塑胶成型技术
塑料制品精密成型的几种方法
塑料制品精密成型的几种方法塑料制品是现代工业中不可或缺的产品之一,而其精密成型则是其中至关重要的一步。
塑料制品精密成型的方法有很多种,下面将介绍几种常用的方法。
1.注塑成型注塑成型是目前最常用的塑料制品精密成型方法之一。
其原理是将加热熔化的塑料通过高压射出到模具腔内,然后在模具中冷却凝固成型。
注塑成型可以制造各种形状的塑料制品,且生产效率高,适用于大规模生产。
这种方法适用于生产塑料制品的各种尺寸和形状,从小型零部件到大型包装容器等均可适用。
2.吹塑成型吹塑成型是一种将加热的塑料颗粒吹塑成形的方法。
其原理是先将塑料颗粒加热熔化,然后通过气流或真空将其吹熔成型。
这种成型方法常用于生产空心塑料制品,如瓶子、容器等。
吹塑成型适用于生产一些较为复杂形状或者需要中空结构的产品,成本相对较低,适用性广泛。
3.挤出成型挤出成型是一种通过挤出机将加热熔化的塑料挤出成形的方法。
其步骤是将塑料颗粒加热熔化后,通过螺杆挤出机挤压成型。
这种方法适用于生产连续长度的塑料制品,如各种型材、管材、板材等。
挤出成型能够生产出较长且不同截面形状的产品,生产效率较高。
4.压热成型压热成型是一种将加热熔化的塑料颗粒通过压力成型的方法。
其原理是将加热熔化的塑料颗粒放入模具中,然后通过外力挤压或者高压压制成形。
这种方法适用于生产一些较厚或者较大尺寸的塑料制品,通常用于生产汽车内饰件、家具制品等。
这种方法制造出的产品表面光滑、尺寸精确,可用于生产高精度要求的产品。
塑料制品精密成型的方法多种多样,选择合适的方法取决于产品的形状、尺寸、材料特性以及生产要求等多个方面。
不同的生产方法也有着不同的优势和局限性,需要根据具体的生产情况进行选择。
随着科技的不断发展,塑料制品精密成型的方法也在不断更新和完善,为生产更高质量、更高效率的塑料制品提供了有力支持。
塑胶射出成形的原理

6.射出成形用材料---加熱則軟化的塑膠
成形收縮率
成形品的尺寸(常溫)通常都稍微小於模具尺寸(常溫),這縮小的比例叫做成 形收縮率.
各种塑膠的成形收縮率不同,例如聚苯乙烯是0.4%,而聚丙烯是1.6%(表1).
成形收縮率比較小的一群是結晶性小(非晶質)的材料,通常其粘度受成形時
的溫度的影響小,不會因溫度上升
射出成型現場實用技術手冊
使用塑膠材料應注意點
1.精密度稍差:膨脹係數大,通常比金屬類多一位數.此外,有些塑膠會因 濕度或經久變形或發生尺寸變化.
2.耐熱性通常不佳:耐高溫性較差,通常不超過100oC. 3.可燃性:大部分屬於可燃性,有些塑膠燃燒時產生有毒氣體.焚化時,容
易產生黑煙或腐蝕性氣體,或發熱量過大,容易損傷焚化爐. 4.強度不夠:除通常提到的破裂強度外,實際上則因剛性不足發生的困
熱硬化性塑膠:thermosets plastics
加熱則硬化的塑膠.成形後加熱固化. 酚樹脂,美拉明樹脂,尿素樹脂,聚酯,環氧樹脂,聚醯亞胺等. 成形: Molding,製成形狀物. 成形品: Moldings,經成形的塑膠製品. 模具: Mold,成形用的模(注進塑膠用). 射出成形: Injection molding 成形粒: Pellet,米粒狀的熱可塑性塑膠成形材料. Mpa : mega pascal : M=106(100萬倍) 1Pa = 1 N/m2 1N (牛頓) = 0.102kgf 1MPa = 10.2 kgf/cm2
流動狀,即變為可塑化狀態. • 3.這可塑化塑膠被柱塞擠向前方,由缸尖端的注嘴注入密封模具內,即射出. • 4.等模具內塑膠冷卻硬化後,打開模具,拿出成形品. • 5.一般使用的成形機都採用如圖2的螺桿式.
塑料成型工艺

塑料成型工艺1. 引言塑料成型工艺是一种将塑料原料经过加热、软化、塑性成型、冷却固化等过程,制成所需形状的工艺过程。
塑料成型工艺被广泛应用于各个领域,如塑料制品、电子产品、汽车零部件等行业。
本文将介绍几种常见的塑料成型工艺,包括注塑成型、挤出成型、吹塑成型以及压力成型。
2. 注塑成型注塑成型是一种常用的塑料成型工艺,它通过将塑料原料加热至熔化状态后,注入到模具中,经过冷却固化后获得所需形状的制品。
注塑成型具有制作复杂零件、生产效率高、成本低等优点。
常见的注塑成型设备包括注塑机、模具和辅助设备等。
在注塑成型过程中,需要控制好注塑机的温度、压力、注射速度等参数,以确保产品的质量。
3. 挤出成型挤出成型是将塑料原料加热至熔化状态后,通过挤出机将熔化的塑料挤出流动成型。
挤出成型可以制造出长条状、管状、片状等不同形状的产品。
挤出成型广泛应用于制造塑料薄膜、塑料管道、塑料板材等。
在挤出成型过程中,需要控制好挤出机的温度、挤压压力、挤出速度等参数,以确保产品的质量。
4. 吹塑成型吹塑成型是一种常见的制造塑料容器的工艺。
吹塑成型过程中,首先将塑料原料加热至熔化状态,然后将熔化的塑料放入吹塑机的模具中,通过气压将塑料吹气膨胀成型。
吹塑成型常用于制造各种塑料瓶、塑料容器等。
在吹塑成型过程中,需要控制好吹塑机的温度、气压、冷却时间等参数,以确保产品的质量。
5. 压力成型压力成型是一种通过施加压力将塑料原料在模具中成型的工艺。
压力成型常用于制造大型塑料制品,如汽车零部件、家电外壳等。
常见的压力成型工艺有压铸、热压和压延等。
在压力成型过程中,需要控制好压力、时间、温度等参数,以确保产品的质量。
6. 总结塑料成型工艺是一种常见的制造工艺,通过加热、软化、形状成型和冷却固化等步骤,将塑料原料制成所需形状的制品。
本文介绍了几种常见的塑料成型工艺,包括注塑成型、挤出成型、吹塑成型和压力成型。
每种成型工艺都有其适用的领域和优点,需要根据具体情况选择合适的工艺。
塑料成型新工艺

塑料成型新工艺
塑料成型新工艺包括以下几种:
1. 泡沫塑料快速成型技术:采用发泡聚苯乙烯为原料,通过致密的实体造型与特殊的工艺制作方法高温树脂体迅速发生汽化固化过程而形成一体。
能批量生产简便灵活、经济实用。
2. 挤出涂布成型技术:此法主要用于板材的制备,但也可制成薄膜和型材。
它具有投资额较低(相对于其他成膜工艺)、产出量大、生产周期短等优点。
同时该工艺还可以与其他高分子材料如ABS、ASA、PVC等共混,赋予制品某些特殊性能,如抗冲击性、阻燃性以及透明度等。
3. 热压注塑成型技术:这是一种将热固性塑料在预先设计的模具中加热到一定温度,然后将熔融态的高分子化合物注射入模具里并再次加压,使之在冷却过程中得到交联固化从而获得成型制品的一种工艺方法。
这种方法能够一次成型出形状复杂、规格一致、精度高的制品,适用于大批量生产。
其优点有生产效率高、设备维护保养方便、操作容易安全、设备成本低等。
4. 喷砂工艺:利用压缩空气为动力,将砂料喷射到工件表面以达到改变工件的尺寸或形貌的目的。
这种工艺可以用于对塑料进行表面处理,例如去除表面的毛刺或者磨光表面。
5. 激光加工工艺:随着激光技术的不断发展,激光加工已广泛应用于塑料加工领域。
它可以提高加工效率,降低加工成本,改善产品的性能和结构。
6. 电子束焊接工艺:电子束焊接是激光焊接的替代品, 可实现超硬材料的高质量连接, 且接头的金相组织更完整, 力学性能优越。
常用的十大塑料成型工艺(优缺点介绍)
常⽤的⼗⼤塑料成型⼯艺(优缺点介绍)注射成型注射成型:⼜称注塑成型,其原理是将粒状或粉状的原料加⼊到注射机的料⽃⾥,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进⼊模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注⼊压⼒,注塑时间,注塑温度⼯艺特点:优 点:1、成型周期短、⽣产效率⾼、易实现⾃动化2、能成型形状复杂、尺⼨精确、带有⾦属或⾮⾦属嵌件的塑料制件3、产品质量稳定4、适应范围⼴缺 点:1、注塑设备价格较⾼2、注塑模具结构复杂3、⽣产成本⾼、⽣产周期长、不适合于单件⼩批量的塑件⽣产应⽤:在⼯业产品中,注射成型的制品有:厨房⽤品(垃圾筒、碗、⽔桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、⾷品搅拌器等),玩具与游戏,汽车⼯业的各种产品,其它许多产品的零件等。
嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装⼊预先准备的异材质嵌件后注⼊树脂,熔融的材料与嵌件接合固化,制成⼀体化产品的成型⼯法。
⼯艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后⼯程更合理化。
2、树脂的易成型性、弯曲性与⾦属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的⾦属塑料⼀体化产品。
3、特别是利⽤了树脂的绝缘性和⾦属的导电性的组合,制成的成型品能满⾜电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成⼀体化产品后,可省去排列密封圈的复杂作业,使得后⼯序的⾃动化组合更容易。
双⾊注塑双⾊注塑:是指将两种不同⾊泽的塑料注⼊同⼀模具的成型⽅法。
它能使塑料出现两种不同的颜⾊,并能使塑件呈现有规则的图案或⽆规则的云纹状花⾊,以提⾼塑件的使⽤性和美观性。
⼯艺特点:1、核⼼料可以使⽤低黏度的材料来降低射出压⼒。
2、从环保的考虑,核⼼料可以使⽤回收的⼆次料。
3、根据不同的使⽤特性,如厚件成品⽪层料使⽤软质料,核⼼料使⽤硬质料或者核⼼料可以使⽤发泡塑料来降低重量。
塑胶成型的几种方法

塑胶成型的几种方法1.引言1.1 概述塑胶成型是一种常见的制造工艺,用于生产各种塑胶制品。
它是将熔化的塑胶材料通过一系列工艺流程加工成所需的形状和尺寸。
塑胶成型方法多种多样,每种方法都有其适用的领域和特点。
一般而言,塑胶成型方法可分为热流道成型、注塑成型、吹塑成型和挤出成型等几种常见的方法。
热流道成型是利用热流道系统将熔化的塑胶材料注入模具中,通过模具的开合运动形成所需的产品形状。
热流道成型具有生产效率高、产品质量稳定等优点,适用于生产高精度和高质量要求的塑胶制品。
注塑成型是将熔化的塑胶材料注入到模具中,并经过冷却固化成型的工艺过程。
注塑成型具有成本低、生产效率高、产品尺寸精度高等特点,广泛应用于各个行业,如汽车零部件、电子产品外壳等。
吹塑成型是将加热融化的塑胶材料注入到吹塑机中,通过气压将塑胶膨胀成型,最后冷却固化而成。
吹塑成型适用于生产空心的塑胶制品,如瓶子、容器等,具有生产效率高、产品质量稳定等优点。
挤出成型是将塑胶颗粒或熔化的塑胶材料经过挤出机的螺杆加热、挤压,使其通过模具的开合形成所需形状。
挤出成型适用于生产连续型的制品,如塑胶管材、板材等,具有生产效率高、生产成本低等特点。
综上所述,塑胶成型方法多样,每种方法都有其适用的领域和特点。
在选择合适的塑胶成型方法时,需要考虑产品设计要求、生产效率、质量稳定性等因素,以确保生产出符合需求的优质塑胶制品。
1.2 文章结构文章结构部分的内容如下:文章结构:本文将对塑胶成型的几种方法进行详细介绍和分析。
首先,将在引言部分概述本文的主要内容,包括对塑胶成型方法的概述和文章的目的。
接下来,在正文部分,将分别介绍两种常见的塑胶成型方法,包括方法1和方法2,并对它们的原理、特点以及在实际应用中的优缺点进行详细阐述。
最后,在结论部分,将对本文进行总结,并对未来的研究方向和进一步的改进提出展望。
通过对不同的塑胶成型方法的介绍和分析,本文旨在帮助读者更全面地了解塑胶成型的原理和方法,从而为相关领域的研究和实践提供参考和指导。
塑料成型工艺技术

塑料成型工艺技术塑料成型工艺技术是制造塑料制品的核心技术之一。
它指的是将塑料原料经过加热熔融,通过压力或吹气等方法,使塑料原料充分填充模具中的空腔,经过冷却固化后得到所需的塑料制品。
塑料成型工艺技术主要包括注塑成型、吹塑成型、压延成型和挤出成型等。
注塑成型是目前应用最广泛的一种塑料成型工艺。
具体步骤包括:将塑料颗粒经过加热熔融,将熔化状态的塑料原料注入注塑机的注射缸中;然后,通过注射缸中的螺杆将熔化的塑料原料注入到模具的腔室中;待塑料原料充分充填模具的腔室后,关闭模具,加大注射缸中的压力,使得塑料原料充分填充模具中的空腔,并保持一定的压力和时间;最后,冷却模具,使塑料原料固化,取出模具,得到所需的塑料制品。
吹塑成型是将塑料颗粒熔融后,通过压缩空气将塑料原料吹入模具中形成形状各异的塑料制品的一种成型工艺。
这种工艺主要适用于对中空或薄壁塑料制品的生产,如塑料瓶、塑料容器等。
压延成型是将熔融状态的塑料原料通过双辊或多辊机械压延成薄片或薄膜的一种成型工艺。
这种工艺主要适用于生产塑料薄片、塑料薄膜等产品。
挤出成型是将熔融状态的塑料原料通过挤出机的螺杆,并在模具中形成连续的截面恒定的塑料制品的一种成型工艺。
这种工艺主要适用于生产塑料管材、塑料棒材等线状塑料制品。
塑料成型工艺技术的发展使得塑料制品的生产更加高效、精确。
它在各个行业都有广泛的应用,例如家居用品、汽车零部件、电子产品等。
随着科技的不断进步和创新,塑料成型工艺技术也在不断提高和发展,为塑料制品的设计与生产提供了更多的选择。
塑料成型工艺技术在现代制造业中起着非常重要的作用。
随着塑料制品市场的不断扩大和需求的增加,塑料成型工艺技术也在不断发展和创新。
以下将对塑料成型工艺技术的新发展进行介绍。
首先,注塑成型工艺技术在模具设计和控制系统方面取得了重大突破。
传统的注塑模具设计主要考虑产品的形状和尺寸,但随着高科技材料的出现,比如复杂的玻璃纤维增强塑料(GFRP)和碳纤维增强塑料(CFRP),模具设计需要配合复杂的纤维方向和布局,以确保产品在注塑过程中如预期一样得到合适的纤维增强。
塑胶成型工艺流程
塑胶成型工艺流程
《塑胶成型工艺流程》
塑胶成型是一种常见的加工工艺,广泛应用于各种制品的生产中。
其工艺流程主要包括原料预处理、塑胶熔融、注射成型、冷却固化和成品处理等环节。
首先是原料预处理。
在塑胶成型前,需要对原料进行预处理,如干燥、混合和着色等,以保证原料的质量和均匀性。
其次是塑胶熔融。
将经过预处理的原料装入注射机的料斗中,经加热和熔化后,形成流动状态的塑胶。
然后是注射成型。
在注射机中,将熔融的塑胶注射到模具腔中,经过一定的压力和时间,塑胶在模具中形成预定的形状。
接着是冷却固化。
在模具中形成的塑胶制品需要经过冷却固化过程,使其从热塑性状态转变为固态状态。
最后是成品处理。
经过冷却固化后,将成品从模具中取出,进行脱模、修整、组装及表面处理,最终得到符合要求的塑胶制品。
塑胶成型工艺流程包括多个环节,需要进行严格控制和操作。
不同类型的塑胶成型工艺流程会有所差异,但总体上遵循以上基本流程。
通过科学的工艺流程和精密的操作,可以生产出高质量的塑胶制品,满足不同领域的需求。
【收藏】13种最常用的塑料成型工艺流程
【收藏】13种最常用的塑料成型工艺流程塑料成型的工艺包括:注塑成型、挤出成型、模压成型、吹塑成型、压延成型、滚塑成型、真空成型(吸塑成型)、浇铸成型(铸塑成型)、搪塑成型、流延成型、发泡成型、传递模塑成型(压注成型)、缠绕成型等本文将简单介绍以上塑料成型方法的过程、优缺点,以及应用的领域。
增加大家对成型工艺的了解。
1.注塑成型注塑成型又称注射成型,是十分常用的塑料成型手法。
将融熔的塑料利用压力注进塑料制品模具中,随后冷却成型得到想要的部件。
过程:a.合模。
将模具闭合形成注塑的空间。
b.填充。
将融熔的塑料利用压力注入模具中,填充模具型腔的95%后停止。
c.保压。
持续施加压力,以压实熔体,使成型件结构紧密。
d.冷却。
使成型件冷却到可以脱模为止,这个过程占据整个流程70%的时间。
e.冷却脱模。
模具打开,用顶杆或脱模板将产品顶出。
卧式注塑机优点:生产效率高,全程由机器进行操作。
由于成型时会对熔体施加压力,因此可以生产形状复杂的塑件。
对原料的浪费少。
缺点:由于需要均匀冷却,因此限制了塑件的厚度。
模具和注塑机成本高,不适合小批量生产。
应用:2.挤出成型挤出成型是一种高效、连续、低成本的加工方法。
是指物料通过挤出机料筒和螺杆间的作用,边受热边塑化,边被螺杆向前推送。
主要用于加工各种管材、棒材、板材、单丝等。
过程:a.加料。
将塑料加热成粘流态,在加压的情况下通过螺杆向前推进。
b.挤出。
使塑料通过一定形状的料口c.冷却。
冷却成型,根据需要进行剪裁或切割单螺杆挤出机优点:加工工艺简单,成本低。
可以实现连续、自动化生产,效率高。
产品均匀,质量高。
对材料适应性高。
缺点:只能生产形状简单的管材、棒材等。
产品往往需要二次加工成合适的长度。
应用:3.模压成型模压成型又称为压缩成型。
是先将粉料、粒状塑料放入成型模具中。
同时加温,然后合模加压成型。
过程:a.预热预压。
将塑料粉料、颗粒、纤维进行预热处理,一是为了缩短成型周期。
二是干燥塑料中的水分。
塑料成型原理及工艺

塑料成型原理及工艺塑料成型是一种常见的制造工艺,用于生产各种塑料制品,包括塑料容器、零件和产品。
塑料成型工艺通常分为注塑成型、吹塑成型、挤塑成型、压延成型和旋转成型等几种。
每种成型工艺都有其特定的原理和适用范围。
在本文中,我将介绍塑料成型的原理和工艺,以及各种成型工艺的特点和应用领域。
注塑成型是一种常见的塑料成型工艺,其原理是将加热熔融的塑料材料注入模具中,经过冷却和固化后,得到所需的塑料制品。
注塑成型适用于生产各种尺寸和形状的塑料制品,如塑料零件、容器和玩具等。
注塑成型具有生产效率高、制品精度高和生产成本低的优点,因此在工业生产中得到广泛应用。
吹塑成型是将热塑性塑料粒料加热融化后,通过风压或气压将其吹进膜状模具中,经过冷却和固化后,得到薄壁塑料制品。
吹塑成型适用于生产各种中空塑料制品,如瓶子、容器和管道等。
吹塑成型具有生产效率高、制品成型快和生产成本低的优点,因此在塑料包装和容器生产中得到广泛应用。
挤塑成型是将加热和熔化的塑料料推送至一个具有所需截面形状的模具中,经过冷却和固化后,得到所需的塑料制品。
挤塑成型适用于生产各种带有长条状截面形状的塑料制品,如管材、型材和板材等。
挤塑成型具有生产效率高、制品成型长、而且可连续生产的优点,因此在建筑材料和管道生产中得到广泛应用。
压延成型是将熔化的塑料料通过辊压机挤压成片材或薄板材,经过冷却和固化后,得到所需的塑料制品。
压延成型适用于生产各种薄片状的塑料制品,如塑料膜、薄膜和包装材料等。
压延成型具有生产效率高、制品成型长和生产成本低的优点,因此在塑料包装和印刷行业得到广泛应用。
旋转成型是将加热熔融的塑料料注入到旋转模具中,通过旋转模具的旋转和倾斜,使其均匀分布在模具表面上,经过冷却和固化后,得到所需的中空塑料制品。
旋转成型适用于生产各种中空塑料制品,如玩具、容器和仪器外壳等。
旋转成型具有生产效率高、制品成型自由度大和模具成本低的优点,因此在塑料玩具和器皿生产中得到广泛应用。
一分钟掌握十大塑料成型工艺
一分钟掌握十大塑料成型工艺一、注塑成型(一)注射成型注射成型:又称注塑成型,其原理是将粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注入压力,注塑时间,注塑温度工艺特点:优点:1、成型周期短、生产效率高、易实现自动化2、能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件3、产品质量稳定4、适应范围广缺点:1、注塑设备价格较高2、注塑模具结构复杂3、生产成本高、生产周期长、不适合于单件小批量的塑件生产应用:在工业产品中,注射成型的制品有:厨房用品(垃圾筒、碗、水桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、食品搅拌器等),玩具与游戏,汽车工业的各种产品,其它许多产品的零件等。
(二)嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。
工艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后工程更合理化。
2、树脂的易成型性、弯曲性与金属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的金属塑料一体化产品。
3、特别是利用了树脂的绝缘性和金属的导电性的组合,制成的成型品能满足电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成一体化产品后,可省去排列密封圈的复杂作业,使得后工序的自动化组合更容易。
(三)双色注塑双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法。
它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性。
工艺特点:1、核心料可以使用低黏度的材料来降低射出压力。
2、从环保的考虑,核心料可以使用回收的二次料。
3、根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。
塑胶成型工艺大全
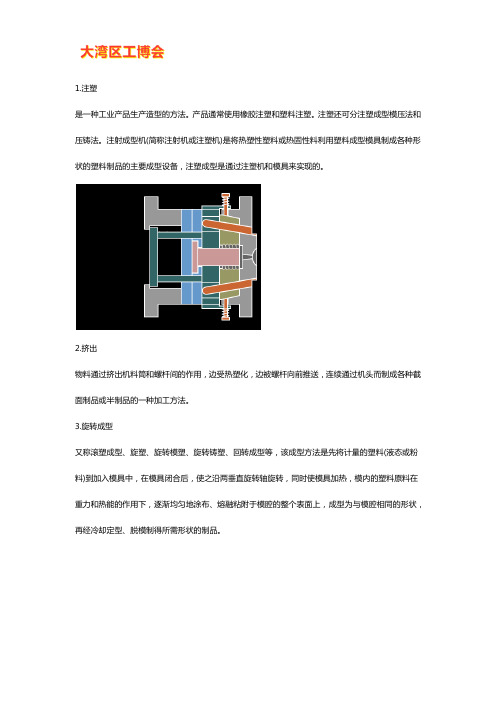
1.注塑是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注塑成型是通过注塑机和模具来实现的。
2.挤出物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
3.旋转成型又称滚塑成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品。
4.吹塑也称中空吹塑,是一种发展迅速的塑料加工方法。
热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
5.吸塑一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,并应用于各行各业的一种技术工艺。
6.模压成型又称压制成型或压缩成型,是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业.模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料。
7.压延成型将熔融塑化的热塑性塑料通过两个以上的平行异向旋转辊筒间隙,使熔体受到辊筒挤压延展、拉伸而成为具有一定规格尺寸和符合质量要求的连续片状制品,最后经自然冷却成型的方法。
压延成型工艺常用于塑料薄膜或片材的生产。
8.发泡成型是在发泡材料(PVC,PE和PS等)中加入适当的发泡剂,使塑料产生微孔结构的过程。
几乎所有的热固性和热塑性塑料都能制成泡沫塑料,发泡成型已成为塑料加工中一个重要领域。
塑料成型工艺
塑料成型工艺塑料成型工艺是一种将塑料材料经过热熔、挤出或注射等工艺加工成不同形状的方法。
在现代工业生产中,塑料成型工艺被广泛应用于各个领域,包括家电、汽车、建筑材料等行业。
本文将介绍塑料成型工艺的几种常见方法。
一、注塑成型注塑成型是一种将熔化的塑料物料注入模具中,通过冷却凝固而成型的方法。
这种成型方式适用于大批量的生产,常用于制造塑料制品,如塑料杯子、塑料盒子等。
注塑成型具有成型周期短、生产效率高等优点,然而需要耗费大量的能源和设备投资。
二、挤出成型挤出成型是一种将热塑性塑料通过挤出机加热熔化后,通过模具挤压成型的方法。
这种成型方式适用于生产长条状的塑料制品,如塑料管道、塑料板材等。
挤出成型的工艺相对简单,设备投资较少,但成型周期相对较长。
三、吹塑成型吹塑成型是一种先通过挤出成型得到塑料管状制品,再通过气压将管状制品膨胀成所需形状的方法。
这种成型方式适用于制造中空的塑料制品,如塑料瓶、塑料容器等。
吹塑成型的工艺流程复杂,但适用于生产具有复杂内部结构的中空制品。
四、压塑成型压塑成型是一种利用模具将塑料加热软化之后,施加压力使其成型的方法。
这种成型方式适用于生产大型、复杂的塑料制品,如汽车外壳、家电外壳等。
压塑成型具有成型精度高、产品质量稳定等优点,但设备投资较大。
总结:塑料成型工艺是现代工业生产中不可或缺的一部分,通过不同的成型方法,可以制造出各种各样的塑料制品。
注塑成型适用于大批量生产,挤出成型适用于生产长条状制品,吹塑成型适用于中空制品,压塑成型适用于大型复杂制品。
各种成型方法都有其独特的特点和适用范围,合理选择成型工艺对于塑料制品的品质和生产效率具有重要影响。
随着技术的不断发展,塑料成型工艺也在不断创新与进步,为各行各业的塑料制品提供了更多的选择和便利。
(整理)塑胶成形技术

塑膠成型技術資料一、前言在射出成形過程中,從試模到大量生產的這一段期間內,因成形不良,致使成品產生暇疵,而造成不良品或報廢品的因素有很多,其中主要原因大致可歸納為以下數點:1.成形作業過程中品管人員或作業人員疏忽。
2.成形材料使用不當。
3.射出成形機能力不足。
4.成形作業條件設定不當。
5.模具設計上製作不完備。
6.成形品設計上下不完善。
形成成形不良之原因,除上述第一項純屬品管人員或作業人員之疏忽,而造成之錯失外,其餘若詳加分析的話則可得知實際上造成成品不良的原因,並不單純,因為在上述諸項原因中有的不良原因之形成,並非是單獨由某一種原因所產生的,而是有許多項狀況之消除,常有賴於實際作業者多年的經驗與直覺的判斷。
二、成形品不良狀況1.充填不足(SHORT SHOT)2.毛邊(FLASH)3.縮水(SINK MARK)4.流痕(FLOW MARK)5.噴痕(JETT ING)6.銀條(SILVER STREAKS)7.表面模糊狀(DULLSURFACE)8.接合線(WELD LINE)9.氣泡(BUBLE)10.黑條與燒焦(BLACK STREAKS)11.裂痕與破裂(CRAGING CRACKING))12.變形(WARPAGE)13.頂白(白化、挽白)14.顫紋(CHATTER MARK)15.表面剝離(層裂)三、形成不良的原因1.充填不足(SHORT SHOT)又稱為缺料、短料、未飽料……,係指成形時所射出的熔融塑料【註1】未能完全充滿整個模窩【註2】而言,發生充填不足的原因大都是成形條件設定不當,成品壁厚設計太薄,模具設計製作不完備成形機本身容量不足。
2.毛邊(FLASH)又稱之為溢料、毛頭、過飽料……,係指熔融樹脂流入分模面(P.L 面) 裡,或滲入模仁【註3】之嵌合處內,致使成品產生不應有的料。
形成毛邊的原因,除成形機的能力不足外,大致上可以說是模具的問題比較多。
【註1】塑膠原料在料管中加溫至最宜成形的溫度時融解成流體的現象,稱之為熔融樹脂。
注塑指导工程塑料的成形工艺
一、形状
塑件的内外表面应设计得易于模塑,尽可能不采用复杂的瓣合 分模与侧抽芯方式。
二、壁厚
塑件的壁厚首先取决于塑件的使用要求,即强度、结构、质量、 电性能、尺寸稳定性及装配要求等。从工艺性能方面考虑,应尽可 能使塑件的壁厚均匀,塑件的壁厚为1~6mm比较合适,工程上一般 为2~4mm。
三、脱模斜度
脱模斜度一般为0.5°~1.5°,对于有花纹的塑件增大到4°~5°
3、压铸(注)成形
压铸成形又称为传递模塑。它是在改进压制成形的缺点,并吸 收注射成形的优点的基础上发展起来的一种 模塑方法,其成形原 理如图所示。
压制和压铸的区别在于:前者塑料在加料腔内加热加压熔化并 成形;后者塑料在加热腔内加热熔化,并通过浇注系统而快速射入 模具型腔,也是在压力下凝固成形。
压铸成形的优点是:可以模塑成形带有深孔的及其复杂形状的 塑件,也可模塑精细的、易碎的嵌件;塑件的飞边小,尺寸准确, 性能均匀,品质较高;模具的磨损较小。其缺点也有
以及薄膜等。一条挤出生产线包括挤出成型机、挤出模具、冷却定
型装置、牵引装置、切割或卷取装置及控制系统。挤出机由挤压系
统、传动系统、加热冷却系统组成。挤压系统包括螺杆、料筒、料
斗等。
挤出过程
切割及堆放装置 牵引装置
冷却水槽
定型装置 挤出模具 挤出机
培训单元5塑料成形的方法及工艺特性(精)

(一)塑料的成形方法
• 4. 挤出成形:利用挤出机的螺杆旋转加压,连续
地将熔融状态的塑料从料筒中挤出,通过特定截面 形状的机头口模成形,并借助于牵引装置将挤出的 塑件均匀拉出,同时冷却定型,获得截面形状一致 的连续型材。所用设备为挤出机。 • 5. 吹塑成形:吹塑成形是先通过挤出或注塑的成 形方法生产出高弹状态的塑料型坯,再把塑料型坯 放入处于打开状态的瓣合式吹塑模具内,闭合模具 ,然后向型坯内吹入压缩空气,使高弹塑料型胀开 ,并紧贴在模腔表壁,经冷却定型后,获得与模具 型腔形状一致的中空制品。主要用于制造瓶类、桶 类、箱类等中空塑料容器。所用设备为各种专用中 空吹塑设备或吸塑设备。
(二)塑料成形的工艺特性
• 3. 结晶性:结晶性是指塑料从熔融状态到冷 凝过程中,分子由无次序的自由运动状态而逐 渐排列成为正规模型倾向的一种现象。 • 4. 硬化特性:硬化是指热固性塑料成形时完 成交联反应的过程。硬化速度的快慢对成形工 艺有很重要的影响。 • 5. 吸湿性:吸湿性是指塑料对水分的敏感程塑料成形的工艺特性
• 1. 流动性:塑料在一定的温度、压力作用下 能够充满模具型腔的能力,称塑料的流动性。 • 影响塑料流动性: • ① 塑料的分子结构与成分。 • ② 温度。 • ③ 注射压力。 • ④ 模具结构。
(二)塑料成形的工艺特性
• 2. 收缩性:塑件从温度较高的模具中取出冷 却到室温后,其尺寸或体积会发生收缩变化, 这种性质称为收缩性。 • 塑件成形收缩主要与塑料品种、塑件结构、模 具结构、成形时的模具温度、压力、注射速度 及冷却时间等因素有关。
五、塑料成形的方法及工艺特性
(一)塑料的成形方法
• 1. 注射成形:通过注射机的螺杆或柱塞作用 ,将熔融状态的塑料经浇注系统射入闭合的模 具型腔内,经保压、冷却、硬化定型后,从模 具中取出成形的塑件。所用设备为注射机。 • 2. 压缩成形:将预热过的塑料原料放在经过 加热的模具型腔内,凸模向下运动,在压力和 热的共同作用下,熔融状态的塑料充满型腔, 然后固化成形。所用设备为液压机。 • 3. 压注成形:通过压柱或柱塞,将加料室内 受热的熔融的塑料经浇注系统压入加热的模具 型腔,然后固化成形。所用设备为液压机。
塑料成形工艺基础

压力过大会导致塑料流动困难,可能产生不均匀的填充,进而影响制品的均匀 性和性能。
成形时间对制品性能的影响
冷却时间的影响
成形过程中,塑料需要足够的时间来冷 却固化,以确保分子排列稳定和制品的 机械性能。冷却不足可能导致制品内部 应力过大,影响其稳定性和寿命。
时间与效率的权衡
延长成形时间可以提高制品质量,但 也会降低生产效率。选择合适的成形 时间需要在制品性能和生产效率之间 取得平衡。
06 成形工艺的发展趋势与展 望
高性能塑料的开发与应用
高性能塑料具有优良的机械性能、 耐高温、耐腐蚀等特点,广泛应 用于航空航天、汽车、电子等领
域。
随着科技的不断发展,高性能塑 料的种类和性能得到了极大的拓 展,为塑料成形工艺提供了更多
的可能性。
高性能塑料的成形工艺需要更高 的技术和设备要求,但能够满足 复杂结构和高端产品的制造需求。
温度与流动性的关系
温度越高,塑料的流动性越好,有利于填充模具的各个角落,减少空隙和表面缺陷。但温度过高可能导致材料过 热,影响其冷却后的性能。
成形压力对制品性能的影响
压力对密度和气体的排除
成形压力决定了塑料在模具中的压实程度。适当提高压力有助于提高制品的密 度和减少内部气泡,从而提高其物理强度和外观质量。
设备控制
通过控制系统实现对成形设备的精确控制,确保产品质量和 生产效率。
成形工艺参数
温度
控制塑料原料的加热和模具的温度,以实现 良好的流动和成型。
时间
控制成形周期,确保塑料在最佳时间内完成 成型。
压力
在成形过程中施加压力,以促进塑料的流动 和填充模具。
添加剂
根据需要添加增塑剂、颜料等添加剂,以改 善塑料的性能和外观。
塑料成型技术现状与发展

塑料成型技术现状与发展塑料成型技术是一种将塑料原料通过一系列加工工艺,加热、压力等作用下,使其变形成为所需形状的方法。
随着塑料在工业生产和日常生活中的广泛应用,塑料成型技术也得到了快速发展。
本文将从塑料成型技术的现状与发展两个方面进行探讨。
一、塑料成型技术的现状1.注塑成型技术注塑成型技术是目前最常用的塑料成型技术之一。
它通过将加热熔化的塑料原料注入模具中,经过冷却后得到所需的产品形状。
注塑成型技术具有生产效率高、成本低、产品精度高等优点,广泛应用于电子、汽车、家电等领域。
2.吹塑成型技术吹塑成型技术主要用于生产中空塑料制品,如瓶子、容器等。
它是将热塑性塑料颗粒加热熔化后注入到吹塑机的模具中,通过气压将塑料吹成所需的形状。
吹塑成型技术具有生产效率高、成本低、产品质量好等特点,被广泛应用于食品、化妆品等行业。
3.挤出成型技术挤出成型技术是将加热熔化的塑料原料通过螺杆挤出机挤出成型。
挤出成型技术可以生产出形状复杂的塑料制品,如管道、板材等。
挤出成型技术具有生产效率高、产品质量稳定、适用范围广等优点,在建筑、包装等领域得到了广泛应用。
二、塑料成型技术的发展1.高速成型技术高速成型技术是近年来发展起来的一种新型塑料成型技术。
它通过增加注塑机的射出速度和压力,缩短冷却时间,实现塑料制品的高速生产。
高速成型技术能够提高生产效率,降低生产成本,适用于大批量生产的需求。
2.微纳米成型技术随着微纳米科技的发展,微纳米成型技术逐渐应用于塑料制品的生产。
微纳米成型技术可以制造出微小尺寸的塑料制品,如微型零件、微流控芯片等。
微纳米成型技术具有高精度、高灵活性等特点,有望在医疗、电子等领域得到更广泛的应用。
3.可持续发展成型技术随着环保意识的增强,可持续发展成型技术成为塑料成型技术的一个重要发展方向。
可持续发展成型技术主要包括生物降解塑料的应用、回收利用塑料原料等。
这些技术可以减少对环境的污染,提高资源利用率,符合可持续发展的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶成型技术注塑塑胶技术 2008-03-16 14:44 阅读3072 评论18字号:大大中中小小注塑成型技術概論第一節塑膠調機的技巧常常聽到有技術員抱怨和頭痛,因為某些機種很難調,而且上次已做過,這次調半天還不行等頭痛困難點.塑膠調機本來象解數學題一樣有多種方法,重要的是靠每個人的思維能力和分析問題能力,除主觀原因分析外,還需從客觀因素分析才能對症下藥,做到藥到病除.一.從產品狀況看問題點調機時從產品不良分析時闡.壓力.速度.溫度等技術參數,找到問題后才能解決問題.如果盲目調試不但不會有結果,相反越調越遠;如101B上蓋開始調試很難滿膠,而分析之不良原因后加用模溫控制,結果很容易注滿.二.從來料分析問題膠粒來源往往不太一樣,每廠生產都有其特性,必須作參數應變,HIPS料管溫度一般190℃左右,但須根據產品品質的需求而增減.例:6599底座每換一批料時以前一參數會出現料花,需從來料中發掘問題,作參數溫度調整后,不良點很快控制.三.從模具中檢討調試方法通常調機以模具為重點,設計流道的好壞能直接影響調機的效率,往往許多模具從設計到制作存在缺失,造成調機的困難度,這時必須超出正常的調試方法,用位置和速度加于控制或考慮某種特殊方法.象601F面板發現縮水一直調機無法改善,最后從模具角度發現針位太短所致,找到問題就迎刃而解.四.從機台“個性”分析調機方法機台象人一樣有“個性”,調機首先行分析機台性能,有些機台做品質要求高的產品很容易暴露其個性,從射速快慢.壓力多段和保壓.溫度穩定性等來衡量精密度模具的調試,拿東洋機台(G5)機台生產601F面板時一直有气花無法改善,經調入億耐機台不良完全控制.另外,震雄機台B1.B2所射出產品不良過高,黑紋大面積出現,調機一直改善不了,后經檢討后發現螺杆有問題,最后才把不良降低.五.耐心+恆心+誠心心煩做不成事,心靜能調好機,調機也是一門腦力課程,必須用思維分析.耐心用多種參數演變;用恆心追蹤品質穩定性;誠心探討調試方法.總之:調機關鍵在于“三心”!!!第二節成型概述及設備保養射出成型所謂射出成型是屬某一種塑膠經料管高溫度熔融后注入模腔內冷卻取出與模腔相同之塑件的過程.(現分為以下三大重點)一.射出常用塑料的識別待征常用塑料的識別特征.我們在識別常用塑料的情況下,一般以用外觀識別法和燃燒察法進行判斷:1.外觀識別法:a.聚苯乙烯(PS)在未柒色前是透明的.為脆性.易脆裂.在彎折時經多次反復彎折部會發白,發熱而發生特有的气味.b.改性聚苯乙烯(hips.ips)在未柒色前是乳白色的.為了改善聚苯乙烯(PS)強度小(脆性),耐熱低的缺點,以聚苯乙烯(PS)為基質,與不同單體共聚或與共聚體均聚體共混,為改性聚苯乙烯(簡稱:Hips.ips;俗稱:不碎膠).c.ABS未柒色為象牙色,不透明.其綜合性比較好.還有一種重要性能就是能與其它許多熱塑性或熱固性塑料共混(特點).d.壓克力(PMMA)有機玻璃:是屬非結晶型塑料,在塑料中透明度最好,用途廣;缺點:較脆,表面硬度低,加工要求嚴格,其中一個問題是對水份很敏感.2.燃燒觀察法:a.聚苯乙烯(ps)改性聚苯乙烯(Hips.ips)ABS塑料都是容易燃燒的,在取走火源后仍會繼續燃燒,火焰呈黃色,並有濃密黑湮炭末飛逸,PS和Hips.ips表面會汽泡,ABS不起泡而呈焦化狀態,這幾種塑料在熄滅時發出的气味差別很大,ABS有一種非常獨特的臭味.b.壓克力燃燒較難著火,但能緩慢燃燒,,離火后仍繼續自然,火焰呈藍色,頂端白色,燃燒時塑料熔化起泡,發生強烈花果臭味和腐爛的蔬菜臭味.二.成型條件之設定:1. 所需設定之溫度,根據材質融度而定,壓力.速度.時間應根據模具結構及產品之大小而設定.但是產品大並不表示壓力速度需增大.壓力.速度.時間之大小主要是根據產品的品質要求來設定.2. 不論任何產品在生產之前一定要設定最小之壓力,速度來成型(以免漲模,粘模現象).后隨著產品之要求而增大.但是在某些前模鑲件較多之模具成型第一模時最好能充滿膠,不然有粘前模現象.(例:6599底座).3. 特別是新開之模具,第一次試模應注意以下幾點:a.三板模開模之動作.(壓力.速度之設定)b.頂出行程及壓力,速度動作之設定.c.在成型前一定要打脫模劑,以防粘模.三.成型中問題分析:1. 問題點:缺膠.縮水.料花.气泡.黑紋.黃紋.毛邊.拉模等等.2. 分析原因:我們在生產過程中出現異常時應從多方面分析,不能以單純的一面考慮.例如:缺膠有成型參數.機器性能及模具結構,有些產品出現缺膠時壓力越大反而缺料更嚴重,或還會出現其它異常.但我們在一般情況下是以增加壓力改善,在設備保養目的:為延長設備的使用壽命,確保生產中正常運轉,以及提高生產效率達到高水準的品質要求.(分三階段)內容:1.一級保養. (日.周保養)2.二級保養. (日保養)3.三級保養.(半年.一年保養)東洋機的簡單操作與常見故障一. 東洋機的組成1.鎖模系統2.射膠系統3.油壓系統4.電气系統二. 射出成型方法1. 本注塑機射出特點為一次壓,一速或多速及保壓成型.2. 根據不同的產品可選用二段.三段甚至多段射出成型,另配合多速及保壓成型.三. 常見故障與排除方法1. 冷間起動將等二段或三段溫度降至20℃~30℃左右等警報后輸入原來的數值即排除.2. 射出原點未完是指在生產中停電而造成的警報,其方法為自動校正原點.四. 保養方法1. 定期給各個潤滑部分加黃油.2. 各部位螺絲定期檢查是否松動.第四節機械手使用操作說明一. 造裕機械手的功能1. 可選擇“中文顯示”或“英文顯示”.2. 掌上型電控,體積小操作容易.3. 100組記憶功能,除20組標準動作程式外,可自行設定80組動作程式.4. 永存性操作程式記憶體,不受斷電影響.5. 自動檢測並顯示錯誤狀況警報.二. 使用時為確保機械手及射出機模具安全有下列幾項限制:1. 機械手下降后,不能做垂直或水平動作.2. 機械手下降后,不能做模行動作.3. 機械手未在橫軸兩端,不能做下降動作.4. 無開模完成信號,機械手不能做下降動作.三. 金爪機械手可分橫走式與轉式兩種1. 橫走式機械手面板功能介紹:a. 螢幕顯示區:LCD顯示螢幕,顯示所有功能,動作監視,時間等.b.按手功能擴充鍵:手動或自動時,再按F1~F4鍵即能加以擴充功能.c.數目及手動:此鍵為調整手動時使用,也可當更改數值用.例:在手動時按此鍵為正臂下降,在自支時按此鍵即為輸入“0”數值.d.操作選擇區:此區主要為功能選擇是否使用,或要手動.自動還是編輯,並可用游標指示,更改位置.四:回轉式機械手控制面板功能介紹1. 總時間:此位置顯示本機台各種功能.如Pno為更改模數,S—為檢查程式內容,Ed—為模疑程式之用,若無指示時為機械手不使用狀態,在使用狀態時會顯示每一周期所使用時產之長短,並且故時顯示各種故障代碼.2. 使用中鍵:此按鍵為機械手ON/OFF開關,當有使用時總時間及4個計時器均會有數字顯示,而不使用時無任何數字顯示.3. 設定開關鍵:此按鍵作選擇各種功能之用及各種作時間之輸入按鍵及所有按鍵之總按鍵,若此鍵燈不亮時其手動及時間調整均無法操作.4. 手動中鍵:機械手操作手動時須先按此鍵才能操作手動動作,若需調整機械手射出機R寸時,先按鍵再按所需之按鍵,如下降:先按便用中鍵,設定開關鍵,起動信號按此鍵再按下降鍵即可完成下降之動作,若須自動時按無此鍵,機械手立即處于自動狀態.5. <0>0此兩鍵為選擇幾組程式時便用,按此兩按鍵時模數會增加或減少至所需之模數.6. <F1>F2此兩按鍵為備用鍵,于模疑程式設定才有使用,作為延遲,關模,結束程式之用.四. 機械手使用注意事項1. 機械手電源由射出機供給,射出機馬達起動機械手電源好機動(金爪機械手).2. 將機械手機械手不使用時,請旋轉角至換模時位置(回轉式機械手).3. 使用機械手前,先行確認气壓是否正常,並且機械手使用組數是否正確.4. 機械手可手動調整R寸或自動調整R寸及自動使用,須確認模子是否開模完成.5. 警報響時,先確認警報說明(代號)再行開門.6. 旋轉角,調整不可在90℃~90℃之間避免回轉機構損壞(回轉機械手).五. 機械手簡單故障與排除方法1. 自動時,主臂(副臂)下降太慢.a. 檢查气壓壓力是否正常5-6Kg/㎝2范圍內.b. 檢查主臂(副臂)下降調速閥與緩沖調整螺絲.c. 檢查自動時下降時間是否太長.d. 檢查啟動延遲時間是否太長.2. 吸盤(夾子)未確認.a. 檢查气壓壓力是否在5-6 Kg/㎝2 范圍內.b.調試未OK,產品未吸(夾)到.c.檢查真空吸管或吸盤是否破裂.e. 檢查近接開關是否感應.3. 無法模出.模入.a. 檢查是否開模完成.b. 查看正臂.副臂是否上升完成.c. 按模出,入時,馬達剎車是否有動作聲.d. 高頻器是否通電或異常.注塑成型技術概論(四)第一節塑膠調機的技巧常常聽到有技術員抱怨和頭痛,因為某些機種很難調,而且上次已做過,這次調半天還不行等頭痛困難點.塑膠調機本來象解數學題一樣有多種方法,重要的是靠每個人的思維能力和分析問題能力,除主觀原因分析外,還需從客觀因素分析才能對症下藥,做到藥到病除.一.從產品狀況看問題點調機時從產品不良分析時闡.壓力.速度.溫度等技術參數,找到題后才能解決問題.如果盲目調試不但不會有結果,相反越調越遠;如101B上蓋開始調試很難滿膠,而分析之不良原因后加用模溫控制,結果很容易注滿.二.從來料分析問題膠粒來源往往不太一樣,每廠生產都有其特性,必須作參數應變,HIPS料管溫度一般190℃左右,但須根據產品品質的需求而增減.例:6599底座每換一批料時以前一參數會出現料花,需從來料中發掘問題,作參數溫度調整后,不良點很快控制.三.從模具中檢討調試方法通常調機以模具為重點,設計流道的好壞能直接影響調機的效率,往往許多模具從設計到制作存在缺失,造成調機的困難度,這時必須超出正常的調試方法,用位置和速度加于控制或考慮某種特殊方法.象601F面板發現縮水一直調機無法改善,最后從模具角度發現針位太短所致,找到問題就迎刃而解.四.從機台“個性”分析調機方法機台象人一樣有“個性”,調機首先进行分析機台性能,有些機台做品質要求高的產品很容易暴露其個性,從射速快慢.壓力多段和保壓.溫度穩定性等來衡量精密度模具的調試,拿東洋機台(G5)機台生產601F面板時一直有气花無法改善,經調入億耐機台不良完全控制.另外,震雄機台B1.B2所射出產品不良過高,黑紋大面積出現,調機一直改善不了,后經檢討后發現螺杆有問題,最后才把不良降低.五.耐心+恆心+誠心心煩做不成事,心靜能調好機,調機也是一門腦力課程,必須用思維分析.耐心用多種參數演變;用恆心追蹤品質穩定性;誠心探討調試方法.總之:調機關鍵在于“三心”!!!塑膠部郭龍文工號:19910085第二節成型概述及設備保養射出成型所謂射出成型是屬某一種塑膠經料管高溫度熔融后注入模腔內冷卻取出與模腔相同之塑件的過程.(現分為以下三大重點)一.射出常用塑料的識別待征常用塑料的識別特征. 我們在識別常用塑料的情況下,一般以用外觀識雖和燃燒察法進行判斷:1.外觀識別法:a.聚苯乙烯(PS)在未柒色前是透明的.為脆性.易脆裂.在彎折時經多次反復彎折部會發白,發熱而發生特有的气味.b.改性聚苯乙烯(hips.ips)在未柒色前是乳白色的.為了改善聚苯乙烯(PS)強度小(脆性),耐熱低的缺點,以聚苯乙烯(PS)為基質,與不同單體共聚或與共聚體均聚體共混,為改性聚苯乙烯(簡稱:Hips.ips;俗稱:不碎膠).c.ABS未柒色為象牙色,不透明.其綜合性比較好.還有一種重要性能就是能與其它許多熱塑性或熱固性塑料共混(特點).d.壓克力(PMMA)有機玻璃:是屬非結晶型塑料,在塑料中透明度最好,用途廣;缺點:較脆,表面硬度低,加工要求嚴格,其中一個問題是對水份很敏感.2.燃燒觀察法:a.聚苯乙烯(ps)改性聚苯乙烯(Hips.ips)ABS塑料都是容易燃燒的,在取走火源后仍會繼續燃燒,火焰呈黃色,並有濃密黑湮炭來飛逸,PS和Hips.ips表面會汽泡,ABS不起泡而呈焦化狀態,這幾種塑料在熄滅時發出的气味差別很大,ABS有一種非常獨特的臭味.b.壓克力燃燒較難著火,但能緩慢燃燒,,離火后仍繼續自然,火焰呈藍色,頂端白色,燃燒時塑料熔化起泡,發生強烈花果臭味和腐爛的蔬菜臭味.二.成型條件之設定:1. 所需設定之溫度,根據材質融度而定,壓力.速度.時間應根據模具結構及產品之大小而設定.但是產品大並不表示壓力速度需增大.壓力.速度.時間之大小主要是根據部品的品質要求來設定.2. 不論任何部品在生產之前一定要設定最小之壓力,速度來成型(以免漲模,粘模現象).后隨著部品之要求于增大.另:但是在某些前模鑲件較多之模具成型第一模時最好能充滿膠,不然有粘前模現象.(例:6599底座).3. 特別是新開之模具,第一次試模應注意以下幾點:a.三板模開模之動作.(壓力.速度之設定)b.頂出行程及壓力,速度動作之設定.c.在成型前一定要打脫模劑,以便粘模.三.成型中問題分析:1. 問題點:缺膠.縮水.料花.气泡.黑紋.黃紋.毛邊.拉模等等.2. 分析原因:我們在生產過程中出現異常時應從多方面分,不能以單純的一面考慮.例如:缺膠有成型參數.機器性能及模具結構,但我們在一般情況下是以增加壓力改善,在有些部品出現缺膠時壓力越大反而缺料更嚴重,或還會出現其它異常.設備保養目的:為延長設備的使用壽命,確保生產中正常運轉,以及提高生產效率達到高水準的品質要求.(分三階段)內容:1. 一級保養. (日.周保養)2. 二級保養. (日保養)3. 三級保養.(半年.一年保養)塑膠部技術員第三節東洋機的簡單操作與常見故障一.東洋機的組成1.鎖模系統2.射膠系統3.油壓系統4.電气系統二.射出成型方法1.本注塑機射出特點為一次壓,一速或多速及保壓成型.2.根據不同的產品可選用二段.三段甚至多段射出成型,另配合多速及保壓成型.三.常見故障與排除方法1.冷間起動將等二段或三段溫度降至20℃~30℃左右等警報后輸入原來的數值即排除.2.射出原點未完是指在生產中停電而造成的警報,其方法為自動校正原點.四.保養方法1.定期給各個潤滑部分加黃油.2.各部位螺絲定期檢查是否松動.塑膠部技術員吳澤偉第四節機械手使用操作說明一.造裕機械手的功能1.可選擇“中文顯示”或“英文顯示”.2.掌上型電控,體積小操作容易.3.100組記憶功能,除20組標準動作程式外,可自行設定80組動作程式.4.永存性操作程式記憶體,不受斷電影響.5.自動檢測並顯示錯誤狀況警報.二.使用時為確保機械手及射出機模具安全有下列幾項限制:1.機械手下降后,不能做垂直或水平動作.2.機械手下降后,不能做模行動作.3.機械手未在橫軸兩端,不能做下降動作.4.無開模完成信號,機械手不能做下降動作.三.金爪機械手可分橫走式與轉式兩種1.橫走式機械手面板功能介紹:a.螢幕顯示區:LCD顯示螢幕,顯示所有功能,動作監視,時間等.b.功能擴充鍵:當按手動或自動時,再按F1~F4鍵即能加以擴充功能.c.數目及手動:此鍵為調整手動時使用,也可當更改數值用.例:在手動時按此鍵為正臂下降,在自支時按此鍵即為輸入“0”數值.d.操作選擇區:此區主要為功能選擇是否使用,或要手動.自動還是編輯,並可用游標指示,更改位置.四:回轉式機械手控制面板功能介紹1.總時間:此位置顯示本機台各種功能.如Pno為更改模數,S—為檢查程式內容,Ed—為模疑程式之用,若無指示時為機械手不使用狀態,在使用狀態時會顯示每一周期所使用時產之長短,並且故時顯示各種故障代碼.2.使用中鍵:此按鍵為機械手ON/OFF開關,當有使用時總時間及4個計時器均會有數字顯示,而不使用時無任何數字顯示.3.設定開關鍵:此按鍵作選擇各種功能之用及各種作時間之輸入按鍵及所有按鍵之總按鍵,若此鍵燈不亮時其手動及時間調整均無法操作.4.手動中鍵:機械手操作手動時須先按此鍵才能操作手動動作,若需調整機械手射出機R寸時,先按鍵再按所需之按鍵,如下降:先按便用中鍵,設定開關鍵,起動信號按此鍵再按下降鍵即可完成下降之動作,若須自動時按無此鍵,機械手立即處于自動狀態.5.<0>0此兩鍵為選擇幾組程式時便用,按此兩按鍵時模數會增加或減少至所需之模數.6.<F1>F2此兩按鍵為備用鍵,于模疑程式設定才有使用,作為延遲,關模,結束程式之用.四.機械手使用注意事項1.機械手電源由射出機供給,射出機馬達起動機械手電源好機動(金爪機械手).2.機械手不使用時,請將機械手旋轉角至換模時位置(回轉式機械手).3.使用機械手前,先行確認風壓是否正常,並且機械手使用組數是否正確.4.機械手可手動調整R寸或自動調整R寸及自動使用,須確認模子是否開模完成.5.警報響時,先確認警報說明(代號)再行開門.6.旋轉角,調整不可在90℃~90℃之間避免回轉機構損壞(回轉機械手).五.機械手簡單故障與排除方法1.自動時,主臂(副臂)下降太慢.a.檢查气壓壓力是否正常5-6Kg/㎝2范圍內.b. 檢查主臂(副臂)下降調速閥與緩沖調整螺絲.c. 檢查自動時下降時間是否太長.d. 檢查啟動延遲時間是否太長.2.吸盤(夾子)未確認.a.檢查气壓壓力是否在5-6 Kg/㎝2 范圍內.b.調試未OK,產品未吸(夾)到.c.檢查真空吸管或吸盤是否破裂.e.檢查近接開關是否感應.3.無法模出.模入.a.檢查是否開模完成.b. 查看正臂.副臂是否上升完成.c. 按模出,入時,馬達剎車是否有動作聲.d. 高頻器是否通電或異常.塑膠部技術員常用膠粒及特性一.ABSABS是簡稱,全名:Acrylonitrle -butadiene-styrene plastics,中文名:丙烯錛---丁二烯---笨乙烯塑膠ABS特性:1.簡易分辨法:易燃燒,火焰拿走后不熄滅火焰的顏色-----黃色黑煙燃燒后的狀態-----熔融落下氣味-----------------橡膠味..辣味2.成形條件加熱溫度(。