FANUC高速、高精加工地全参数调整
FANUC高速、高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
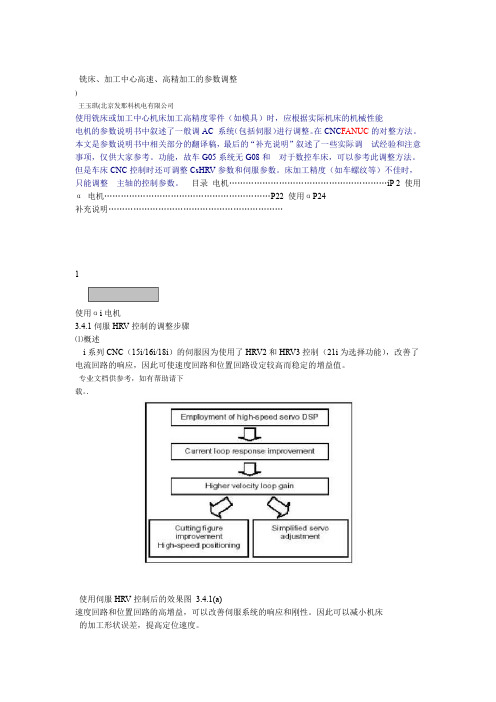
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241使用αi电机伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
FANUC高速、高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P2413.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的期和电流回路的增益(图3.4.3(c)中的*1 )电流回路的期从以前的250μs降为125μs。
FANUC高速、高精加工的参数调整

(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
FANUC 高速高精度控制的调整步骤

9 Tuning - 9
伺服调整过程概述
F A N U C L T D
关于伺服系统
伺服系统由伺服控制, 伺服放大器和伺服电机组成. 所有这些产品对 于提高伺服系统的执行性能是很重要的. 伺服调整提高了伺服控制的 执行性能.
伺服系统 伺服控制
位置控制
速度控制
HRV滤波 器
HRV 控制
伺服 放大器
高速响应和 高分辨率反馈
拐角前 慢下来
拐角后 速度升起来
高速
曲线前 慢下来
曲线时 慢速
a
3
Tuning - 3
F A N U C L T D
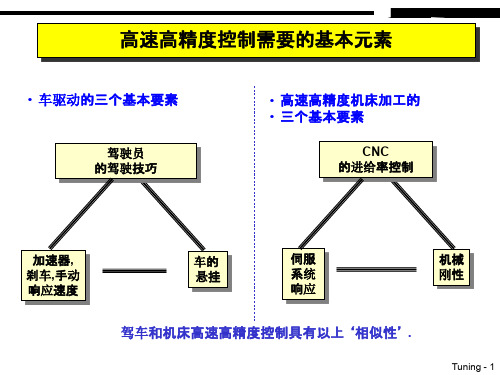
高速高精度控制需要的元素
2. 伺服系统响应 -尽可能精确地跟随移动指令 - 尽可能抑制干扰扭矩 通过使用HRV2 或 HRV3 和 HRV 滤波器技术 实现较高的速度增益设定
实际路径
- 前馈调整 调整前馈将路径误差减小为0. 它是高速高精度机床必不可少的功能.
(CNC 进给率控制) - 通过加速度调整进给速度控制 - 通过速度差调整进给速度控制 - 通过加加速度调整进给速度控制 以上调整实现高速控制和指令路径的平滑控制
a
7
Tuning - 7
伺服调整过程概述
F A N U C L T D
前馈0%
前馈 100%
a
14
Tuning - 14
伺服调整过程概述
(*5) 位置增益调整
• 通过使用高速速度环响应可以设定高的位置增益. • 设定高的位置增益也可以用于减小误差. • 推荐设定值大于 50/sec, 只要能保证稳定性. • 考虑快速进给的稳定性决定位置增益的限制值.
F A N U C L T D
FANUC高速高精度控制的调整步骤
根据实际情况选择合适的控制算法,如PID控制、模糊控制等,以满 足系统对高速和高精度的要求。
控制策略
根据实际需求,制定合适的控制策略,如轨迹规划、动态补偿等,以 提高系统性能和稳定性。
调试与优化
在软件配置过程中,需要进行系统调试和优化。通过调整软件参数和 算法参数,不断优化系统性能,提高控制精度和稳定性。
软件升级
及时升级fanuc控制系统软件,获取 最新的功能和性能优化,提高加工过 程的控制精度和稳定性。
05 结论
fanuc高速高精度控制的优势
高速高精度控制能够提高加工效率和 加工质量,减少加工误差,提高产品 的一致性和可靠性。
fanuc高速高精度控制能够适应各种 复杂和高效的加工需求,提高了加工 过程的灵活性和适应性。
伺服增益是影响系统动态特 性的重要参数。通过调整伺 服增益,可以改善系统响应 速度和跟踪性能。需要根据 实际情况,通过试验确定最 佳的伺服增益值。
为了消除系统中的噪声和振 动,需要设置合适的滤波器 。通过调整滤波器的参数, 可以优化系统的低通和高通 特性,提高控制精度和稳定 性。
轴参数包括位置环增益、速 度环增益、加速度等,这些 参数对轴的控制性能产生重 要影响。需要根据实际情况 ,对轴参数进行合理配置, 以保证轴的高速和高精度运 动。
硬件配置
硬件配置
伺服电机
编码器
传动机构
在调整fanuc高速高精度控制 时,需要考虑系统的硬件配置 。硬件配置包括伺服电机、编 码器、传动机构等,这些部件 的性能对系统控制效果产生直 接影响。
选择合适的伺服电机是实现高 速高精度控制的关键。需要根 据实际需求,选择具有高动态 响应和高精度的伺服电机。
高速加工
通过优化加工路径和切削参数, fanuc高速高精度控制能够实现高 速加工,从而提高生产效率和降低 生产成本。
FANUC0i系统铣床和加工中心高速高精加工参数调整
achine Tools Automation
速度/[ 60 ×位置环增益( #1825 )]。②消除位 置偏差的有用功能是位置前馈(将CNC的位置指令 变为有补偿功能的速度指令)。但伺服响应性能的 改善,可能使机床出现冲击,为避免此情况,必须 同时使用插补前的加/减速功能。 操作:
若要求进一步改
(7)设定和调整HRV3控制 回路增益。
调整提前前馈系数: 95% → 96% → 97% → 98% →99%。调整速度环增益:100%→200%→300%→ 400%。 注释:①若圆有径向误差 ( 径向跳动 ) ,则前馈 系数不足。②形状变形且有过象限突起,则速度环 响应慢。③反向间隙的加速功能 , 可减小过象限的 突起,改善正圆度。 ( 4 )速度环前馈系数的调整(用 4 角有 1/4 圆 弧的方形工件) 目的:改善速度环的响应性能: 增加速度环增益和调整速度环前馈系数。 操作:速度前馈系数 =100 × ( 电机转子惯量+ 负载惯量 ) /电机转子惯量。编制方带圆弧加工程 序:
#2113:设定带通滤波器的中心频率。 #2177:设定消振器1的衰减带宽(一般为30,对于600Hz以 上设为40)。
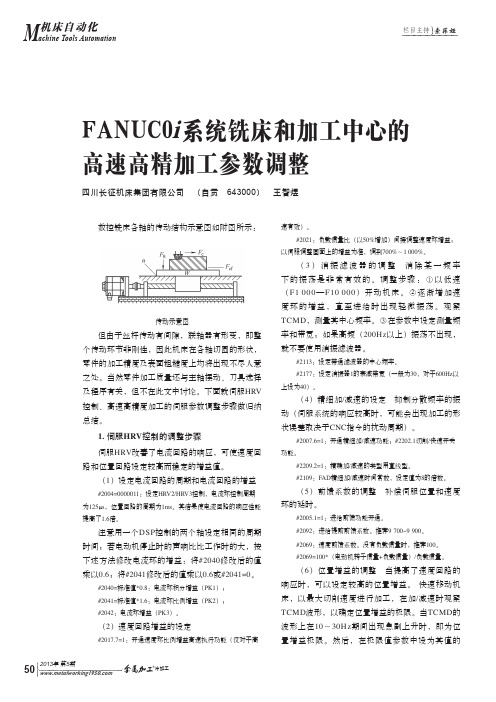
但由于丝杆传动有间隙,联轴器有形变,即整 个传动环节非刚性,因此机床在各轴切圆的形状, 零件的加工精度及表面粗糙度上均将出现不尽人意 之处。当然零件加工质量还与主轴摆动、刀具选择 及程序有关,但不在此文中讨论。下面就伺服HRV 控制、高速高精度加工的伺服参数调整步骤做归纳 总结。
G91 M03 S*; G08 P1; G01 X10.0 F4000; G02 X5.0 Y-5.0 R5; G01 Y-20.0; G02 X-5.0 Y-5.0 R5; G01 X-20.0 ; G02 X-5.0 Y5.0 R5; G01 Y20.0; G02 X5.0 Y5.0 R5; G01 X10.0; G08 P0; M02;
FANUC高速高精加工的参数调整

F A N U C高速高精加工的参数调整This manuscript was revised by the office on December 22, 2012铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
FANUC_高速高精度控制的调整步骤

消除 机械共振
滤波器 (*2)
伺服控制中的伺服调整项目
(*1) 设定 HRV 电流控制 (HRV2 或 HRV3) (*2,*3) 调整消除机械共振滤波器并设定速度环路增益 (*4) 前馈调整 (*5) 位置增益调整
2021/10/10
HRV 电流控制 HRV2,3 (*1)
11 Tuning - 11
F A N U C L T D
速度增益和HRV滤波器调整 (2)
调整导航器提高增益后, 再测频率响应特性曲线.
我们推荐通过坐标轴的直线移动检测增益设定的正确性. 如果观察到有一些振动, 请将速度增益减小一点.
电机速度
转矩 指令
2021/10/10
降低增益
电机速度
转矩 指令
23 Tuning - 23
2021/10/10
7
Tuning - 7
伺服调整过程概述
F A N U C L T D
如何进行伺服调整 1
伺服指导 是支持伺服调整的一个强有力的工具. 伺服指导可以观测到伺服 系统的状态并能对伺服进行自动调整.
伺服 指导
PCMCIA LAN 卡
在伺服调整过程中, 增益调整和HRV 滤波器调整是最重要的. 通过提高伺服 系统的速度增益和位置增益能够高精度跟随位置指令和抑制伺服电机的干 扰. 调整指导 在伺服指导中自动进行增益调整.
2004
2040 2041 2003 #3 2017 #7 2006 #4 2016 #3
2119
1825 2021 2202 #1 2107
标准设定值
0X000011
(注 1)
标准参数 (注 1) 标准参数 (注 1)
1 1 1 1
FANUC_高速高精度控制的调整步骤
FANUC_高速高精度控制的调整步骤1.确定控制要求:首先需要明确工件加工的要求,包括加工精度、加工速度等。
这对于调整控制参数非常重要。
2.选择控制参数:根据工件加工要求,选择合适的控制参数。
FANUC的控制系统通常具有多个调整参数,如加速度、减速度、速度反馈增益等。
这些参数可以根据具体要求进行调整。
3.建立数学模型:根据工件的加工特点,建立数学模型。
这个模型可以是线性或非线性,可以根据实际情况确定。
4.设计控制器:将数学模型转化为控制器的设计。
根据模型,设计出合适的控制器结构和参数,根据控制器要求进行调整。
5.调整参数:根据设计的控制器,调整控制参数。
这一步需要实际操作中的反馈数据,可以通过观察加工过程中的误差,对控制参数进行调整。
6.优化控制器:通过不断调整控制参数,将控制器优化到最佳状态。
这需要对参数进行微调,使得控制系统在工件加工过程中达到最佳性能。
7.验证控制器:通过对加工结果的验证,确认控制器调整的效果。
可以使用类似误差分析、振动测试等方法进行验证。
8.进一步优化:根据验证结果,进一步优化控制器。
这一步可以循环多次,直到控制器能够满足工件加工的需求。
9.文档化:将调整的过程和结果进行文档化。
这可以帮助今后的维护和调整工作。
总结:FANUC高速高精度控制的调整步骤主要包括确定控制要求、选择控制参数、建立数学模型、设计控制器、调整参数、优化控制器、验证控制器、进一步优化和文档化。
这些步骤的目的是使控制系统能够满足工件加工的要求,提高生产效率和加工精度。
FANUC发那科+高速、高精加工的参数调整

高速、高精加工的参数调整使用αi电机3.4.1伺服HRV控制的调整步骤⑴ 概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
图 3.4.1(b) 伺服HRV控制的效果实例⑵ 适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶ 调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图 3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。
电流响应的改善是伺服性能改善的基础。
②速度回路增益的设定(图3.4.3(c)中的*2 )进行速度回路增益的调整时,对于速度回路的高速部分,应该使用速度环比例项的高速处理功能。
电流环控制周期时间的降低使电流响应得以改善,使用振荡抑制滤波器使可消除机械的谐振,这样可提高速度回路的振荡极限。
③ 消振滤波器的调整(图3.4.3(c)中的*3)机床可在某个频率下产生谐振。
此时,用消振滤波器消除某一频率下的振荡是非常有效的。
④ 精细加/减速的设定(图3.4.3(c)中的*4)当伺服系统的响应较高时,可能会出现加工的形状误差取决于CNC指令的扰动周期的现象。
FANUC高速高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整)王玉琪(北京发那科机电有限公司使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能电机的参数说明书中叙述了一般调AC 系统(包括伺服)进行调整。
在CNC FANUC的对整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
功能,故车G05系统无G08和对于数控车床,可以参考此调整方法。
但是车床CNC控制时还可调整CsHRV参数和伺服参数。
床加工精度(如车螺纹等)不佳时,只能调整主轴的控制参数。
目录电机…………………………………………………iP 2 使用α电机……………………………………………………P22 使用αP24补充说明………………………………………………………1使用αi电机3.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
专业文档供参考,如有帮助请下载。
.使用伺服HRV控制后的效果图3.4.1(a)速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
伺服用HRV2控制可以改善整个系统的伺服性能。
由于这一效果,使得伺服调整简化。
调整后,可以用HRV2HRV3改善高速电流控制,因此可进行高精度的机械加工。
纳米轮廓控制AI)控制,AI轮廓控制,HRV若伺服控制与CNC的预读(Look-ahead“高请见3.4.3节和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,速、高精加工的伺服参数调整”。
2HRV控制的效果实例图3.4.1(b) 伺服⑵适用的伺服软件系列号及版本号伺服,但必须使用21i320C5410和,,)及其以后的版本(用于(90B0/A0115i16i18i 卡)。
FANUC系统数控机床调试参数
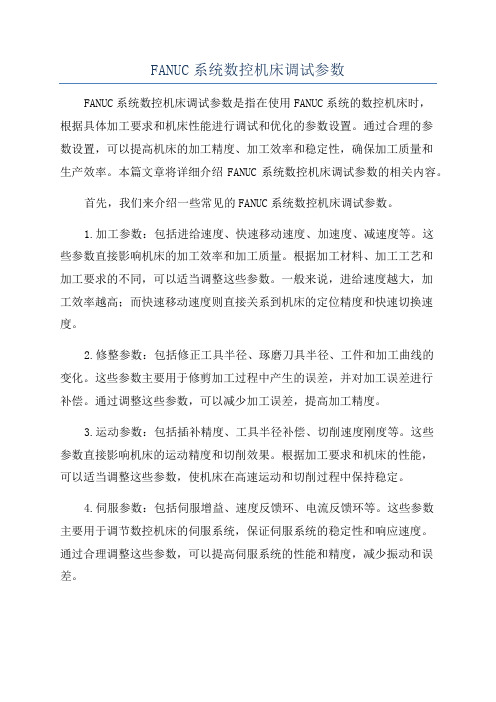
FANUC系统数控机床调试参数FANUC系统数控机床调试参数是指在使用FANUC系统的数控机床时,根据具体加工要求和机床性能进行调试和优化的参数设置。
通过合理的参数设置,可以提高机床的加工精度、加工效率和稳定性,确保加工质量和生产效率。
本篇文章将详细介绍FANUC系统数控机床调试参数的相关内容。
首先,我们来介绍一些常见的FANUC系统数控机床调试参数。
1.加工参数:包括进给速度、快速移动速度、加速度、减速度等。
这些参数直接影响机床的加工效率和加工质量。
根据加工材料、加工工艺和加工要求的不同,可以适当调整这些参数。
一般来说,进给速度越大,加工效率越高;而快速移动速度则直接关系到机床的定位精度和快速切换速度。
2.修整参数:包括修正工具半径、琢磨刀具半径、工件和加工曲线的变化。
这些参数主要用于修剪加工过程中产生的误差,并对加工误差进行补偿。
通过调整这些参数,可以减少加工误差,提高加工精度。
3.运动参数:包括插补精度、工具半径补偿、切削速度刚度等。
这些参数直接影响机床的运动精度和切削效果。
根据加工要求和机床的性能,可以适当调整这些参数,使机床在高速运动和切削过程中保持稳定。
4.伺服参数:包括伺服增益、速度反馈环、电流反馈环等。
这些参数主要用于调节数控机床的伺服系统,保证伺服系统的稳定性和响应速度。
通过合理调整这些参数,可以提高伺服系统的性能和精度,减少振动和误差。
5.轴参数:包括轴偏差补偿、轴运行速度、坐标系转换等。
这些参数主要用于调整数控机床的各个轴的运动精度和坐标系的转换。
通过合理调整这些参数,可以减少机床的位置误差和运动畸变,提高加工精度。
在调试FANUC系统数控机床时,需要根据实际情况进行参数设置和调整。
具体的调试步骤如下:1.根据加工要求和机床性能,确定需要调试的参数和范围。
2.设置机床的调试模式和参数修改权限,确保可以进行参数设置和调整。
3.逐一调试各个参数,根据实际情况进行调整,并记录下参数值和调试结果。
FANUC高速高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P2使用α电机……………………………………………………P22补充说明………………………………………………………P24⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
“高速、高精加工的伺服参数调整”。
2⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①电流回路的周期从以前的250μs降为125μs。
电流响应的改善是伺服性能改善的基础。
②进行速度回路增益的调整时,对于速度回路的高速部分,应该使用速度环比例项的高速处理功能。
电流环控制周期时间的降低使电流响应得以改善,使用振荡抑制滤波器使可消除机械的谐振,这样可提高速度回路的振荡极限。
FANUC高速高精度控制的调整步骤

FANUC高速高精度控制的调整步骤FANUC是一家全球领先的工业机器人和自动化系统制造商,其提供的高速高精度控制系统在各种应用中被广泛采用。
为了实现最佳的性能,调整FANUC高速高精度控制系统是至关重要的。
以下是调整步骤的详细说明,包括性能评估,参数调整和性能优化。
第一步:性能评估在开始调整之前,首先需要对系统的性能进行评估。
这涉及到机器的速度、精度和稳定性等方面的测试。
可以使用一些常见的测试工具和方法,如轨迹测试、加速度和减速度测试、静态定位偏差测试等。
通过这些测试,可以确定系统的性能状况和潜在问题。
第二步:参数调整一旦完成了性能评估,接下来需要进行参数调整。
FANUC控制系统具有丰富的参数设置选项,可以根据实际需要进行调整。
主要有以下几个方面需要注意:1.母机参数:这些参数包括最大速度、最大加速度、最大转矩等。
根据机器的实际能力,调整这些参数可以在保证性能的同时提高系统的效率。
2.轴参数:每个轴都有一些与其相关的参数,如P、I、D增益、响应速度等。
根据轴的实际要求进行调整,可以提高轴的稳定性和响应速度。
3.插补参数:插补参数对于多轴协调运动非常重要。
在多轴运动中,插补参数的设置会影响整个系统的性能。
需要注意的是,插补参数的调整需要谨慎,以避免出现不稳定或误差增大的问题。
第三步:性能优化一旦参数调整完成,接下来是性能优化的步骤。
性能优化主要包括以下几个方面:1.运动平滑性:通过调整轴的参数和合理的轨迹规划,可以实现运动的平滑性。
这对于高速运动和高精度定位都非常重要。
2.轨迹控制:考虑到实际应用需求,可以进行轨迹控制的优化。
这包括角度、速度和加速度的优化,以最大程度地减少误差和震动。
3.协调控制:在多轴协调运动中,需要对插补参数进行调整,以实现更好的协调性和稳定性。
4.高速控制:如果需要进行高速运动,可以对加速度和速度进行优化,以提高系统的响应速度和性能。
最后,完成以上步骤后,建议重新进行性能测试,以确保系统已经达到预期的性能要求。
FANUC高速高精度控制的调整步骤PPT专业课件
F A N U C L T D
伺服控制
前馈 (*4)
实现高速高精度控制如下调整伺服功能
CNC发出 的指令
位置增益 (*5)
+ +
高速速度环
(*3)
消除 机械共振
滤波器
(*2)
伺服控制中的伺服调整项目
(*1) 设定 HRV 电流控制 (HRV2 或 HRV3) (*2,*3) 调整消除机械共振滤波器并设定速度环路增益 (*4) 前馈调整 (*5) 位置增益调整
可以得到更高的速度环增益. • 电流环的高速响应是伺服系统总体执行性能提高的基础
速度环增益低
速度环增益高
Tuning - 11
伺服调整过程概述
F A N U C L T D
(*2),(*3) 消除机械共振滤波器调整 和速度环增益设定
• 一些机床在特定的频率有很强的机械共振. • 消除机械共振滤波器 的HRV滤波器除去振动有效. • 伺服指导的调整导航器功能用于调整 HRV 滤波器. • 也可以使用调整导航器功能设定更高的速度环增益全面提高伺服的执行性能.
• 通过使用调整导航器可以容易地调整 HRV 滤波器. • 调整导航器检测响应频率. • 调整导航器建议出推荐的HRV滤波器参数.
推荐的滤波器参数
Tuning - 23
F A N U C L T D
速度增益和HRV滤波器调整 (4)
设定滤波器后调整导航器可以看到频率响应特性曲线. 如果你想修改, 你能细微地调整滤波器.
前馈0%
前馈 100%
Tuning - 13
伺服调整过程概述
(*5) 位置增益调整
• 通过使用高速速度环响应可以设定高的位置增益. • 设定高的位置增益也可以用于减小误差. • 推荐设定值大于 50/sec, 只要能保证稳定性. • 考虑快速进给的稳定性决定位置增益的限制值.
FANUC高速、高精加工地全参数调整

铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P2413.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241使用αi电机3.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。
电流响应的改善是伺服性能改善的基础。
②速度回路增益的设定(图3.4.3(c)中的*2 )进行速度回路增益的调整时,对于速度回路的高速部分,应该使用速度环比例项的高速处理功能。
电流环控制周期时间的降低使电流响应得以改善,使用振荡抑制滤波器使可消除机械的谐振,这样可提高速度回路的振荡极限。
③消振滤波器的调整(图3.4.3(c)中的*3)机床可在某个频率下产生谐振。
此时,用消振滤波器消除某一频率下的振荡是非常有效的。
④精细加/减速的设定(图3.4.3(c)中的*4)当伺服系统的响应较高时,可能会出现加工的形状误差取决于CNC指令的扰动周期的现象。
这种现象可用精细加/减速功能消除。
速度环使用尽可能高的回路增益可以改善整个伺服系统的性能。
⑤前馈系数的调整(图3.4.3(c)中的*5)使用预读功能的前馈,可以消除伺服的时滞,从而可减小加工的形状误差。
一般,前馈系数为97%—99%。
⑥位置增益的调整(图3.4.3(c)中的*6)当提高了速度回路的响应时,可以设定较高的位置增益。
较高的位置增益可减小加工误差。
3⑦设定和调整HRV3控制(图3.4.3(c)中的*7)若要求进一步改善伺服性能,可使用HRV3,以此设定更高的速度回路增益。
图3.4.1(c) 伺服HRV控制的调整表3.4.1 使用HRV2,3时的标准伺服参数(刚性高的加工中心机床)功能标准参数16i15i设定值切削/快移可切换⑴伺服HRV2控制(*1)No 2020No 1874设定电流周期为125μs的电机型号⑵速度环比例项高速处理功能No 2017No 2021No1959,#7No 18751(使该功能生效)近似1500-2000(伺服调整画面速度增○表3.4.1中最后一拦中有标记○的设定项,其值在切削进给和快速移动时可设定不同值。
(见3.4.2节“切削进给/快速移动的切换功能”)4(*1)当只使用电流周期250μs的电机时,设定应按以下修改:No 2004(16i),No 1809(15i)设00000011(250μs电流周期)No 2040(16i),No 1852(15i)设(标准值)×0.8No 2041(16i),No 1853(15i)设(标准值)×1.6⑷详细调整①电流环周期和电流环增益的设定根据上述表3.4.1中“⑴伺服HRV2控制”的设定内容,设定电流控制环的的参数。
对于使用同一个DSP的两个轴要设相同的周期时间。
该设定使得电流回路的处理周期为125μs,位置回路的周期为1ms。
其结果使电流回路的响应性能提高了1.6倍。
②速度回路增益的设定根据3.3.1节“增益调整步骤”的叙述调整速度环的增益。
[速度环的增益调整参数]No 2017(16i)的第7位或No 1959(15i)的第7位:设1(使速度环的比例项高速处理功能生效)速度增益值(在伺服调整画面上的增益)调整:以初始值150%逐渐增加增益值,目标值约为1000%③消振滤波器的调整如图3.4.1(d)所示,消振滤波器是消除转矩指令中的特定频率分量的衰减滤波器。
如果机械系统中有超过200Hz的强烈谐振,为了消除谐振,使用高的速度增益,消振滤波器是非常有用的。
因此,使用伺服HRV2控制时,要在“②速度回路增益的设定”前调整消振滤波器。
若谐振频率为200Hz或低于200Hz,不要使用消振滤波器。
5谐振频率的测量使用伺服调整软件,具体请见“⑸用伺服调整软件测量谐振频率的方法”。
图3.4.1(d) 消振滤波器(调整步骤)●以低速(F1000—F10000)开动机床。
●逐渐增加速度环的增益,直至进给时出现轻微振荡。
此时若设定大的速度环增益,机床有频率为200Hz以下的低频振荡,消除了先前出现的高频振荡。
如果高频振荡不出现,则不要使用消振滤波器。
●设定了产生轻微振荡的速度环增益后,观察TCMD,测量频率。
●在下述的参数中设定测量频率:[设定消振滤波器的参数]No 2113(16i),No 1706(15i)衰减中心频率{Hz}:设为机床的谐振频率。
No 2117(16i),No 2620(15i)衰减频带:30(当中心频率为600Hz或以上时设40)。
图3.4.1(e) 消振滤波器的效果(转矩指令波形)④精细加/减速功能的设定使用伺服HRV2控制时,可以设定高的位置环增益和高的速度环增益。
因此,当指定较大的加/减速度时,会产生与扰动周期相关的振荡。
为了避免这种振荡,可以使用精细加/减速功能。
但要确保精细加/减速的时间常数为8的倍数。
[精细加/减速的参数设定]No 2007#6(16i),No 1951#6(15i):1(使精细加/减速功能生效)6No 2209#2(16i),No 1749#2(15i):1(线性精细加/减速)No 2109(16i),No 1702(15i):16(精细加/减速的时间常数)(*1)对于切削进给和快速移动的精细加/减速可切换的参数,请见3.4.2节“切削进给/快速移动的切换功能”。
⑤前馈系数调整前馈用于补偿伺服位置回路的时滞,而速度前馈用于补偿速度回路的时滞。
当用加工R10/F4000或R100/F10000的圆弧检查加工半径误差时,在加工中调整前馈系数使实际加工轨迹与指令的轨迹尽量一致。
调整时,设定速度前馈系数为100。
详细调整请见3.4.3节“高速/高精加工的伺服参数调整步骤”。
[前馈参数的设定]No 2005#1(16i),No 1883#1(15i):1(使前馈功能生效)No 2092(16i),No 1985(15i):9700—9900(预读前馈系数)No 2069(16i),No 1962(15i):近似100(速度前馈系数)⑥位置增益调整指令的进给速度按下式计算:指令速度=(位置增益)×(位置偏差)+(前馈量)因此,若指令值和实际移动位置有偏差,增益大时会使误差的修正作用大,从而使得加工的形状误差小。
当使用伺服HRV2时,由于速度环的响应得到改善,可以设定比以前高的位置增益。
对于中型加工中心机床,增益值可设80—100 [1/s]。
(大型机床或闭环控制的机床,如果反向间隙较大时,其增益值应该设得小一些。
)快速移动机床,以最大切削速度进行加工,在加/减速时观察TCMD波形,以确定位置增益的极限。
当TCMD的波形上在10—30Hz期间出现急剧上升时,即为位置增益极限。
然后,在极限值参数中设为其值的80%。
位置增益确定后,应重新调整上面⑤中设定的位置前馈系数。
7[位置增益参数的设定]No 1825(16i,15i):5000--10000⑦伺服HRV3的调整需要设定以下参数:[HRV3参数的设定]No 2013#0(16i),No 1707#0(15i):1(使HRV3功能生效)No 2202#1(16i),No 1742#1(15i):1(使速度环增益的切削进给/快速移动切换功能生效)No 2334(16i),No 2747(15i):150(高速HRV电流控制的电流环增益倍率)下列参数用于调整使用高速HRV电流控制,在切削进给时的速度环增益。
其值设定为出现振荡时的0.7。
[伺服HRV3控制参数的设定]No 2335(16i),No 2748(15i):100—400(高速HRV电流控制的速度环增益比率)⑸使用伺服调整软件测量机床谐振频率的方法使用下述方法测量机床的谐振。
伺服软件应该用1998年8月的或其后的版本。
①使用伺服调整软件(SD)的准备。
在调整2中设定测量数据的型式。
(用模拟/数字一体的伺服检查板时设6作为数据位数。
用数字检查板时,将DIP开关设到12(奇数轴)或13(偶数轴))。
②设定No 2206#7(16i),No 1746#7(15i)为1。
两个伺服轴用同一个DSP控制时设定这一位。
③在这种状态,在每一电流环控制周期输出TCMD波形。
④在SD的F9画面上各通道的设定,选择TCMD测量。
对于电流的设定,设为放大器的最大电流值。
8⑤在这一状态下,使电机加/减速,在伺服的波形图上检查加/减速的正确输出。
⑥用SD,设定数据点数,实现0.1秒的数据采集.对于HRV1: 400个数据项对于HRV2: 800个数据项对于HRV3: 1600个数据项⑦转动电机,记下产生异常声响时的数据。
⑧调整SD的画面,使每次只显示第一轴或第二轴,(第一轴和第二轴的波形显示或隐藏可用键SHIFT+1和SHIFT+2控制)。
此外,在F3菜单上的放大项上设定适当值,以便清楚地观察TCMD波形上的振荡。
⑨此时,按CTRL+F键,置于频率分析方式。