HDPE挤压焊接检测记录
HDPE管检验批质量验收记录

主 列规定:
控 1)焊缝应完整,无缺损和变形现象;焊缝连
项 接应紧密,无气孔、鼓泡和裂缝;电熔连接的
目
3
电阻丝不裸露;2)熔焊焊缝焊接力学性能不 低于母材;3)热熔对接连接后应形成凸缘,
第5.10.8 -3条
符合规范要求
且凸缘形状大小均匀一致,无气孔、鼓泡和裂
缝;接头处有沿管节圆周平滑对称的外翻边最
低处的深度不低于管节外表面;管壁内翻边应
铲平;对接错边量不大于管材壁厚的10%,且
4
"卡箍连接、法兰连接钢塑过渡接头连接时, 应连接件齐全、位置正确、安装牢固,连接部 位无扭曲、变形;"
第5.10.8 -4条
符合规范要求
施工与质量验收规范的规定
不合格点的实 应测 合格 合格
测
点数 点数 率(%)
1
承插、套筒式接口的插入深度应符合要求,相 邻管口的纵向间隙应不小于10mm;环向间隙应 均匀一致;
工程名称
HDPE管热熔焊接检验批质量验收记录
第 市1 政质页共检,·31·1页1
施工单位
分包单位
项目经理
马云
技术负责人
马化腾
施工工长
王健林
分部工程名称
分项工程
DN160 HDPE管
验收部位
主要工程数量
m
验收规范及图号
GB50268-2008
施工与质量验收规范的规定
施工单位检查记录
监理单位 验收记录
1
"管节及管件、橡胶圈等的产品质量应符合规 范第5.8.1、5.9.1条的规定;"
第5.10.8 -1条
符合规范要求
"承插、套筒式连接时,承口、插口部位及套
10.2PE管电熔焊接检查记录
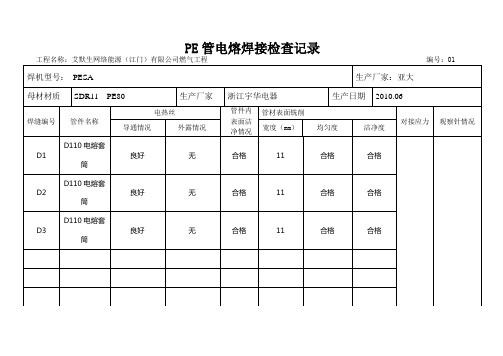
PE管电熔焊接检查记录
工程名称:艾默生网络能源(江门)有限公司燃气工程编号:03
焊机型号:PESA
生产厂家:亚大
母材材质
SDR11 PE80
生产厂家
浙江宇华电器
生产日期
2010.12
焊缝编号
管件名称
电热丝
管件内表面洁净情况
管材表面铣削
对接应力
观察针情况
母材材质
SDR11 PE80
生产厂家
浙江宇华电器
生产日期
2010.10
焊缝编号
管件名称
电热丝
管件内表面洁净情况
管材表面铣削
对接应力
观察针情况
导通情况
外露情况
宽度(mm)
均匀度
洁净度
D4
D110电熔弯头
良好
无
合格
11
合格
合格
D5
D110电熔弯头
良好
无
合格
11
合格
合格
备注:所有PE管焊接记录清楚、准确.
导通情况
外露情况
宽度(mm)
均匀度
洁净度
D6
D90电熔弯头良好无 Nhomakorabea合格
10
合格
合格
D7
D90/63电熔变径
良好
无
合格
10
合格
合格
D8
D63电熔套筒
良好
无
合格
9
合格
合格
备注:所有PE管焊接记录清楚、准确.
施工单位:广西佳迅管道工程有限公司技术负责人:质检员:
PE管电熔焊接检查记录
工程名称:艾默生网络能源(江门)有限公司燃气工程编号:01
填埋场检验标准
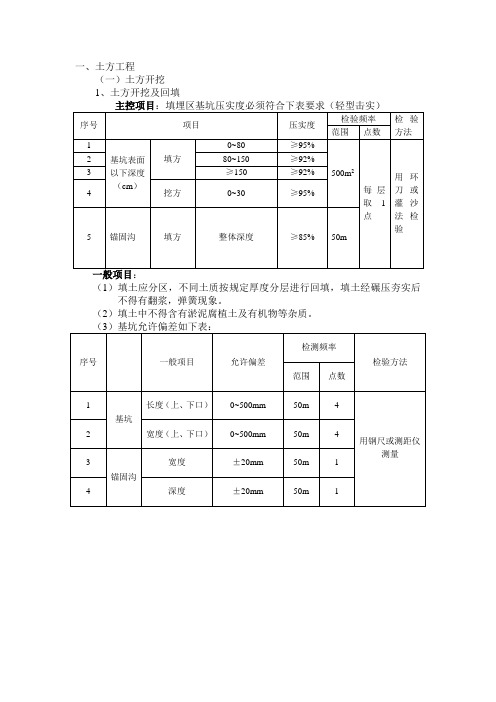
一、土方工程(一)土方开挖1、土方开挖及回填(1)填土应分区,不同土质按规定厚度分层进行回填,填土经碾压夯实后不得有翻浆,弹簧现象。
(2)填土中不得含有淤泥腐植土及有机物等杂质。
(二)填埋区基底及边坡主控项目:一般项目:1、基底不得有翻浆、弹簧、起皮、波浪、积水等现象。
基底应平整,无石块、树根等尖锐杂物。
2、10T压路机碾压后轮迹深度不得大于5mm。
3、基底纵横坡度应符合设计要求。
4、边坡应稳定,表面平整。
二、防渗层(一)GCL垫防渗层主控项目:1、GCL垫原材质量应满足设计要求。
2、GCL垫贮存应防水、防潮、防暴晒。
3、GCL垫不应在雨雪天气下施工。
4、接缝处应用膨润土密封。
5、应以品字形分布,不得出现十字搭接。
1、边坡不应存在水平搭接。
2、应自然松弛与基础贴实,不应褶皱悬空。
3、应随时检查外观有无破损,发现褶皱应及时修补,修补范围大于破损范围20cm。
4、任何人不得穿钉鞋在GCL垫踩踏,车辆不得直接在上面碾压。
5、铺完GCL垫应及时铺设HDPE模,防止遇水而发生前期水化。
±±(二)HDPE膜主控项目:1、原材质量必须符合设计要求。
2、HDPE膜铺设量不超过一个工作日能完成的焊接量。
3、HDPE膜按规程要求应进行试焊,正式焊接,真空检测,充气打压以及破坏性检测。
1、铺设应一次性到位,不宜展开后再拖拉。
2、应预留热胀冷缩变化的伸缩量。
3、HDPE膜铺设工程中应采取措施防风,以避免风力影响而撕裂。
4、铺膜焊接应做好以下记录。
表A.0.1(HDPE膜铺设施工记录)表B.0.1 HDPE膜试样焊接记录表D.0.1 HDPE膜施工工序质量检查评定表(三)土工布主控项目:1、土工布材料应符合设计要求。
2、土工布连接应严密无张嘴、裂口现象。
一般项目:1、土工布应铺设平整,不得有石块、土块、水和过多的灰尘进入土工布。
2、土工布的缝合应使用抗紫外线和化学腐蚀的聚合物线,应采用双线缝合。
3、边坡上的土工布应预先将土工布锚固在锚固沟内,再沿斜坡向下铺设,土工布不得折叠。
焊接工艺评定记录01-05(改)
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
聚乙烯管道热熔连接检查记录
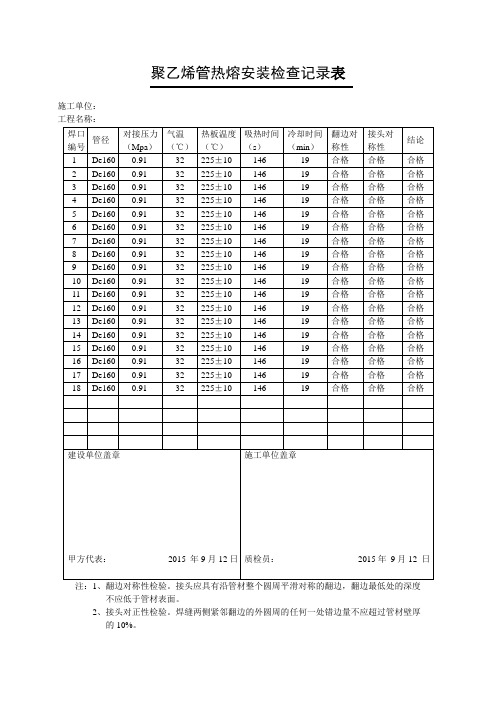
聚乙烯管热熔安装检查记录表施工单位: 工程名称: 注:1、翻边对称性检验。
接头应具有沿管材整个圆周平滑对称的翻边,翻边最低处的深度 不应低于管材表面。
2、接头对正性检验。
焊缝两侧紧邻翻边的外圆周的任何一处错边量不应超过管材壁厚 的10%。
焊口编号 管径 对接压力 (Mpa ) 气温 (℃) 热板温度 (℃) 吸热时间 (s ) 冷却时间 (min ) 翻边对 称性 接头对 称性结论 1 De160 0.91 32 225±10 146 19 合格 合格 合格 2 De160 0.91 32 225±10 146 19 合格 合格 合格 3 De160 0.91 32 225±10 146 19 合格 合格 合格 4 De160 0.91 32 225±10 146 19 合格 合格 合格 5 De160 0.91 32 225±10 146 19 合格 合格 合格 6 De160 0.91 32 225±10 146 19 合格 合格 合格 7 De160 0.91 32 225±10 146 19 合格 合格 合格 8 De160 0.91 32 225±10 146 19 合格 合格 合格 9 De160 0.91 32 225±10 146 19 合格 合格 合格 10 De160 0.91 32 225±10 146 19 合格 合格 合格 11 De160 0.91 32 225±10 146 19 合格 合格 合格 12 De160 0.91 32 225±10 146 19 合格 合格 合格 13 De160 0.91 32 225±10 146 19 合格 合格 合格 14 De160 0.91 32 225±10 146 19 合格 合格 合格 15 De160 0.91 32 225±10 146 19 合格 合格 合格 16 De160 0.91 32 225±10 146 19 合格 合格 合格 17 De160 0.91 32 225±10 146 19 合格 合格 合格 18 De160 0.91 32 225±10 146 19 合格 合格 合格建设单位盖章甲方代表: 2015 年9月12日施工单位盖章质检员: 2015年 9月12 日。
PE管焊接记录
年 月 日
建设单位(盖章):
代表:
年 月 日
PE管电熔焊接检查记录
工程名称:编号:
焊机型号:
生产厂家:
母材材质
生产厂家
生产日期
焊工编号
管件名称
电热丝
管件内表面洁净情况
管材表面铣削
弯头管件长度
mm
观察情况
导通情况
外露情况
宽度(mm)
均匀度
洁净度
施工单位(盖章):
代表:
年 月 日
监理单位(盖章):
监理工程师:
年 月 日
建设单位(盖章):代表:年ຫໍສະໝຸດ 月 日PE管焊口翻遍检查记录
建设单位
分项工程
工程名称
施工单位
检 查 项 目
质 量 情 况
总焊口数
切除比例
切除数量
单线
图号
焊口编号
焊工
规格
检查内容
结论
单线
图号
焊口编号
焊工
规格
检查内容
结论
施工单位(盖章):
代表:
年 月 日
监理单位(盖章):
监理工程师:
年 月 日
建设单位(盖章):
代表:
年 月 日
PE管热熔对接焊接记录
工程名称
施工单位
焊机型号
管材(件)厂家
施工班组
焊工代号
施工日期
环境温度℃
焊工
编号
管道元件规格
管材
(长度\m)
焊接
压力
Mpa
拖动压力Mpa
热板温度
℃
卷边高度
mm
吸热时间
(s)
切换时间
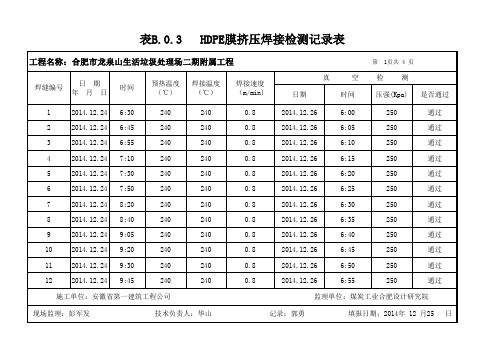
HDPE膜挤压焊接检测记录(真空)1
240
240
3
2014.12.24 6:55
240
240
4
2014.12.24 7:10
240
240
5
2014.12.24 7:30
240
240
6
2014.12.24 7:50
240
240
7
2014.12.24 8:20
240
240
8
2014.12.24 8:40
240
240
9
2014.12.24 9:05
6:45
250
通过
0.8
2014.12.26
6:50
250
通过
0.8
2014.12.26
6:55
250
通过
监理单位:煤炭工业合肥设计研究院
现场监理:彭军发
技术负责人:华山
记录:郭勇
填报日期;2014年 12 月25 日
表B.0.3 HDPE膜挤压焊接检测记录表
工程名称:合肥市龙泉山生活垃圾处理场二期附属工程
240
240
0.8
2014.12.26
9:15
34
2014.12.26 7:36
240
240
0.8
2014.12.26
9:20
35
2014.12.26 7:50
240
240
0.8
2014.12.26
9:25
36
2014.12.26 8:10
240
240
0.8
2014.12.26
9:30
第 3页共 4 页
240
240
0.8
聚乙烯管道电熔焊接记录表
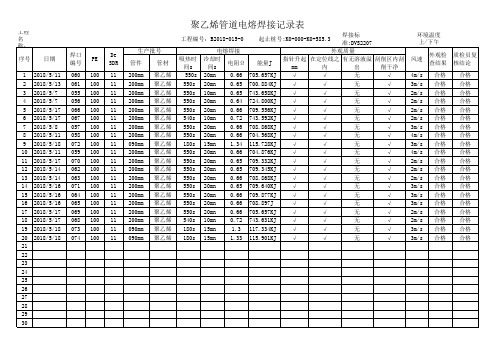
19 2018/5/18 073 100 11 090mm 聚乙烯 180s 15mn
1.3 117.334KJ
√
√
无
√
3m/s 合格 合格
20 2018/5/18 074 100 11 090mm 聚乙烯 180s 15mn
1.33 115.901KJ
√
√
无
√
3m/s 合格 合格
21
22
23
24
25
√
√
无
√
3m/s 合格 合格
17 2018/5/17 069 100 11 200mm 聚乙烯 550s 20mn
0.66 705.657KJ
√
√
无
√
2m/s 合格 合格
18 2018/5/17 068 100 11 200mm 聚乙烯 540s 10mn
0.72 743.631KJ
√
√
无
√
2m/s 合格 合格
0.66 708.868KJ
√
√
无
√
3m/s 合格 合格
8 2018/5/11 058 100 11 200mm 聚乙烯 550s 20mn
0.66 704.568KJ
√
√
无
√
4m/s 合格 合格
9 2018/5/18 072 100 11 090mm 聚乙烯 180s 15mn
1.34 115.728KJ
0.65 709.640KJ
√
√
无
√
3m/s 合格 合格
15 2018/5/16 064 100 11 200mm 聚乙烯 550s 20mn
0.66 709.877KJ
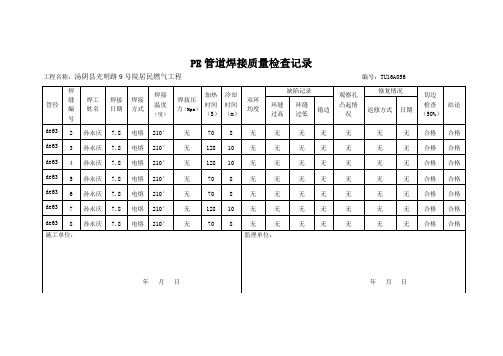
16、PE管道焊接质量检查记录
de63
8
孙永庆
7.8
电熔
210°无ຫໍສະໝຸດ 708无无
无
无
无
无
无
合格
合格
施工单位:
年月日
监理单位:
年月日
工程名称:汤阴县光明路9号院居民燃气工程编号:TU16A056
210°
无
128
10
无
无
无
无
无
无
无
合格
合格
de63
4
孙永庆
7.8
电熔
210°
无
128
10
无
无
无
无
无
无
无
合格
合格
de63
5
孙永庆
7.8
电熔
210°
无
70
8
无
无
无
无
无
无
无
合格
合格
de63
6
孙永庆
7.8
电熔
210°
无
70
8
无
无
无
无
无
无
无
合格
合格
de63
7
孙永庆
7.8
电熔
210°
无
128
10
无
无
无
无
无
无
无
合格
PE管道焊接质量检查记录
管径
焊缝
编号
焊工
姓名
焊接
日期
焊接方式
焊接温度(度)
焊接压力(Mpa)
加热时间(S)
冷却
时间(m)
双环
均度
缺陷记录
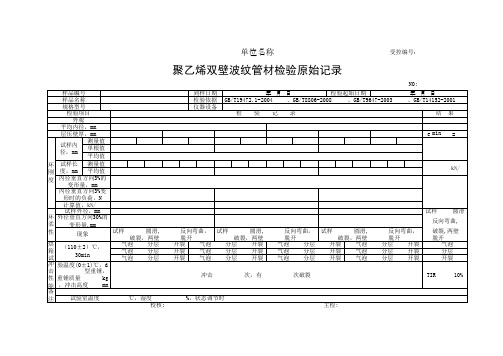
聚乙烯双壁波纹管材检验原始记录(最新)
受控编号:
聚乙烯双壁波纹管材检验原始记录
样品编号
样品名称
规格型号
检验项目
外观
平均内径,mm
层压壁厚,mm
试样内 径,mm
测量值 单根值 平均值
环 试样长 测量值
刚 度,mm 平均值 度 内径垂直方向3%的
变形量,设备
年月日
检验起始日期
开裂 气泡
开裂 气泡
开裂 气泡
次破裂
主检:
试样 圆滑
反向弯曲,
反向弯曲, 脱开 分层 开裂 分层 开裂 分层 开裂
破裂,两壁 脱开
气泡 分层 开裂
TIR
10%
GB/T19472.1-2004 、GB/T8806-2008
、GB/T9647-2003
检验记录
NO: 年月日 、GB/T14152-2001
结果
e min =
试样外径,mm 环 外径垂直方向30%的
柔 变形量,mm
性
现象
试样
圆滑,
破裂,两壁
烘 箱 试
(110±2)℃, 30min
冲 验温度(0±1)℃,d
气泡 气泡 气泡
分层 分层 分层
击
型重锤,
性 重锤质量
kg
能 ,冲击高度 mm 备
注
试验室温度
℃,湿度
校核:
反向弯曲, 脱开 开裂 气泡 开裂 气泡 开裂 气泡
试样
圆滑,
破裂,两壁
分层 开裂
分层 开裂
分层 开裂
冲击
次,有
%。状态调节时
反向弯曲, 脱开 气泡 分层 气泡 分层 气泡 分层
试样
圆滑,
破裂,两壁
塑料管材试验记录

塑料管材试验记录一、试验目的:本次试验旨在对塑料管材(管件)进行性能测试,以评估其适用范围和质量指标的合格性。
二、试验设备:1.塑料管材(管件)样品2.试验台架3.水压试验设备4.弯曲试验设备5.冲击试验设备6.热老化试验设备三、试验内容及过程:1.外观检查:检查塑料管材(管件)外观完整性、无明显破裂、凹陷、污渍等缺陷。
2.尺寸测量:测量塑料管材(管件)的长度、直径、壁厚等尺寸,并与标准要求进行比对。
3.水压试验:将塑料管材(管件)连接到水压试验设备上,逐渐增加压力至指定数值,观察管材是否出现泄漏、漏水现象。
4.弯曲试验:使用弯曲试验设备对塑料管材(管件)进行弯曲试验,记录在不同弯曲角度下管材是否出现断裂、开裂等现象。
5.冲击试验:使用冲击试验设备对塑料管材(管件)进行冲击试验,记录在不同冲击强度下管材是否出现破损、开裂等现象。
6.热老化试验:将塑料管材(管件)放入热老化试验设备中进行恒温老化处理,记录在不同老化时间内管材的性能变化情况。
四、试验结果:1.外观检查:所有塑料管材(管件)外观完整,无明显破裂、凹陷、污渍等缺陷。
2.尺寸测量:所有塑料管材(管件)的尺寸符合标准要求。
3.水压试验:所有塑料管材(管件)在指定压力下无泄漏、漏水现象。
4.弯曲试验:所有塑料管材(管件)在最大弯曲角度下未出现断裂、开裂等现象。
5.冲击试验:所有塑料管材(管件)在最大冲击强度下未出现破损、开裂等现象。
6.热老化试验:在不同老化时间内,管材性能变化不明显,仍可满足使用要求。
五、结论:根据试验结果,所有塑料管材(管件)满足相应的性能指标和质量要求,适用于相关的使用场景。
建议继续进行批量生产,并检验过程中进行质量监控,以确保产品质量的一致性和稳定性。
焊接过程检验记录表

未焊透深度≤15%δ且≤1.5mm总长度不 超过焊缝有效长度的10%(氩弧焊打底 的试件不允许未焊透)
3
焊缝外观 背面凹坑深度≤25%δ且≤1mm;除仰焊
位置的板状试件不作规定外,总长度不
超过焊缝有效长度的10%
检验员:
双面焊缝余高0~3mm,焊缝宽度比坡口 每侧增宽0.5~2.5mm,宽度误差≤3mm
株洲市开关板电器设备厂焊接过程检验记录表
序号 检验项目
技术要求
OZK.479.003-1 实测记录 检测结果
1
焊前准备
劳保着装及工具准备齐全,并符合要求, 参数设置、设备调试正确
2
焊接操作 试件固定的空间位置符合要求
两面焊缝表面不允许有焊瘤、气孔、烧 穿等缺陷
焊缝咬边深度≤0.5mm,两侧咬边总长 度不超过焊缝有效长度的15%
错边≤10
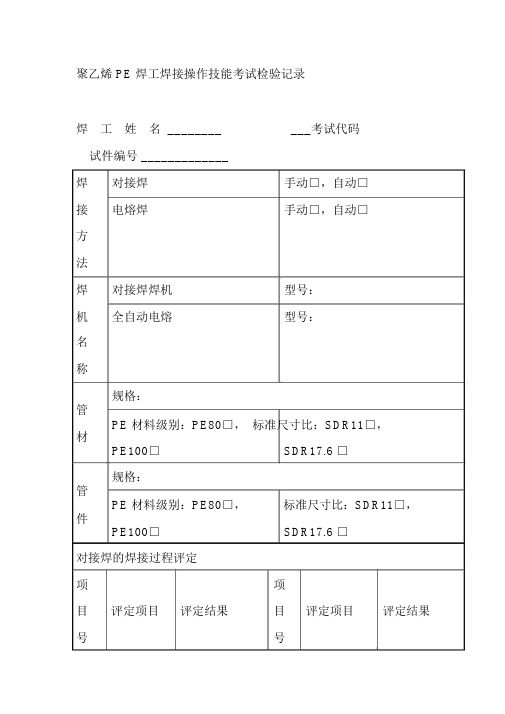
聚乙烯PE焊工焊接操作技能考试检验记录
聚乙烯 PE 焊工焊接操作技能考试检验记录焊工姓名 ___________考试代码试件编号 _____________焊对接焊手动□,自动□接电熔焊手动□,自动□方法焊对接焊焊机型号:机全自动电熔型号:名称规格:管PE 材料级别:PE80□,标准尺寸比:SDR11□,材PE100□SDR17.6 □规格:管PE 材料级别:PE80□,标准尺寸比:SDR11□,件PE100□SDR17.6 □对接焊的焊接过程评定项项目评定项目评定结果目评定项目评定结果号号1焊接前准合格□,不合4.1测拖动压备格□力1.1清洁接头 4.2检查间隙1.2测量电压 4.3检查错边1.3热板检查 4.4检查夹紧1.4热板预热5端面平整合格□,不合10 分钟吸热格□2合格□,不合5.1端面平整装夹焊件格□压力2.1设置吸热5.2冷却时间圆周凸起2.2清洁管表5.3面吸热计时3铣削焊接合格□,不合6合格□,不合面格□切换对接格□3.1放铣刀锁6.1安全锁切换时间3.2形成连续6.2屑冷却计时降压、开合格□,不合3.3机架、停7拆卸格□刀降压松夹3.4清屑7.1具测拖动压合格□,不合4力及检查格□共页第页续表电熔焊的焊接过程评定项项目评定项目评定结果目评定项目评定结果号号1焊接前准5承插管件备及轴线1.16手动或自测量电压动模式1.2辅具准备7输入焊接参数2管材截取8冷却时间3划线4去氧化皮电熔焊过程评定结果:合格□,监考人员(签字):不合格□对接焊试件外观检查电熔焊试件焊缝外观检查项项目检查项目检查结果目检查项目检查结果号号1焊缝圆周1凸起承插尺寸2中心焊缝2高度同轴度3是否有浮3渣刮氧化皮4是否有缺4熔融材料流口出5缩孔6冷却时间7错边量8磕碰痕迹对接焊外观检查结果:合格□,电熔焊外观检查结果:合格□,不合格□不合格□对接焊过程评定:合格□,不合格□不正常情况记载:监考人员(签字,签字日期):共页第页续表对接焊试件拉伸检验试件编号报告编号试验日期试样编□□- 1;□□- 2;号□□- 3检测结果试验结合格□ 不合格□论检验员(签字):日期:电熔焊挤压剥离试验(dn< 90mm )试件编号报告编号试验日期试样编□□- 1;□□- 2;号□□- 3检测结果试验结合格□ 不合格□论检验员(签字):日期:电熔焊拉伸剥离试验(dn≥ 90mm )试件编号报告编号试验日期试样编□□- 1;□□- 2;号□□- 3检测结果试验结合格□ 不合格□论检验员(签字):日期:电熔焊撕裂剥离试验(电熔鞍形)试件编号报告编号试验日期试样编□□- 1;□□- 2;号□□- 3检测结果试验结合格□ 不合格□论检验员(签字):日期:本 PE 焊工考委会确认该焊工按《聚乙烯(PE)焊工考试与管理》进行焊接操作技能考试和检验,数据正确,记录无误。