FAI报告格式-实用型
报告格式范文_6

报告格式范文报告的格式及范文基本格式(1)标题:包括事由和公文名称。
(2)上款:收文机关或主管领导人。
(3)正文:结构与一般公文相同。
从内容方面看,报情况的,应有情况、说明、结论三部分,其中情况不能省略;报意见的,应有依据、说明、设想三部分,其中以建设想不能省去。
从形式上看,复杂一点的要分开头、主体、结尾。
开头使用多的是导语式、提问式给个总概念或引起注意。
主体可分部分家二级标题或分条加序码。
(4)结尾:可展望、预测,亦可省略,但结语不能省。
(5)打报告要注意做到:情况确凿,观点鲜明,想法明确,口吻得体,不要夹带请示事项。
(6)注意结语:呈转报告的要写上以上报告如无不妥,请批转各地参照执行。
最后写明发文机关,日期。
2 写作特点(1)内容的汇报性:一切报告都是下级向上级机关或业务主管部门汇报工作,让上级机关掌握基本情况并及时对自己的工作进行指导,所以,汇报性是报告的一个大特点。
(2)语言的陈述性:因为报告具有汇报性,是向上级讲述做了什么工作,或工作是怎样做的,有什么情况、经验、体会,存在什么问题,今后有什么打算,对领导有什么意见、建议,所以行文上一般都使用叙述方法,即陈述其事,而不是像请示那样采用祈使、请求等法。
(3)行文的单向性:报告是下级机关向上级机关行文,是为上级机关进行宏观领导提供依据,一般不需要受文机关的批复,属于单项行文。
(4)成文的事后性:多数报告都是在事情做完或发生后,向上级机关作出汇报,是事后或事中行文。
(5)双向的沟通性:报告虽不需批复,却是下级机关以此取得上级机关的支持指导的桥梁;同时上级机关也能通过报告获得信息,了解下情,报告成为上级机关决策指导和协调工作的依据。
专题报告专题报告是指向上级反映本机关的某项工作、某个问题或某一方面的情况,要求上级对此有所了解的报告。
所写的报告要迅速、及时,一事一报。
呈报、呈转要分清写明。
专题报告与调查报告有一些类似,都是主要针对某个事实或论点而展开论述,不过专题报告没有调查报告要求的扩展面更加广泛,论述的深度和广度要求较低。
FAI首样检测报告
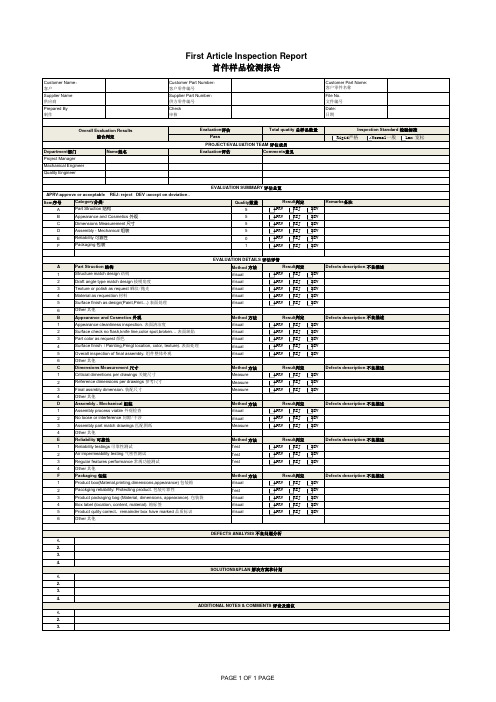
Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
FAI报告格式

INSPECTION REPORT
Customer: Pcs/Cycle: Send DP.: Inspection sort: WORK NO. Part Number: CAV. No. Proposer: Apparatus NO.: DATA: Part Name: Tool # : Telephone NO. : Material: REV. *Method of inspection abbreviation: CMM = Coordinate Measuring Machine, PG = Projector, TG = Thickness Gauge,VMM=Vision Measuring Machine 送检人员信息,便于根据报告 HG = Height gauge, MIC = Micrometer, DC = Dial Caliper, CG = Checking Gauge, 及时联系到相关人员确认一些 ITEM Method* 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
10.10
9.90
10.15
9.85
A R R
A
A
R
R
0.05 0.03 -0.02
0.10
-0.10
0.15
-0.15
50 # *
100
-100
150
-150
根据单个的测试 数据判定通过与
计算测量结果与 设计值之差
一眼就可以看出 实际尺寸坐落公 差带的位置,超 出公差的程度, 便于快速判定尺
-100%<x<100% 的情况都为合格, 并为无颜色,其 他情况为超差, 为黄色,当上偏 差为零,尺寸上 超差,则现实#,
FAI报告模板

材料理化试验报告
MATERIALS TEST REPORT 高温强度 High Temperature Strength Test 名称规格 Name&Size 材料状态 Condition / / 炉号 Heat No 焊接方式 Welding / / 检测依据 试验应力 Mpa Stress 试样直径 mm Diameter 材料牌号 Material 生产厂家 Maker 环境温度 Env.Temp. 验收标准 Standard GB/T 2039-1997 试验时间 Hour Time
计量编号:GWT504 蠕变及持久试验机 材试编号 Sample No 试验卡号 Card 试验温度℃ Temperature
其他 Other
以下为空白
备 注: Remarks: 签发日期: date by: 批 准: Approved by:
结 论: Conclusion: 审 核: Reviewed by:
材 料 牌 号 Material 生 产 厂 家 Maker 验 收 标 准 Standard 环境温度 Env.Temp.
热 处 理 批 号 Heat Treatment No 图 Dwg No 号
试 验 设 备 Test Equipment-No 材试编号 Sample No
委托编号 Deputy No
涉及的标准 如:ATD-04027 R1 GTC-0003 R7
Page No. 页数 1
姓名
****年*月**日
材料理化测试报告
MATERIALS TEST REPORT 化学成分 委托单位 Apolicant 产品号 Unit No 图号 Dwg No 试 验 设 备 委托编号 Deputy No -以下空白 材试编号 Sample No 试 C Si Mn P 验 S 项 Cr -名称规格 Name&Size 材料状态 Condition 炉号 Heat No 检测依据 -材料牌号 Material 生产厂家 Maker 环境温度 Env.Temp. --
FAI报告(模版)
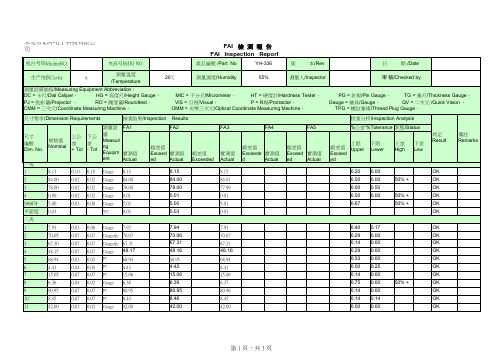
產品編號 /Part No
YH-336
版
本/Rev
日
期 /Date
生产线别Cavity
A
測量溫度 /Temperature
20℃
測量濕度/Humidity
55%
测量人/Inspector
审 核/Checked by
測量設備縮寫/Measuring Equipment Abbreviation:
DC = 卡尺/Dial Caliper,
0.10 0.00
OK
0.40 0.00
OK
0.10
OK
OK
0.66 0.00
50% +
OK
0.66 0.00
50% +
OK
0.00 0.07
OK
0.00 0.00
OK
0.33 0.00
OK
0.00 0.25
OK
備註 Remarks
第 2 页,共 3 页
东莞市亿环电子科技有限公 司
机台号码MechinNO.
25
0.87
0.07 0.07 HG 0.85
0.84
26
0.87
0.07 0.07 HG 0.85
0.88
27
1.77
0.07 0.07 HG 1.74
1.76
28
1.87
0.07 0.07 HG 1.87
1.84
29
0.92
0.07 0.07 HG 0.91
0.93
四夹
1
3.22
0.05 0.05 Gauge 3.26
8
6.36
0.04 0.02 Gauge 6.38
全尺寸 FAI报告

40% 0% 0% 60% 20% 40% 80% 100% 50% 60% 40% 40% 60% 80% 100% 100% 100% 0% 60% 0%
Alert Alert
Alert Alert
Alert Alert Alert
Alert
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
0.699 0.136 0.063 0.398 0.080 0.099 0.797 0.285 0.184 0.048 0.084 0.114 0.173 0.143 0.215 0.160 0.036 0.179 0.030 0.079 0.044
0% 60% 60% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 100% 0% 80%
DRAWING SPECIFICATIONS 图纸规格及技术要求 序号 类别
ITEM Sort
备注
图标值
NOMINAL
公差 Tolerance
+TOL -TOL
Acc / Rej Remarks
HIGH LOW
Tool
12341234
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
0.000 -0.001 -0.002 -0.001 -0.001 -0.004 -0.002 -0.001 0.004 -0.004 -0.004 -0.002 -0.002 -0.002 -0.003
0.161 0.158 0.023 0.184 0.347 0.037 0.178 0.088 0.634 0.141 0.037 0.157 0.387 0.188 0.064
FAI全尺寸报告范本

FAI全尺寸报告范本
本报告记录了由XXXXX(发送者/收件人)提供的产品(型号名称)的全尺寸报告。
样品在XXXX公司(检验/检测/测试公司)进行了全尺寸检查,其具体结果如下:
1.尺寸参数:根据国际标准,产品尺寸检查结果如下:
(1)产品总长度:XXX毫米;
(2)产品总宽度:XXX毫米;
(3)产品总厚度:XXX毫米;
(4)产品凸起物高度:XXX毫米;
(5)产品槽深:XXX毫米;
(6)产品左侧支撑板长度:XXX毫米;
(7)产品右侧支撑板长度:XXX毫米;
(8)产品其他参数:XXX毫米。
2.尺寸公差:
(1)产品总长度公差:+/-XXX毫米;
(2)产品总宽度公差:+/-XXX毫米;
(3)产品总厚度公差:+/-XXX毫米;
(4)产品凸起物高度公差:+/-XXX毫米;
(5)产品槽深公差:+/-XXX毫米;
(6)产品左侧支撑板长度公差:+/-XXX毫米;
(7)产品右侧支撑板长度公差:+/-XXX毫米;
(8)产品其他参数公差:+/-XXX毫米。
3.检验结果:
(1)未发现整体凹凸畸变;
(2)尺寸均符合国际标准,且公差均在规定范围内;
(3)未发现焊接夹片,回弹性好;。
FAI 检验报告

54 60 100 M6 12.5 185 215 M6 10 15 Φ 12 15 12 6 665 30 M10 M6 M6 930 12.5 980 1005 1017.5 40 27.5 M10 Φ 11 844.5 M6 25
0.3 0.3 0.3
0.3 0.3 0.3
54.3 60.3 100.3
OK 13.32 18.07 1114.98 1145.113 1261.16 1170.3 1276.032 1300.134 1306.653 1330.095 OK 950.07 926.419 920.174 900.451 895.927 890.57 无M8螺纹 ? 843.87 769.252 764.515 734.722 13.098 NG
OK 669.326 645.252
OK NG NG
THD CMM CMM
87/351 88 89 90 91 92 93 94 95/412 96 97/361 98 99 100 101 102 103/372 104/373 105/374 106 107 108 109/384 110/385 111 112/406 113 114 115 116 117
Thread Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Chamfer Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension thread Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Basic dimension Thread Basic dimension Basic dimension Thread Basic dimension Basic dimension
fai报告格式

fai报告格式FAI报告是指首件检验报告(First Article Inspection Report),它是一种文件形式,用于记录和验证首件检验的结果。
FAI报告是在新产品或新零件生产过程中进行的一项重要质量检验工作,目的是确保新产品的设计、工艺和材料都满足客户的要求和标准。
本文将介绍FAI报告的格式和要求。
1. 报告详细信息FAI报告的第一个部分应包含报告的详细信息,例如:- 产品名称:在这里写入产品的名称或零件号。
- 报告编号:给FAI报告进行编号,以便于跟踪和管理。
- 日期:记录进行首件检验的日期。
- 绘图/规范:列出所有与产品相关的绘图和规范,并确保与实际样品一致。
2. 检验结果在FAI报告中,需要列出对各个特性的检验结果。
可以根据实际情况将检验结果分为以下几个方面进行记录:- 尺寸和几何特性:根据产品绘图和规范的要求,测量和记录各个尺寸和几何特性的实际值,并与要求进行比较。
- 物理和化学特性:检查产品的物理性能和化学成分是否符合要求,并记录相关的测试结果和检验方法。
- 表面处理和涂层:对产品的表面处理和涂层进行检验,并记录相关的测试结果和检验方法。
- 功能性测试:如果需要,对产品的功能进行测试,并记录测试结果和测试方法。
3. 测量设备和方法在FAI报告中,需要详细记录使用的测量设备和方法。
包括:- 测量设备:列出用于测量的仪器和设备,并确保其准确性和可追溯性。
- 测量方法:描述用于测量各个特性的方法和程序,确保测量的一致性和准确性。
- 校准证书:附上测量设备的校准证书,并确保其有效性和准确性。
4. 缺陷和问题记录在FAI报告中,需要记录所有发现的缺陷和问题,并进行适当的分类和说明。
这可以帮助客户和生产团队了解产品的质量情况,以便及时采取纠正措施。
其中需要包括以下内容:- 缺陷描述:对每个缺陷进行准确的描述,包括位置、大小和严重程度。
- 缺陷分类:将缺陷进行分类,如尺寸偏差、表面缺陷等。
FAI报告
tol0.05 0.05 0.05 0.05 0.05 0.02 0.05 0.05 0.05 0.1 0.05 0.05 0.1 0.05 0.05 0.05 0.05 0.05 0.05 0.05
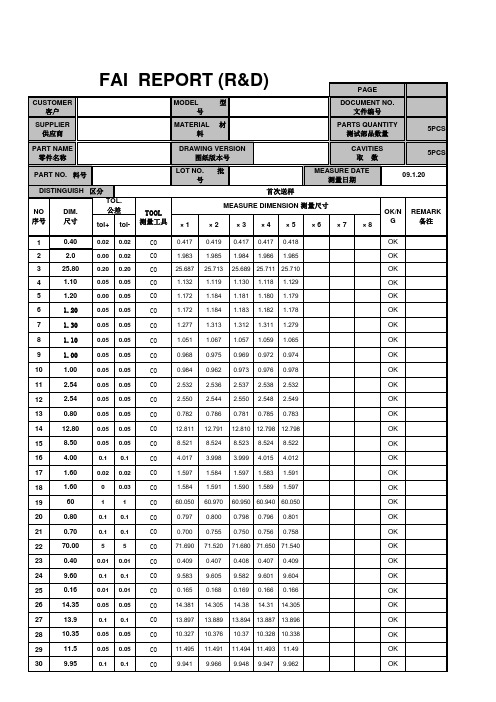
FAI REPORT (R&D)
CUSTOMER 客户 SUPPLIER 供应商 PART NAME 零件名称 PART NO. 料号 DISTINGUISH 区分 NO 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 DIM. 尺寸 0.40 2.0 25.80 1.10 1.20 1.20 1.30 1.10 1.00 1.00 2.54 2.54 0.80 12.80 8.50 4.00 1.60 1.60 60 0.80 0.70 70.00 0.40 9.60 0.16 14.35 13.9 10.35 11.5 9.95 TOL. 公差 tol+
11.285 11.305 11.255
*
号标出
FINAL CONCLUSIRED
MEASURE EQUIPMENT: CA:游标卡尺 M:千分尺 D:深度计 TG:通规 CO:投影仪 EM:电子显微 镜 PG::塞规 RG:R规 BG:量块 A :高度仪 EF:电子测高仪 CMM:三座 标测量仪 OR :其他量具
0.05 0.05 0.05 0.05 0.05 0 0.05 0.05 0.05 0.1 0.05 0.05 0.1 0.05 0.05 0.05 0.05 0.05 0.05 0.05
FAI-报告格式
REV.(版本):
VENDOR(廠商)
PART NO.(料號) INITIATED(測量人)
SHAPE(外觀)
BODY COLOR(本色)
ARTWORK & COLOR(后加工顏色)
CHECKED(檢驗) APPROVED(審核)
MATERIAL(材質)
SGCC
THICKNESS(厚度)
1.0MM
FINISHING(核準)
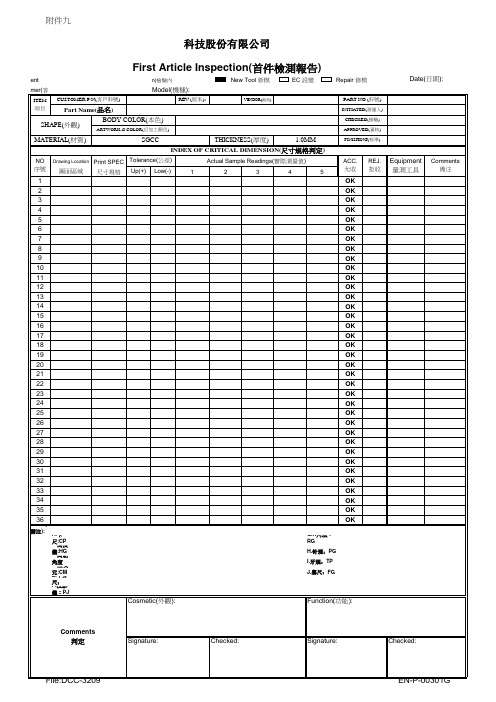
附件九
科技股份有限公司
Docum eCnutsto mer(客
First Article Inspection(首件檢測報告) Inspectio
n(檢驗內
New Tool 新模
EC 設變
Model(機種):
Repair 修模
ITEM 項目
CUSTOMER P/N(客戶料號)
Part Name(品名)
INDEX OF CRITICAL DIMENSION(尺寸規格判定)
NO 序號
1
Drawing Location Print SPEC Tolerance(公差) 圖面區域 尺寸規格 Up(+) Low(-)
Actual Sample Readings(實際測量值)
1
2
3
4
5
ACC. 允收
OK
REJ. 拒收
2
OK
3
OK
4
OK
5
OK
6
OK
7
OK
8
OK
9
OK
10
OK
11
OK
12
OK
13
OK
14
OK
15
OK
fai报告,全称
fai报告,全称:全称报告f ai oob全称fai报告怎么做fai 报告是什么意思篇一:FAI首件检验报告德信诚培训网FAI首件检验报告首检类别:□自制新产品□供方新产品□更改□其他一、检查项点:更多免费资料下载请进:好好学习社区篇二:FAI首检报告首件检验(FAI)报告首检类别:□自制新产品□供方新产品□更改□其他一、检查项点:符合:f 部分符合:p.f 不符合:n.f不涉及:n\a二、不符合项点描述三、其他情况描述四、最终判定:□通过□有条件通过□不通过五、相关附件目录六、相关人员会签SRJT-QP-25-01 B/0篇三:华为FAI尺寸管理流程规范终端结构件产品在正式签样之前(含正式签样)FAI尺寸操作规则,包括:抽样方法、FAI尺寸报告的产生,以及FAI尺寸异常时的处理方法和管理要求,推动FAI在生产过程的合理应用,有效监控结构件的品质状况,在满足产品功能前提下,有良好的可制造性。
2适用范围华为终端手机结构件的冲压、注塑成型、压铸及部分机加工物料 3参考文件 3.1 4定义FAI :First Article Inspection(首次样品检测)正式签样:正式签样是对技术领域已经成熟,生产领域达到初步量产状态的产品或物料的一种承认方式,包括签样样品和签样承认书两部分,是技术标准的有效补充,对研发、制造、供应商和EMS厂具有广泛的约束力。
FAI尺寸:FAI尺寸报告基于华为MD提供的2D图纸规格制作,包含但不限于CPK尺寸(跑道框标识)、重点尺寸(”*”号标识)、一般尺寸、参考尺寸(矩形框标识,作为测量及位置参考)、形位尺寸、注释、公差等信息。
未标注公差的FAI尺寸请参考标题栏中重点尺寸、一般尺寸公差带要求。
5职责 5.1NPI :5.1.1 负责对工程图上FAI尺寸合理性评估, 并明确测量方式,与MD达成一致意见 5.1.2 根据2D工程图纸提供时间(临时归档前,由MD邮件发出),输出评审建议终端手机结构件FAI尺寸管理规范5.1.3 负责FAI测量样品收集、编号并与客户签FAI测量样品5.1.4 负责FAI尺寸报告中异常处理方案的评估落实,修改方案与交期与MD达成一致意见并执行修改 5.2品质:5.2.1 负责试制段样品送测5.2.2 按要求向客户输出FAI尺寸报告 5.2.3 负责保留送测FAI 尺寸报告及测量样品 5.3检测中心5.3.1 负责向NPI提供重点尺寸测量方案5.3.2 负责对送测FAI 尺寸进行测量 5.3.3 测量结果按华为FAI尺寸报告格式输出 5.4 PSE:5.4.1 确保试制段外购件外发件FAI尺寸报告提供 5.5SQE:5.5.1 确保量产后外购件外发件FAI尺寸报告提供5.5.2 负责对供应商外协件FAI尺寸管理过程监控和报告的审核,对要求的FAI尺寸管理过程协助进行改善(包括但不限于供应商模具的改善,及反馈研发要求其对产品的结构变更、尺寸规格的变更等) 5.5.3 对供应商FAI尺寸管理实施监控与改善6程序 6.1FAI尺寸报告操作说明6.1.1 NPI工程师对工程图上FAI尺寸合理性评估,明确量测方式,与MD达成一致意见6.1.2 NPI根据2D工程图纸提供时间(临时归档前,由MD邮件发出)二个工作日内输出评审建议 6.1.3 制定重点尺寸测量方案由测量中心依据测量设备情况制定,最终由NPI同客户达成一致意见 6.1.4 NPI工程师收集样品,品工对样品进行编号并送测6.1.5 检测中心对送测的样品按照要求的测量方式进行测量,测量结果按照华为FAI尺寸报告格式输出数据,在取样后,一般三个自然日内输出FAI尺寸报告 6.1.6 品工向客户输出FAI尺寸报告并保留报告6.1.7 NPI工程师将测量样品交华为对应MD进行签字确认,签字后的样品交品工保管6.1.8 对不合格的FAI尺寸报告结果,NPI工程师正式组织相关单位进行模具&制程类改善6.1.9 SQE对供应商外协件FAI尺寸管理过程监控,对要求的FAI 尺寸管理过程协助进行改善,并提供FAI尺寸报告6.1.10 试制阶段供应商FAI报告由PSE向供应商收集 6.2FAI尺寸测量要求:在提供FAI尺寸报告前,需明确FAI尺寸报告中每个尺寸的测量方式、基准以及检具需求,同时符合易测量及合理公差规则,如下情况需要与客户沟通并达成一致意见 6.2.1 不易测量的尺寸如圆弧或倒角延伸的尖点为尺寸的一起点的或测量时需破坏产品等 6.2.2 公差超出了工艺本身能达到的要求6.2.3 测量面有拔模角时,需在图纸上标注双方认可的标识6.2.4 有特定检测治具需求时6.2.5 其余测量不准或不易测量尺寸,不建议设置为CPK尺寸,双方检讨修改 6.2.6 测量工具及方法请参考支持文件《重点尺寸量测方案》6.2.7 更改FAI尺寸测量方式、测量基准及检具时,涉及尺寸需重测,并更新到FAI尺寸报告 6.3FAI成品尺寸与素材尺寸转化6.3.1 针对有外观工艺需求的产品,外观工艺处理效果及区域请按照ID外观工艺图纸,客户MD提供的2D图纸中标识需要单独管控素材尺寸的尺寸6.3.2 针对有外观工艺需求的产品,产品按照不同工艺剥皮后的素材尺寸进行开模,具体工艺所对应的的膜厚请参考支持文件《终端结构件供应商华为图纸转化工作稽核管理流程》中膜厚数据 6.3.3 工艺变更所导致的产品尺寸规格变更由客户共同决策是否重新开模、重置模仁,或者接受新的尺寸规格。
最新报告的格式范文模板写工作报告的格式范文

1.标题标题的写法一般是由单位、时间、内容和文种4个项目构成,如“××公司2010年××工作总结”。
有时根据需要可以省略时间或单位。
如“公司生产部关于减员增效工作的总结”、“关于2010年安全生产工作的总结”、“关于企业节能减排工作的总结”。
有时还可以采用主标题加副题的形式,如“促进领导队伍的年轻化、专业化和知识化——××公司2010年人事改革工作总结”。
2.前言前言即总结工作背景的简单介绍,主要是简单介绍所总结工作的根据、背景、时间和内容等,有时还要对主要成绩和经验进行简单概括,以取得开门见山的效果。
3.正文正文内容主要包括工作步骤和成绩的说明;说明工作的收获;主要经验的分析和归纳;存在的问题及其原因分析;近阶段或下一阶段努力的方向等。
4.结尾与落款结尾是对整个报告作一个简单小结,要多展望未来的乐观前景。
落款要写明报告人或报告部门,以及报告的时间。
本学期,我担任三年级一班班主任工作,我倾注了自己的全部的精力和爱心,一学期下来,班级在各方面工作都还可以,班级管理得井井有条,特别是在班风和学生品德方面更是有了很大的收获,具体做法如下:一、创建和谐、积极向上的班风一个班级的班风如何,直接影响着这个班级的各方面工作,影响着学生的品格形成。
我深知班风的重要性,所以这学期以来,我就教育学生要爱学校,爱班级。
特别是在学校装修之后,我经常号召班级同学捡拾地面上的垃圾。
在平常的工作生活中,我时刻注意培养学生的集体荣誉感,每当班级在学习上取得了好成绩,我就鼓励他们,表扬他们,和他们一起庆贺。
当班级出现问题,学生犯了错误,我就和他们一起分析原因,找不足,一起加油,争取下次赶上来。
在长期这样的氛围中,学生们有了非常强烈的集体荣誉感,班级整体风气积极向上,充满了活力。
二、培养学生良好的行为习惯我一直认为,小学时期,是培养学生良好的行为习惯的最为重要的阶段,收获一个良好的行为习惯真的可以受用终生。
报告的格式及范文字体

报告的格式及范文字体报告的格式指的是文章的排版方式。
一个好的报告格式应该具有清晰明了、简洁规范的特点。
而在文章排版中,字体的选择显得非常重要。
下面是一个800字左右的报告范文:报告:公司市场推广实施方案一、开头:应该在报告最前端,注明报告名称、报告人、报告日期等基本信息。
公司市场推广实施方案报告人:张三报告日期:2021年11月1日二、正文:正文是报告的主要内容,应归纳整理好在提出研究结论之前呈现给读者。
1. 背景分析近年来,公司的销售慢慢下滑,市场收益下降。
为了反击市场竞争,本公司制定了一份详细的市场推广实施方案。
本次方案的目标是提高产品知名度并增加销售量,提高品牌影响力。
2. 方案实施介绍(1)产品定位产品的目标客户是年龄在25-35岁,经济自主,生活自理能力强的人群。
我们的产品是经过专业调制的,符合大众味蕾的小吃类食品。
(2)传播媒介本次方案采用线上和线下相结合的推广方式。
线上,我们将在社交媒体和电商平台上进行广告投放,购物满额的用户将会获得优惠券;线下,我们将在大型商场等人流密集的场所进行展示和推广活动,配合各种营销手段,最大化提高消费者对产品的关注度。
(3)策略实施选定代言人代表产品,根据目标客户的需求,量身定制各种宣传活动。
比如,在微博上或者其他平台上邀请一些大咖明星代言,为产品做推广。
同时,还可以利用一些特别的娱乐活动,比如抽奖、小游戏和其他的文娱活动来拓展市场。
3. 风险分析市场推广虽然有一定的风险,但是我们应该具备一定的预见性。
例如,在推广过程中,我们需要关注消费者的反馈,根据消费者的需求进行调整。
此外,我们也需要考虑万一遇到消极反馈,如何处理不良影响。
三、结论:报告的结论部分应概括报告的核心内容,回答报告提出的问题。
本次市场推广实施方案,以用户为核心,运用线上线下相结合的方式,以及特定的营销手段,将有效改善公司的品牌形象。
这非常重要,因为一家公司的品牌形象和市场影响力直接关系到成功与否。
FAI报告

Dimension Location
Gauge Code
Cav. No Spec.
Reviewed by :
Vendor :
Material : Color:
Cavity # :
Measurement Equipment Feeler gauge Go, No-Go
Height Gauge
+ Tol
Optical Comparator
Sample 1 Sample 2 Sample 3 Sample 4 Sample 5
Inspection Notes
High Values
Low Values
No Good
If the Range is Greater Than 50% of the Total Tolerance the Cell will be RED
YPI Plastic FAI Report
Mould Number: Mould testing times:
Measured by: Date :
Gauge Code
FG G-NG
HG
Measurement Equipment Micrometer Microscope
Optical Comparator
Dimension Location
Gauge Code
Cav. No Spec.
Vendor :
Material : Color:
Cavity # :
Measurement Equipment Feeler gauge Go, No-Go
Height Gauge
+ Tol
- Tol
+ Tol
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
INITIATED(測量人 ) CHECKED(檢驗 ) APPROVED(審核 )
Date(日期):
Model(機種):
REV.(版本 ):
VENDOR(廠商)
Part Name(品名 ) BODY COLOR(本色 )
ARTWORK & COLOR(后加工顏色 )
SHAPE(外觀 ) MATERIAL(材質 )
附件九
深圳市亿宇兴塑胶五金电子有限公司
First Article Inspection(首件檢測報告 )
Document No.(文件編號): Customer(客戶):
ITEM 項目 CUSTOMER P/N(客戶料號 ) Inspection(檢驗內容 ):
New Tool 新模
EC 設變
Repair 修模
Drawing Location
圖面區域具
Comments 備注
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
NOTE(備注 ): A.游標卡尺 (PRECISION VERNIER) B.二次高度儀 (TWO WAY CVERTICAL & LEVEL PRECISION MEASURING INSTRU MENTS) C.萬能角度規 (UNIVERSAL GONIOMETER) D.牙規 (THREAD GAUGE) E.厚薄規 (THICKNESS GAUGE) F.環規 (RING GAUGE) G.R角規 (RADIUS GAUGE) H.硬度計 (HARDNESS TESTER) I.分厘卡 (PRECISION MICROMETER) J.卷尺 (ROLLING RULER) K.投影儀 (SHAPE GAUGE) L.三次元 (CMM)
NO 序號
THICKNESS(重量) INDEX OF CRITICAL DIMENSION(尺寸規格判定 )
Print SPEC Tolerance(公差) 尺寸規格 Up(+) Low(-) 1 Actual Sample Readings(實際測量值) 2 3 4 5
FINISHING(核準 )
Cosmetic(外觀 ):
Function(功能 ):
Comments 判定
Signature:
Checked:
Signature:
Checked:
File:DCC-3209
EN-P-00301G