一种片烟回潮机水分过程控制系统的设计
烟草制丝生产工艺精准控制的几点思考_1

烟草制丝生产工艺精准控制的几点思考发布时间:2022-11-21T06:35:14.761Z 来源:《科学与技术》2022年30卷第7月第14期作者:门亭含刘静[导读] “科教兴烟”战略的实施,使我国的卷烟产品品质得到了显著的提高,同时也反映出了烟草制丝的发展过程。
烟草制丝的生产工艺中,各个环节的生产和加工都会对产品的品质产生一定的影响。
门亭含刘静红塔烟草(集团)有限责任公司玉溪卷烟厂云南省玉溪市 653100摘要:“科教兴烟”战略的实施,使我国的卷烟产品品质得到了显著的提高,同时也反映出了烟草制丝的发展过程。
烟草制丝的生产工艺中,各个环节的生产和加工都会对产品的品质产生一定的影响。
要使卷烟原料的价值得到最大程度的发挥,使其具有良好的风味,就必须对其进行精确的加工工艺控制。
因此,掌握烟草制丝技术的特征和主要影响因素,对准确地控制烟草制丝过程具有重要意义。
本文旨在探讨如何准确地控制烟草制丝过程。
关键词:烟草制丝;生产工艺;精准控制措施引言为了使卷烟原料的功能价值得到最大限度的发挥,提高产品的品质,必须加强对烟丝加工的技术研究,以达到对烟草制丝过程的精确控制。
本文从人员操作角度、设备角度、工艺技术等方面,结合烟草制丝工艺的特点,对如何准确地控制烟草制丝过程进行了研究。
最后,本文提出了对烟叶制丝过程的精确控制应从以下几个方面着手:一是要严格控制切片机流速;二是强化对散叶回潮机械湿度的精确控制;三是要强化对香料的精确控制;四是要强化烘干机湿量的精确控制;五是有利于多丝混合体系的均匀性。
1烟草制丝生产工艺的主要影响因素1.1烟草制丝生产工艺的主要影响因素烟草制丝的工艺流程复杂多样,要掌握好各工序,就必须充分考虑对制丝工艺的影响,从根本上杜绝单一因素对制丝工艺的影响;从而达到对烟草制丝过程的精确控制。
影响卷烟制丝的主要因素有:人员操作因素、设备因素和工艺技术因素。
1.2人员操作因素的影响在烟草制丝工艺中,员工要有较强的责任心,主动学习各种工序的知识,以提高员工对卷烟制丝的各个工序的重视;从而防止由于人员操作失误、人员责任意识不强等因素造成的烟草制丝过程中出现的质量问题。
叶片加料机加水功能改造
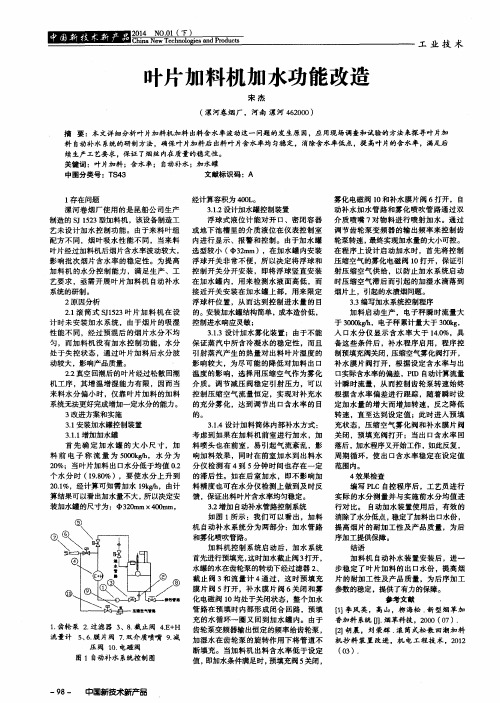
1 存 在 问题 漯 河 卷 烟 厂 使 用 的是 昆船 公 司 生 产 制造的 S J 1 5 2 3型加 料机 ,该 设备 制 造工 艺 未 设 计 加 水 控 制 功 能 。 由 于来 料 叶组 配方 不 同 ,烟 叶 吸 水 性 能 不 同 , 当来 料 叶片 经过 加 料机 后 烟 片含水 率 波 动较 大 , 影 响批 次 烟片 含 水 率 的稳 定 性 。为 提 高 加料 机 的水 分 控 制 能力 ,满 足 生 产 、工 艺要求 ,亟需开展叶片加料机 自动补水 系统 的研制 。 2 原 因分 析 2 . 1 滚筒式 S J 1 5 2 3叶片加 料机在设 计 时 未安 装 加 水 系 统 , 由于 烟 片 的 吸湿 性 能 不 同 ,经 过 预 混 后 的 烟 片 水分 不 均 匀 ,而加 料 机 没 有 加 水 控 制 功 能 ,水 分 处 于 失 控 状 态 ,通 过 叶 片 加 料 后水 分 波 动较 大 ,影 响产 品质量 。 2 . 2真空 回潮 后 的叶 片经 过松 散 回潮 机工序 ,其增温增湿能力有 限,因而当 来 料 水 分 偏 小 时 ,仅 靠 叶 片 加 料 的 加料 系统无法更好完成增加一定水分的能力。 3 改进方案和实施 3 . 1 安装加水罐控制装置 3 . 1 . 1 增加 加水 罐 首 先 确 定 加 水 罐 的 大 小 尺 寸 ,加 料 前 电子 称 流 量 为 5 0 0 0 k g / h , 水 分 为 2 0 %;当叶片加料出 口水分低于均值 O . 2 个水分 时 ( 1 9 . 8 0 % ),要 使 水 分 上 升 到 2 0 . 1 %,经计 算 可 知需 加 水 1 9 k g / h , 由计 算 结果 可 以看 出加水 量不 大 , 所 以决定 安 装 加水 罐 的尺寸 为 :e l , 3 2 0 m m X 4 0 0 m m,
烟叶松散回潮机工作原理_概述说明以及解释

烟叶松散回潮机工作原理概述说明以及解释1. 引言1.1 概述:本篇文章主要介绍烟叶松散回潮机的工作原理,其在烟草行业中的应用已经十分广泛。
烟叶松散回潮机作为一种关键设备,通过对烟叶进行湿润处理来提高烟叶品质和生产效率。
该设备采用先进的技术,能够有效减少烟叶损失,并提供稳定的工作效果。
1.2 文章结构:本文将按以下结构进行介绍:首先,我们将对烟叶松散回潮机进行整体介绍,包括其功能和组成部分。
然后,我们将详细描述该机器的工作原理,并解释其中涉及到的关键细节。
接下来,我们将分析实际应用中该设备的范围和重要性,并评估其工作原理的效果。
最后,文章将给出对未来发展方向的建议或展望,并以总结和结束语来结束本文。
1.3 目的:本文的目标是全面了解和解释烟叶松散回潮机的工作原理,并分析其在实际应用中所产生的效果。
通过深入研究这一设备,我们希望为烟草行业中的相关人员提供有关该设备的详细信息,并推动其在工作效率和产品质量方面的进一步提升。
通过评估技术发展趋势和展望未来,我们还将探讨烟叶松散回潮机在未来可能的改进方向。
2. 烟叶松散回潮机工作原理:2.1 介绍烟叶松散回潮机:烟叶松散回潮机是一种用于恢复或调节烟叶湿度的设备。
在烟草加工过程中,烟叶通常需要在特定湿度条件下进行储存和加工,以确保其质量和口感。
而烟叶松散回潮机就是为了满足这个需求而设计的。
2.2 工作原理概述:烟叶松散回潮机通过控制湿气流动和温度来实现调节烟叶的湿度。
其中主要包括以下几个步骤:首先,将干燥的烟叶置于设备中,并关闭设备密封门。
然后,通过控制系统启动产生蒸汽或雾化水的装置,使得设备内部形成高湿环境。
接下来,通过设备内部的风扇将环境中的湿气流动起来。
风扇会产生强制对流,使得湿气均匀地分布到整个空间中。
同时,设备还配备了温度控制系统,在保持适宜环境湿度的同时,通过控制温度来防止烟叶过度加热或过冷。
在一定时间内,烟叶将处于高湿的环境中,湿气会逐渐被吸收进入烟叶内部。
烟草松散回潮水分控制模式的改进

烟草松散回潮水分控制模式的改进【摘要】对松散回潮水分控制模式进行改进,提出新的控制算法,并找出最佳参数组合,对提高出口水分稳定性和提升产品质量具有重大意义。
【关键词】制丝;松散回潮;水分控制模式;控制算法当前烟草行业竞争激烈,高质量的产品势必会提高企业竞争力。
卷烟制丝工艺是卷烟生产的主要工艺,松散回潮作为制丝过程主要加工工序,其出口水分是影响后续工序产品质量的关键质量指标。
当前行业内松散回潮出口水分控制主要采用闭环控制和开环控制,闭环控制会根据实时出口水分自动调节加水量,从而控制出口水分,但自动调节存在滞后性且控制算法不能完美消除诸多因素影响;开环控制模式主要根据经验进行水分调节,即便很好的保证加水总量却不能保证烟叶水分均匀性,所以建立一种创新性的水分控制模式非常重要,在保证其它质量指标不受影响的前提下,既保证加水总量,又能保证烟叶水分均匀性,从而提高烟叶感官质量,满足后续工序工艺要求。
1.松散回潮工序简介在烟草制丝工艺过程中,制叶丝线一般主要加工工序依次为切片、松散回潮、润叶加料、切叶丝、烘叶丝、配比加香,然后将成品烟丝输送至卷包车间。
在这个过程中,松散回潮作为制叶丝线始端影响过程产品感官质量的第一道加工工序,其加工质量会影响到后续润叶加料、切叶丝、烘叶丝等主要工序工艺质量指标稳定性。
松散回潮工艺任务主要是将切片工序后的烟块进行进一步松散,并对烟片进行连续均匀地增温和增湿,使其成为具备一定温度和水分的松软烟叶,以提高烟片的韧性和耐加工性,为后续工序提供满足工艺质量要求的烟叶。
在切片工序后,烟叶是以干燥烟块的形态输送至松散回潮工序,回潮机主要通过程序控制加水系统、热风循环系统、排潮系统、传动系统等输出满足工艺规定水分、温度的松散烟片,确保烟叶无结团现象,且感官质量有所提升。
2.松散回潮传统水分控制模式以传统开环控制模式为例,即出口水分变化不参与控制,也就是说PLC程序不能根据来料水分的波动和出口水分的变化进行水分控制。
基于提升白肋烟烘烤回潮水分的设备改进

15中国设备工程 2019.03(下)中国设备工程Engineer ing hina C P lant1 白肋烟烘干机结构及工作原理白肋烟烘干机主要由以下几部分组成:干燥段、冷却平衡段、回潮段3部分。
其工作原理是物料由刮板喂料机送入烘干机进料端,进料端的均料装置将其松散均匀后,进入干燥区。
在干燥区内,热空气先从下至上穿过烟片,后从上至下穿过烟片。
烟片在烘干过程中,发生一系列反应,随着烘烤时间的增加,烟片中的水份逐渐被蒸发,蒸发出的带有杂气的水份被风机排到室外,直至干燥区出口处烟片水份达到工艺要求。
烟片从干燥区出来后,进入冷却区。
在冷却区,利用较低温度的循环风使烟片温度降至35~45℃之间,为烟片回潮提供工艺条件。
回潮段包括3个区,1区上进风2个单元,2区下进风4个单元,3区上进风2个单元。
运行中,先由上至下,再由下至上,最后又由上至下喷吹雾化水和蒸汽,物料充分吸收热量及水分后,送至出料端。
2 改进前的工艺现状及原因分析我厂白肋烟烘烤机自2014年安装来,回潮区出口烟片水分一直在13%~14%波动,达不到工艺值18±1%要求。
基于提升白肋烟烘烤回潮水分的设备改进代小明1,余永忠1,2(1.湖南中烟郴州卷烟厂设备工程部;2.湖南中烟郴州卷烟厂制丝车间,湖南 郴州 423000)摘要:烘干机是制丝白肋烟线的主要工艺设备,最后烟片通过较长的回潮通道。
运行中,先由上至下,再由下至上,最后又由上至下喷吹雾化水和蒸汽,物料充分吸收热量及水分后,送至出料端。
目前,设备雾化效果不佳,个别喷嘴甚至堵塞,汽水混合喷嘴加水流失多,加水量不达标,不均匀等。
对管路系统和喷嘴位置、结构进行改进,并与自动控制的调节阀门和流量计系统关联,实现自动定量加水。
关键词:管路系统改进;水汽混合喷嘴位置和角度改进;加水量自动控制中图分类号:TS451 文献标识码:A 文章编号:1671-0711(2019)03(下)-015-03其原因是烟片从冷却区刚进入回潮区时温度和水份都很低,因此必须将它加热和回潮到打包所需的温度和水份。
浅谈松散回潮出口水分控制
回来 与 设 定 值 比较 ,并 根据 其 误 差 调 整加 水
量 的控 制 方 式 。传 统 的闭 环 控 制 有 多种 ,行
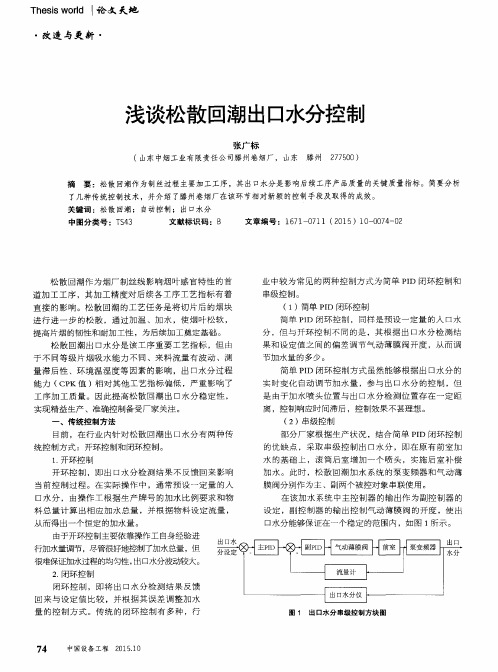
图1 出口水分 串级控制方块 图
能力 ( C P K值 )相 对 其他 工艺 指标 偏 低 ,严 重 影响 了 工序 加 工 质量 。因 此提 高 松 散 回潮 出 口水 分稳 定 性 , 实 现精 益生产 、准 确控 制备受 厂家 关注 。
一
简单 P I D 闭环 控 制方 式 虽然 能 够根 据 出 口水 分 的
实 时 变化 自动 调 节加 水 量 ,参 与 出 口水 分 的控 制 ,但 是 由于加 水 喷 头 位置 与 出 口水 分 检 测位 置 存在 一定 距 离 ,控 制响应 时间 滞后 ,控制效 果不 甚理想 。 ( 2)串级控 制 部 分 厂家 根 据 生产 状况 ,结合 简 单 P I D 闭 环控 制 的优 缺 点 ,采 取 串级 控 制 出 口水 分 ,即在 原 有 前室 加
7 4
中国设备工程 2 0 1 5 . 1 0
松散 回潮 作 为 烟厂 制 丝 线 影响 烟 叶 感官 特 性 的首
业 中较 为 常 见 的两 种 控 制方 式 为简 单 P I D 闭 环控 制 和 串级控 制 。 ( 1)简单 P I D 闭环控 制
简单 P I D 闭环 控 制 ,同样 是预 设 一 定量 的入 口水 分 ,但 与 开环 控 制 不 同 的是 ,其 根 据 出 口水 分 检 测结
了几种传 统控 制技 术,并介 绍 了滕 州卷烟厂在该 环节相对新颖的控制手段及取 得的成效。
叶丝回潮过程加水比例对膨胀丝整丝率的影响

叶丝回潮过程加水比例对膨胀丝整丝率的影响韦小玲;康金岭;徐吉铭【摘要】This paper was focused on the effects of different adding water ratios in first, second and third process on proportion of long strands of expanded cut tobacco during humidition of tobacco process. The proportion of long strands was defined to be the reference index for the study item. The experiment was designed by DOE, and the final results were analyzed through the method mixture design. The results showed that parameter setting by different adding water ratios could influence the proportion of long strands significantly .The equation we got was tested significantly and effective. Under the condition of same quantity of adding water, the best ratio of adding water was 34 in fist, second and third humidition of tobacco process. Under the very condition the proportion of long strands of expanded cut tobacco could be produced at the exit of humidition of tobacco process.%以膨胀丝整丝率指标为参考,通过DOE试验设计,运用混料设计分析法,在加水总量不变的前提下,研究一、二、三区不同加水比例参数设置在膨胀线叶丝回潮工序对膨胀丝整丝率的影响.结果表明,一、二、三区不同加水比例参数设置对膨胀丝整丝率影响显著,回归方程模型显著且有效;在加水总量不变的前提下,叶丝回潮一、二、三区最佳加水比例3∶4∶3.该条件下,叶丝回潮出口膨胀丝整丝率最高.【期刊名称】《食品与机械》【年(卷),期】2013(029)002【总页数】3页(P41-43)【关键词】烟丝;叶丝回潮;膨胀丝;加水比例;混料设计;整丝率【作者】韦小玲;康金岭;徐吉铭【作者单位】广西中烟工业有限责任公司柳州卷烟厂,广西柳州545005【正文语种】中文叶丝回潮是目前卷烟行业干冰膨胀线制膨胀烟丝的一个关键工序,其主要工艺任务是对升华后的膨胀丝进行冷却回潮,使升华后的膨胀丝均匀充分地吸收水分,满足膨胀丝在成品卷烟配方中的掺配使用要求。
烟草制丝生产工艺精准控制

烟草制丝生产工艺精准控制发布时间:2023-02-21T08:46:44.884Z 来源:《福光技术》2023年2期作者:吴望[导读] 由于烟草制丝生产加工过程环节较多,每一环节的生产与加工都会影响到卷烟产品的质量。
为了充分地发挥出卷烟原料的价值,生产出口感好的卷烟产品,应在烟草制丝生产过程中,做好生产工艺的精准控制。
红云红河烟草(集团)有限责任公司乌兰浩特卷烟厂 137400摘要:由于烟草制丝生产加工过程环节较多,每一环节的生产与加工都会影响到卷烟产品的质量。
为了充分地发挥出卷烟原料的价值,生产出口感好的卷烟产品,应在烟草制丝生产过程中,做好生产工艺的精准控制。
关键词:烟草制丝生产工艺;精准控制;方法烟草行业最核心、最重要的技术就是烟草制丝技术,烟丝的好坏决定烟草的质量。
只有对烟草的制作工艺进行精准的控制,才能提高我国卷烟产品的质量。
1烟草制丝工艺概述简单说,烟草制丝工艺就是将不同地区、不同等级、不同品种的有梗烟叶制作成为符合工艺要求的叶丝、梗丝,以满足后续工序的要求。
而烟草制丝工艺主要任务就是将各种类型、风格、等级的烟叶原料制作成纯净无杂质(这里的杂质通常指的是金属、碎砂轮块、石块、玻璃、硬梗签、纸等)、无霉烂、配比均匀,温度、水分、宽度等均符合不同等级卷烟工艺(卷烟工艺是将烟叶原料与卷烟材料加工成为卷烟的方法、过程及技术。
同时,卷烟工艺也是将卷烟设计产品转为现实产品的手段)要求的烟丝。
制丝工艺主要包括以下几个工序:(1)备料。
备料工序是烟草制丝工艺中的第一个环节,其主要是对烟叶的原料进行“细分”,进而使其得到合理利用,并让烟叶原料的使用价值得到充分的发挥。
简单来说,由于不同档次、不同品牌的卷烟所使用的烟叶原料等级、种类以及配伍比例存在较大的差异,所以就需要对烟叶的原料进行“细分”,而这里的“细分”就是对烟叶进行打叶复考加工前的分选备料工序。
(2)回潮。
(3)贮叶。
贮叶工序是烟草制丝工艺中的一个重点工序。
滚筒式烟片回潮机排潮系统的改进及实现

0 引言
滚筒 式烟 片回潮机 是卷 烟企业 制丝 车间用 于对切 片后的复烤 烟 片进 行松 散 、增 温和增 湿 的设备 。烟包 切 片后 ,经皮带机 送人 片烟 回潮机 ,将切后 烟块 松散 成 烟片 ,并 通过热 风系统 、加 湿系统 ,把 烟片连 续均 匀 的进行增 温 、增 湿 ,以提高 烟片 的柔韧性 和耐 加工 性 ,满足制 丝线后 工序 的加工需 要 。 1 滚 筒式烟 片 回潮机的 工作原 理 烟块 进入 滚筒后 ,在 简体 内密布 的导料 板和扒 钉 的作用下 ,翻滚 向前 运动 ,同时 与蒸 汽和雾 化水充 分 接触 ,烟块均匀 地 吸收水分后 变松 散并 达到一 定 的含 水率 。
机示 意图 。
2 问题 与 分 析
进
置
图 1 滚 筒 式 烟 片 回 潮 机 示 意 图
该 机较大 程度地 满足 了片烟 回潮 的工艺 要求 ,但
针对此原 因, 回潮机的结构上排查 , 现 回潮机 从 发 存在 以下几个 问题 : 由于系统设计 中,热风 系统是一 ① 个独立 的 自循环 系统 , 只是把热交换器释放 出的热量作
的正压 。若能解 决烟 片 回潮 机 出 口处 的正压 ,也就解 决 了上述 两个 问题 。
前
滚筒 上 的圆形风 管将 前 室和后 室联 接起来 ,用循 环 风机带 动热空气 、蒸 汽在风 管 内流动 ,循环利 用后 室 的热风 、蒸汽 。设备 的进料端 和 出料端 设有排 汽罩 和风 管 ,将 外溢 的蒸汽抽 走 。图 1为滚筒 式烟 片 回潮
超级回潮机加水精度控制分析及应用
0 引言
烟草制丝工艺所用的滚筒式烟叶丝超级 回潮机 是制 丝生产线烟叶丝处理段的专用设备 , 该设备主要承担的工
艺任务是增加烟叶丝水分和温度 , 使其满足烘丝设备膨胀 功能的工艺要求。烟叶丝超级回潮工序 出口水分不稳定
将 直接 影 响到烘 丝膨胀 干燥后 成 品烟 叶丝 的含 水率 , 响 影
o t t o t i i gwae h c s n t nf r ul n an n trw ih i o i m,n tsa l o v n we r u .W i rq e c o v r in wae o t lmo e a d t e a d ec u o o tb e, re e t o p g t f u n y c n e so trc nr d n h d h e o
Ab t a t n te p o e s o h b c o s k p o e s , e s p rr s r e c c i ewh c d e e au e a d h mi i sr c :I h r c s f e t a c i r c s t u e e u g n e ma h n i h a d tmp r t r n u d t t o l h y,a p is pl e
均 匀 , 定 的 因素 , 相应 的 改进措 施 , 变 频 控制 调 稳 制定 应用
节技术 , 实现变频电机驱动水泵控制加水流量 , 提高水分
控制精度和可靠性。 1 现 状分 析
烟 叶丝超 级 回潮工 艺过 程 是 整 个制 丝 工 艺 的重 要 环 节 , 环 节的 主要任 务是 给 叶丝加 温增 湿 。水 分 控制 系 统 该
p e ma i f m e u a o h t o t lte w trf wig n u t l r g lt rt a n r h ae o n .T e p e mai l r g lt r S me h n c lf i r a e i ih r t a e uti ci c o l h n u t f m e ao ’ c a i a al e r t sh g e h tr s l n ci u u
WQ3914型回潮机加水系统总成的设计

103中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.11 (上)WQ3914型滚筒式叶丝回潮机(二次回潮机)是膨胀烟丝生产线的关键设备,其工艺任务是对升华后的烟丝进行回潮,提高膨胀烟丝的含水率。
因此,其加水性能的稳定性对于保证烟丝的含水率具有非常重要的作用。
膨胀线二次回潮机加水系统沿滚筒轴向分为三个区,每个区均匀布置五个双介质喷嘴。
生产时,15个喷嘴同时加水,使回潮效果更均衡,体现了国产设备均匀加水的理念。
1 回潮机结构分析如图1所示,为回潮机加水系统的示意图。
(1)回潮机分三区加水,每个区都有一根主加水管路、一根主空压气管路。
每个区均布五个双介质喷嘴。
(2)管路系统由主管路和分支管路组成。
主管路和分支管路的材质均为非金属软管。
主管路通过管道支撑架固定在底座上。
主管路通过快插形式的三通连接若干分支管路,和喷嘴相连。
整个管路系统呈树形结构。
(3)15个双介质喷嘴固定在一个整体式的盖板上,盖板通过32个M8的螺栓固定在底座上。
图1 回潮机加水系统示意图2 存在的问题分析通过以上结构分析可以看出,回潮机主管路和分支管路为非金属软管且通过快插接头连接,管路交错繁杂。
对于水管路来说,通过快插接头连接的管路可靠性较差。
软管在有限的空间内挤压,使得软管和接头处连接处受力,从而出现缝隙。
设备实际使用过程中,快插接头处时常出现漏水现象。
水滴在烟丝上会造成“水渍烟”,严重影响膨胀烟丝的工艺WQ3914型回潮机加水系统总成的设计赵浩东,程林峰,刘玉民,孔德望(山东中烟工业有限责任公司济南卷烟厂,山东 济南 250104)摘要:WQ3914型滚筒式叶丝回潮机是膨胀烟丝线关键的回潮加水设备。
其加水系统分为三区,三个区通过软管和快插接头连接喷嘴,形成一个整体。
这种结构形式不仅潜在漏点多,而且存在拆卸维护不便、检查难度大等缺点。
针对以上问题,利用模块化设计的思想对系统进行了结构优化。
提高成品片烟水份合格率

提高成品片烟水份合格率作者:唐辉来源:《中国科技博览》2016年第06期[摘要]本文通过对公司成品片烟水份合格率实际水平与行业对标水平存在的差距进行分析,主要从温度控制、参数控制等方面着手,改进复烤机的操作性能,降低水份不合格的产生,提高成品片烟水份合格率[关键词]水份合格率复烤机中图分类号:TS452.3 文献标识码:A 文章编号:1009-914X(2016)06-0309-01一、前言龙岩金叶复烤有限责任公司是一个打叶复烤加工型的企业,打叶复烤主要任务是将原烟通过设备进行叶梗分离,后叶片进行干燥、冷却、回潮到相应水分进行包装后,作为原料输送至卷烟生产厂家,而适宜的水份有利于烟叶的醇化以及发酵,有利于卷烟工业品质的提高。
二、公司的现状公司新技改线于2012年正式投入生产,本年度公司成品片烟水份合格率为95.7%,虽然已达到行业内优秀指标(≥95%),但与行业内对标指标(≥97%)还有差距,为了提高企业的效益以及竞争力,必须改变一些存在的不足。
打叶复烤工序,对成品片烟水份的影响主要是复烤工序,复烤机的工艺任务为将叶片进行干燥、冷却、回潮处理,使叶片达到规定的含水率。
因此要提高成品片烟水份合格率,主要需解决复烤工序存在的主要问题。
1、温度控制模式不合理:1.1现有的复烤干燥区温度控制模式主要是采用PLC程序中的PID单回路调节,通过控制蒸汽阀门开度达到控制各区温度值。
1.2主要控制模式为:1.2.1开始过料过程:过料前,操作人员设定好参数值,烟叶进入复烤设备后,各区干燥去温度会下降,PID控制响应较慢,蒸汽阀门开度缓慢增大,之后开度增大到一定程度缓慢减小,过程约20min处于波动状态,易产生较多不合格品;1.2.2正常过料过程:操作人员调整参数后,蒸汽阀门开度缓慢增大或减少,过程约10min 处于波动状态,易产生不合格品;1.2.3结束过料过程:料尾生产时,各区干燥去温度会上升,操作人员提前降低温度值,PID控制响应较慢,蒸汽阀门开度缓慢减少,过程约5min处于波动状态,易产生不合格品;1.3现有控制可能产生的不合格品量:根据以上分析,PID控制响应较慢,调节阀门缓慢增大或减少,按各种过程波动时间按复烤设备正常的9000Kg/h流量统计,分别可能造成不合格品的重量约3000kg、1500kg、750kg,折合箱数分别为(200kg/箱)14.5箱、7.5箱、3.75箱。
水槽式烟梗回潮机加热系统改善设计

水槽式烟梗回潮机加热系统改善设计1.引言烟草工业是我国重要的农业产业之一,在烟叶加工过程中,烟梗是一种重要的副产品,但其含水率较高,需要进行回潮处理。
为了提高回潮机的加热系统效率,本文进行了水槽式烟梗回潮机加热系统的改善设计,以期提高回潮机的加热效率,减少能源消耗,降低生产成本,提高烟叶加工产能和产品质量。
2.水槽式烟梗回潮机加热系统的存在问题水槽式烟梗回潮机是一种常用的烟梗回潮设备,其工作原理是通过将烟梗放在水槽中加热蒸汽来使烟梗回潮。
然而,目前存在的问题是加热系统效率较低,加热均匀性差,能源消耗较高,影响到了回潮机的正常运行。
3.改善设计方案(1)优化加热系统结构首先,需要对水槽式烟梗回潮机的加热系统结构进行优化设计。
改进传统的加热方式,采用分区加热的方式,使每个加热区域的温度可以独立调控,以提高加热效率和均匀性。
此外,采用更优化的加热元件和传热结构,提高传热效率和降低能源消耗。
(2)改进控制系统加热系统的控制是影响加热效率和均匀性的重要因素。
因此,需要改进控制系统,采用更精确的温度控制器和自动化控制装置,实现对加热系统温度的精确控制,确保每个加热区域的温度均匀,提高加热效率。
(3)提高热能利用率针对传统水槽式烟梗回潮机加热系统存在的能源消耗过高的问题,需要设计并安装热能回收装置,将废热利用起来,提高热能利用率,降低能源消耗,减少生产成本。
(4)加强安全措施在改善设计中还需加强安全措施,确保加热系统的安全稳定运行。
此外,对加热系统的检修和维护要求进行改进设计,方便工作人员进行设备维护。
4.改善设计效果预期通过改善设计,预期可以达到以下效果:(1)提高加热效率和加热均匀性,减少加热时间,降低生产成本;(2)减少能源消耗,降低生产成本,提高经济效益;(3)提高烟梗回潮的速度和质量,提高生产效率,提高产品质量;(4)提高热能利用率,保护环境,促进可持续发展。
基于前馈补偿的HXD出口水分控制系统设计

《工业控制计算机》2021年第34卷第5期35基于前馈补偿的HXD出口水分控制系统设计Design of HXD Outlet Moisture Control System Based on Feedforward Compensation 许秋轩高复高董伟(江苏中烟工业有限责任公司徐州卷烟厂,江苏徐州221004)摘要:为解决制丝线HXD出口水分标准偏差过大的问题,设计了基于前馈补偿的水分控制系统。
在PID水分控制的基础上,引入关于RCC出口水分和工艺气温度的影响因素,根据两者与其设定值的偏差,对加水量进行前馈补偿,消除了因扰动带来的水分控制的滞后性。
改进结果表明:系统能够实时跟踪RCC出口水分和工艺气温度的变化,减少了HXD出口水分的波动,标准偏差由改进前的0.25降低至0.14,Cpk值由改进前的0.97提高至1.3,有效保障了制丝产品的内在品质。
关键词:HXD;出口水分;前馈补偿;堆栈Abstract:"order to solve the problem of excessive standard deviation of moisture at the outlet of HXD of the tobacco production line,a moisture control system based on feedforward compensation is designed in this paper.On the basis of PID moisture control,the influencing factors of RCC outlet moisture and process gas temperature are introduced.According to the deviation between the two and their set values,feed forward compensation is performed on the amount of water added,elimi-nating the lag of moisture control caused by disturbances.The improvement results show that the system can track the changes of RCC outlet moisture and process gas temperature in real time,reducing the fluctuation of HXD outlet moisture.The standard deviation is reduced from0.25before the improvement to0.14,and the Cpk value is increased from0.97before the improvement to1.3,effectively guaranteeing the inherent quality of tobacco products.Keywords:HXD,outlet moisture,feedforward compensation,stack气流式烘丝机HXD突破了传统的滚筒式及流化床式的干燥方式,是一种全新概念的气流式干燥机。
基于边缘控制的回潮加湿设备水分控制系统的研究

基于边缘控制的回潮加湿设备水分控制系统的研究发布时间:2023-03-21T08:02:37.976Z 来源:《科技新时代》2023年第1月1期作者:朱思奇、蔡一彪、苏修武[导读] 烟草生丝水分是烟草制丝生产过程中的关键指标,其控制效果将基本决定所生产烟丝的品质效果朱思奇、蔡一彪、苏修武杭州安脉盛智能技术有限公司,浙江省杭州市310000摘要:烟草生丝水分是烟草制丝生产过程中的关键指标,其控制效果将基本决定所生产烟丝的品质效果。
为了提升烟丝质量,满足严格的烟丝生产工艺标准,确保生产出来的烟丝符合产品要求,需要提高烟草生丝水分的控制精度和稳定性。
为了提高烟草生丝水分的控制精度与稳定性,本文将在原有的基础上提出基于边缘控制的回潮加湿设备水分控制系统,它包括控制模块、传感器模块、边缘控制模块和通讯模块,传感器模块,用于采集回潮加湿过程干扰变量的相关数据;控制模块,用于控制将传感器模块采集回潮加湿过程的相关数据将经通讯模块传输至边缘控制模块内;边缘控制模块,用于对通讯模块传输的回潮加湿过程的相关数据进行实时控制并得到控制结果;通讯模块,用于将回潮加湿过程的相关数据传输至边缘控制模块中。
本文采用边缘控制的方式对介入加水量控制,无需对原始系统进行大规模改造,降低改造成本;并增加相应传感器,实时测量干扰变量值。
对加入干扰变量后的数据进行分析处理,得到修正后的结果,提高了控制精度。
关键词:边缘控制;回潮加湿设备;控制系统引言回潮加湿是制丝叶片处理过程中的重要工序,其作用是对烟片进行松散、回潮、加湿,使烟片温度和含水率达到工艺技术的要求,为下道工序提供合格的烟片。
近期的一些研究结果表明,回潮加湿过程除影响烟片的物理质量外,对其感官质量的影响也较大,新版《卷烟工艺规范》中明确提出回潮加湿过程还应注重改善烟片的感官质量。
在实际生产过程中,由于受加水均匀性和准时性、热风温度的稳定性以及蒸汽压力等交互作用的影响,存在着回潮处理后的烟片含水率不稳定的现象,直接影响后工序的质量控制和加香料的准确性。
叶片回潮机两级加水设计及应用
叶片回潮机两级加水设计及应用发布时间:2022-09-08T05:17:07.922Z 来源:《福光技术》2022年18期作者:张海泉[导读] 在烟草制丝工艺过程的叶片处理段中,由于承担增湿、增温、松散功能的叶片超级回潮机的前一工序是切片工序,未完全松散的片烟在回潮机入口处既开始加水,导致超级回潮机出口处烟叶含水率不均匀、不稳定,甚至有湿团烟的现象。
采用分段的两级加水PID联合控制模式,弥补了单纯的料头一级加水而导致的加水不均匀性的缺点,提高了出口水分控制的响应速度和精度。
重庆中烟工业有限责任公司涪陵卷烟厂重庆涪陵 408000摘要:在烟草制丝工艺过程的叶片处理段中,由于承担增湿、增温、松散功能的叶片超级回潮机的前一工序是切片工序,未完全松散的片烟在回潮机入口处既开始加水,导致超级回潮机出口处烟叶含水率不均匀、不稳定,甚至有湿团烟的现象。
采用分段的两级加水PID联合控制模式,弥补了单纯的料头一级加水而导致的加水不均匀性的缺点,提高了出口水分控制的响应速度和精度。
关键词:超级回潮机;分段二级加水;标准偏差;加水PID0 引言烟草制丝工艺所用的滚筒式烟叶超级回潮机是制丝生产线烟叶处理段的专用设备,该设备主要承担的工艺任务是增加烟叶水分和温度并使其保持良好的松散柔软状态,使其满足后续加料的工艺要求。
烟叶超级回潮工序出口水分的不稳定将直接影响到加料的质量,进而影响到卷烟的整体内在质量。
分析影响烟叶回潮出口水分均匀,稳定的因素,制定相应的改进措施,采用分段的两级加水模式,实现前段完成主要加水以利于松散和中段进行水分补偿的联合加水,提高水分控制精度和可靠性。
1 现状分析烟叶超级回潮工艺过程是叶片工艺段的重要环节,该环节的主要任务是给切片后的烟叶加温增湿使其松散柔软,增加其韧性和耐加工性。
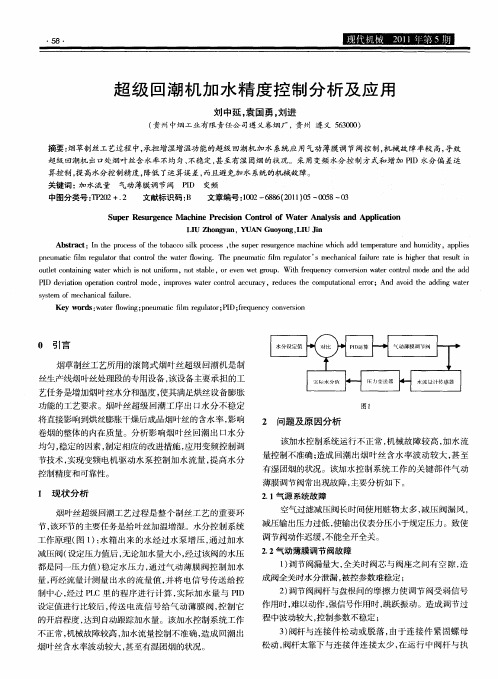
水分控制系统工作原理(图1):首先由出口水份仪检测的实际水份值与设定值进行比较及PID运算,计算出加水量偏差。
再与由入口烟丝流量、入口水份及出口设定水份计算出的理论加水量相加,通过PID运算后控制气动薄膜阀的开度来控制雾化水的流量,从而实现出口水份的调节,达到自动跟踪加水量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工 业 控 制 与 应 用
Industry Control and Applications
一 种 片烟 回潮机水分过程控 制系统 的设计
马春华 (绥化学院 信息工程学 院 ,黑龙江 绥化 152061)
摘 要 :片烟回潮是烟草加工过程 中一道重要工序 ,过程控制设备较多 、工 艺要求复杂 ,系统对水分控 制要 求严格 。本系统硬件
Design of Moisture Process Control System of Tobacco
Hum idifying Machine
M A Chun—hua (College ofInformation Engineering,Suihua Institute,Suihua 152061 China) Abstract:Tobacco resurgence is an importan t process of tobacco processing,it needs many process control equipment and complex technology.The system is strict to the moisture contro1.The hardware of th e system uses S7 414 PLC PROFINET bus to com plete process control in order to save wiring an d reduce costs.Process control software uses Fuzzy—PID cont rol to ensur e t h e real—tim e and fast response a n d realize th e system control stability.
采用 S7 414 PLC PROFINET现场 总线完成 过程控制 ,节 约现场布 线 ,降低成本 。过程控 制软件采用 Fuzzy—PID控制 ,
既可以保证 现场实时控 制又可以保证 系统控制稳定 。
关键词 ;片烟 回潮 ;PROFINET‘过程控制 IFuzzy—PID
.
中图分类号 :TP273 文献标识码 :A 文章编号 :1003-7241(2016)01-0022-04
3 水分过程控制系统方案
过程控 制系统要 求增加片烟含 水率 ,并使 片烟逐渐 松散 。过程 控制 系统 整体方案 是稳定滚筒转速 保证烟 片 通过 时间不变 ,根据 入 口等参数 计算人 口理 论加水量控 制人 口加水调节 阀 ;根据 出 口参 数对 蒸汽流量 调节 阀、 对 出 口加水调节 阀的控 制 ,完成对 水分 的控制。
2 现场设备控制需求
设备将去包装箱片烟块 ,经过三 刀分切为相 等四块 , 经过 电子皮带秤送入 回潮机 ,经过抄 板和耙钉 的机 械作 用将 片烟松开 ,同时 加入水和 蒸汽 ,提高 片烟含 水率 , 在倾斜滚筒滚动输送 ,在加温加湿和翻滚 、逐渐松散开 ,
收 稿 日期 :2O15-05-20
Key words:tobacco resurgence;PROFINET;process cont rol;Fu z zy-PID
1 引言
滚筒 式片 烟 回潮机 是用 于制 丝线 片烟预 处理 段 …, 对 片烟进行松散 回潮 ,主要 完成烟片加工前的水份控 制。 现有片烟 回潮机是 国内消化吸收 HAUNI公司设备研 发 的产 品 ,各 项综合 性能 指标 已完 全达到进 口设备 水平 , 机械 制造 方面完全可 以替 代进 口设备 ,但 是无论进 口设 备还 是国产设备过程控 制系统都不 完善 ,松散 回潮后含 水率波动都较大 ,现需要 在此基 础上 ,建立合理 、实用、 可靠的数学模型和过程控制方案 。
根 据上述功 能要 求 ,设计 的系统必须满 足实现水 分 的闭环模 拟量控 制功 能。系统 中需要模 拟量 输入 /输 出 , 并要有较 强 闭环 控制 的功能 ” ,以实 现所要 求 的各 种控 制算法。 同时还 要有大量 的逻 辑控制功 能 ,系统 中需 要 大量 的数 字量 输入 /输 出。具有 显示 、报警 信息 较多 , 实时控制 、显示 ,温 、湿度趋 势 图显示 、记 录 ,具有 现 场总线 H ;具 有 以太 网接 口 ,可 以实 现整 个制丝 生产 线
工 业控 制 与 应 用
Industry Control and Applications
(<自动化 技术 与 应用 2016年 第 35卷第 1期
集 中控 制 ;要 考虑车 间原有设备 品牌 ,以及维护 人员技 术素质 。综上所述 ,系统整体设计 采用西 门子公司现场 总线技术的分布式系统 。
滚筒转 速决定片 烟在滚筒 内停 留时间 ,也就是水分 的控 制时间 ,片烟在 热风温度 、流量 不变 、蒸汽流量和 加水 流量 不变时 ,通 过 时间越长 ,回潮水分 提高 越多 , 反之提 高较少 ,所 以为保证过程 控制稳定 ,必 须转控制平稳 。在此过程控 制系统中为达 到控制间简化 , 对工作过程设定 固定速度 ,满足过程控制 系统 简化。
片烟松 散和加温 加湿 同时进行 ,在加温加湿过 程促进 了 松散 ,在松散过程促进 加温加 湿 ,片烟松散是 一个复杂 的理化 过程 。在这一 过程 中首先通 过控制风温 蒸汽调节 阀控 制热交换器 风温 ,使送入 滚筒风温恒 定 ,这样保证 桶 内保 持一定温 度 ;然后根据入 口红外水分仪 测 出烟 块 水分 ,通过 电子皮带秤 测定烟 块流量 ,计算达 到湿度 的 加水量 ,通过模糊控 制入 口预 加水量 。通过 出 口红外水 分 仪测定 的片烟 温湿度 ,对 出 口加水 、对人 口加 蒸汽 , 这个过程控制是 Fuzzy-PID控制 。