套结机错误代码及解决方案
中捷镗铣床故障代码大全
中捷镗铣床故障代码大全摘要:一、中捷镗铣床故障概述二、故障诊断与处理方法1.电磁离合故障2.套结机显示故障代码2013.数控镗铣床TK6411显示错误代码1000三、总结与建议正文:一、中捷镗铣床故障概述中捷镗铣床作为一种常见的金属切削设备,在国内市场上拥有广泛的用户。
然而,在使用过程中,难免会出现各种故障。
本文将为您介绍一些常见的故障及其处理方法,以帮助您更好地应对设备故障。
二、故障诊断与处理方法1.电磁离合故障中捷镗铣床的电磁离合器是带动设备工作的重要部件。
在使用过程中,可能出现离合片不能正常吸住和脱开的故障。
此时,首先检查离合的通断电是否正常,如果电气部分正常,则可能是离合片损坏。
解决方法是更换离合片。
2.套结机显示故障代码201中捷套结机1900在开机后,操作箱上的数据显示正常,但按准备键后,压脚不能自动上升,踩踏板时,压脚也不降,无法进行缝纫。
出现这种故障,多出在硬件上。
检查主板,发现有几个电容损坏,更换后故障得以解决。
3.数控镗铣床TK6411显示错误代码1000数控镗铣床TK6411在运行过程中显示错误代码1000。
这种状况通常与硬件故障有关。
可以先从主板入手,检查电容等易损部件,必要时进行更换。
三、总结与建议中捷镗铣床故障的解决关键在于诊断和处理。
遇到故障时,首先要保持冷静,根据故障现象进行初步判断,然后有针对性地进行检查。
在处理故障时,要遵循安全操作规程,避免因操作不当导致的二次故障。
此外,定期对设备进行保养和检修,可以有效降低故障发生的几率。
套结机错误代码及解决方案

【开关方面的故障】错误代码原因和处理方法E025 踏脚开关被踩到第2档同时启动电源。
切断电源,确认踏脚开关。
E035 踏脚开关被踩到第1档同时启动电源。
切断电源,确认踏脚开关。
E050电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E051 检测到缝纫机起动过程中缝纫机头的倾倒。
切断电源,确认主基板插头的8号引脚的插入状况。
E055电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E065 电源接通时,操作盘的开关处于按着状态或开关不良。
切断电源,确认操作盘。
【主轴马达方面的故障】错误代码原因和处理方法E100 在显示“GREASEUP”后,经过了一定时间仍不添加润滑脂(不进行复位操作)。
添加润滑脂,执行复位操作。
E110 起针停止位置的故障。
转动手轮,将钢印对准起针停止位置。
E120 无法确认下针信号。
切断电源,确认同步器的连接情况。
E121 切线后刀没回到原位。
切断电源,确认固定刀、移动刀的刃部是否已经磨损。
E130缝纫机马达异常停止了或同步器连接不良。
切断电源,转动手轮以确认缝纫机是否被锁住了。
确认电源马达基板插头的4号、5号引脚的插入状况。
确认保险丝(F1)是否被切断。
E150缝纫机马达异常加热或温度传感器故障。
切断电源,确认缝纫机马达。
(如果反复缝纫(短循环运转)运针数(15针以下)短的缝纫数据,则可能会引起上轴马达过热[E150]【送布方面的故障】错误代码原因和处理方法E200 不能检测X轴送布马达的原点。
X轴送布马达异常或X轴原点传感器连接不良。
切断电源,确认PMD基板插头的10号引脚和主基板插头的2号引脚的插入状况。
E201X轴送布马达异常停止了。
切断电源,确认X轴送布方向是否异常。
确认保险丝(F2)是否被切断。
E202 X轴送布马达或Y轴送布马达的原点调整数据异常。
重新进行原点调整。
E210 不能检测Y轴送布马达的原点。
机床错误代码

“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的 G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于 876 号参数指定的数值。
ADDRESS
ILLEGAL USE OF NEGATIVE SIGN
ILLEGAL USE OF DECIMAL POINT
ILLEGAL ADDRESS INPUT
IMPROPER G-CODE
NO
FEEDRATE
COMMANDED
CAN NOT COMMAND
G95
(M series)
ILLEGAL
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。 037 企图在刀具半径补偿模态下使用 G17、G18 或 G19 改变平面选择。 038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。 041 刀具半径补偿时将产生过切削的情况。 043 指令了一个无效的 T 代码。 044 固定循环模态下使用 G27、G28 或 G30 指令。 046 G30 指令中 P 地址被赋与了一个无效的值(对于本机床只能是 2)。 051 自动切角或自动圆角程序段后出现了不可能实现的运动。 052 自动切角或自动圆角程序段后的程序段不是 G01 指令。 053 自动切角或自动圆角程序段中,符号“,”后面的地址不是 C 或 R。 055 自动切角或自动圆角程序段中,运动距离小于 C 或 R 的值。 060 在顺序号搜索时,指令的顺序号没有找到。 070 程序存储器满。 071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。 072 程序存储器中程序的数量满。 073 输入新程序时企图使用已经存在的程序号。 074 程序号不是 1~9999 之间的整数。 076 子程序调用指令 M98 中没有地址 P。 077 子程序嵌套超过三重。 078 M98 或 M99 中指令的程序号或顺序号不存在。 085 由外设输入程序时,输入的格式或波特率不正确。 086 使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。 087 使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止, 但读过了 10 个字符 后,输入不能停止。 (087 解决方法) FANUC 0i 数控系统使用问题,比较典型,和大家分享:故障报警号 当用较少程序段的程序进行 DNC 加工试验,未出现任何报警信息,当使用较大程序段的程序 进行 DNC 加工试验时,系统出现“087”号报警信息.解决方法:根据以上具体情况,分析此报警 信息是由于加工程序过大而产生的(>500K).随即将系统参数(100.5)的“ND3”设为“0”,重 新用原来较大的程序进行 DNC 加工,系统不再出现“087”号报警。原因分析: 当利用 RS232C 通讯接口进行 DNC 加工时,如果加工程序较大,超过了系统本身的缓冲区 容量,则需要将参数“ND3”设为“0”,即一段一段的读取程序,否则,在传输及加工过程中 将会出现“087”号报警。 (6) 我刚解决这个问题,有时一天不报警,有时连续报警。如果你的现象和我一样,换根线 吧! (7) "内存溢出"一般就是电脑,线的问题。 (8) 如果连线没问题,请检查参数 校验不能为 NONE 数据位不能为 8 优选参数,也为 FANUC 推荐参数:
FANUC-oi数控系统报警代码表(000~704)

FANUC-oi数控系统报警代码表(000~704)FANUC--0 系统操作编程说明书1附录 1:FANUC-0 系统报警代码表1. 程序报警(P/S 报警)报警号报警内容000修改后须断电才能生效的参数,参数修改完毕后应该断电。
001TH 报警,外设输入的程序格式错误。
002TV 报警,外设输入的程序格式错误。
003输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004程序段的第一个字符不是地址,而是一个数字或“-”。
005一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007小数点“. ”使用错误。
009一个字符出现在不能够使用该字符的位置。
010指令了一个不能用的G 代码。
011一个切削进给没有被给出进给率。
014程序中出现了同步进给指令(本机床没有该功能)。
015企图使四个轴同时运动。
020圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数指定的数值。
021圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029H 指定的偏置号中的刀具补偿值太大。
030使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033编程了一个刀具半径补偿中不能出现的交点。
034圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037企图在刀具半径补偿模态下使用G17、G18 或G19 改变平面选择。
038由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041刀具半径补偿时将产生过切削的情况。
043指令了一个无效的T 代码。
044固定循环模态下使用G27、G28 或G30 指令。
046G30 指令中P 地址被赋与了一个无效的值(对于本机床只能是2)。
051自动切角或自动圆角程序段后出现了不可能实现的运动。
052自动切角或自动圆角程序段后的程序段不是G01 指令。
数控各种维修报警对照表
FANUC 0MD 系统报警说明1、程序报警(P/S 报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不就是地址,而就是一个数字或“-”。
005 一个地址后面跟着的不就是数字,而就是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“、”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点与终点到圆心的距离的差大于876 号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19 改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点与圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。
044 固定循环模态下使用G27、G28或G30 指令。
046 G30 指令中P 地址被赋与了一个无效的值(对于本机床只能就是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不就是G01 指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不就是C 或R。
打包机故障代码

故障码编码说明
A X YY –Z
X :故障部位编码
X :0 综合故障
X :1 1#压盘小车
X :2 2#压盘小车
X :3 送线小车/升降台
X :4 防刮伤/放线架
X :5 1#打捆头及送线轮
X :6 2#打捆头及送线轮
X :7 3#打捆头及送线轮
X :8 4#打捆头及送线轮
X :9 液压站
YY :顺序号
Z - 故障级别编码
Z :1 一级故障,立即停液压站和所有的设备动作
Z :2 二级故障,立刻退出自动
Z :3 三级故障,立刻停止相关设备的动作,经过延时后退出自动
Z :4 四级故障,只作为设备动作的起动条件,不会立刻停止正在动作的设备
0 --- 综合故障
1 --- 1#压盘小车的故障
A120-4 1号压盘小车原位接近开关检测故障
2 --- 2#压盘小车的故障
3 --- 送线小车/升降台的故障
A351-4 导线小车原位接近开关检测故障
4 防划伤/放线架故障
51号打捆头及送线轮故障
A517-3 1号送线轮送线
62号打捆头及送线轮故障
A616-3 2号送线轮运行条件丢失A617-3 2号送线轮送线
73号打捆头及送线轮故障
A716-3 3号送线轮运行条件丢失A717-3 3号送线轮送线
84号打捆头及送线轮故障
A816-3 4号送线轮运行条件丢失A817-3 4号送线轮送线
9液压站故障。
重机LK-1850套结机常见故障的调整及处理方法.doc

重机LK-1850套结机常见故障的调整及处理方法1:套结长度的调整将盖板1向箭头方向压下打开,用作为附件的花扳手将横向移动螺母2旋松,向操作者方向移动横向移动调节杆3,则套结的长度变长;向里移动的话,套结长度变短。
调整完毕,拧紧横向移动螺母2,关上盖板1。
2:面线张力调节将夹线器螺钉向右旋,切线后,在机针尖上留下的线就变短了;反之,如果向左旋,就会变长。
在不会出现跳针的限度内,尽量留短。
如果将第二夹线器螺钉向右旋,上线张力就变强;向左旋的话就变弱。
3:底线张力的调节将夹线器调节螺钉3向右旋,下线张力增加;向左旋,下线张力减小。
4:套结宽度的调整将盖板5向箭头方向压下打开,用作为附件的花扳手将纵向移动螺母6旋松,向左移动横向移动调节杆7,则套结的宽度变大;向右移动的话,套结宽度变小。
调整完毕,拧紧纵向移动螺母6,关上盖板5。
5:压脚左右位置调整压脚1左右位置A,通过旋松六角螺母,把横向推杆向B方向移动,则压脚横向中心位置向右移动;向C方向移动,则压脚横向中心位置向左移动(42针时:以26针调节;28针时:以18针调节)。
注意:横移中心位置的微小的错位,可以通过旋松“2.1套结长度的调整”中提到的横向移动螺母,手动方式将压脚向左右推动获得调整。
6:压脚高度的调节压脚最大提升量可以调至17mm。
⑴停机状态下,卸下固定机头上盖的5个螺钉1,取下上盖2。
⑵用L型内六角扳手3旋松调节曲柄4的内六角螺钉5。
⑶将L型内六角扳手3向下推,则压脚变高;向上推则压脚变低。
⑷调整完后,拧紧内六角螺钉5。
⑸如果左右两压脚高低不吻合,旋松固定螺钉7,调整压脚板的垫板8以使其相吻合。
注意:此时,压脚杆垫板8与送布台9之间不能发生冲突。
另外,在出现与刮擦器冲突的情况时,通过刮擦器安装台的固定螺钉10调节刮擦器的高度。
7:送布时间的调整⑴抬起机器头部。
⑵机针1的尖端降至高于针板2平面7~10mm处,送布停止,旋松六角螺母3和内六角螺栓4,通过旋转送布凸轮5来调节送布时间。
兄弟RH-9820电脑圆头锁眼机开关方面误码一览表

兄弟RH-9820电脑圆头锁眼机开关⽅⾯误码⼀览表缝纫机发⽣故障时蜂鸣器会鸣叫,在显⽰窗上显⽰误码及错误信息,可按下述处理⽅法找出原因,排除故障。
开关⽅⾯的故障(表1)。
表1误码原因排除⽅法E010在待机中误按了暂停开关释放暂停开关(改成OFF)。
E011在缝纫中误按了暂停开关按RESET键解除错误,按键移动送布中,可以继续接着缝纫。
E015⼀直按着暂停开关、或暂停开关接触不良关闭电源,检查暂停开关。
E016暂停开关接触不良关闭电源,确认主基板上的暂停开关的P13是否被正确地插⼊。
E024按了启动开关释放暂停开关(改成OFF)。
E025接通电源后,⼀直按着启动开关、或启动开关接触不良关闭电源,确认是否按了启动开关。
如果没有,可检查主基板上的启动开关的插头P6是否被正确地插⼊。
E034按了压脚开关释放暂停开关(改成OFF)。
E035接通电源后,⼀直按着压脚开关、或压脚开关接触不良关闭电源,确认压脚开关。
E050接通电源后,被检查出机头向后倾斜着关闭电源,将机头竖起,确认主基板上的头部安全开关的插头P9是否被正确地插⼊。
E051缝纫机启动中,被检出机头向后倾斜关闭电源,将机头竖起,确认主基板上的头部安全开关的插头P9是否被正确地插⼊。
E055接通电源时,被检出机头向后倾斜关闭电源,将机头竖起,确认主基板上的头部安全开关的插头P9是否被正确地插⼊。
E065接通电源时,是否⼀直按着操作盘的键,或键不良关闭电源,确认是否⼀直按着键。
兄弟RH-9820电脑圆头锁眼机送料⽅⾯的故障(表2)表2误码原因排除⽅法E200X送布马达的原点不能检出。
X送布马达是X轴原点感应器接续不良关闭电源,确认PMD基板上的X送布马达插头P10和主基板上的X脉冲马达编码器插头P20是否被正确地插⼊。
E201X送布马达异常停⽌了关闭电源,X送布⽅向是否有异常。
E210Y送布马达的原点不能检出。
Y送布马达是Y轴原点感应器接续不良关闭电源,确认PMD基板上的Y送布马达插头P8和主基板上的Y脉冲马达编码器插头P4和感应器插头P8是否被正确地插⼊。
三菱FX系列PLC错误代码一览及对策

三菱FX系列PLC错误代码一览及对策三菱PLC 三菱FX系列PLC错误代码一览及对策错误代码(D806*):0000错误讯息:NO ERROR--无异常错误发生异常内容及原因:无异常发生对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061) :6101错误讯息:PLC HARDWARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常内容及原因:RAM错误对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061) :6102错误讯息:PLC HARDWARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:回路错误对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6103错误讯息:PLC HARDWARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常内容及原因:I/O Bus 错误,必须先驱动M8069=ON才有效对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6104错误讯息:PLC HARDWARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:I/O扩充机座24V异常,必须先驱动M8069=ON才有效对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6105错误讯息:PLC HARDWARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:看门狗计时器异常对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8062):6201错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:Parity/Frame Error对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6202错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信字句异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6203错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信资料总合检查不一致对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6204错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信字串异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6205错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信指令异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8063):6301错误讯息:PARALLEL LINK ERROR (并列运转通信异常)错误内容:Parity/Frame Error对策:两台PLC的电源是否开着, 主机与并列运转模组间的连接线是否正确连接着。
广奇1900电子套结机参数表、误码表部分操作方法及

广奇1900电子套结机参数表、误码表部分操作方法及参数表:[01--]设定缝制速度上限。
[02--]软起缝1~5针的速度设定。
[03--]设定是否可以读出服务图案数据。
(0不能读出,1可以读出)[04-0]显示图案No.、X/Y放大缩小率、最高速度设定是否可以更改,防止错误操作。
(0可以操作,1不能操作.键锁定)[05-0]设定计数器动作。
(0加算,1减算)[06-0]设定针杆停止位置;在停止机针提升模式时,上停止后,反转再停止,停止时,针尖位置高。
设定范围:0:模式的上位置停止53度。
1:机针提升停止0度或22度。
(quot;1 quot;提升机针停止用SERVO电路板上的SW1-7 ON:22度OFF:0度)[07-0]设定图案放大缩小的基准点。
0:原点1:第二原点(开始缝制点)08-0选择缝制结束后是否执行原点检索。
<用通常的图案No.或p1~p7时>(0无,1有)09-0(同上)<组合图案C1~C3时>10-0选择踏板规格(0.标准单踏板、1.双踏板、2.单踏板PK_57 11-1选择有无挑线杆继电器输出。
0无,1有12-0 LK_1901机种时,选择靠布电磁阀的动作。
0无,1.与压脚同步2.与起动同步。
备注:LK_1901*只限机种初期化时18-2选择送布动作同步时间。
紧线不好是设定为1或0可以改进效果。
0.161度,1.149度,2.137度,3.125度。
备注:从上轴的角度计算开始送布。
21-0 LK_1904机种初期化时,使用LK_1900的压脚进行加固缝时,请设定为quot;0 quot;。
0不设定,1设定(纵方向-5mm提升)备注:LK_1904*只限机种初期化时22-0选择是否进行钉扣缝制用图案的开始缝制固定缝用的小针距(2mm以下)选针。
(减少开始缝制时的跳针现象)。
0进行,1不进行。
备注:LK_1903*只限带钉扣的机种初期化时。
开始缝制不发生跳针时,设定为1可以缩短循环周期时间。
整理兄弟设备维修

兄弟B430E 电子套结机故障代码征及维修方法整理出来,供大家参考。
总结可分成四部分:起抬压脚机构、送料机构、切线机构及光耦传感器。
一、压脚机构:该部分较易出现的故障是压脚放不下或较慢放下,此故障的特征是:当踏下踏板,压脚没有及时的放下,同时显示故障提示为“E—6-”系列时即是。
在处理前先了解该起抬压脚部分的结构,图1为起抬压脚机构的简图,其动作流程为:螺线管(1)充电产生电磁吸引衔铁(2)左移,拉直连杆(5),连杆(5)的支撑使滑块(4)向下压挤,从而抬起压脚。
从结构上看,该设计地很合理的,螺线管的作用力无须直接施加到压脚上,可有效的减小螺线管的体积及能耗。
但也就因为要通过一系列连杆的作用,要想一下子设计及加工得完美也就比较困难。
造成以上故障分析:当控制板收到放下压脚的指令后,就断开螺线管的电源,释放衔铁,让连杆复位使滑块上升,压脚降下的同时要回馈信号给控制板。
如在规定里控制板收不到压脚成功释放的回馈信号时,就会报警。
造成压脚不能成功放下的原因是连杆(5)的中立位置没调整好。
如简图2所示。
当连杆(5)如a所示向左偏时,即使螺线管释放衔铁后,由于压脚压力的反作用,连杆(5)将超出中立位置卡在反死点上。
从而使连杆的回程拉簧的拉力不足以把拉杆拉回,也就无法复位。
滑块(4)无法上升,造成压脚放不下。
在该代机型中,连杆(5)的中立位置是通过螺线管座(1)的前端面与限位档片(3)及连杆中间处的微调螺丝来限制和进行调节的。
使用过一段时间后,连杆机构或许有松动变位的地方,造成中间处的微调螺丝形同虚设,也就没有了调节功能。
剩下的就只有螺线管座与限位档片了。
但由于螺线管座的固定和座体的结构都不够紧固,加上衔铁和限位档片是由分体零件组合而成的。
频繁的收放动作后,极易因为碰撞而松动变位,造成限位偏移。
了解到造成故障的原因后,排除故障就相对容易些。
按以上的分析思路,排除故障的关键即在于如何的控制好连杆(5)的中立位置。
FANUC机器人故障代码解释及应...
FANUC机器人故障代码解释及应...(1)SRVO–063 SVAL2 RCAL alarm (Group : i Axis : j)解释:如果脉冲编码器的旋转速度计算出现异常(异常计数)时发生这个警报。
(措施):替换脉冲编码器注意:这个警报可能会伴随着 DTERR, CRCERR, 或 STBERR 警报发生。
在这种情况下,这个警报就没有实际的环境发生。
(2)SRVO–064 SVAL2 PHAL alarm (Group : iAxis : j)解释:当脉冲编码器生成的脉冲相位出现异常时此警报发生。
(措施):替换脉冲编码器注意:这个警报可能会伴随着 DTERR, CRCERR, 或 STBERR 警报发生。
在这种情况下,这个警报实际上并没有发生。
(3)SRVO–065 WARN BLAL alarm (Group : i Axis : j)解释:脉冲编码器的电池电压低于额定值。
(措施):替换电池。
(如果这个警报发生,打开 AC 电源,尽快替换电池。
电池替换如果发生延迟将导致 BZAL 警报被检测到。
在这种情况下,位置的数据就丢失了。
一旦位置数据丢失,就必须进行 MASTER。
)(4)SRVO–066 SVAL2 CSAL alarm (Group : i Axis : j)解释:脉冲编码器的 ROM 异常。
(措施):替换脉冲编码器注意:这个警报可能会伴随着 DTERR, CRCERR, 或 STBERR 警报发生。
在这种情况下,这个警报就没有实际的环境发生。
以上就是全部操作步骤,有什么不明白的可以在评论区提问。
如果本文对您有帮助,可以收藏一下!您的点赞关注是对作者最大的支持!。
三菱PLC错误代码一览及对策

三菱PLC 三菱FX系列PLC错误代码一览与对策错误代码(D806*):0000错误讯息:NO ERROR--无异常错误发生异常内容与原因:无异常发生对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061) :6101错误讯息:PLC HARDW ARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常内容与原因:RAM错误对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061) :6102错误讯息:PLC HARDW ARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:回路错误对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6103错误讯息:PLC HARDW ARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常内容与原因:I/O Bus 错误,必须先驱动M8069=ON才有效对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6104错误讯息:PLC HARDW ARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:I/O扩充机座24V异常,必须先驱动M8069=ON才有效对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8061):6105错误讯息:PLC HARDW ARE ERROR (PLC硬体故障)异常内容:PLC停止运转异常原因:看门狗计时器异常对策:请检查主机与I/O扩充机座/模组间连接线连接是否正常错误代码(D8062):6201错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常) 错误内容:Parity/Frame Error对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6202错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信字句异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6203错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信资料总合检查不一致对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6204错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信字串异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8062):6205错误讯息:PLC/PP COMMUNICATION ERROR (PLC/书写器通信异常)错误内容:通信指令异常对策:请检查主机与20P或PC间连接是否正常错误代码(D8063):6301错误讯息:PARALLEL LINK ERROR (并列运转通信异常)错误内容:Parity/Frame Error对策:两台PLC的电源是否开着, 主机与并列运转模组间的连接线是否正确连接着。
套结车
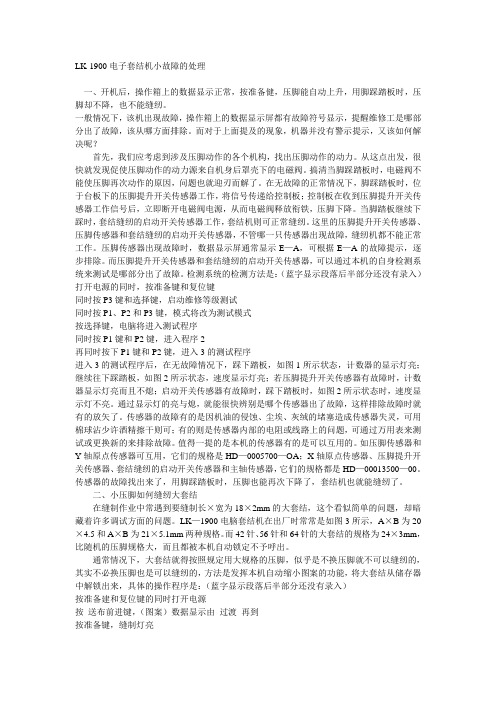
LK-1900电子套结机小故障的处理一、开机后,操作箱上的数据显示正常,按准备健,压脚能自动上升,用脚踩踏板时,压脚却不降,也不能缝纫。
一般情况下,该机出现故障,操作箱上的数据显示屏都有故障符号显示,提醒维修工是哪部分出了故障,该从哪方面排除。
而对于上面提及的现象,机器并没有警示提示,又该如何解决呢?首先,我们应考虑到涉及压脚动作的各个机构,找出压脚动作的动力。
从这点出发,很快就发现促使压脚动作的动力源来自机身后罩壳下的电磁阀。
搞清当脚踩踏板时,电磁阀不能使压脚再次动作的原因,问题也就迎刃而解了。
在无故障的正常情况下,脚踩踏板时,位于台板下的压脚提升开关传感器工作,将信号传递给控制板;控制板在收到压脚提升开关传感器工作信号后,立即断开电磁阀电源,从而电磁阀释放衔铁,压脚下降。
当脚踏板继续下踩时,套结缝纫的启动开关传感器工作,套结机则可正常缝纫。
这里的压脚提升开关传感器、压脚传感器和套结缝纫的启动开关传感器,不管哪一只传感器出现故障,缝纫机都不能正常工作。
压脚传感器出现故障时,数据显示屏通常显示E—A,可根据E—A的故障提示,逐步排除。
而压脚提升开关传感器和套结缝纫的启动开关传感器,可以通过本机的自身检测系统来测试是哪部分出了故障。
检测系统的检测方法是:(蓝字显示段落后半部分还没有录入)打开电源的同时,按准备键和复位键同时按P3键和选择键,启动维修等级测试同时按P1、P2和P3键,模式将改为测试模式按选择键,电脑将进入测试程序同时按P1键和P2键,进入程序2再同时按下P1键和P2键,进入3的测试程序进入3的测试程序后,在无故障情况下,踩下踏板,如图1所示状态,计数器的显示灯亮;继续往下踩踏板,如图2所示状态,速度显示灯亮;若压脚提升开关传感器有故障时,计数器显示灯亮而且不熄;启动开关传感器有故障时,踩下踏板时,如图2所示状态时,速度显示灯不亮。
通过显示灯的亮与熄,就能很快辨别是哪个传感器出了故障,这样排除故障时就有的放矢了。
加工中心常见报警与解决方法

加工中心常见报警与解决方法旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺 ,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心全部的报警说明
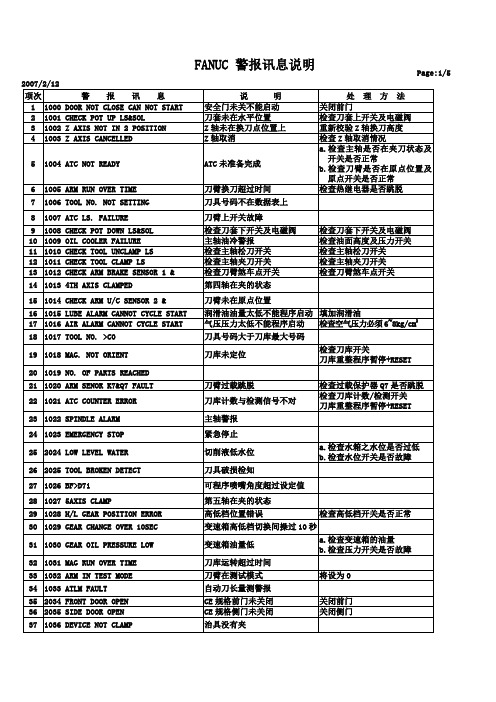
FANUC 警报讯息说明Page:1/5FANUC 0i-TC 车床警报讯息说明Page:3/5FANUC 0i-TC车床警报讯息说明Page:4/5FANUC 0i-TC车床警报讯息说明Page:5/5FANUC LH 警报讯息说明卧式ATC PMM GEAR PARAMETER设定PMM参数P105=0,P179=36000,P141=36000P106=EXAMPLE:刀库总刀数P68=40,60刀库齿轮转一圈刀库位移十九把刀,BT50每位移一把刀,马达所需转速,速比1:1201:108位移一把120/10=12108/9=12, P106=刀库总刀数40 X 12位移一把=12=480 刀库总刀数60 X 12=720BT40每位移一把刀,马达所需转速,速比1:90位移一把90/9=10, P106=刀库总刀数60 X 10位移一把=10=600 若P106值太大则P179=360000,P141=360000PMM417Alarm, 刀库总刀数P68=60,P31=-111P110=1 APC,P121=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10刀库总刀数=60 P14=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000刀库总刀数=40P14=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.开机 1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 350用手轮移动一个以上刀套P99891=1 PMM,MPG FUN.MAG-KEY 在Manual位置关机再开目前用此方式=1 JOG Mode,=1MAG Key=manual,用MAG CWMAG CCW移动一个以上刀套MAG-KEY 在Manual位置关机再开用JOG移动校正OKJOG速度P41=5~10PMM PARAMETER->110设1关机再开=0正常MAG JOG One pitch移动每位移一把刀,马达所需转速,BT40速比1:100位移一把100/10=10刀库总刀数60 X 10=600->P106值=100P105值=0, P179值=3600001078消失用手轮移动校正OKPMM PARAMETER->110设1关机再开1077消失=0950 alarmDC24V由ON/OFF RELAY 控制AC220V由K1A 控制1.=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=STT-code=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-xJog one pitch=0押 Run, 放开 Mag. Stop in-correct POS.连续运转=1押 Run, 放开 Mag. Stop in-nocorrect POS.one pitch step by step =4 Data=1 Y72=65 Mode=Jog Y70=101 Start= ST=1,=1 Jog Manual,押主轴停止键1sec後放开 Mag. Return to 1 POS. D2=1 =4 Data=15 Y72=79 Mode=Jog Y70=101 Start= ST=1,=1 Jog Manual,押主轴停止键1sec後放开 Mag. PMM 000 alarm P110=1 setting HOME OK=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-x=1押 Run, 押 Stop错误修正=1押 Run, 放开 Mag. Stop注意D2不会更动+X=1押 Run, 放开 Mag. Stop注意D2不会更动-X用PMM41=5 JOG移动刀库取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO卧式APC手动找寻O9000程式号码,且自动跳至自动执行ST=1P63004ESR=1P32026PSR=1D100=90D101=00P6071=6M6 ARM换刀O9001P6072=100M100 APC自动更换O9002P6073=101M101 APC PA-IN更换O9003P6074=102M102 APC PB-IN更换O9004O9000APC-MAN.D100=90,D101=003003=1G4IF1013EQ1GOTO99MLKM98P9002N993003=0M30O9001M6-ATCP6071=63003=1G4IF1008EQ1GOTO99 TF=SPIF1013EQ1GOTO99 MLK130=4003131=4006G91G30Z0G30X0Y0M6M88DOOR CLOSEG130G131M05M05取消M03记忆N993003=0M99O9002M100-APCP6072=100 3001=1G4IF1013EQ1GOTO99 MLKM71APC CHECK130=4003131=4006G91G30Z0IF1011EQ1GOTO2ZP4 OKIF1012NE1GOTO11= Degree M41G91G28B0M40GOTO2N1G91G28B0N2M40M72PALLET UNCLAMPG4X2.M74PALLET UPG4X1.IF1009EQ1GOTO3PA NOW IN M76PA->ING4X1.GOTO4N3M77PB->ING4X1.N4M75PALLET DOWNG4X1.M73PALLET CLAMPG130G131N993003=0M99O9003M101-PA-inP6073=101 3003=1G4IF1013EQ1GOTO99IF1009EQ1GOTO99M98P9002N993003=0M99O9004M102-PB-inP6074=1023003=1G4IF1013EQ1GOTO99IF1010EQ1GOTO99M98P9002N993003=0M99EXE M100若停在M74APC-UP因APC-UPAPC-DOWN同时为1把=1解除APC-SOL自保=1解除APC-NOT READY=1解除APC-OK ENABLE关电再开使APC回位OK後=0,=0,=0=0 M72 APC UNCLAMP=1 M73 APC CLAMP接 NO=0 M72 APC UNCLAMP =1 AIR CLEAN接 NO气密检知=1=0 M72 APC UNCLAMP =1 AIR CLEAN ON =1有风=1 M73 APC CLAMP =0 AIR CLEAN OFF =0无风若没有0->1->0则AL1048 AIR TIGHT ALARM=1解除APC-NOT READY不可设1否则AL1048 AIR TIGHT ALARM不会出现有风无1则AL1048 AIR TIGHT ALARM =1 AIR CLEAN ON=1解除AL1048 AIR TIGHTDATA BCD,BIN选择由PMCRPM设定 D0~D1024 Bit可作断电自保COUNTER BCD,BIN选择由Ladder3设定卧式位置开关保护=1取消位置开关保护3-AXIS 皆入设定范围则保护+,-Y,-Z ,,,=1不保护+Y,+Z ,=0P6930,P6950=X0,-700000P6931,P6951=Y-500000,-650000P6932,P6952=Z-400000,-650000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【开关方面的故障】
错误代码原因和处理方法
E025 踏脚开关被踩到第2档同时启动电源。
切断电源,确认踏脚开关。
E035 踏脚开关被踩到第1档同时启动电源。
切断电源,确认踏脚开关。
E050
电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E051 检测到缝纫机起动过程中缝纫机头的倾倒。
切断电源,确认主基板插头的8号引脚的插入状况。
E055
电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E065 电源接通时,操作盘的开关处于按着状态或开关不良。
切断电源,确认操作盘。
【主轴马达方面的故障】
错误代码原因和处理方法
E100 在显示“GREASEUP”后,经过了一定时间仍不添加润滑脂(不进行复位操作)。
添加润滑脂,执行复位操作。
E110 起针停止位置的故障。
转动手轮,将钢印对准起针停止位置。
E120 无法确认下针信号。
切断电源,确认同步器的连接情况。
E121 切线后刀没回到原位。
切断电源,确认固定刀、移动刀的刃部是否已经磨损。
E130
缝纫机马达异常停止了或同步器连接不良。
切断电源,转动手轮以确认缝纫机是否被锁住了。
确认电源马达基板插头的4号、5号引脚的插入状况。
确认保险丝(F1)是否被切断。
E150
缝纫机马达异常加热或温度传感器故障。
切断电源,确认缝纫机马达。
(如果反复缝纫(短循环运转)运针数(15针以下)短的缝纫数据,则可能会引起上轴马达过热[E150]
【送布方面的故障】
错误代码原因和处理方法
E200 不能检测X轴送布马达的原点。
X轴送布马达异常或X轴原点传感器连接不良。
切断电源,确认PMD基板插头的10号引脚和主基板插头的2号引脚的插入状况。
E201
X轴送布马达异常停止了。
切断电源,确认X轴送布方向是否异常。
确认保险丝(F2)是否被切断。
E202 X轴送布马达或Y轴送布马达的原点调整数据异常。
重新进行原点调整。
E210 不能检测Y轴送布马达的原点。
Y轴送布马达异常或Y轴原点传感器连接不良。
切断电源,确认PMD基板插头的8号引脚和主基板插头的3号引脚的插入状况。
E211
Y轴送布马达异常停止了。
切断电源,确认Y轴送布方向是否异常。
确认保险丝(F2)是否被切断。
【压脚方面的故障】
错误代码原因和处理方法
E300
不能检测压脚原点。
压脚马达异常或压脚原点传感器连接不良。
切断电源,确认PMD基板插头的3号引脚和主基板插头的4号引脚的插入状况。
确认保险丝(F2)是否被切断。
E301 不能检测压脚的上升和下降。
切断电源,确认压脚的上下方向有无异常。
E303 压脚马达的原点调整数据异常。
重新进行原点调整。
【通信或记忆存储器方面的故障】
错误代码原因和处理方法
E401 电源接通时,检测到与电源马达基板的连接通信错误。
切断电源,确认电源马达基板插头的6号引脚和主基板插头的14号引脚的插入状况。
E403 电源接通时,检测到PMD基板的连接错误。
切断电源,确认PMD基板插头的1号引脚和主基板插头的13号引脚的插入状况。
E410 检测到与主基板的通信错误。
切断电源,并再次接通电源。
E411
检测到与电源马达基板的通信错误。
切断电源,并再次接通电源。
确认保险丝(F4)是否被切断。
E413 检测到PMD基板的通信错误。
切断电源,并再次接通电源。
E420 未插入CF卡。
E421 程序号无效,或无数据。
变更程序号。
E422 读取CF卡时发生错误。
确认CF卡的数据。
E424
CF卡内存不足。
使用其他的CF卡。
E425
CF卡写入时发生错误。
使用指定的CF卡。
E426 未按 R/W 键。
按下 R/W 键读取数据。
E430 头部数据无法备份至主基板上。
切断电源,并再次接通电源。
E440 主基板的数据存储异常。
切断电源,并再次接通电源。
E450 不能从机头存储器读取机型选择数据。
切断电源,确认电源马达基板插头的3号引脚的插入状况。
E451 数据无法备份至机头存储器。
切断电源,并再次接通电源。
E452 机头存储器未连接。
切断电源,确认电源马达基板插头的3号引脚的插入状况。
E474 内存无法全部复制。
清除缝制数据,或使用读取缝制数据时未复制至内存的设定(存储开关No.466=ON)。
【数据编辑方面的故障】
错误代码原因和处理方法
E500 由于放大设置,缝纫数据超出了可缝纫范围。
再次设置放大倍率。
E501 读取了超出缝纫机可能缝纫范围的缝纫数据。
确认缝纫数据的大小。
E502 由于放大设置,数据间隔超出了最大间隔值12.7mm。
再次设置放大倍率。
E510 缝制数据中存在无效代码。
追加数据时进行修改。
E511 缝制数据中未输入结束代码。
输入结束代码或改变程序号。
E512 超过了可使用的针数。
E530 禁止变更程序号。
【装置方面的故障】
错误代码原因和处理方法
E690
线夹原点不正确。
切断电源,清除针板里侧的棉尘。
确认主基板插头的12号引脚的插入状况。
E691
线夹退避位置不正确。
确认面线残留量是否太长。
切断电源,清除针板里侧的棉尘。
确认主基板插头的12号引脚的插入状况。
【基板方面的故障】
错误代码原因和处理方法
E700 电源电压异常升高。
切断电源,确认输入电压。
E705 电源电压异常下降。
切断电源,确认输入电压。
E710 检测到缝纫机马达的异常电流。
切断电源,确认缝纫机是否异常。
E711 检测到X送布马达的异常电流。
切断电源,确认X轴送布方向是否异常。
E712 检测到Y送布马达的异常电流。
切断电源,确认Y轴送布方向是否异常。
E713 检测到压脚马达系统的异常电流。
切断电源,确认X送布•Y送布•抬压脚是否异常。
E740
冷却风扇不工作。
切断电源,确认是否被线屑等缠住了。
确认主基板插头的18号引脚的插入状况。
确认保险丝(F6)是否被切断。