钢筋机械连接质量验收记录(直螺纹)03
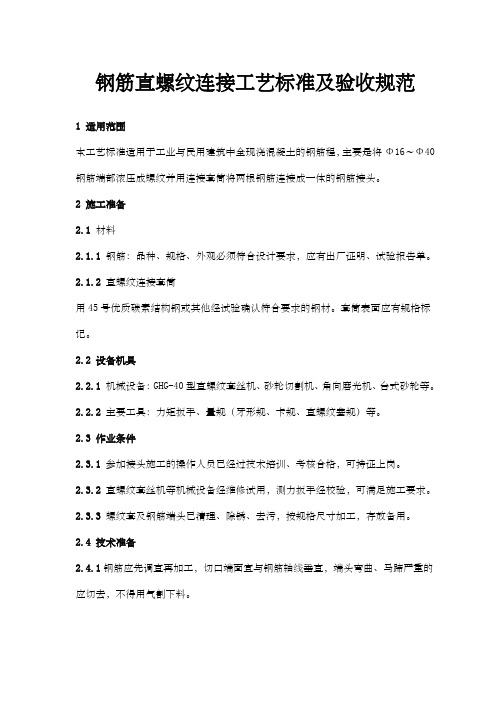
钢筋直螺纹连接工艺标准及验收规范
钢筋直螺纹连接工艺标准及验收规范(共4页)-本页仅作为预览文档封面,使用时请删除本页-钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备材料钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
设备机具机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
作业条件参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
技术准备钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
现场连接施工连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表的规定。
力矩扳手的精度为±5%。
3 施工操作工艺工艺规程直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录常用接头连接方法有三种:同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋机械连接质量验收记录(直螺纹)

四川省建设厅制
目 型式检验报 工程中应用钢筋机械连接接头时,应由该 告 技术提供单位提交有效的型式检验报告
专业工长
《钢筋机械连接技术规程》JGJ107-2010
施工单位检查评定记录
监理单位验 收记录
工艺检验 符合7.0.2条
一 接头加工 符合6.1.1、6.1.2条 般
项 目 接头安装 符合6.2.1条
实 项目
按“JGJ107-2010”7.0.5条验收 ≤16 18~20 22~25 28~32 36~40 批抽取其中的10%校核,填取偏差
值。
□□□□□
测
拧紧扭矩校 项 核(N.m) ≥100 ≥200 ≥260 ≥320 ≥360
目
共实测 点,其中合格 点、不合格 点,合格率
%
施工单位检 查评定结果
项目专业质量检查员:
项目专业质量(技术)负责人:
年月日
监理(建设) 单位验收结论
监理工程师:
年月日
注:本表由施工项目专业质量检查员填写,监理工程师组织项目质量技术负责人等进行验收。
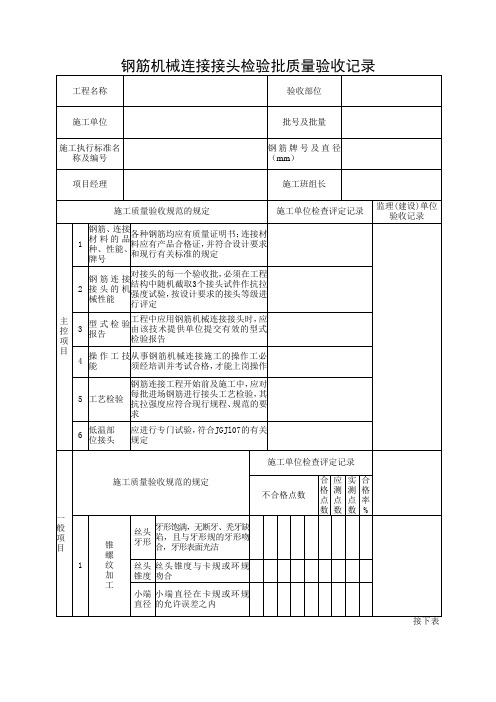
钢筋机械连接质量验收记录(直螺纹)
工程名称
施工单位
验收部位
施工执行标准及编号
质量验收规定
主
连接材料的 品种、性能
、牌号
连接材料应有产品合格证,并符合设计要 求和现行有关标准的规定
控 钢筋连接接 对接头的每个检验批,必须在工程结构中
头的机械性 随机截取3个接头试件作抗拉强度试验,按
项
能 设计要求的接头等级进行评定
钢筋直螺纹连接工艺标准及验收规范

钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
2.5.4经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内出头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋机械连接接头质量及力矩检查记录1
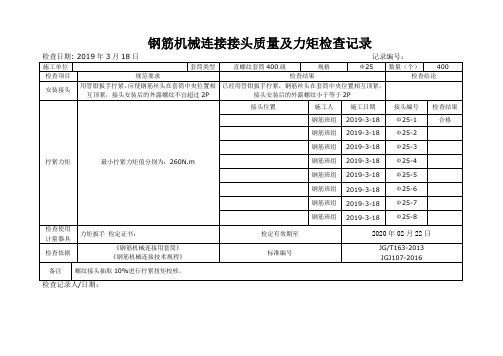
检查日期: 2019年3月18日记录编号:
施工单位
套筒类型
直螺纹套筒400级
规格
Φ25
数量(个)
400
检查项目
规范要求
检查结果
检查结论
安装接头
用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧,接头安装后的外露螺纹不宜超过2P
已经用管钳扳手拧紧,钢筋丝头在套筒中央位置相互顶紧,接头安装后的外露螺纹小于等于2P
拧紧力矩
最小拧紧力矩值分别为:260N.m
接头位置
施工人
施工日期
接头编号Байду номын сангаас
检查结果
钢筋班组
2019-3-18
Φ25-1
合格
钢筋班组
2019-3-18
Φ25-2
钢筋班组
2019-3-18
Φ25-3
钢筋班组
2019-3-18
Φ25-4
钢筋班组
2019-3-18
Φ25-5
钢筋班组
2019-3-18
Φ25-6
钢筋班组
2019-3-18
Φ25-7
钢筋班组
2019-3-18
Φ25-8
检查使用
计量器具
力矩扳手检定证书:
检定有效期至
2020年02月22日
检查依据
《钢筋机械连接用套筒》
《钢筋机械连接技术规程》
标准编号
JG/T163-2013
JGJ107-2016
备注
螺纹接头抽取10%进行拧紧扭矩校核。
检查记录人/日期:
钢筋直螺纹连接的质量要求

钢筋直螺纹连接的质量要求钢筋直螺纹连接是一种常用的钢筋连接方式,它具有结构简单、连接可靠等特点,被广泛应用于建筑工程领域。
然而,钢筋直螺纹连接的质量对于工程结构的安全性和耐久性至关重要。
因此,在进行钢筋直螺纹连接时,需要严格按照一定的质量要求进行操作。
钢筋直螺纹连接的质量要求包括连接强度、连接质量和连接方式等方面。
连接强度是钢筋直螺纹连接的重要指标之一。
连接强度决定了钢筋连接的承载能力和抗震性能。
在进行连接时,应确保连接强度符合设计要求,不得低于规定数值。
同时,在连接过程中要注意控制连接强度的变异系数,避免出现强度不均匀的情况。
连接质量是指钢筋直螺纹连接的完整性和稳定性。
连接质量的好坏直接影响到结构的安全性和使用寿命。
为了确保连接质量,应注意以下几个方面:首先,连接部位的几何形状应符合设计要求,不得有明显的凹凸、尺寸偏差等缺陷。
其次,在连接过程中要保证连接部位的清洁,防止杂质进入连接间隙影响连接质量。
最后,连接部位的加工工艺应符合相关标准,确保连接的牢固性和稳定性。
钢筋直螺纹连接的方式也是影响连接质量的重要因素之一。
常见的连接方式包括机械连接和焊接连接。
在选择连接方式时,需要根据具体工程要求和设计要求进行选择。
机械连接方式适用于一些需要频繁拆卸的场合,它具有连接方便、灵活等优点。
而焊接连接方式适用于一些对连接强度要求较高的场合,它具有连接牢固、稳定等优点。
在进行连接时,要根据具体情况选择合适的连接方式,并按照相关规范进行操作,确保连接的质量。
钢筋直螺纹连接的质量还与材料的选择和施工操作等因素密切相关。
在选择钢筋和螺纹钢筋时,要根据工程要求和设计要求选择合适的材料,并注意材料的质量。
在施工操作中,要严格按照施工图纸和相关规范进行操作,确保连接的准确性和一致性。
钢筋直螺纹连接的质量要求是建筑工程中重要的环节之一。
连接强度、连接质量、连接方式、材料选择和施工操作等因素都会影响连接的质量。
因此,在进行钢筋直螺纹连接时,需要严格按照相关要求进行操作,确保连接的质量达到设计要求,从而保证工程结构的安全性和耐久性。
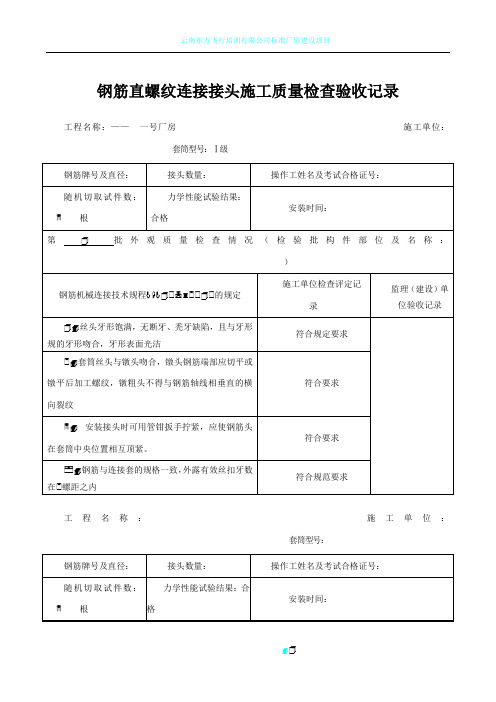
钢筋直螺纹连接接头施工质量检查验收记录

工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋直径:
接头数量:
随机切取试件数:
根
力学性能试验结 果:
外观质量检查情况(检验批构件部位及名称):
个
操作工姓名:
安装时间:
钢筋机械连接技术规程JGJ107-2010的规定
施工单位检查评定记录
1.丝头牙形饱满,无断牙、秃牙缺陷,且与牙形规 的牙形吻合,牙形表面光洁 2.套筒丝头与镦头吻合,镦头钢筋端部应切平或镦 平后加工螺纹,镦粗头不得与钢筋轴线相垂直的横 向裂纹 3. 安装接头时可用管钳扳手拧紧,应使钢筋头在 套筒中央位置相互顶紧。
施工单位检查评定结果:
监理(建设)单位验收结论:
监理(建设)单位 验收记录
项目专业技术负责人:
年月日
项目专业监理工程师(建 设单位项目技术负责人):
监理(建设)项目部 (章)
年月日
注:该记录一页可检查验收两个检验批;②外观检查结果,当 有一个接头不符合要求时,应对全部接头进行检查,剔出不 合格接头。
施工单位检查记录人: 监理(建设)单位旁站监督人:
1.丝头牙形饱满,无断牙、秃牙缺陷,且与牙形规 的牙形吻合,牙形表面光洁 2.套筒丝头与镦头吻合,镦头钢筋端部应切平或镦 平后加工螺纹,镦粗头不得与钢筋轴线相垂直的横 向裂纹 3. 安装接头时可用管钳扳手拧紧,应使钢筋头在 套筒中央位置相互顶紧。
4.钢筋与连接套的规格一致,外露有效丝扣牙数在 3牙之内
4.钢筋与连接套的规格一致,外露有效丝扣牙数在 3牙之内
工程名称: 株洲诚晟
施工单位:
监理(建设)单位 验收记录
钢筋直径:
接头数量:
钢筋直螺纹连接工艺标准及验收规范

钢筋直螺纹连接⼯艺标准及验收规范钢筋直螺纹连接⼯艺标准及验收规范1 适⽤范围本⼯艺标准适⽤于⼯业与民⽤建筑中全现浇混凝⼟的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并⽤连接套筒将两根钢筋连接成⼀体的钢筋接头。
2 施⼯准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出⼚证明、试验报告单。
2.1.2直螺纹连接套筒⽤45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表⾯应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、⾓向磨光机、台式砂轮等。
2.2.2主要⼯具:⼒矩扳⼿、量规(⽛形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施⼯的操作⼈员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试⽤,测⼒扳⼿经校验,可满⾜施⼯要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺⼨加⼯,存放备⽤。
2.4 技术准备2.4.1钢筋应先调直再加⼯,切⼝端⾯宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得⽤⽓割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或⽤套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施⼯2.5.1 连接钢筋时,钢筋规格和套筒的规格必须⼀致,钢筋和套筒的丝扣应⼲净、完好⽆损。
2.5.2采⽤预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使⽤管钳和⼒矩扳⼿进⾏施⼯,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧⼒矩应符合表2.5.3的规定。
⼒矩扳⼿的精度为±5%。
2.5.4经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P。
3 施⼯操作⼯艺3.1 ⼯艺规程3.1.1直螺纹连接套连接钢筋施⼯⼯艺。
钢筋预加⼯在钢筋加⼯棚进⾏,其施⼯程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)料磨光⽑刺、缝边将钢筋端头送⼊套丝机卡盘开⼝内出头测量和检验丝头质量合格的按规定⼒矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备⽤3.2 ⼯艺操作⽅法:施⼯现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,⾸尾对接拧⼊连接套按直螺纹连接的⼒矩扭紧钢筋接头,直到⼒矩扳⼿发出响声为⽌⽤油漆在接好的钢筋上标记质检⼈员按规定⼒矩值检查钢筋连接质量,⼒矩扳⼿发出响声为合格接头做钢筋接头的抽检记录3.3 常⽤接头连接⽅法有三种:3.3.1同径或异径普通接头系分别⽤⼒矩扳⼿将下钢筋与连接套、连接套与上钢筋拧到规定的⼒矩。
钢筋机械连接接头检验批质量验收记录
检查结果
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目技术负责人)年月日
钢筋机械连接
工程名称
验收部位
施工单位
批号及批量
施工执行标准名称及编号
钢筋牌号及直径(mm)
项目经理
施工班组长
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1
钢筋、连接材料的品种、性能、牌号
各种钢筋均应有质量证明书;连接材料应有产品合格证,并符合设计要求和现行有关标准的规定
2
钢筋连接接头的机械性能
对接头的每一个验收批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定
3
型式检验报告
工程中应用钢筋机械连接接头时,应由该技术提供单位提交有效的型式检验报告
4
操作工技能
从事钢筋机械连接施工的操作工必须经培训并考试合格,才能上岗操作
5
工艺检验
钢筋连接工程开始前及施工中,应对每批进场钢筋进行接头工艺检验,其抗拉强度应符合现行规程、规范的要求
压痕处套筒外径
0.8 ~0.90倍原套筒长度
3
锥
螺
纹
接
头
外
观
接头外观
钢筋与连接套的规格一致,接头丝扣无完整丝扣外露
接
头
拧
紧
力
矩
钢
筋
直
径
mm
16
118N.m
18
145N.m
20
177N.m
22
216N.m
25~28
钢筋直螺纹连接工艺标准及验收规范
钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3表2.5.3接头拧紧力矩2.5.4经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋机械连接接头质量检验

钢筋机械连接接头质量检验(2010.6.16)一、钢筋机械连接检验的类型有3种类型,即型式检验、工艺检验和现场检验。
1、接头型式检验:在下列情况应进行型式检验:(1)确定接头性能等级时;(2)材料、工艺、规格进行改动时;(3)型式检验报告超过4年时。
施工单位应将配件(如套筒)提供单位的型式检验报告列入工程验收资料,并归档留存;型式检验报告标准样式见《钢筋机械连接技术规程》(JGJ107-2010)附录B.(套筒材质为《热轧优质碳素结构园钢》GB/T699-1999);2、工艺检验:钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验。
工艺检验应符合下列规定:(1)每种规格钢筋的接头试件不应少于3根;(2)每根试件的抗拉强度和3根接头试件的残余变形的平均值均应符合JGJ107-2010表3.0.5和表3.0.7的规定(3)接头试件在测量残余变形后可再进行抗拉强度试验,并宜按JGJ107规程附录A表A.1.3中的单向拉伸加载制度进行试验;(4)第一次工艺检验中1根试件抗拉强度或3根试件的残余变形平均值不合格时,允许再抽3根试件进行复检,复检仍不合格时判为工艺检验不合格。
(5)应由具备上岗资格的实际操作人员,采用相同的设备、材料,在与实际施工相同的条件下操作,制成钢筋接头,送试验室进行检验合格后方可实施钢筋连接施工作业。
3、现场检验(接头抽样):应进行外观质量和接头力学性能检验,机械连接接头每500个为一检验批,不足时也为一批。
二、钢筋机械连接接头的质量跟踪1、接头的等级(以HRB335为例,σs=335,σb=455)接头应根据抗拉强度、残余变形以及高应力和大变形条件下反复拉压性能的差异,分为下列三个性能等级:Ⅰ级:接头抗拉强度等于被连接钢筋的实际拉断强度(当试件断于钢筋母材时,表明接头已满足规定要求)或不小于1.10倍钢筋抗拉强度标准值(455×1.10=50.05)(当试件断于机械接头长度区段时,应满足此要求,才能判为合格),残余变形小并具有高延性及反复拉压性能。
钢筋直螺纹连接工艺标准及验收规范
钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.4经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内出头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋直螺纹连施工质量检查验收记录
安装接头时可用管钳扳手拧紧,应使钢筋头在套筒中央位置相互顶紧。
符合要求
钢筋与连接套的规格一致,外露有效丝扣牙数在螺距之内
符合规范要求
施工单位检查评定结果:
符合要求,检查合格
项目专业技术负责人:
施工单位检查记录人:
年月日
监理(建设)单位验收结论:
同意验收
项目专业监理工程师(建设单位项目技术负责人):
操作工姓名及考试合格证号:
随机切取试件数:根
力学性能试验结果:合格
安装时间:
第批外观质量检查情况(检验批构件部位及名称:)
钢筋机械连接技术规程的规定
施工单位检查评定记录
丝头牙形饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合,牙形表面光洁
符合规定要求
套筒丝头与镦头吻合,镦头钢筋端部应切平或镦平后加工螺纹,镦粗头不得与钢筋轴线相垂直的横向裂纹
符合规定要求
套筒丝头与镦头吻合,镦头钢筋端部应切平或镦平后加工螺纹,镦粗头不得与钢筋轴线相垂直的横向裂纹
符合要求
安装接头时可用管钳扳手拧紧,应使钢筋头在套筒中央位置相互顶紧。
符合要求
钢筋与连接套的规格一致,外露有效丝扣牙数在螺距之内
符合规范要求
工程名称:施工单位:套筒型号:
钢筋牌号及直径:
接头数量:
钢筋直螺纹连接接头施工质量检查验收记录
工程名称:一号厂房施工单位:套筒型号:Ⅰ级
钢筋牌号及直径:
接头数量:
操作工姓名及考试合格证号:
随机切取试件数:根
力学性能试验结果:合格
安装时间:
第批外观质量检查情况(检验批构件部位及名称:)
钢筋机械连接技术规程的规定施工单Biblioteka 检查评定记录监理(建设)单
钢筋直螺纹连接工艺标准及验收规范

钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
钢筋机械连接质量检查记录

(施工员)
邢炳悦
分包单位
分包项目经理
施工班组长
孙时斌
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位验收记录
类
别
序
号
检查项目
质量标准
单
位
主
控
项
目
1
钢筋、连接材料的品种、性能、牌号
各种钢筋均应有质量证明书,连接材料应有产品合格证,并符合设计要求和现行有关标准的规定
符合要求,详见原材质单和钢筋隐蔽记录
钢筋机械连接质量验收记录
表C.6 编号:03002
单位(子单位)工程名称
#1汽轮发电机基础工程
分部(子分部)工程名称
底板结构
分项工程名称
钢筋
验收部位
- 轴柱、墙板(-3.6m—0.0m)
施工单位
山西省电力公司电力建设二公司
项目经理
李建
施工执行标准
名称与编号
电力建设施工质量验收与评定规程第l部分土建工程DL/T5210.1-2005
钢筋抗拉强度实测值与屈服强度实测值之比大于1.25,详见钢筋隐蔽记录报告编号
6
低温部位接头
应进行专门试验,符合JGJl07的规定
一
般
项
目
1
锥螺纹加工
丝头牙型
牙型饱满、无断牙、秃牙缺陷,且与牙型规的牙型吻合,牙型表面光洁
丝头锥度
丝头锥度与卡环或环规吻合
小端直径
小端直径与卡规或环规吻合
2
挤压接头外观
接头外观质量
丝头牙型
牙型饱满、无断牙、秃牙缺陷,且与牙型规的牙型吻合,牙型表面光洁
丝头锥度
丝头锥度与卡环或环规吻合
钢筋直螺纹连接工艺标准及验收规范

钢筋直螺纹连接工艺标准及验收规范1 适用范围本工艺标准适用于工业与民用建筑中全现浇混凝土的钢筋程,主要是将Φ16~Φ40钢筋端部滚压成螺纹并用连接套筒将两根钢筋连接成一体的钢筋接头。
2 施工准备2.1材料2.1.1钢筋:品种、规格、外观必须符合设计要求,应有出厂证明、试验报告单。
2.1.2直螺纹连接套筒用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
套筒表面应有规格标记。
2.2 设备机具2.2.1机械设备:GHG-40型直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮等。
2.2.2主要工具:力矩扳手、量规(牙形规、卡规、直螺纹塞规)等。
2.3 作业条件2.3.1 参加接头施工的操作人员已经过技术培训、考核合格,可持证上岗。
2.3.2直螺纹套丝机等机械设备经维修试用,测力扳手经校验,可满足施工要求。
2.3.3螺纹套及钢筋端头已清理、除锈、去污,按规格尺寸加工,存放备用。
2.4 技术准备2.4.1钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
2.4.2检验合格的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。
2.5 现场连接施工2.5.1 连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
2.5.2采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢,连接套筒的外露端应有保护盖。
2.5.3滚压直螺纹接头应使用管钳和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表2.5.3的规定。
力矩扳手的精度为±5%。
3 施工操作工艺3.1 工艺规程3.1.1直螺纹连接套连接钢筋施工工艺。
钢筋预加工在钢筋加工棚进行,其施工程序是:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛刺、缝边将钢筋端头送入套丝机卡盘开口内车出丝头测量和检验丝头质量合格的按规定力矩值拧上直螺纹连接套,在两端分别拧上塑料保护套编号、成捆分类、堆放备用3.2 工艺操作方法:施工现场钢筋安装连接程序是:钢筋就位回收待连接钢筋上的保护帽拧上钢筋,首尾对接拧入连接套按直螺纹连接的力矩扭紧钢筋接头,直到力矩扳手发出响声为止用油漆在接好的钢筋上标记质检人员按规定力矩值检查钢筋连接质量,力矩扳手发出响声为合格接头做钢筋接头的抽检记录3.3 常用接头连接方法有三种:3.3.1同径或异径普通接头系分别用力矩扳手将下钢筋与连接套、连接套与上钢筋拧到规定的力矩。
直螺纹套筒检查记录

钢筋现场直螺纹连接接头质量检查记录
单位(子单位)工程桥东街地块棚户区改造安置用房配
套小学项目1#教学楼
分部及部位
基础梁、
板
施工单位山西四建集团有限公司项目负责
刘永生
施工执行标准及规范钢筋机械连接规程JGJ107-2010 检查日期2017-9-1
检查记录
钢筋现场直螺纹连接接头质量检查记录
钢筋现场直螺纹连接接头质量检查记录
钢筋现场直螺纹连接接头质量检查记录
钢筋现场直螺纹连接接头质量检查记录
钢筋现场直螺纹连接接头质量检查记录
钢筋现场直螺纹连接接头质量检查记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测
□
拧紧扭矩校 核(N.m) ≥100□□□□项
≥200
≥260
≥320
≥360
目 共实测 点,其中合格 点、不合格 点,合格率 %
施工单位检 查评定结果 项目专业质量检查员: 项目专业质量(技术)负责人: 年 月 日
监理(建设) 单位验收结论 监理工程师:
注:本表由施工项目专业质量检查员填写,监理工程师组织项目质量技术负责人等进行验收。
年
月
日
四川省建设厅制
钢筋机械连接质量验收记录(直螺纹)
工程名称 验收部位 施工执行标准及编号 质量验收规定 连接材料的 连接材料应有产品合格证,并符合设计要 品种、性能 求和现行有关标准的规定 主 、牌号 控 钢筋连接接 对接头的每个检验批,必须在工程结构中 头的机械性 随机截取3个接头试件作抗拉强度试验, 能 按设计要求的接头等级进行评定 项 目 型式检验报 工程中应用钢筋机械连接接头时,应由该 告 技术提供单位提交有效的型式检验报告 工艺检验 一 般 项 目 实 接头加工 接头安装 项目 符合7.0.2条 符合6.1.1、6.1.2条 符合6.2.1条 ≤16 18~20 22~25 28~32 36~40 按“JGJ107-2010”7.0.5条验收 批抽取其中的10%校核,填取偏差 值。 成都地铁7号线工程土建工程 施工单位 专业工长 《钢筋机械连接技术规程》JGJ107-2010 施工单位检查评定记录 监理单位验 收记录 中铁五局(集团)有限公司