℃27-30℃27国标牌号熔敷金属化学成分(%)熔敷金属力学性能国内标准与美国标准焊材性能对照表熔敷金属化学成分(%)CMn SiSPCMnSiJ421E43130.10.30.0350.04330142017E60130.2J422E43030.10.250.0350.04330无要求42022E6003无要求J506E50160.11.60.750.0350.040.151.60.750.0350.0440049040049022E701622E70150.151.25J507E50150.11.60.750.9R el /R P0.2R m A A KVMPaMPa%J-29℃270℃27-29℃'27-29℃''27对照表成分(%)熔敷金属力学性能特点与用途SP无要求无要求33541517焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
可全<0.035<0.04034042022焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。
485220.0350.035400用途同J506,可进行全位置焊接,药皮中含有铁粉,可提高熔敷率。
48522适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。
焊缝0.0350.035400。
(国内标准)中外焊接材料国家标准
DIN8555—1.2—1978堆焊用焊接填充材料
GB/T3670—1995铜及铜合金焊条
AWSA5.6—1984铜及铜合金焊条
JISZ3231—1989铜及铜合金焊条
DIN1733T1—1979铜及铜合金焊接填充材料
GB/T3669—2001铝及铝合金焊条
AWSA5.3—1991铝及铝合金焊条
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
EN12070—1999耐热钢气保焊焊丝
①GB/T8110—1995等效采用了AWSA5.18和AWSA5.28
②GB/T14957其中部分焊丝用于气体保护焊
AWSA5.25—1997电渣焊用碳钢和低合金钢焊丝和焊剂
AWSA5.26—1997碳钢和低合金钢气电焊焊丝
AWSA5.30—1979可熔化嵌条
AWSA5.8—1992钎焊和熔钎焊钎料
AWSA5.31—1992钎焊和熔钎焊钎剂
DIN1736—1985镍及镍合焊丝
GB/T15620—1995参照采用AWSA5.14
GB/T9460—1988铜及铜合金焊丝
AWSA5.7—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
AWSA5.10—1999铝及铝合金焊丝和填充丝
GB/T5118—1995低合金钢焊条
AWSA5.5—1996低合金钢焊条
JISZ3212—1990,高强度钢焊条
中外焊丝国家标准对照表

中外焊丝国家标准对照表焊丝是焊接工艺中必不可少的一种材料,它直接影响着焊接接头的质量和性能。
在国际贸易中,各个国家都有自己的焊丝国家标准,这就需要对不同国家的标准进行对照分析,以便更好地进行国际贸易和技术交流。
下面将对中外焊丝国家标准进行对照表分析,以便更好地了解各国焊丝标准的异同,为我国焊接行业的发展提供参考和借鉴。
1. 标准名称对照。
中国国家标准,GB/T 8110-2008 焊丝。
美国国家标准,AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding。
德国国家标准,DIN 8559-1: 1990-11 Welding filler materials; welding filler materials for gas-shielded arc welding; wire electrodes, wires and rods for arc welding of non-alloy and fine-grain steels; designation, technical delivery conditions。
日本国家标准,JIS Z 3312: 1999 Covered electrodes, wires and rods for arc welding of mild steel, high strength steel and low temperature service steel。
2. 技术要求对照。
在技术要求方面,各国标准对焊丝的化学成分、机械性能、焊接性能等方面都有详细的规定。
例如,中国国家标准GB/T 8110-2008对焊丝的化学成分、拉伸强度、屈服强度、延伸率、冲击功等性能指标进行了详细的规定;美国国家标准AWS A5.18/A5.18M:2005也对焊丝的化学成分、机械性能、焊接性能等进行了详细的规定,并且在检测方法和标准值方面也有所不同;德国国家标准DIN 8559-1: 1990-11和日本国家标准JIS Z 3312: 1999也对焊丝的技术要求进行了详细的规定。
国标与美标焊接符标识区分
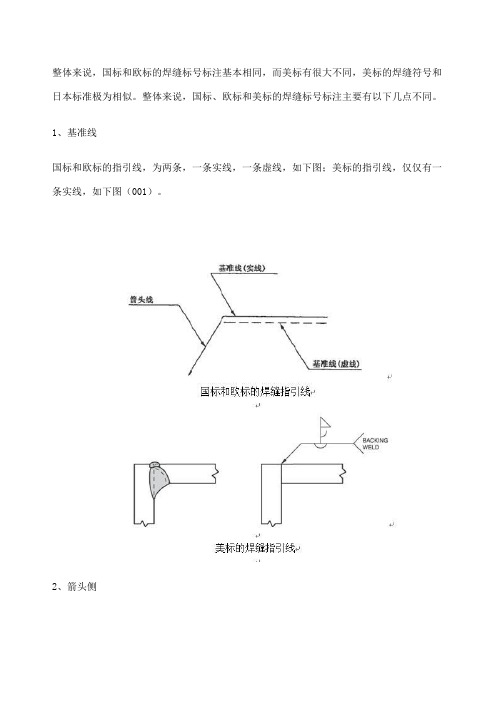
整体来说,国标和欧标的焊缝标号标注基本相同,而美标有很大不同,美标的焊缝符号和日本标准极为相似。
整体来说,国标、欧标和美标的焊缝标号标注主要有以下几点不同。
1、基准线
国标和欧标的指引线,为两条,一条实线,一条虚线,如下图;美标的指引线,仅仅有一条实线,如下图(001)。
2、箭头侧
国标和欧标的箭头侧,标注在实线基准线一侧,有可能在线上或者线的下面,如下图;美标的箭头侧,只能标注在实线基准线下侧。
无论国标和欧标,还是美标,有坡口的情况下,箭头都要指向坡口侧如下图(002)。
3、断续角焊缝间距
国标和欧标的断续焊缝间距,为两段相邻焊缝尾首端的距离;美标的的断续焊缝间距,为两段相邻焊缝中心的距离。
且间距标法不一样,如下图,国标和欧标的断续焊缝间距标在括弧()中,而美标的断续焊缝间距标在—号后。
如下图(003)
4、点焊缝
国标和欧标的点焊缝数量,标在圆的后侧,如下图;美标的点焊缝数量,标在圆的上下侧,如下图(004)
5、参考标准
A ?国标 GB/T 324
B ?欧标 ISO 2553
C ?美标 AWS A2.4。
焊条执行标准号

焊条执行标准号一、概述焊条作为焊接工艺中的重要材料,其质量对于焊接质量和安全性具有重要影响。
因此,制定统一的焊条执行标准号,对于规范焊条市场、提高焊条质量、保证焊接安全具有重要意义。
本文将对世界各地的焊条执行标准号进行概述,以便更好地了解和掌握焊条的质量要求和标准。
二、中国焊条执行标准号中国的焊条执行标准号为GB/T 5117-2012《非合金钢及细晶粒钢焊条》和GB/T 5118-2012《热强钢焊条》。
这些标准规定了焊条的分类、型号、技术要求、试验方法、检验规则、包装、标志和质量证明等内容,适用于非合金钢、细晶粒钢和热强钢的焊接。
三、美国焊条执行标准号美国焊接协会(AWS)制定的AWS A5.1《焊接钢焊条标准规范》是最为常用的焊条执行标准号。
此外,还有AWS A5.2《铝及铝合金焊条标准规范》、AWS A5.3《不锈钢焊条标准规范》等。
这些标准规定了不同类型焊条的技术要求和试验方法,适用于不同类型的钢材和有色金属的焊接。
四、欧洲焊条执行标准号欧洲标准化委员会(CEN)制定的欧洲焊条执行标准号为EN 10113-1《非合金钢及细晶粒钢焊条》和EN 10113-2《热强钢焊条》。
这些标准规定了欧洲范围内适用的焊条质量要求和试验方法,适用于非合金钢、细晶粒钢和热强钢的焊接。
五、国际焊条执行标准号国际标准化组织(ISO)制定的国际焊条执行标准号为ISO 9868《非合金钢及细晶粒钢焊条》和ISO 14343《热强钢焊条》。
这些标准规定了国际范围内适用的焊条质量要求和试验方法,适用于非合金钢、细晶粒钢和热强钢的焊接。
六、其他国家和地区的焊条执行标准号除了中国、美国、欧洲和国际标准化组织外,世界上还有很多国家和地区都有自己的焊条执行标准号。
例如:俄罗斯的GOST 14345-54《非合金钢及细晶粒钢焊条》、日本的JIS Z3318《焊接钢焊条规范》、澳大利亚的AS 3766-1996《非合金钢及细晶粒钢焊条》等。
焊材牌号(新旧)
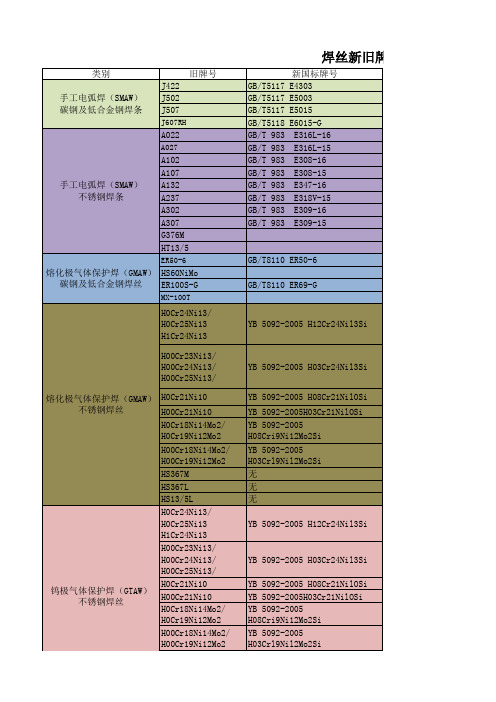
丝新旧牌号对照表
新美标牌号 无 无 AWS A5.1 E7015 AWS A5.5 E9015-G AWS A5.4 E316L-16 AWS A5.4 E316L-15 AWS A5.4 E308-16 AWS A5.4 E308-15 AWS A5.4 E347-16 无 AWS A5.4 E309-16 AWS A5.4 E309-15
GTAW用焊 丝一般是 以1000mm 或900mm 长度的直 段供货, 焊丝牌号 材质与 GMAW用的 焊丝牌号 材质相同
无
无 AWS A5.18 ER70S-6 无
无
TS 367 (技术协议) TS 13/5L(技术协议)
HS60NiMo(技术协议)
材质与 GMAW用的 焊丝牌号 材质相同
AWS A5.17 EH14
AWS A5.17 EH12
AWS A5.17 F7A2/ AWS A5.23 F7A2 AWS A5.17 F6A2 AWS A5.17 F6A2
AWS A5.10 ER4043 AWS A5.10 ER1100 AWS A5.7 ERCu AWS A5.8 BCuP-5 AWS A5.8 BAg-5 AWS A5.8 BAg-6
YB 5092-2005 H12Cr24Nil3Si
YB 5092-2005 H03Cr24Nil3Si
YB 5092-2005 H08Cr21NilOSi YB 5092-2005H03Cr21NilOSi YB 5092-2005 H08Cri9Ni12Mo2Si YB 5092-2005 H03Crl9Nil2Mo2Si
SJ101
SJ301 SJ431 SAW-309L+SJ671 SAW-0Cr13Ni5Mo +SJ609
美标与国标焊接规范对比

国标、美标及欧标焊接规范对比第一部分国标、美标及欧标关于焊缝坡口的对比对建筑钢结构中常用的典型坡口形式和焊接方法SMAW/GMAW/SAW进行对比●JGJ81:2002建筑钢结构焊接技术规程●ISO 9692-1:焊接及相关工艺——推荐的焊接坡口第1 部分:钢的焊条电弧焊、气体保护焊、气焊、TIG 焊及高能束焊●ISO 9692-2:焊接及相关工艺——推荐的焊接坡口第2 部分:钢的埋弧焊●AWS D1.1/D1.1M 美国钢结构焊接规范1 焊接方法及焊透种类表示差异JGJ 81-2002:a、焊接方法及焊透种类代号代号焊接方法焊透种类MC手工电弧焊接完全焊透焊接MP 部分焊透焊接GC 气体保护电弧焊接自保护电弧焊接完全焊透焊接GP 部分焊透焊接SC埋弧焊接完全焊透焊接SP 部分焊透焊接b、接头形式及坡口形状代号接头形式坡口形状代号名称代号名称I I 形坡口B 对接接头V V 形坡口X X 形坡口U U 型坡口L 单边V 形坡口K K 形坡口T T 形接头U①U 形坡口J①单边U 形坡口C 角接头注:①—当钢板厚度≥50mm 时,可采用U 形或J 形坡口。
c、焊接面及垫板种类代号反面垫板种类焊接面代号使用材料代号焊接面规定BS 钢衬垫 1 单面焊接BF 其它材料的衬垫 2 双面焊接d、焊接位置代号焊接位置平焊横焊立焊仰焊代号 F H V O e、坡口各部分的尺寸代号代号坡口各部分的尺寸t 接缝部位的板厚(mm)b 坡口根部间隙或部件间隙(mm)H 坡口深度(mm)p 坡口钝边(mm)a 披口角度(°)f、焊缝表示方法AWS D1.1-2008:焊缝表示方法:接头类型符号-母材厚度和熔深符号焊缝类型符号-焊接方法符号2 坡口形式比较2.1 典型坡口形式全熔透焊缝差异:符合标准焊接方法 板厚 焊接位置 坡口尺寸 允许偏差 坡口示意图零件图用 装配用 JGJ 81SMAW 3~6 所有 b=t/2 0,+1.5 -3,+1.5GMAW FCAW3~8 所有 b=0~3 0,+1.5 -3,+1.5 SAW 6~12 F b=0 ±0 0,+1.5 AWS D1.1SMAW6(max ) 所有 R=T1/2 +2,-0 +2,-3 GMAW FCAW10(max ) 所有 R=0到3 +2,-0 +2,-3 SAW10(max ) F R=0 ±0 +2,-0 16(max )FR=0±0+2,-0总结 I 型坡口对接接头,背部清根,差异主要体现在偏差允许值上,AWS 所允许的偏差范围大于JGJ81。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[6] 饶 炬 ,张 华 ,蔡 志 勇 ,等 .基 于 相 位 编 组 法 的 焊 缝 识 别 【JJ.现代 电子 技 术 ,2004,183(16):66-68.
[3】 王 力 ,王 胜 华 ,都 东 ,等.机 器 人焊 接 轨迹 自动跟 踪视 觉 技 术 研 究 lJ1.电 焊 机 ,2009,39(4):27—33.
【4] 韩 军伟 ,郭 雷 .噪 声 图象 中提 取边 界 的 随 机启 发 式搜 索 方 法 IJJ.中 国 图像 图 形学 报 ,2001,6(12):1185-1188.
Systems,2O06.
[12]Patil P M,BiradarM,Jadhav S.Orientated texture segmentation fordetecting defects[R].2005 IEEE Int.,2004.
【l3】章 毓 晋.基 于 内容 的视觉 信 息检 索[M】.北 京 :科学 出版社 ,
AW S A5.7—84
铜 及 铜 合 金 焊 丝
AW S A5.15—90
铸铁 焊条 及 焊 丝
AW S A5.20—95 碳 钢 药 芯 焊 丝
AW S A5.10-92
铝 及 铝 合 金 焊 丝
AW S A5.23—97
低 合 金 钢 埋 弧 焊 用 焊 剂
AW S A5.1 1-90
2003.
[14】李 弼 程 ,彭 天 强 ,彭 波.智 能 图像 处 理 技 术[MJ.北 京 :电 子 lr[业 出版 社 ,2004.
[15]闻 新 ,周 露 ,李 翔 ,等 .MATLAB神 经 网 络仿 真 与应 用 [M】.北 京 :清华 大学 出版 社 ,2003:213—284.
side scansonar data[J].IEE Seminaron Textm ̄Analysis in Rada and Sonar,1993(2):1-6. 【10】BmncaA,Tafuf i M,AttolicoG.DiH舶na】 deteetionIn eomposi- tionaltextures[A】.Proceedings of the 1 3th International Conferenceon Patter n Recognition[C].[出版 地不 详 】:1996. [11】Cheng K O,Law N F,Siu W C.Co-occurrence features ofinulfi— scaledirectional f ilterbank for texture character ization[R].【出版 地 不详 】:2006ⅢEE In-temalional Symposium on Circuits and
5620- 995 GB厂r 17493—1998 GB/r 17854-1999 CB厂I1 17853—1999 -1B/T 3168.1-1999 B/T 6964—1993
· 32 ·
g
;
—
焊 材 的 国 标 与 美 标
AW S A5.4-92
不 锈 钢 焊 条
AW S A5.13-80
GB/I"983-l995 GB/T 984—1985 GB/T 3669—1983 GB/T 3670-1995 CB厂1、 5117—1995 GB厂r 5118-1995 GB/T 5293—1999 GB厂r 81 10-1995 GB厂r 9406—1988 GB/T 10044—1988 GB/T 10045—1988 GB/T 10858—1989 GB厂r 2470- 990 GB厂r 3814— 992
[7】 朱 若 磊 .基 于 焊 缝 中心 的 焊缝 信 息 的 直 接 提 取 [JJ.机 床 与 液 压 ,2006(4):22.
【8] 刘 晓刚 ,谢 存禧 ,昌 年 ,等 .基 于弧 光 反射 的焊 缝 图像 获
取 及 图像 处 理 【JJ.焊 接 学 报 ,2008,29(4):73—76. [9] Linnett L M,Carmichael D R,Clarke S J.Texture analysis of
研究与设计
雹珲榱
第40卷
圆弧 和折线 三种类 型 的焊缝 中心线信 息 的提取 。
参 考 文 献 :
[1】 汪 鎏 ,张 华 ,马 国红 ,等 .基 于 旋转 电弧传 感 方式 的 焊 接 机器 人路径 生成方法 上海交 通大学 学报 ,2008,42(13):
46-49.
[2】 蒋 海 侠 ,熊震 字 .图像 处 理在 机 器人 焊 缝识 别 中 的应用 [JJ. 电焊 机 ,20o8,38(2):14-18.
堆 焊 焊 条
AW S A5.3-91
铝 及 铝 合金 焊条
AW S A5.6—84
铜 及 铜 合 金 焊 条
AW S A5.1-91
碳 钢 焊 条
AW S A5.5-96
低 合 金 钢 焊 条
AW S A5.17—97
埋 弧 焊 用 碳 钢 焊 丝 及 焊 剂
AW S A5.18—93A5.28-86 气 体 保 护 焊 用 碳 钢 、低 合 金 钢 焊 丝
镍 及 镍 合金 焊条
AW S A5.14-89
镍 及 镍 合 金 焊 丝
AW S A5.29—80
低 合金 钢 药 芯焊 丝
埋 弧 焊 用 不 锈 钢 焊 丝 及 焊 剂
AW S A5.22-95
不 锈 钢 药 芯 焊 丝
AW S A5
焊 合 金粉 末技 术 条 件
S A5
钢 焊条